NOTE: These are actual working notes as well as project documentation. There is no shame in skipping to the acknowledgments and photos.
Project Description:
USS Pampanito is a WW II submarine museum and memorial (https://maritime.org/sub). Our goal is to bring maritime history to life, and to make the USS Pampanito as complete and accurate to her 1945 configuration as possible. We educate approximately 4,000 students in day and overnight programs, and approximately 100,000 visitors a year tour the boat.
This page documents the building of the machine shop infrastructure needed to repair, and restore the equipment on the boat so it can be better preserved, researched, and interpreted. We have had a basic hand tool repair shop that started in a shipping container in 1981 and has expanded over time. For six years Techshop, and humanmade.org have provided the crew of the boat use of their shared public shop with a wide range of capabilities (manual and CNC machining, waterjet, sheet metal, laser cutters, welding, etc.). During 2013-2014 we built up our welding capability. However, we have wanted/needed a small on-site machine shop for a long time. The goal is to have enough machines and tooling that a journeyman machinist should only have to bring a small hand carried toolbox of their favorites when they come to volunteer, and the ships crew can do basic parts. We have limited space in our shoreside shop so we focused on machines best suited for repair of existing parts. We will still need the help of outside machinists and shops for both their skills and advanced equipment. Note that most of our new parts are modelled in CAD, our wish list includes CNC retrofit for the mill.
This mostly does not include our tool room, and does not include the welding shop.
The vast majority of the income for Pampanito comes from visitor ticket sales. Most of that money goes to the basics of rent, utilities, maintenance staff, other staff, and periodic drydocking. The budget leaves very little for tools. We have kept track of what it would have cost to build this shop based on the fair market value of the equipment. This is what you would actually expect to pay for something whether used or new. We included labor only from the three full time machine tool repair companies that donated their services, and not the hundreds of hours of skilled volunteer time. This does not include 30+ years of accumulated tool infrastructure that we use in the shop, most of which has been donated. This only includes equipment and work that has been completed and delivered. The basic capability machine shop required more than $175,000 worth of equipment. 92% of this was donated by more than 200 companies and individuals, 7% by one of the long time museum volunteers, and less than 1% from the ship's budget.
In Nov 2015 we received the donation of a Bridgeport Series 1 mill (built 1980) from Production Specialties, in Feb 2016 we received the donation of a LeBlond Regal Servo Shift 15"x30" lathe (built 1981) from Doerksen Precision Products. As with any 30 year old, ready for donation machines they needed some TLC (tender loving care) when received. In Mar 2016 we received the donation of a Scotchman CPO 275 LT-VS cold saw from Scotchman, the 15 year old machine was in great condition. In Jul 2016 Hydmech donated a newly built vertical band saw with blade welder, Buffalo Machines Inc. built us a drill press with slow speed attachment, Baldor sent a new 2" belt grinder, and in 2017 JPW Industries sent a new 20" disc grinder. We have received many donations of the tooling needed to make efficient use of the big machines. The value of the small tooling, repair parts, and repairs was about twice the value of the big machines (1/3 machines, 2/3rds tooling).
To someone with a career in high technology it can be shocking that machines designed 70+ years ago are still relavent with only minor upgrades. Such is the case with the Bridgeport Series 1 mill. These are still in production and for us this meant that every one of the replacement parts we needed were in stock from multiple vendors. The large number of machines in use also leads to the availability of experienced repairmen. When Classic Machine Repair overhauled the vari-drive it like watching a race car pit crew, every movement of their hands well practiced. Do you think you will be able to get parts for your smart phone 30 years from now? Or there will be people with deep experience to install the parts? The LeBlond lathe provided a similar delight even though this lathe was built in 1981. When we called their technical support they accurately diagnosed both electrical and mechanical problems over the phone in minutes, and they had the repair parts in stock. I wish we got support like this on currently shipping computer products.
It is interesting to note that in addition to expected majority of USA donors (individuals and companies), we have received donations from companies based in Brazil, Canada, France, Germany, Italy, Japan, Poland, Spain, Sweden, Taiwan, and United Kingdom. The tools themselves were built in even more countries.
It is hard to say enough about the generosity of the machine tool industry. At a time when many companies were still recovering from the great recession, they found new and used equipment to support the project. They often sent the best in class tools beyond our basic needs. Pretty much every one of these donations started with a call or email from a complete stranger. The donations came from individuals, small and large companies. Even after 30 years on museum ship crews, I had to stop and read twice Monster Carbide's response to our pretty long itemized list of expensive tooling we needed, "Your list is really light. Why don't you quadruple it. Take your time and see what else you could use." Journeyman craftsman's time is often more valuable than the parts in a repair. Companies like Innovative Machine Solutions donated very labor intensive work like the overhaul of the ways on the Bridgeport mill. In several cases, companies like JFK Precision (manufacturer) and Rovi Products (distributor) split the costs to jointly donate. I cannot begin to tell you how much we appreciate all the donors. We could not succeed at restoring Pampanito without their generosity.
The working notes below document the changes we have made, the work still needed, and are a place to store information that will be needed for the repair and maintenance of the machines by the submarine museum crew over time. We also wanted to share with others what we learned during startup (we are a museum before all else.) Finally, they document, acknowledge, and thank the incredibly generous donors of advice, repair work, parts, tooling, and machines.
Machine List:
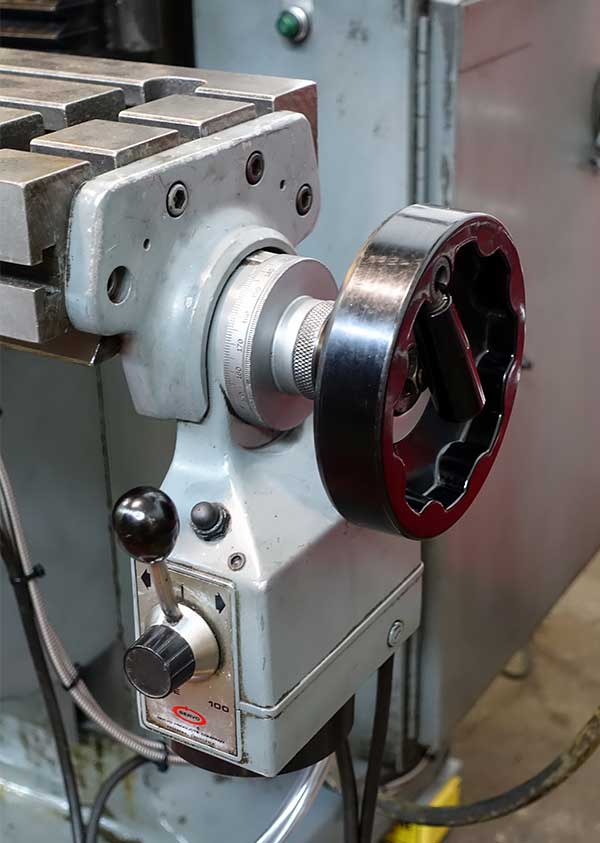
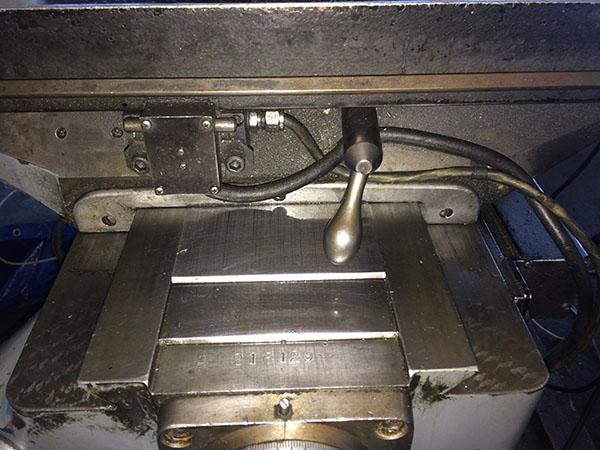
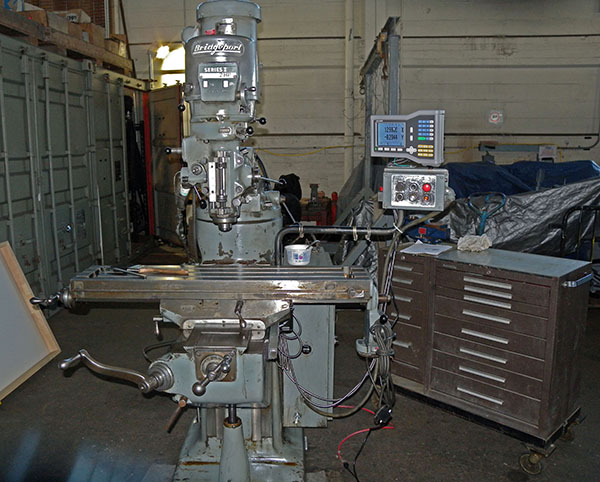
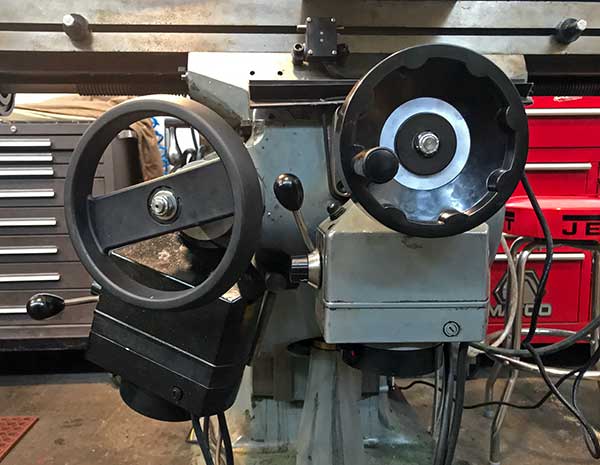
Milling machine after overhaul with new DRO, leveling feet, vari-drive and spindle repaired, ways repaired, new way lubrication system, overhauled coolant system, overhauled power feed, added power feeds, lots of worn out parts replaced, power drawbar added, way covers, table covers, overhauled mist coolant, MQL lubricant. 2 Feb 2020
Bridgeport Mill Donated by Production Specialties, 9 Nov 2015
The mill's owners had extracted the maximum value from the mill, it had been worked long and hard.
Bridgeport Series 1, 2HP, 2J head.
Serial number 12 BR 216129, built in 1980
Drive serial top 2J-96212 2, bottom J230682
Control Part No 1933021, Serial 2451, Code 3790205
Diagram 1927834, 480 VAC, 3 phase, 60 hz, full load 6.25 amps
Spindle control remote switch box 1922997
Electrical Drawing D027834, 1978
Spacing of base holes 20" x 28.5"
Table slots 5/8" wide, 2-1/2" centers, table is 9" wide, length of table 42"
Ship volume uncrated ~100" wide x 60" deep x 70" tall (head sideways), 2000 lbs
8838 on hour meter
Bijur Spraymist Coolant Unit, type UBA 2, Ser 0L
Servo Products Company power feed, Type 100, Ser. No. 100-014879
We added Servo Products Company power feed, Type 150, Ser. No. 150-524279 and Type 200, Ser. No. 2000-2697
Non-functioning Bridgeport Textron DRO, now replaced with Acu-rite DRO
Single Line JOTA, Syst 006 hand oil pump, now replaced with Lube USA system
We added Kurt power draw bar
Came with some collets, tool holders, and a drill chuck.
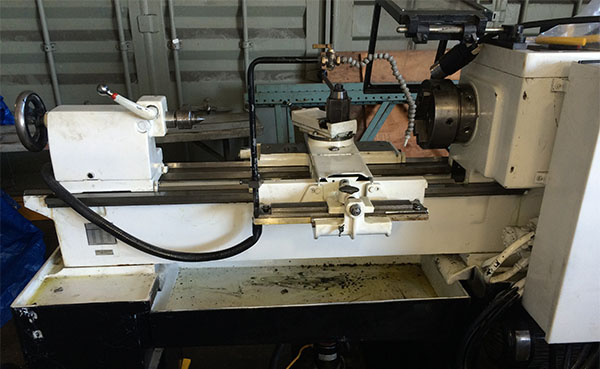
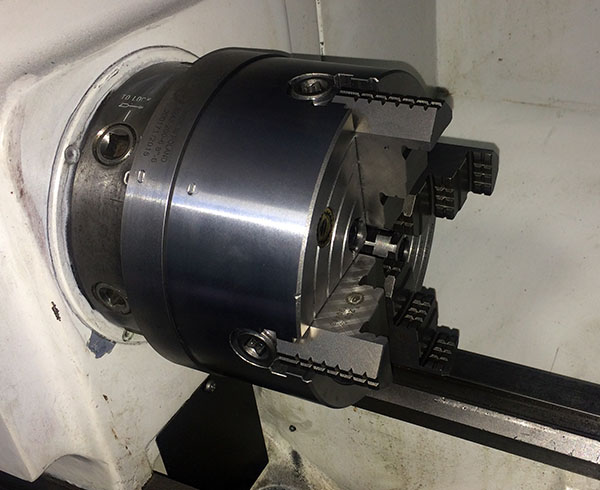
Lathe in the shop with new DRO, new chuck, e-stop, tool post, and feet visible. Servo shift and high speed have been repaired. 1 July 2016
LeBlond Lathe Donated by Doerksen Precision Products, 16 Feb 2016
The lathe was originally built for the US Army. We do not know its history until it was bought by DPP from a machine tool dealer to be a backup for a similar lathe in their shop a few years ago. It was never used by DPP.
LeBlond-Makino Machine Tool Co.
15"x30" Regal Tool Room Lathe
Model 15", S# 12C-1563
Power 480 V, 15 Amp (FLA), 3 phase, 7.5 HP
Contract No. DAAA09-82-C-0068, NSN: 3416-00-57-1051
Date Mfg. Dec. 1981
Wiring Diagram EE4253-04
Spindle D1-6 cam lock. Diameter of nose large end of taper 4-1/8"
Spindle I.D. 2-17/64" (2.265), O.D. at tail end 2.746
Spindle nose is American Standard 250 taper. (2.500 gage line, 3/4" per foot diameter taper, angle off C/L is 1.7899)
Spindle through hole length 25-5/8"
Tailstock is MT-4
7-7/8" R.O.M. on cross slide with the taper attachment, X-axis 34" R.O.M., 30" between centers
3.9" R.O.M. on top slide, 2.75" from top slide top to centerline
Floor space 78" x 40"
Weight 2430 lbs.
- Came with:
LeBlond manual 3942 photo copy. (3940 is the original, 3942 is slightly later.)
Micrometer carriage stop
Taper attachment
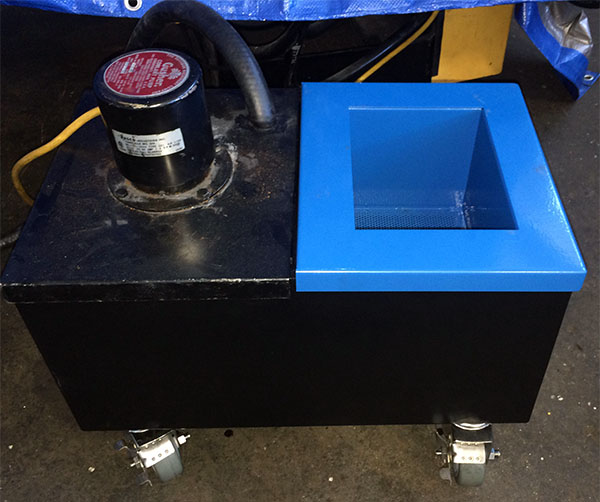
Gusher, Ruthman, Model TML coolant pump, 690-927. 8-1/2" from flange to base, tank 12"w x 20"l x 10"t, 10 gallon.
Steady rest, 1/2" to 4"
Light
Cushman 8", 3-jaw chuck, D1-6 mount, 1010408D06C 4-E, Jaws 05-6610,
Chuck key 1/2". Chuck had problems and has been replaced.
Tailstock live center Ready Tool R4N with problems (replaced with a new one by Ready Tool Co.)
Lantern type toolpost
Cold saw in the shop. 12 July 2016
Scotchman Cold Saw Donated by Scotchman Metal Fabrication Solutions, Apr 2016
The saw was used in their factory to produce sample cuts for 15 years and arrived in great condition.
Scotchman CPO 275 LT/VS saw, Serial #25920899
230V three phase with variable frequency drive, 2HP, 60 hz, 6 amps
Low Turn, 30 rpm/60 rpm for steel.
Tubing: 3-3/8" round, 3"x3" square. At 45 degrees 2" max.
Solid: 1-1/2" round or square. At 45 degrees 1" max.
Blade: 10" dia. nominal, 10-3/4" max., 1-1/4" bore (32mm), pin spacing 2/8/45
Height floor to vise: 36-1/8", overall height 68.5"
Mounting hole centers 24.5"
Weight: 430 lbs without coolant
AB 160 SSC Variable Speed Drive
10 gallon coolant tank
#10 and #12 demo blades: 9-1/2" 70, 9" 90, 9" 100, 9" 120, 9-3/4" 160, 9-3/4" 180, 9" 220
Came with work stop, hex key, lifting eye, blade pitch calculator, 1 gallon synthetic coolant.
We followed coolant bottle instructions of 7:1 water to coolant.
Cover screws use 3mm hex key (M4 screws), blade change screws use 5/16" hex key.
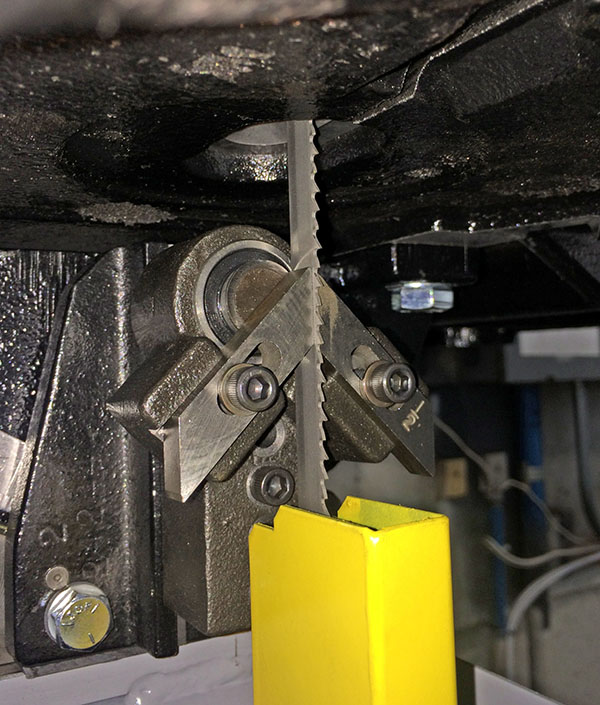
Vertical Bandsaw in the shop. 19 July 2016
Hydmech Vertical Contour Band Saw Donated by Hydmech, MEP Group, Jul 2016
New, built for donation 2016.
VCS-20vsd, serial 574-16218 (5003785), Electrical drawing 515894-16
Belts 16218 drive, 100641 driven
Blades from 1/16" to 1" x 154"
Blade Wheel 20"
480 VAC, three phase, 60 Hz, 2HP, 3.2 amps
20" throat x 13" work height
Blade speed low 55 to 300 FPM, high 950 to 5,200 FPM
55 w x 45" x 80-1/4" h, 1,250 lbs.
1/2", 3/8", 1/4" blade guides (x4 each), and .025", .032", .035" insert gauges, hex key, table wrench.
DBW-15 blade welder serial 471-136466, 240 VAC, 2.5 amps (299550)
Chip blower (299504)
Rip Fence for 26" table (47779)
Worklight (220157)
Blade selection: 3-24 teeth in work surface at all times, 6-10 optimum
Additional accessories donated by CMI, DoAll in 2018 (DoAll 2013v compatible):
Miter attachment 55305
Disc cutter attachment 402080
Work holding jaw 5-013007
5/8", 3/4", 1" blade guides guides (x4 each) (3958, 3957, 3956)
1" saw guide block upper and lower assemblies (11530, 11542)
3/4" saw guide block upper and lower assemblies (11528, 11543)
Buffalo Model 18 drill press (Torpedo Data Computer Mk IV to the left).
Buffalo Machines, Inc. model 18-F-N standard floor drill press with C5-6675-2 slow speed attachment donated by BMI. Serial 2901563, 18STDFL88
New, built for donation.
MT-3 spindle, with 1 HP, 1725 RPM motor
Direct 460, 710, 1110, 1800, 2940 RPM
Slow 125, 190, 300, 485, 795 RPM
Chuck on a MT-3 arbor
5/8" M. Steel I. CI. with standard drill bits
14" x 14" table with 5/8" slots in X pattern
Baldor donated motor FDL3510TM, 1 HP, single phase, 120VAC.
Belt grinder. 18 Aug 2016
Baldor 2" Belt Grinder Donated by Baldor, Aug 2016.
New.
Model 248-151TD, 3-position, 110 VAC, 1 phase, 3/4 HP
2" x 48" grinder belt
Carbide grinder mostly used for lathe tools. Diamond wheel on left, green silicon carbide wheel on right. We have the protractor tool holder and one water tray not shown in this photo.
Baldor model 500, serial F984, spec. no. A-559-343.
1/2 HP, 115VAC, 5A, 3600 RPM, 524C frame.
Bench grinder.
Wissota 8" Bench Grinder E-8
Old
8" wheel
3/4" arbor
3450 RPM
3/4 HP, 115 VAC, 1 phase
Serial W9-85
Beam Nova buffer/polisher on stand.
Dust collector for grinders.
Torit Model 66 dust collector, serial 34254, 1/2 HP, 110 VAC. Custom dolly and grinder mounting bracket. There is a gate/quick disconnect on the hose leading to the bench grinder.
Blast Cabinet with dust collector.
Skat Blast, 46" Wide, 28" Deep, 28" tall, single door, glove blast cabinet, 27-1/2" curved top pickup tube, E011142. With Torit Model 84, G2498 dust collector.
Ultrasonic Cleaner
Ultrasonic Power Corporation, UP 120 with basket and cover, 3.2 gallon cleaner.
Brulin 815GD cleaning fluid.
Hossfeld bender with hydraulic update.
Hossfeld #2 bender. Upgraded with American Bender hydraulic cylinder mount, Delta Power hydraulic power unit (2HP, 2 GPM @1,200 PSI, 220V/480V 3P), Monarch cylinder, Line Master dual foot pedal.
FAMCO 3R arbor press.
FAMCO 3R arbor press with oversize return handwheel. Diameter of work 15", Capacity over table 12-1/2", Capacity over Plate 11-1/2", Leverage Ratio 60:1, Approx. 4 Tons Pressure, Height 21-1/2", 150 lbs, base 8"x18". Threaded hole with 1/2" diameter, 3/8" clear on one end of ram.
• Generic 20-ton hydraulic H-press. Max working distance 32". Width between channels 22-3/8"
Air compressors
* 90 PSI Shop Air Compressor: Ingersol Rand model 71T2, serial 30T 553027, 10 HP, 32165466 filter, approx. 2 liter SAE 30 non-detergent synthetic compressor oil. BP85 V-Belt x3.
Beko Drypoint RA50 HT-NA-P refrigerated air dryer, 4012810, S/N 170008815. This is a high temperature input unit because the compressor does not have intercoolers. Note we used high temperature, stainless steel jacket hose from the compressor to the dryer.
Beko Bekomat 31U N zero-loss drain on the tank.
Parker P3NRA98BNG, 1", 300 scfm @100 psi, aluminum body regulator
Atlas-Copco Airnet coated aluminum pipe 90 PSI distribution in the shop. This was beautifully installed by Vikon Construction in 2019. The distribution drops have 1/4" universal quick-connect fittings, all our portable hoses and tools are 1/4" industrial (Milton-M) type quick-connect fittings.
* 700 PSI Ship's Shoreside Supply Compressor: Ingersol Rand, Type 30, Model 41, 30T44990, 5 HP, 1,000 PSI max. Working pressure set at 700 PSI, pop off valve replaced with a 750 PSI valve. Note the boat was designed for 3,000 PSI air, we are supplying 700 PSI primarily for engine starting. The oil level should be at the bottom of the filling cap threads.
Beko Drypoint RSHP30NA-PB, 401288, S/N 160021974, high pressure refrigerated air dryer with Bekomat drain. 725 PSI. We added a 12"x12" air filter on condensor intake.
Beko Clearpoint 3E HP50-Filter S050 type F, HP50S050FWP pre-filter for dryer, 725 PSI. With Bekomat 12 CO PN63 automatic drain.
High pressure hose to the boat is 3/8" CSI H7 SAE 100R7, 2250 PSI with 3/8" NPT ends. It was tested and is not an electrical ground. We should get non-conductive rated hose when this is replaced. The JIC and NPT fittings are stainless, the two pipe fitting unions are 3/8" WHA/S A105 SP-83 cast iron.
Tooling List:
This does not include our existing tool room, welding, etc., just the machine shop specific tools.
Lathe Tooling:
- 8-inch D1-6 3-Jaw chuck. New from Röhm. ID. 156791, ZSU-210/3 Hi-Tru US-Flatback 8" 3-jaw Z5153, Bore 2.165, reversible jaws, steel. On 158153, Adapter Plate D6 210/2 HI-Tru, PTS HK16-8GSD6, 501065, steel. Use Röhm F-80 or MolyKote TP-42 grease.
- 8-inch D1-6 4-Jaw chuck. New from Bison. 7-850-0800B Model 4304-8", 130443/2015, back plate 7-878-0860, Model 8242-200-6 8"-6, 200171/2015, two good chuck keys (to use in tandem).
- 8-inch D1-6 3-Jaw chuck Cushman 1010408D06C 4-E, Jaws 05-6610, one good and one mediocre chuck key. Chuck is stiff even after cleaning. Back nuts where in rough shape and need replacement. It has been worked hard.
- American Standard 250 to MT-5 spindle bushing
- American Standard 250 to MT-4 spindle bushing
- MT-4 drill chuck, Jacobs No. 11N, 0-3/8" (new chuck on old arbor)
- MT-4 drill chuck, Jacobs No. 18N, 1/8-3/4" (old chuck with service kit U18N 007434, 7814-03264 installed.)
- MT-4 live center, Röhm, 42175, K108H, , 60 deg., 2.755" (S-1605). New
- MT-4 live center, Ready Tool Co. R4N. New
- MT-4 5" 3-jaw self-centering rotating lathe chuck. 9154-125/4, 3274-5", 3200 RPM max. 9mm/.36 chuck key (needs inside, or split jaws)
- MT-4, 4" bull nose live center, 56414, Riten Industries Inc.
- MT-4 to MT-3 adapters, x1 long, x2 short
- MT-4 to MT-2 adapters x2
- MT-4 to MT-1 adapter
- MT-5 dead center
- MT-5 half dead center
- MT-4 dead center
- MT-4 half dead center
- MT-3 dead center
- MT-2 dead center x2
- MT-4 threading die holder, 13/16", 1", 1-5/16", 1-1/2" round dies
- MT-4 to 3/4" mill holder to use with tap holder collect chuck.
- Tap holder collet chuck with 3/4" arbor. American Sun Inc. Mod-620-1. Collets for #0 to #6, #8, #10, 1/4", 5/16", 3/8", 1/2"
- Aloris BXA quick change tool post.
- BXA toolholders
Aloris BXA-1 5/8" (x6), BXA-2 5/8", BXA-6 5/8" two tool, BXA-7 parting, BXA-9 1/2" heavy, BXA-19 with extra knurls, BXA-21 MT-3 and 3/4" boring
All Industrial Tool BXA-2, 250-202
Shars 250-202 5/8" (type BXA-2)
Phase II 250-204 1" boring bar holder with 3/4" bushing (type 4).
Dorian QITP30-71-26, with #71S cut-off blade holder for P5 & SGIH26-2/6 blades, DO6051 1000
Dorian QITP30-5-3 Quadra #5, MT-3 holder
Dorian QITP30N-41-150-CNC Quadra #41S 1-1/2" boring bar holder
Dorian QITP30SS-41-CNC #41 XHD 1-1/4" boring bar holder.
Dorian D30BXA-1 5/8"-1" turing and facing holder (type 1).
Dorian D30BXA-2 1" tools,
Dorian D30BXA-3R 5/8"-1" right hand extended turning and facing holder (type 3).
Dorian D30BXA-36 5C quick change tool holder. Missing handle
- LeBlond Steady Rest, 1/2" - 4"
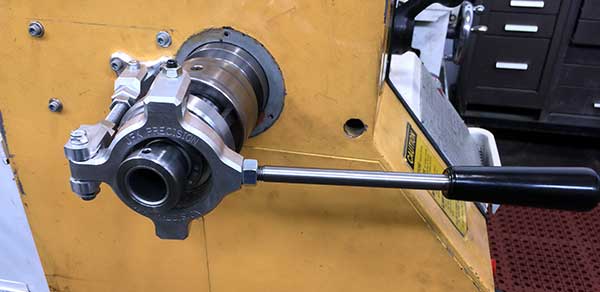
- Rovi Products / JFK Precision Products spindle lever collet closer 5C-LEVER-D1-4 (serial 4149016) with American Standard 250 to 5C spindle adapter.
- Break Heart Tool collet stop set
- Fagor Automation Prokit-T3 DRO 20iT with 8x36" scales and mounting hardware
- Spindle bushing knock out bar made from scraps
- 12" face plate, D1-6. Came in great condition. Use O mark to mount, not the arrow. 1/2" t-slots.
- 1/2" t-slot clamping kit for use with the face plate, import.
- 10" drive plate, D1-6, C8528. Was rusty, now cleaned, adjusted, tested.
- In the orange and yellow toolboxes. Lantern type tool posts, some Armstrong style tool holders, a mix of HSS and carbide bits, wrenches, other old school but useful tooling.
- Tool post milling attachment Jake donated for collection/interpretation on the boat that we could use if needed.
- Rovi Products aluminum (A1-08-SP) and steel jaws (1-08-SP) for 3-jaw 8-inch chuck.
- Step collet
- Classic round bent tail lathe dogs, 3/4", 1-1/2", 2"
- Screw clamp bent tail type lathe dogs, 1-1/4" and 1-7/8" (Vulcan 61)
- Round, flat type lathe dogs, 1-1/4", 1-1/2", 2-1/2", 3", 4"
- Small, #3, and #4 keys to remove Morse taper tools
- 5C collets, 1/16" to 1-1/16" by 1/64th new from Crawford Collets. A second set of 16 import collets.
- Expanding mandrel set, size 1,2,3,4,5,7
- Holdridge 4S radii cutter set complete, with added shop made Straight Spindle Yoke .812" diam. for 1/2" tool.
- Dumore tool post grinder, model 5-021, serial 8072-6715, 115 VAC, 1/2 HP, 1-3/4" Dia. spindle. External spindle 5X-250, serial 57972. Internal spindle V5, 3849A. 1/2" bore pulleys: #1-0.883", two #2 1.27", #2-1.985", two #4-3.040", #4-3.985". #20 4-1/2" dressing tool, 534-0001 smaller dressing tool. R429-0008 9/16" x 18" (not in our manual), R439-0009 .625" x 19", we need R439-0010 .625w x 20-1/2" ID, .062" thick), needs wheel flanges and paper washers. Series 5 model 8072 manual part number R-884-0019, 5-66
Second Model 5-021 with motor and mount without spindle and other parts serial 8072-1158.
- Lathe part centering tool (bearings mounted on shaft that fits in a tool holder)
- Die Head, Jones & Lamson Model 20S, but without a variety of chasers (9/16-20 installed).
Lathe Insert Tool Holders:
- Dorian MCLNR10-3A right hand, 5 deg. neg. rake, CNM-322 or CNGA-332 insert, 5/8" shank, toolholder. *Caution: Neg rake is not for our slow speed machining.
- Dorian MDJNR10-3B right hand, 3 deg. side cutting edge, 7 deg. neg. rake. DNM-332 or DNGA-332 insert, 5/8" shank, toolholder. *Caution: Neg rake is not for our slow speed machining.
- Dorian STGCR10-3B right hand, neutral rake, TCMT-32.52 insert, 5/8" shank, toolholder
- Dorian S16T-STFCR-3, 1" shaft right hand boring bar for SC-T32.52, TCG-32.52 insert, TCMT insert, min bore 1.280", Torx screw TS-4.7-10M1
- Dorian S24U-STFCL-3 1.5" shaft right hand boring bar for SC-T32.52, TCMT inserts, min bore 1.78"
- Dorian SGIH19-2 cut-off blade slot grip for SGT(N/R/L)-2 (we have SGTN-2-DC656) cut-off insert. .087" w, 1.57" max d, .75" holder
- Dorian SGIH26-2 cut-off blade slot grip for SGT(N/R/L)-2 cut off insert. .087" w, 2" max d, 1.02" holder
- Aloris wedge grip carbide insert parting tool SGIH 26-26-B7 (GTN-4P insert, .161" thick)
- Aloris AT15S and Aloris AT15 5/8" swivel head carbide insert turning tools (ATPG-541 inserts)
- Mesa Tool 10-1135 1/2" turning and boring (DPGB-21.51 insert)
- Mesa Tool 40-3261 1/2" threading and grooving (MT-3-TR, MT-3-TL insert)
- Mesa Tool 10-1281 1/2" left hand turning and boring (DPGB-21.51 insert)
- Monster solid carbide boring bars: 3/8", 1/2"
- Allied Criterion TA-05002187B .500 dia. boring bar (TPGT-21.51, ISO 110204 .250 ic, .094 thick, TP insert, 1C6T) Uses T7 wrench. (Came with mill boring attachment.)
- Allied Criterion TA-04372062B .437 dia. boring bar (TPGT-21.51, ISO 110204 .250 ic, .094 thick, TP insert, 1C6T) Uses T7 wrench.
- Allied Criterion TA-03751750B .373 dia. boring bar (TCMT-12.12 1C6T, ISO 06T104 .156 ic, .078 thick, TC insert, 1C6T) Uses T6 wrench.
- Allied Criterion TA-03121437B .312 dia. boring bar (TCMT-12.12 1C6T, ISO 06T104 .156 ic, .078 thick, TC insert, 1C6T) Uses T6 wrench
- Allied Criterion TA-02501062B .250 dia. boring bar (WCMT-1.211, ISO 020102C6t, .156 ic, .063 thick, WCMT insert, 1C6T) Uses T6 wrench
- Import grade 5/8" shank, welded carbide boring bars. They also fit the Bridegeport #2 boring head
- Shars 3/8" shank carbide insert tool holders, AL, AR, BR, E, BL (TCMT 2151, TCMT 2152)
- Import 00471318, 5/8 Inch Shank Square, AL, AR, BL, BR, E toolholders. IC 3/8" (TCMM, TCMT 3152, TCMT-16T304, TPMT)
- Three ISCAR Picco holders (MB PCO-19-6-8, PICCO 12.7-4-5 and one in between that is not marked. A selection of used but good condition Picco boring bars
- Sandvik 5/8" SMALR 10C3 Corocut XS Holder (x2), uses MAFR 3 020 (front turn), MABR 3 020 (back turn), MAGR 3 100 (grooving), MATR 3 60-A (threading), screw 5513 027-01
- Sandvik 3/8" SMALR 1010K3 tool holders (x2). Uses the same inserts and screw as above.
- Sandvik 5/8" SCLCR 10 3 CoroTurn 107 shank tool, right
SCLCL 10 3 CoroTurn 107 shank tool, left
Insert for above CCMT 3(2.5)1-UM CoroTurn 107
- Knurling tool holder
- Warner HSS insert Kit #9 1/2" Turing T (TPMB 322, TD6P)
- Warner HSS insert Kit #11 1/2" Turning C, this bar is double ended for 50 degree side cutting edge angle to use 3rd and 4th edge of inserts (CCMW 3-2.5-2)
- Warner HSS insert Kit #13 3/8" Boring bar kit C (CEMW 2-1.5-.5)
- Warner HSS insert Kit #19 3/8" Boring internal threader laydown T (TPMW 1.8-1.5-.025)
- Warner HSS insert Kit #18 1/2" External threader NV (TNMC 32 NV, TPMC 32 NV)
- Import SER1212H16, SEL1212H16 external threading toolholder, 16ER 16IR inserts
Metrology:
- 12"x18"x2" Grade B, no ledge granite surface plate (Precision Granite USA SN PF-68-16) We are using half the box it came in as a cover.
- Webber Starrett 81 piece, .1"-4", RS81.A1, grade B89 0 rectangular steel gage block set, cert 3247-A, serial number SS383.
- Meyer pin gauge set .011-.250", C10M, class Z, certified. A individual gauges x1 .125", x2 .250", x2 .375", x2 .500"
- Import .011-.060 pin gauge set
- 1.5" test indicator, Tesatest model 20012, 0-4-0, .0001"
- 1.5" test indicator, B&S Alina model K25, .0005 .080 serviced by Ideal Precision
- 2" back plunger indicator, Federal model G40, .0005"
- 2" digital indicator (.0005") on gooseneck style magnetic mount, Central Tools
- 1.5" test indicator kit, 0.030" dial (0.0005") Fowler
- 1.5" test indicator, SPI 14-840-3C, .06" range, .0005" horizontal
- 1.5" test indicator, Starrett 196 .001" back plunger, with mounting and contact point kit.
- 1.5" test indicator, Federal Instrument, top and bottom mount.
- 2" dial indicator (.001") on gooseneck mount Fowler
- 2" dial drop indicator SPI 24-307-1, .5" range, .001"
- 3" dial drop indicator, 3" range, .001"
- Digital drop indicator SPI 15-662-0, 0-1", .0005"
- Dial drop indicator 0-2" .001", import
- Dial drop indicator 0-2" .0005", Accusize
- Dial drop indicator 0-1" .001", import
- Dial indicator in BXA mountable holder by E S Custom Machining
- Starrett #64 indicator without the mounting pieces
- Starrett 696Z crankshaft distortion dial/strain gage. Dial indicator with different length shafts.
- Noga single knob magnetic indicator stand MG10533
- Noga small single knob magnetic indicator stand NF1033
- Small axial magnetic indicator holder
- Small horizontal magnetic indicator holder
- Might Mag, small magnetic indicator holder
- Blake CO-AX Indicator, with center point feeler and two arms. Use at around 100-200 RPM
- Deepol, quill dial indicator mount
- Starrett S-828H center finder (wiggler) with three tips
- Machinist level, 12", .0005" per 10" graduations, Fowler 53-422-555
- Machinist level 6", .005" per 12" graduations, Starrett 98-6
- Machinist cross level Starrett 134
- Zero Setter, Grove Industrial
- 20" height gage and scriber, Grand
- 0-1.2" digital micrometer, Fowler
- 0-1", .00005" digital micrometer, SPI
- 0-1", .00005", HAZ05 digital micrometer, Ram-Mike
- 0-1" micrometer Starrett 216RL-1" no wrench
- 0-4" micrometer Central Tool, with 1", 2", 3" standards.
- 1-2" electronic Fowler micrometer
- 1-2" micrometer Brown and Sharp, no standard or wrench
- 2-3" micrometer Starrett no standard or wrench
- 3-4" micrometer SPI no standard or wrench
- 3-4" micrometer .00005" SPI digital with standard
- 4-5" micrometer Mititoyo, no wrench a bit rough, with 4" and 5" standards
- 4-5" micrometer Brown and Sharp, no standard or wrench
- 5-6" micrometer Starrett, no standard or wrench
- 6-7" micrometer Starrett, with standard
- 7-8" micrometer Enco (No. 602-08), with standard
- 8-9" micrometer Starrett with standard
- 9-10" micrometer Tubular Micrometer, with standard
- 10-11" micrometer Tubular Micrometer, with standard
- 11-12" micrometer Lufkin, with standard
- 1", 2", 3", 4" vernier micrometers in rough condition
- 2-20 DP, gear tooth caliper. Brown and Sharp 580
- Diametral pitch gear tooth gauge set, 14-1/2 and 20 PA on each leaf, Boston Gear, model 06000
- Thread setup gages: English 55 deg. Starrett 396, US 60 degree Starrett 391, L-style 29 deg McGrath
- Thread pitch gauge, Starrett #473
- 1" vernier thread micrometer, Brown & Sharp, Mfg. NS&V 22-30, 154
- 1" vernier thread micrometer Starrett 575A, V & US Std. 8-13 P.
- 1" vernier thread micrometer with replaceable anvils.
- 1-2" vernier thread micrometer Starrett 585, we do not have a 1" standard for this.
- Thread wire gage set Fowler 52-485-048-0. (.018, .024, .029, .032, .040, .045, .055, .063, .072, .081, .092, .108, .120, .127, .143, .185)
- Combination square set, Starrett C434-12-4R
- Combination square 3 piece with 4R 12" rule (Fowler)
- 4", 6", 7", 8", 10-1/2" machinist squares
- Small hole gage set Starrett S829EZ
- Kwik-Chek No. 20, Datacon Instruments, hole gauge
- Rex Durometer 1600-A, shore-A durometer (A-17169)
- Small spring type tachometer, uncalibrated
- Three vernier depth gauges of different types
- Starret dial depth gauge
- Dial depth gauge, SPI 13-190-4, 0-22", .001"
- Depth gauge set, Mititoyo 129-150, DMC4-12"
- Surface plate scriber.
- Radius gauge set (individual pieces inside/outside)
- Radius gauge 30 leaf 1/32-1/4" (Fowler)
- Radius gauges, Starrett No 178A and 178B
- Telescoping gauge set (inside hole diameter)
- Fisher micro edge finder set (four edge finders)
- 6" digital caliper (no name)
- 6" vernier caliper, Baker
- 6" digital caliper, SPI 15-719-8, 0-6", .0005"
- 24" digital caliper, Mitutoyo, .001"
- 6", .001" dial caliper
- 6", large display digital caliper SPI 14-792-6
- 40" digital caliper, .0005" resolution, +/- .0028" accuracy, import grade, loose battery cover, we replaced bent M3 set screws, 062788
- 6" 5R magnetic rule (Fowler)
- 6" steel pocket rule (Fowler)
- 12" flex rule (Fowler)
- O.D. spring caliper 6" (Fowler)
- I.D. spring caliper 6" (Fowler)
- Spring divider 6" (Fowler)
- Caliper set. Starrett 277-6, 274-6, 275-6, 243-6
- 1-2-3 blocks SPI pair, and second no-name pair
- small machined block and rails
- set of adjustable parallels, Lufkin 915-L
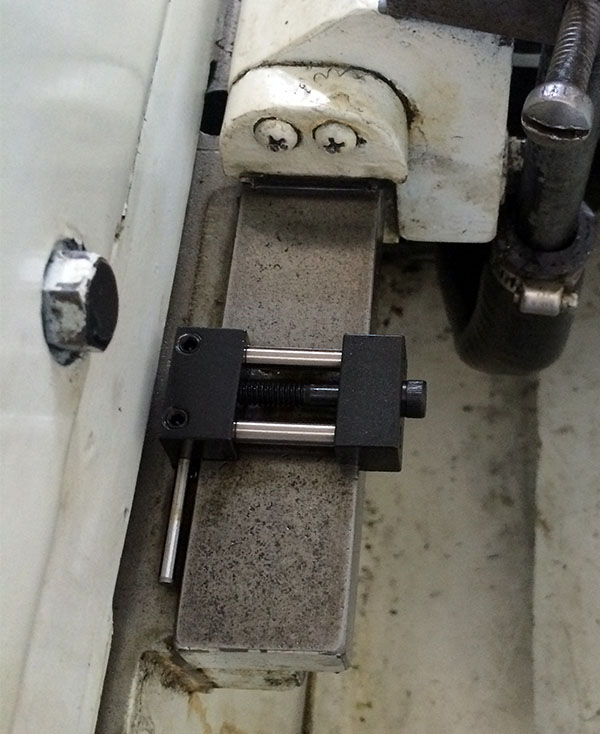
- Lathe precision ground spindle test bar MT-5, 1.870" (Miller Machine and Fabrication)
- Bevel protractor, no name
- Bevel protractor, Starrett C359. Replaced missing center stud. Caution it falls out.
- Depth protractor, Starrett 493
- Sliding T-bevel
- cigarette paper
- Indicol tramming dial indicator tool that fits on quill
- EZ-Tram, tramming table
- Spindle square (two dial tramming tool). To calibrate, put a magnet on table under first indicator, zero. Then rotate to same position, zero.
- Trammel set, Starrett Model 59F, with 36" x 1" x 1/4" aluminum bar in locker
- Center Scope, centering telescope. Focus on the work, 3/4" or 1" fixed focal length, need to check. x45 means about 1/16" viewing zone. Turn the eyepiece to the right and move the table until the crosshair is on the scribed line. Then turn the eyepiece to the left and see if the crosshair still lines up. If it does not, turn the calibration knob to move the crosshair half way toward the line. Repeat until the crosshair is on the line with the eyepiece turned both left and right. Now the scope is calibrated. Lastly, turn the scope so the eyepiece is facing forward and move the table to line the crosshair up with the other scribed line.
Microscope calibration slide for centering scope, 100 divisions, .1mm apart (.00039"), 10mm across.
- Scribe, edge marking gauge, Starrett 29B
- Scribe, edge marking gauge, Lee Valley Tools
- Y-type round bar center finder
- Lee Valley Tools optical center punch
- Set of angle blocks
- Planer gauge
Mill Work Holding:
- Kurt D688 Vise, D50-33A Set of Keys, KPS-6000 Spring loaded parallel keeper, KSJ6 Kurt 3-in-1 system jaws (5, 10, 15, 20, 25, 30, 45 degrees), D60SH 6" vise speed handle, HEX6 6" vise handle extension.
- Te-Co 20402 work holding set for 5/8" T-slot, 1/2"-13 studs (blue set), and a QuickChange Master Jaws QMJ6000 and a set of parallels locator TPS6000, which slide into the master jaw via a dovetail slot.
- Import work holding set for 5/8" T-slot, 1/2"-13 (red set)
- Small vise jaw mounted workstop clamp.
- 5-axis table mount vise work stop from WenteQ
- Phase II+ model 235-106 6" vise on rotating base
- Yuasa Super Accu-dex, 550-008, 8" Chuck, 5.91" High Centerline, 2.48" Chuck Through Hole, 24 Position master with 2, 3, 4, 6, 8, 12 masking plates. Serial #85484, Chuck #S586. 30 Position master (need 5 and 10 masking plates). 10" face plate 553-302 which has 6 slots.
- Bridgeport 12" rotary table, RT-12, 2520001, serial 21625. x4 5/8" slots. 4-1/2" tall. 1" center hole.
- Bridgeport dividing plates. 90:1 ratio. We need the dividing attachment:
#1 9, 28, 34, 41, 47
#2 10, 29, 35, 43, 49
#3 21, 31, 37, 44, 53
#4 26, 32, 38, 46, 59
- Bridgeport 12" rotary table right angle bracket, 12520066.
- 10" 3-Jaw chuck we got for use with the Bridegport rotary table. PUUr-M10A5ZD, No. 4072, 71. We think this is set up for Type A2 short taper. We did not set this up for mounting on the table before we got the Yuasa Super Accu-dex that so far has covered our needs.
- 8" 4-Jaw chuck, Cushman Chuck Co., REF-80214CD3, serial 39104 on back, 1872 on side. We removed the integral D1-3 mounting studs. We took a facing cut across the back so it will sit flat on the rotary table. We made a 1" to 2" plug to center it on the rotary table. We drilled 4 countersink holes through the chuck for 3/8" socket cap screws compatible with 5/8" slot T-Nuts bought for this chuck. We bought one 9/16" nominal chuck key that needs its body turned down a bit, and made a second. Works great.
- Yuasa Tilt Table, 4.2"x6" table, .315" (8mm) slots, no handle
- 8mm T-slot clamping kit for the tilt table
- Palmgren 10" horizontal/vertical rotary table. 1.622 center hole. Bent dial shaft.
- Palmgren dividing plate set. Does not fit the 10" rotary table.
- Palmgren 5" to 8-1/2" tailstock
- 4" ground vise
- Hex and square 5C collet blocks (Tormach)
- Collet indexer, 4" center to table, 1-1/4"-8 (missing front rotation ratchet, but fully functional)
- Tailstock center for use with the collet indexer 3-3/4" to 5".
- 4-jaw, 5C, 3", chuck BTC 5C034 (also for lathe)
- Conventional parallels (no name)
- Fisher No 4 magnetic chuck V-blocks (we do not have a magnetic chuck, but these work as precision blocks 76238S)
- Starrett #271 drill blocks (v-blocks) with #21B clamps
- Fisher 5" sine bar
- Low profile clamping. Mitee-Bite model 10644 5/8" t-slot and edge clamp kit.
- Large angle plate with slots. 12" x 9" x 8"
- Medium angle plate with random holes 6-7/8" x 6-7/8" x 6-7/8". Ground true in 2017.
- Small angle plate 5" wide x 4-1/4" x 5". Ground true in 2017.
- Angle plate with the welding table
- Conventional small V-Blocks with clamps (x2)
- Machinist screw jacks, small (x3)
- Machinist screw jacks, Armstrong No. 2, 4 ton, (x2)
- Machinist parallel clamps (x5)
- Starrett #161A toolmakers clamps (x2)
- U-clamps
Mill Tooling:
- Albrecht 1/8-5/8" keyless drill chuck, intergral R8 arbor.(73090, CP160) new
- Jacobs 0-3/8" chuck on R8 arbor (Jacobs 11N 2JT, U11 repair kit installed)
- Jacobs 1/8-3/4" drill chuck on R8 arbor (Jacobs 18N 4JT, new)
- Jacobs 0-1/2" drill chuck on R8 arbor (Jacobs 6A 33JT, K3 key, old)
- R8 mill holders 3/16", 3/8", 1/2", 5/8", 3/4", 7/8", 1", 1-1/4" from GTS Talon, and Lindex 1/4".
- R8 collets: 1/16"-3/4" x 32nds from Lyndex-Nikken
- Accu-Hold 1/4" x 3/4" x 6" and 3/8" x 1" x 6" mill holders/extensions
- 1" boring head
- 2" Allied Criterion boring head DB-202 with 5 boring bars (listed with the lathe tools) and a Mesa Tool indexable tool holder (TPGB-321 insert)
- 2" Allied Criterion Counter Balance Boring KIT-202BR8BAL, CB-202B boring head, R8-087520 arbor, TA-250BTX, TA-312BTX, TA-375BTX, TA-437BTX, TA-500BTX, S1-S6 shafts and W1-W4 weights
- 2" Allied Criterion Boring Head Kit-202R8SBT, CB-202B, R8-087520 arbor, SBT-01250500B adapter, SBT-0187012B, SBT-02501125B, SBT-031221500B, SBT-03751750B, SBT-05002187B
- 3" Allied Criterion Boring Head Kit- CRIKIT-100C, CB-203D, BTH-05000750 adapter, SS1000-150018 1" arbor, SBT-012505000B, SBT-01870812B, SBT-02501125B, SBT-03121500B, SBT-03751750B, SBT-05002187B
- 3" Allied Criterion Boring Head Kit CB-203D, R8-150018 arbor, BTH-05000750 adapter, TA-02501062B, TA-03121437B, TA-03751750B, TA-04372062B, TA-05002500D, TA-0750030000D, TA-10003500D, TA-12504000D
- Inserts for the boring bars in the boring head kits: TPGW210C6T, PGW-3(2.5)1C6, TCGT-06T108, WCMT020104C2
- 3" Wohlhaupter UPA-3, serial 1595. Uses 3/4" boring bars.
- 2" R8 boring head (no name)
- 2-5/8" Bridgeport #2, R8 boring head, no accessories or 5/8" boring bars
- Tapmatic SPD-7 tapping head with mill bar and 1/2" to 5/8"-16 arbor (and Hougan arbor for the magnetic drill.)
- ToolMark (Spirit Tool) Model 2010, R8 -> 1" side mill/slitting saw arbor. 1.5" diameter around the 1" center arbor, .5" maximum thickness of cutter.
- 1/2" slitting saw arbor (import)
- 3/8" slitting saw arbor (import)
- 3", 6", 9" indexable "B52" fly cutters
- R8 -> MT2 and R8 -> MT3 adapters.
- R8 to Hougen 12,000 series Rotabroach arbor (part # 49849) so we can use the annular drill bits on the mill.
- Fisher spring loaded tap guide
- Grey Ledge spring loaded tap guide, note the tip can be inserted with a convex end to directly hold the tap, or a point if using a tap holder.
- R8 -> 1.25" stub mill arbor with spacers for 2" max., key is missing.
- R8 -> .5", .6125", .75" arbors missing the hardware
- R8 -> 1" and 1.5" arbors with face keys, missing the hardware
- side cut mills 2.5" 10 flute (OK), 2.0" 10 flute (chipped)
- 1.75"-16 TPI to small arbor. We have no idea what this is for.
- Right angle milling attachment (horizontal milling attachment) with ram dovetail arbor support, 1" full length arbor, spacers. Short 1" arbor.
Mill Cutters:
- IMCO Carbide Tool Inc. carbide tools.
End mills: .150, .250, .313, .375, .500, .625, .750, .785, 1.000
Ball mill: .500
- AB Tools carbide bevel and radius cutters: BVL 90-.5, BVL 60-.50, BVL 120-.50, CR3-500, CR3-250.
- Monster Tools carbide tools
Countersink sets: 1 flute, 60 deg., 82 deg., 90 deg. (1/4", 1/2", 3/4", 1")
Center drills: 60 deg. #1, #2, #3, #4, #5 #6
Long center drills: 60 deg. #4, #6
Spotting drills: 90 deg., 120 deg. (1/8", 1/4")
Spade drill: 1/8", 1/4"
Roughing 4 flute mills corner chamfer, 1/4", 1/2", 3/4", 1"
Ballnose 4 flute 1/8", 3/16", 1/4", 5/16", 3/8", 1/2", 5/8", 3/4", 1"
Ballnose 2 flute 1/8", 1/4", 3/8", 1/2", 5/8", 3/4", 1"
End mill 2 flute 1/8", 1/4", 3/8", 1/2", 5/8", 3/4", 7/8", 1"
End mill 4 flute 1/8", 3/16"
End mill 4 flute .015 corner radius 1/4"
End mill 4 flute .025 corner radius 3/8", 1/2", 3/4"
Carbide burr set, double cut, 5 piece
- Coast Tool donated:
End Mill 3 flute, carbide, 7/16", 3/8", 1/4", 7/32", 3/16", 1/8", 1/32"
End Mill 2 flute, carbide, 5/16", 1/4", 7/32", 3/16", 1/8"
Dovetail cutter, carbide, 3/8" D x 6 deg., 3 flute
Counterbore/spot face mills, HSS, 15/16", 11/16", 21/32", 9/16", 17/32"
Interchangeable pilot counterbore set, six diameters, import grade, .153 pilot shafts
Counterbore for cap head screws, HSS, 1/2", 7/16"
Slot cutter, HSS, .040, diameter?
Carbide drill 1/8"
- Greenfield Industries, Chicago-Latrobe provided sets of drill bits 1/16-1/2 by 64ths, A-Z, #1-60, 1/2"-1" by 1/32nd, HSS, uncoated.
- Drill America donated special project drill bits, countersinks
NC/NF carbon steel tap and die set
1/4 x 3/32, 5/16 x 3/32, 3/8 x 5/32, 1/2 x 3/16, 5/8 x 3/16,
3/4 x 14 pilot hole HSS counterbores
- Sandvik Coromant 3" index shoulder mill. RA390-076R25-17L. 733678. Four insert. Screw 5513 020-39, key 5680 048-01, insert r390-1704, we have four R390-1704 08M-PM 1030
- Korloy AMSA2100HS, Alpha Mill 90°, 1.000" Cutting Diameter & 1.000" Shank Diameter, 3 Cutting Teeth, APMT11T3PDSR-MM PC5300 for Steel
- Korloy AMCA3200HS, Alpha Mill 90°, 2.000" Face Mill with 0.750" Arbor Hole Diameter, 5 Cutting Teeth. APMT1604PDSR-MM PC5300 for Steel, APMT1604PDER-ML PC5300 for Stainless steel, Lydex 3/4" shell mill arbor 850-04-1.00, 3/8"-24 7/8" screw
- HSS taps in grey cabinet 4-40 to 1" NF and NC, there are some larger taps and pipe taps in the wooden boxes on the shelves of the tool room. The red cabinet in the tool room has misc. taps.
- 3/4" 60 deg. HSS counter sink (for deburring)
- a couple of ragged HSS mills
- HSS 3/32", and 1/16"corner radius mills often used on the lathe
- 5 piece starting drill/countersink set HSS
- An assortment of adjustable hand reamers from SBRF in dicey condition.
- Chucking reamers: 1/16, 3/32, 1/8, 5/32, 3/16, 7/32, 1/4, 9/32, 5/16, 11/32, 3/8, 13/32, 7/16, 15/32, 1/2, 3/4", and some rusty ones that might be OK
- Various MT-2 and MT-3 HSS drill bits from SBRF
- A few misc. 1" arbor HSS side mills and saws
- Valve seat cutter set in the wooden box
Band Saw Tools and Blades:
Lenox CL 12'10" x 1" x .035" 3/4 VPVR
Lenox CL 12'10" x 1" x .035" 6/8 VPVR
Lenox CL 12'10" x 3/4" x .035" 5/8 VVR
Lenox CL 12'10" x 3/4 x .035" 10/14 VVR
Lenox DIE2 12'10" x 1/2 .025 6/10 VVR
Lenox DIE2 12'10" x 1/2 .025 10/14 VVR
Lenox DIE2 12'10" x 1/4 .025 14/18 VW
Lenox DIE2 12'10" x 1/2 .035 3 HL
Lenox DIE2 12'10" x 1/2 .025 4 HL
Lenox DIE2 12'10" x 1/4 .025 6 HL
Plastic push stick
M.K. Morse bandsaw blade tension gauge 5005
Lenox bandsaw blade tension gauge
Arbor Press and Hydraulic H-Press:
- OTC bearing driver set
- duMont key broaching set
- Swag Off Road, finger press break adapter for hydraulic press. With straight and gooseneck dies.
Hossfeld #2 Bender:
#2 main frame assembly, swing frame assembly, 12B in frame (one extra), Hossfeld stand, second box/stand, manual, hand lever with pin.
Pins and dies:
1005 (11B) Square Block x2
17B Flat-head Pin
17B3 (820) Offset Flat-head pin
20B (150) Center Pin 3/4", 7/8", 1"
20B5 Center Pin 1/2", 5/8" (x2)
53B2 Center Pin 1", shop made longer, 4140
53B1 3/4" pin, shop made longer, 4140
53B1B 3/4" pin with shoulders for swing arm. Shop made, might be short, 4140
22B (1040) Support Plug
25B (1045) Sliding Gauge with 25B1 (1050) Extension Rod
26B (845) Sharp square bending block
27B (1055) Circle Gauge (stop gauge)
16B (815) Eye-Bolt Bending Dog with Eye pin and thumb nut (x2 dog & nut)
23B (835) Sharp bending yoke with thumb nut
1025 U-pin w/lug (x2), with 21B (830) U-pin roller
19B4 U-pin w/lug
9B Flat-Surface Roller
60B (3480) Bulldozer Die Set
50B angle iron out bend master die (one lug cracked off and missing from the bottom, will need a significant repair)
51B -4,5,6,9,12,15,18 outer radius blocks
15B Pipe die 1/4" & 3/8" & 1/2"
14B Pipe Die 3/4" & 1"
13B8 1-1/4" pipe die
V groove roller for 15B & 14B & 13B8
13B6 1-1/2" pipe die
13B7 (3065) roller for 1-1/2" 13B6
13B4 2" pipe die (20065)
13B5 (20066) 2" roller
7B Cam Die 1-3/4"
8B (805) Cam Die 2"
8B2 (810) Cam Die 2-1/4"
20B2A top of main frame plate, shop built
64B 2-1/2" scroll
65B 4" scroll, without 65B2 6-1/2 tail or 65B3 pin
1" OD pipe draw block without back block or die
1-3/4" OD pipe draw block & back block without die
1" square tube back block without the draw block or die
Small Tools:
- Pieces of 1/4" aluminum, some plastic sheet, some brass for backing/sacrificial plates and shims.
- Paint brush, and t-slot type chip brushes.
- Mill combination drawbar wrench & brass hammer, 3/4" hex
- x3 dedicated oil cans for way oil, spindle oil, and ISO 68 lead screw oil, tuna can with magnets and acid brush
- Alemite model 4035 oil gun to put oil (not grease) into the zerk fitting on the knee of the mill
- Eagle model 66 oil can
- Dualco pump grease gun with quick disconnect tips
- Quart bottle mounted outboard lower end oil pump for ISO 220, SAE 90 oil used in the gear boxes.
- T-handle long SAE hex key set, short L-style metric hex key set, short L-style SAE hex key set
- Deburring tools
- Chip hook
- Center punch set
- Dead blow hammer. Acetyl/lead replaceable head hammer
- Seven Mile Creek machinist apron
- QuickSet spindle lock nut (Yother Performance Products)
- Magnet on the quill lock handle to hold it up when not locked
- Right angle scriber (Fowler)
- Clip-on magnifier (Fowler)
- Pick up tool 3 prong (Fowler)
- Linecutter (deburring tool)
- Snap center punch (Fowler)
- Replaceable tip carbide scriber (Fowler)
- Chip basket for coolant tank that can also be used to strain chips from coolant when emptying the shop vac
- 1/4" to 1" combination wrench set
- Drill Doctor 750 (drill bit sharpening tool)
- Shop-Vac 10 gallon stainless industrial vacuum
- Quick Spiff air powered vacuum
- Flexbar portable safety screen
- U.S. Safety Screen Company safety screen
- 2 operator anti-fatigue, anti-slip floor mats
- 2 roller stands (feed roller) for the cold saw
- Simonds file set
- Norton and Spyderco sharpening stones, slip stones
- Torx wrenches T6, T7, T8, T9, T10, T15 with the insert tooling.
- Precision (small) screw driver set
- Chalk
- Checkers cable protectors
- Video inspection camera
- Mill table covers/tool holders
- Magnet mount splash/chip shields, Loc-line
- Loc-line 1/4" pliers and a collection of different style nozzles that can be used on the lathe or mill.
- Ashcroft. Mechanical gauge repair kit, including needle puller.
- Bench Block, 3"
- 5 gallon bucket Dip and Drain. For 5 gallon bucket. 304 Stainless.
- 6" cast iron lapping plate
Reference Material & Manuals:
- Bridgeport. M105H 1980s, and a 2011 version.
- Servo Products Type 100, Servo Feed parts breakout.
- Bijur Spraymist
- ACU-RITE DRO, Scales and Scale Installation
- Kurt vise, Kurt pin jaw insert
- Te-Co vise jaws
- Criterion boring head
- Tapmatic reversing tapping head
- LeBlond 15x30 Regal Servo Shift 3940 (correct manual)
- LeBlond 15x30 Regal Servo Shift 3942 (close and more legible)
- LeBlond 15x30 Regal Servo Shift 3945 (close and more legible)
- TM 9-3416-221-10 army manual for 17 LeBlond (has wrong spindle info on 15" lathe caution)
- LeBlond Regal Lathe Manual Step-by-Step Repair manual, 37 pages, author unknown, but probably LeBlond, 1997.
- Fagor Innova 20i T DRO and MMKT-22, CT-92 scales
- Dumore Series 5 tool post grinder
- Scotchman CPO 275 cold saw manual
- Hydmech VCS-20vsd band saw, DBW-15 welder
- Baldor belt grinder
- Shop-Vac
- Hossfeld Bender manual
- "Machine Tool Reconditioning and Application of Hand Scraping", Edward F. Connelly, machine-tool-reconditioning-scraping.pdf
- "Testing Machine Tools", Schlesinger, testing-machine-tools.pdf
- "Foundation of Mechanical Accuracy", Wayne R. Moore, foundations-of-mechanical-accuracy.pdf
- Books
"Machine Shop Essentials", Frank Marlow, Metal Arts Press, 2008
"Machine Shop Know How", Frank Marlow, Metal Arts Press, 2010
"Machine Shop Practice Part 1 and 2", Karl H. Moltrecht, Industrial Press Inc, 1981
"Machinery's Handbook", Industrial Press Inc, 2012
"A guide to renovating the Bridgeport 2J variable speed milling machine", Steve Brooks, Ilion Industrial Services, LLC.
"Welding Know-How", Frank Marlow, Metal Arts Press, 2012
- Youtube videos on mill repair:
https://www.youtube.com/channel/UC1tcTkwSP8Wg3fuSxVygOPQ The Machinery Repair Shop covers the Bridgeport 2J head.
https://www.youtube.com/user/GoodwinTechnologyLtd/videos shows Bridgeport 2J assembly, etc
https://m.youtube.com/watch?v=m4E1uFpcZr0 tear down of major Bridgeport mill assemblies
Lubrication:
In addition to the flood coolant systems that came with the lathe and cold saw, the mill has a Bijur coolmist. We also have a portable Accu-Lube MQL Advantage lubricant applicator (01C0-STD) that can be used with any of the machines. Used with Accu-Lube LB-3000. See http://neardrymachining.com
- Way oil
For ways, one-shot oiler, and knee zerk fitting on mill.
Sonoco way oil #1180, Vactra #2 way oil, ISO 68, SAE 20 way oil. Way-Pur 68. When we finish the way oil, we are considering switching to the hydraulic ISO 68 oil. Way oil has additives to make it stick to the ways, but also collects more dirt.
- Light spindle oil.
For the oil cups on the mill head.
ISO 32AW hydraulic, ISO VG 10 spindle, SAE 10, DTE Light, Velocite Oil No. 6.
- Medium oil
Mill spindle downfeed, normal draw bar, lead screws. Vactra heavy medium, DTE 26, ISO 68 gear oil, SAE 20.
Lathe also uses medium oil, ISO 68 gear oil, Mil-L-17672, Viscosity 2110H, SAE 20W-20 API SC, Mobile DTE 26. Lathe Headstock 9 quarts, Quick Change Box 2 quarts, Apron 1/2 quart, same oil for all lube points.
Hydmech bandsaw lube points 1-6 use the same ISO 68 medium gear oil.
We are using the donated hydraulic oil, mil-prf-17672d, Gr 2135 TH, ISO 68 hydraulic oil for all the ISO 68 gear oil, SAE 20 gear oil applications.
- Heavy gear oil. We have some semi-synthetic SAE 90, ISO 220 gear oil.
Scotchman cold saw tech support for gear head "SAE 80-90 weight gear oil". =ISO VG 220
- Synthetic air tool oil in the lubricator of the mill power drawbar, and air powered air tools.
- Grease for power drawbar in the mill. Mobil Grease XHP 222 Special lithium grease. Or, ThermaPlex CS MolyBearing Grease
Hydmech bandsaw gear head "SAE 90" or "Union 76 MP Gear Lube 90". =ISO VG 220
- Lubriplate 107 for mill vari-drive in the mill manual is a typo, it should be Lubriplate 105. We are using LPS molly grease in a syringe.
- Coolant, Motor Oil Inc., Super Brand, Soluble Oil 100, 1:20 ratio, 1 quart to 5 gallons, pour oil into water.
- Synthetic coolant for Scotchman cold saw is 7:1. 10 gallons full.
- Semi-Synthetic, Ultracut 380R, 15:1 7.5%, 6.0 refractomer
- Light tapping oil, Tapmatic Gold from LPS, or Molly-Dee tapping fluid.
- Heavy cutting oil. LPS Tapmatic Tri-cut, or Dark Thread Cutting Oil
- Stick lubricant, waxy bar, for bandsaw and annular drills. Tapmatic Edge Lube.
- Lubricant for cutting stainless, Anchorlube
Tool Storage:
- A Kennedy rolling, and a portable tool box were donated by Kevin Afman. 41"w x x 18"d x 40-1/2"t overall, with Classic Accessories BBQ cover.
- A Matco rolling tools box was donated by Ronald Carlson. 57"w x 22"d x 44.25t, MB6524 Serial Number 00491864. With Classic Accessories BBQ cover.
- Tool storage two door cabinet donated by Securall SS272, 36"w x 24"d 72"h
- Paint locker P340, Acid locker C330 from Securall, both 43"w x 18"d x 46"h
- Parts and hardware storage cabinet DC-BDLP-132-95, 36"w x 24d" x 72"h with 132 bins was donated by The Durham Manufacturing Co.
- Tool locker 48"w x 24"d x 72"h, model 46-V-244 donated by Strong Hold
- Tool storage two door cabinet donated by Tennsco with shipping help from M.F. Huseby Co. 6618DA-CP DH, 36"w x 18"d x 66"h.
- Rolling work bench and storage from Knaack. Model 58, 1622913639, 37-3/8"T x 26"D x 54-1/4"L. Uses Master Lock 5. The maple butcher block top was donated by John Boos Co.
- Volatile corrosion inhibitor, VCI, Daubrite 5 emitters were donated by Daubert Cromwell. These are in all the drawers and cabinets. Note they need replacement at about two year intervals (last install Jan 2018). We have also used Evapo-rust to clean rust off of some of the machine tooling that has been donated with great success.
- Large plastic bags for covers bought from McMaster: 1066T26 97" tall x 55" x 45"
- UTV covers (big all terrain vehicle covers) were donated and fit the vertical band saw, lathe and mill. They were donated by Dowco Sports, and National Golf Cart covers.
Setup, Repaired, Known Issues detail:
Mill Task List:
* Power feed on Z-axis, knee, sometimes does not clutch in correctly.
* The right angle attachment has not tested with the long arbor and dovetail support yet.
* The Bridgeport 12" rotary table has had oil added, and has been used a bunch, but should get disassembled and cleaned at least once. The backlash needs adjustment. We need to see if our dividing handle can be modified to fit on its operating shaft. Clean, lubricate, and mounting backplate for the 3-jaw chuck donated for the rotary table. Check the flatness of the back and square of the chuck center mounted on the table.
* Knee operating shaft bevel gears are original pretty rough and should probably be changed at some point. Its aluminum bearing retainer is cracked, but works.
Mill Completed or Mostly Done:
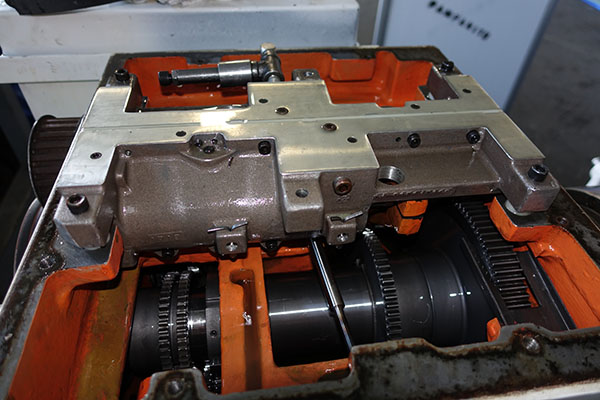
* Head was noisy at all speeds. Classic Machine Repair donated the replacement of the two varispeed sheave assemblies and belt. (Video after repair)
We removed the extension on the draw bar that was vibrating. Later we realized that we had to replace the original drawbar because it was bent. Note this is the kind that can be shortened when the threads get damaged for a "second life". We also bought a second, longer, drawbar for use with the right angle attachment.
* The spindle had more than .001" runout. Timken/Fafnir donated a set of bearings and C&M Precision Spindle installed them on the spindle and ground the spindle and nose cap true. When the spindle was received by C&M they reported, "the front set of bearings has some fretting could indicate a dimension problem with the housing (quill)". It was re-installed and worked well. There is .005" instead of .003" gap on the nose using the old detent for the set screw.
Lower bearing pair (15 deg., high precision, angular contact, light pre-load, in pairs): Timken 2MM207WICR-Dul
Upper bearing (shield or non contact seal): Timken 206KDD
* There was excessive side-play in the table both X and Y axes. On the Y-axis, the flake marks were gone from the ways in the normal operating positions, and it was tight on both ends. A shim under Y-axis gib was missing an oil hole which prevented proper lubrication. Cleaning and adjustment of the gibs and shims by Classic Machine Repair helped, but the adjustment screws were bottomed out. A thicker shim might have worked on the X-axis, but on the Y-axis it would have reduced the range of motion a lot. There were a lot of holes and shallow slots on the table top. We could have worked on the ends of the table, but the ways and gibs are fundamental to precision work. There was:
.0025" play between the saddle and table.
.005" between knee and saddle, already tight on ends.
<.0005" knee to column, this is normal
Innovative Machine Solutions donated grinding, Turcite, and scraping in the table, saddle, and knee ways. This is a big deal. It is the difference between having repaired usable machine, and (combined with the 2J head work done by Classic Machine Repair and C&M Precision Spindle) a rebuilt machine with full precision.
* The end of the lead screw shaft was broken off on the right side of the table. The feed dial, dial lock nut, dial holder, ball crank handle, jam nut were missing. Both lead screws had excessive backlash. The knee chip guard cover closest to the column was bent up and did not effectively keep the swarf off the lead screw. Alternative Machine Tool donated the repair parts (except the actual dial) to fix these, and Innovative Machine Solutions installed and adjusted them during reassembly.
While the machine was apart, IMS also replaced the brake springs, brake shoes, quill feed handle, clock spring, feed reverse knob, way wipers, left side X-axis lead screw bearings, X-axis shims, X-axis bearing race, ram bolt and washer, spindle felt washer, and vari-speed dial. At their suggestion, the standard X-axis handles were replaced with round safety handles (29976-SP) to avoid injuries while using the power feed.
* The one shot lubrication pump was pumping, but not well. When IMS removed the saddle they determined that all the lines and metering fittings needed to be replaced. Lube USA donated a complete replacement system that IMS installed.
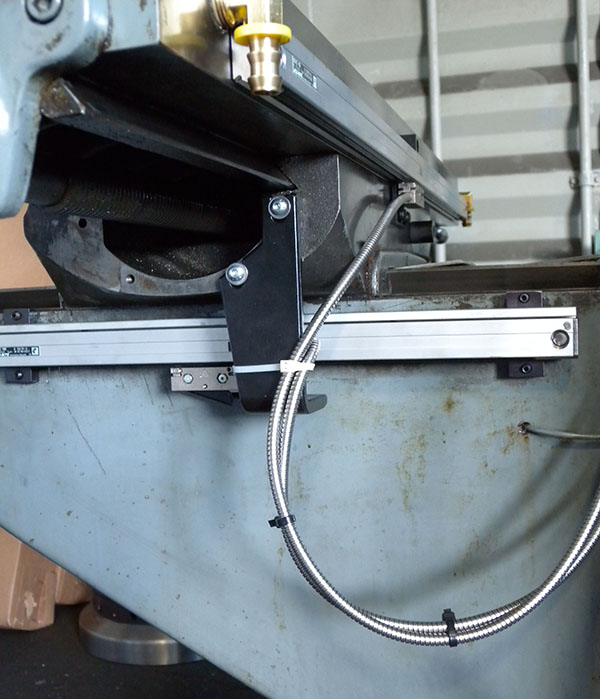
* The 1980 DRO did not work and had no manual or spare parts available from Hardinge or web sources. Heidenhain donated an ACU-RITE Vue 2-axis DRO kit (part number 21V1332).
619035-02 ACU-RITE VUE 2X G display (ID 619-025-02 S10, SN 51-181-498-B)
558115-13 ACU-RITE SENC 150 linear scale 13" (ID 558 115-13, SN 50 784 022C)
558115-32 ACU-RITE SENC 150 linear scales 29.3" (IE 558 115-32, SN 50 764 350 C)
683670-01 DRO Mounting Arm
689402-02 Linear Scale Mounting bracket kit
Since it was available, we mounted the display on the existing spindle control arm.
Holes for the old Y-axis on the knee were 3/8"-16, the scales and mounting hardware uses 1/4"-20. We installed thin wall EZ LOKs to bush the threaded holes to 1/4"-20. IMS improved our installation with standoffs.
We drilled and tapped five 1/4"-20 scale mounting holes (#7 drill) in the table and saddle. Plus one 5/16"-18 (F drill) for the stop.
The provided directions and scale mounting hardware worked remarkably well.
Removing the old front mounted scales required replacement of the old table stops. The Y-axis (saddle) lock handle/screw was unusually long to clear the old scale, and it was bent. It was replaced with a standard length handle donated by Alternative Machine Tool.
* The X-axis power feed table was damaged. It was missing the bottom cover, there was a lot of carbon dust inside, the armature drew excess current, and it smoked when first powered up. The circuit breaker switch, circuit board light, brushes, brush cap, power cord, and the rapid switch needed to be replaced, and the armature repaired. Servo Products Co. donated the repair with all the parts. The original carriage stops were mounted to the obsolete front mount DRO X-axis scale and could not be used with our new rear mounted scale. Alternative Machine Tool and Servo Products donated the front mounting stop, stop switch mount, and adjustable stops. It had the wrong lead screw gear installed so IMS created an adapter. Later with trade and discount Servo Products Inc. helped us with the correct installation kits to have a Model 200 on the knee.
When we pulled the power feed wire out of the electrical control box we replaced the old, incomplete cord grip that was letting swarf in the box. We put a temporary piece of sash chord in the cord grip to keep crud out of the box. We have decided to remove the cord grip, put in a blank, and keep the power feed supplied externally from a power bar mounted on the control box (light, power feed, DRO).
* The Bijur mist cooler electrical worked including the solenoid on/off with the spindle, and the switch on the power supply cabinet cover. We cleared both sight glasses that were blocked. We cleaned out the sludge in the coolant tank and scuzzy water in the air trap. Using repair parts donated by Bijur Delimon, we replaced the leaking air metering valve, rusty air filter group, clogged coolant filter, mushy tank gaskets, and cover gasket. Note the new regulator does not have mounting posts, it also has gaps inside the mounting nut that might let swarf in, we may put electrical putty on the mounting nut slots. Bijur also supplied a new nozzle assembly that we installed with a new B156-10 hose we purchased.
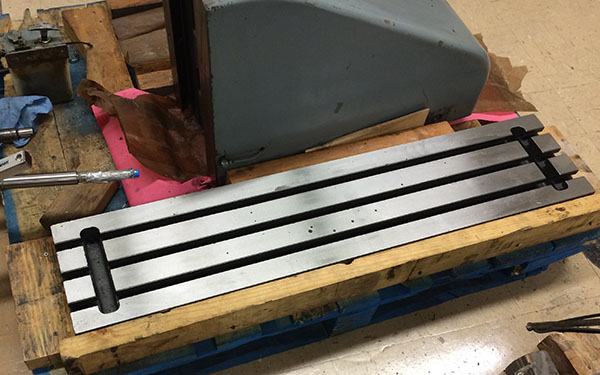
* Unisorb donated a BP-2500 Leveling/anti-vibration kit. We fabricated and installed two 3/8" x 5" x 24.5" mild steel cross plates. The leveling pads were really fast and easy to use.
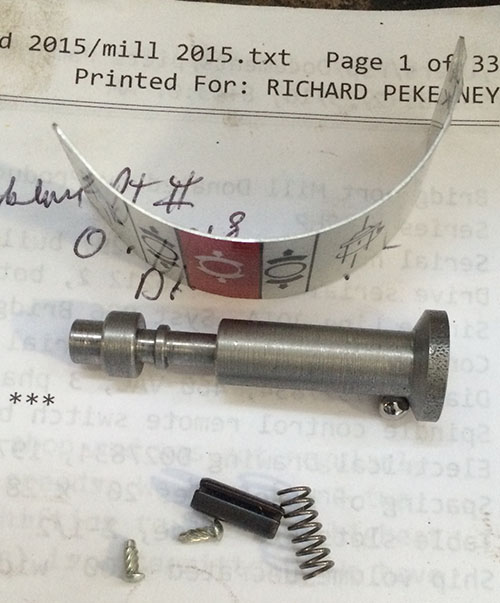
* Quill feed stop did not work on top because the feed reverse trip plunger was broken. Classic Machine Repair donated a replacement trip plunger and we installed it. Note that getting the broken piece of the reverse trip plunger out was a real pain in the neck (burr on the hole beyond the screw threads).
We replaced the snap ring at the bottom of the feed stop screw that was broken (5/8" nominal shaft from McMaster).
We installed a Quickset Educated stop nut donated by Yother Performance Products.
The trip feed lever set screw did not have a lock nut, and its slot was stripped making adjustment difficult. We bought a replacement that IMS installed.
Alternative Machine Tool donated a fine feed handwheel for use on quill feed reverse knob.
We installed a P & T Engineering spring loaded quill lock.
* When received we lubricated and exercised the stops the ram, table, knee, saddle, head tilt, head rotation. The noise lowering the knee was fixed with oil on the elevating screw bearing (oil on the zerk). We added grease the lower end of the head indicator (#4 page 1.8) using a plastic syringe. We will switch to the molly grease we use on the 5" project. We removed several pounds of swarf (metal chips) jammed in everywhere.
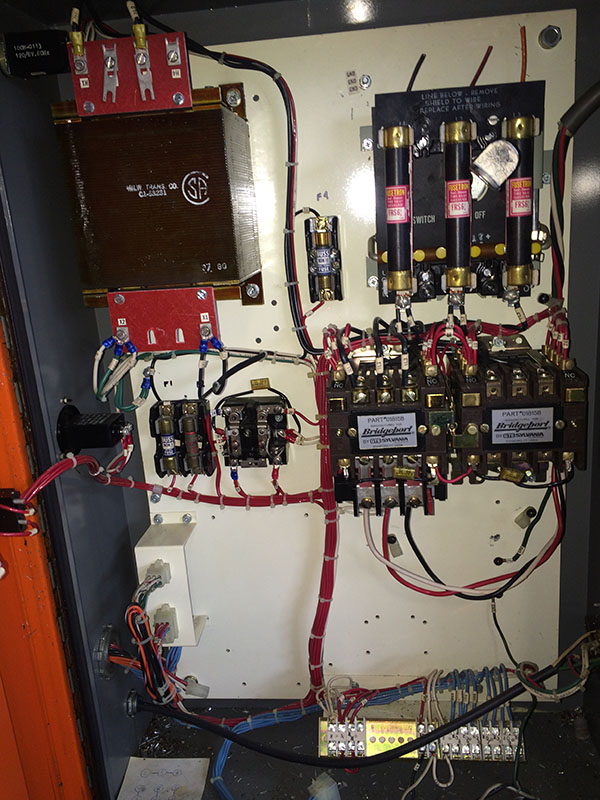
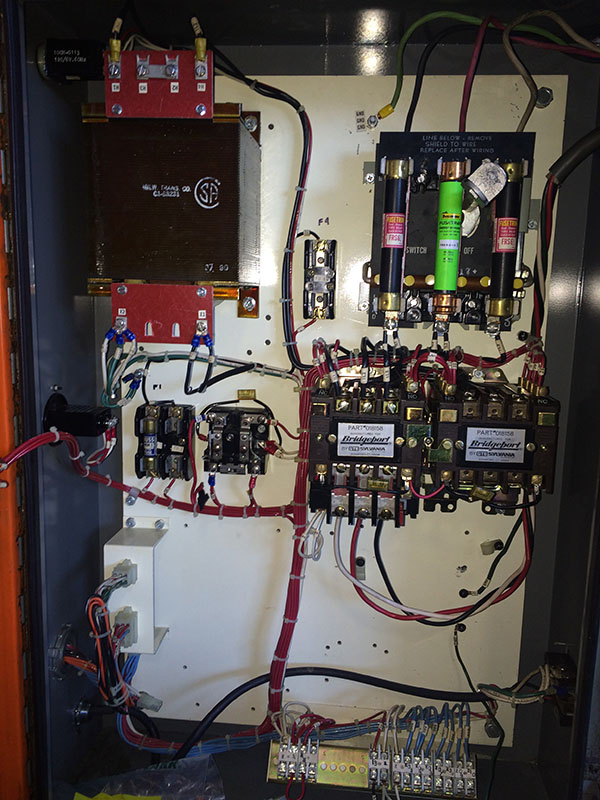
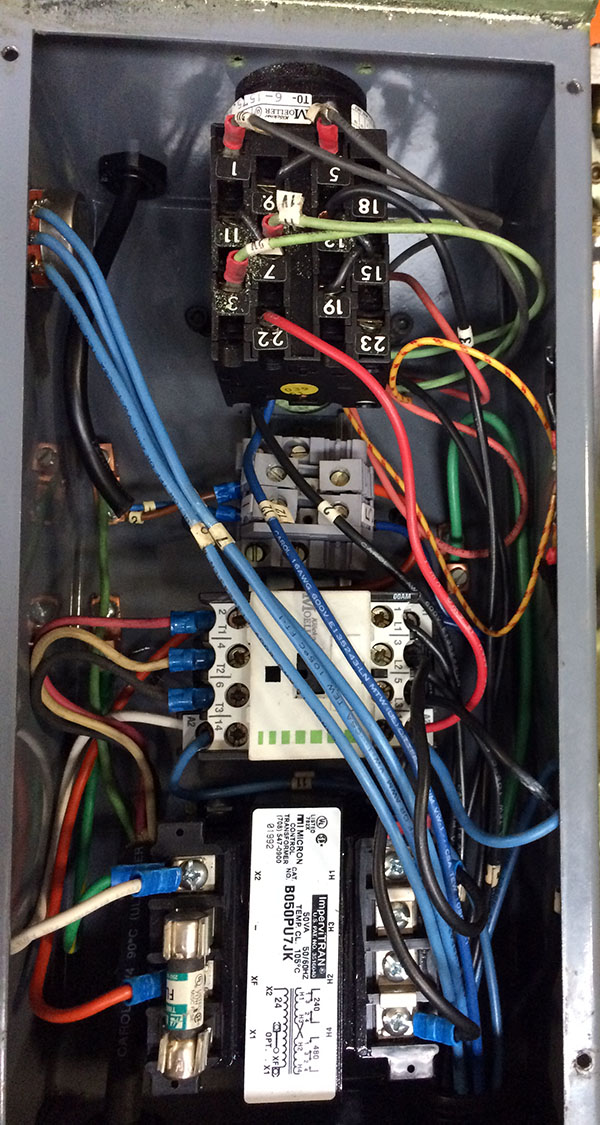
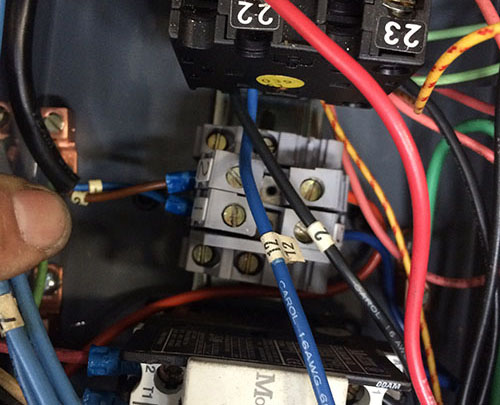
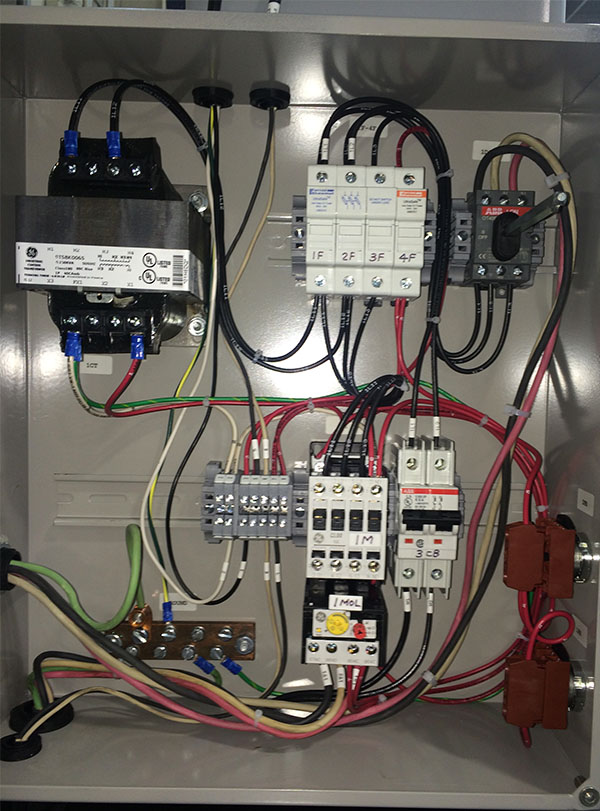
* Mill Power- Cleaned swarf out of bottom of the electrical control box. Installed new 480 VAC pigtail to work with our existing 20 amp 480V 3-phase welder infrastructure. Upgraded to 30A Meltric DSN30 plug, SOOW cable, 90 deg. 3/4" cord grip for .75 cord diameter. Replaced the damaged straight 1/2" cord grip on from the power feed that let swarf in the box. The mill was wired for 220 VAC when we got it (even though the motor label, controller drawing said 480 VAC). To change voltages, the spindle motor and the transformer in the control box need their series/parallel taps changed, main fuses, and the motor overload (heaters) on the relay need to be swapped for correct current rating.
The transformer was not properly wired for 220 VAC and only half the windings were in use. For 440 VAC input: H1 and H4 are power in, H2 and H3 are jumpered together. For 220 VAC input: H1 and H3 are jumpered, and H2 and H4 are jumpered. Power in is on H1 and H4. Transformer type C1-53231, 13 amps, 1500 KVA (PC-10562, GE#9T55Y5365).
The motor overload heaters installed on the relay were GTE Sylvania 2427, 2.56-2.87 amps and are correct for 480 VAC.
Motor: Frame 145TY-4, Type TVY, Design B, Code J, F0980463, Serial 1-18-17, Model F-7347-00-932. 3 amps at 480V.
On the motor for 480 VAC. 6-9, 5-8, 4-7, and 1-L1, 2-L2, 3-L3 are the power in. For 220VAC 8-2-L1, 3-9 L2, 1-7 L3, 5-6-4.
- F2 had a 30 amp fuse instead of 10 amp so we replaced it. The original DC control for the table traverse (6F?) was replaced some time in the past with a Servo Products 110 AC model and the two circuit boards for the DC control removed. The Servo Products was wired directly to the back of the accessory outlet on F2 instead of from supply F4 as in the original. The power feed controls and indicator light on the arm mounted control panel and the indicator light and switch on the door are not in use, but have power. I removed the fuse in F4 since it no longer powers anything. We lifted wire 23 from the old power feed relay C6 since it is not in use and was buzzing.
Fuses:
F1 for the spindle control, 3 amps, class K5, type NON, 250 VAC, 2" long, 9/16" dia.
F2 for the outlet is 10 amps, class K5, type NON, 250 VAC, 2" long, 9/16" dia.
480VAC input fuses are 6-1/4 amp, class RK5, type FRS-R, 600 VAC, 5" long, 13/16" dia.
* We added 3/4 NPT right angle to 1/2" hose fittings to lead from the table to drains in buckets. Note these have to be installed before the DRO scale. We landed up not using these much because of the MQL system.
* Babin Machine Tool donated a set of their "no drill" way covers.
* Deburred lower sides of the T-slots in the table. Someone must have used ordinary bolts instead of T-slot nuts and they chewed up the slots.
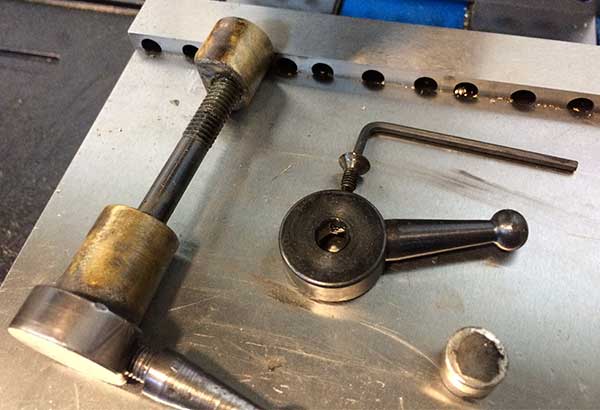
* Kurt donated a mechanical power drawbar, Model BR6000, Serial K30372, Impact serial 1705609. Bimba Filter Regulator MGFR200-08-S with oiler Bimba MGL200-08, T-bracket MGA201-P1. Note this comes off with three screws when needed to use the right angle adapter with a long draw bar, or if we need to rotate the head down for a move. Use 1/8" L hex key for cover, 3/16" T-handle hex key for the mounting screws.
We added two threaded holes in the power drawbar base to hold an aluminum mount for the FRL (filter, regulator, lubricator). We needed two more 603-54 .150" hardened spacers for a total of .450" to maintain the .950"-1" stick out of the Kurt drawbar spline with 10 turns of R8 thread engagement. We really do not know where the extra .30" is in our mill's head.
Maintenance required: air should be set at 90 PSI, synthetic air tool oil in oiler set to 1-2 drops every 5-10 cycles, molybdenum disulfide grease on drawbar spline, spacers, and threads. Remove drawbar clean and lube, check screws are tight.
* We installed a Servo Products Co. type 200 power feed on the knee. We replaced the 8" handwheel provided with a Monroe 10" handwheel with folding handle 30730. It is a bit harder to reach in to the knee lock, but makes it much easier to hand operate the knee when not using the power feed.
* We made a mistake when requesting the DRO donation and only asked for 2-axis instead of 3. So we added a really cheap single axis DRO on the knee.
Lathe Task List:
* There is a slightly hard to move spot of the carriage very close to the headstock (~4.9"), and another more prominent one near the tailstock (~22.5"). They are not awful, but we want to see what it would take to fix them. The other hard spots were fixed by cleaning paint on the rack, but not these. Every 11th rack tooth is damaged, but there are only two hard spots. The two splined shafts are clean and the carriage lock does not seem involved. I cannot feel any burrs with my fingers on the ways. The rack is missing all the taper pins, but LeBlond says they are not needed on the single piece racks. It mates with the bed on two surfaces. Maybe a fat tooth in the rack from a crash? I.e. I have no clue yet.
Check out http://www.plastigaugeusa.com/about.html as a possible way to measure the gear mesh even though it is under the apron.
* The three position switch (ABC) on the quick change box is sometimes hard to shift to position B.
* At some point the cross slide, top slide, and apron should be disassembled and cleaned. The top surface and t-slot of the cross slide were rough. We lightly stoned them, but cleaning these up should be a future project.
* Add a brass extension on the knock out bar that fits through the the collet closer
* The taper attachment had everything frozen with surface rust and dirt. Everything moves after superficial cleaning and lube, but it is still stiffer than it needs to be for use so it still needs to come apart to be properly cleaned and the gib adjusted. The thread on the end of the bed bracket clamp bar is bent. This might be because the bed bracket can be pushed off the rear of the bed and get caught. We removed the bed bracket and the bed bracket clamp bar until we need it. See figure 22 in the manual. Note the cross feed screw rides in a spline that the cross feed handle rotates, this is how the taper attachment moves the slide without the screw turning. See figure 16.
* We have BXA, but a CXA toolpost is what is recommended for this lathe (7.5 HP, 15") by Aloris, if we are ever offered a set of CXA toolpost and holders we should take it.
* The steady rest works.
* We were missing the removable 27 TPI (pipe thread) and metric threading change gears. Boston Gear donated standard stock gears GB55B, GB56B, GB63B, GB64 which were close, they had the correct pitches and diameter, but the wrong width (.5" vs .625"), Pressure Angle (14-1/2° vs 20°), and bore (.750" vs .813"). Custom Gear & Machine modified the PA, opened the bore and recut the keyways so they can be used on our lathe. We now need to make a .125" spacer and test them out. We should also stamp them with the modified PA to prevent confusion in the future.
* The Holdridge radii cutter. We need to test center/shims. Make small radius arbors 1/2" 4-13D1 and 1-1/2" 4-13D3.
* The Dumore lathe toolpost grinder has not been used yet.
* Find or make a BXA mounted combined follow rest/toolholder. We bought a BXA-6 as a possible base for this. The correct 15" LeBlond rest would require removing/replacing the DRO scale and is really hard to find.
* Mark the hex key size on the non-Aloris tool holders.
* There is a very slow leak from above through the motor mount threaded rod.
Lathe Completed or Mostly Done:
* Setup. The lathe has been leveled. We created a 24" x 2"d test bar for two collar tests to check the tailstock alignment and bed twist. We centered the tailstock with .0003" diameter difference between collars at 20". This should not be interpreted as the limit to the machine, we just made two iterations and got close enough. Miller Machine and Fabrication donated an MT-5 ground spindle test bar that we used for the other normal headstock and way parallelism tests.
* When it arrived we added a small amount of oil to each of the three oil sumps to bring them to half way on the sight glasses. We did not drain them, the oil looks and smells normal. There is a filter, cup huva seal, and check valve in the carriage apron pump that have not been touched. The pump works. Note the lubrication chart does not include the lead screw drive gears under the cover on the headstock, or the leadscrew and splined shafts that need to be oiled at the start of day.
* It was taking 4 or 5 tries to shift speeds. The spindle stop sensor (Zero Voltage Monitor, R-K ZVM-7000, ZVM-3300 on drawing) was intermittent. The LED did not correlate with the contacts or movement of the spindle. We replaced it with a Dold Standstill Monitor Relay LH5946-48-115-04, on a short piece of 35mm DIN mounting rail DN-R35S1-2. Both were donated by Automation Direct.
A1-A2 110VAC power in (5-2 in controller)
23-24 Normally Open contacts (20-21)
L1-L2-L3 three phases of spindle motor (1T1, 1T2, 1T3), we added a wire for L1 to 1T1 that was not used in the previously installed single phase ZVM-7300.
X1-X2-X3 are bridged.
We chose .3 second and .30 mV and it seems to work well.
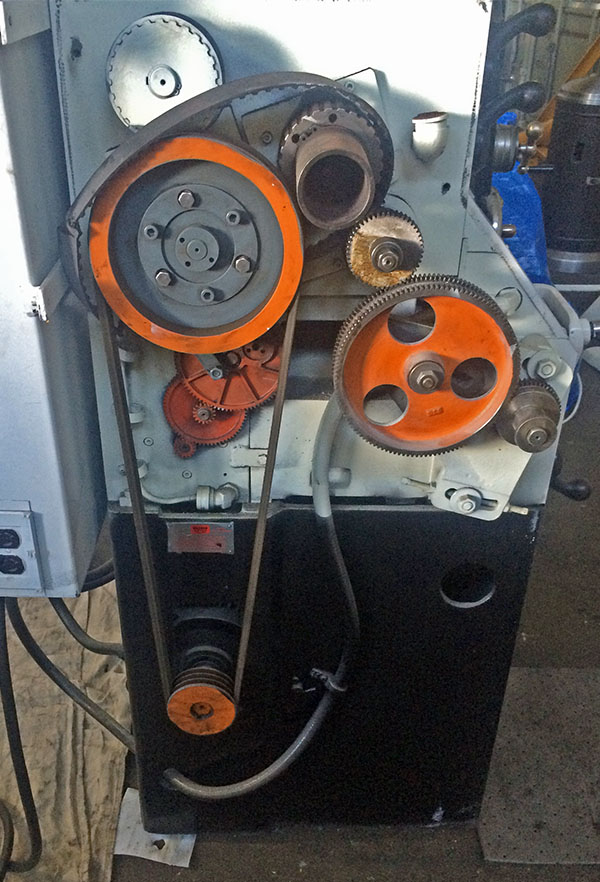
* The timing belt used for the four fastest speeds was broken. To install a new one, loosen the drive motor adjustment bolts to loosen the drive belts and remove the drive belts. Then remove the set screw on the drive sheave lock nut, then the lock nut. Remove the sheave with the brake still attached. (Do not mess with the 6 screws in the sheave that are part of the brake.) Remove the belt retaining ring on the high speed sheave using a small screwdriver to pry it out of the groove. Timing belt sheaves do not get removed. LeBlond USA donated a timing belt 094825-00 (270H150US). The LeBlond OEM belt has steel cords and a great reputation for lasting a long time. LeBlond also donated three main drive belts 097018 (3V710 belt). The timing belt wanders left and right on the sheave, LeBlond says this is normal (https://youtu.be/4rhnx8TedWM).
* Fagor Automation donated a PROKIT-T3 8"x36" Digital Read Out
- 20i-T control (608000116030156)
- MMKT-22 slim scale (118001312070492, 118001313061643, 118001313062237) 5u (.0002") resolution, +- 10u accuracy (+-.0004"), 220mm (8.66") measure length sold az 8". Fixed cable. 1mm (.039") between reader and scale, centered. Mount less than .008" TIR parallel on scale.
- CT-92 long scale (118001316050108, 118001316043881, 118001316043647), 5u (.0002") resolution, +- 10u accuracy (+-.0004"). 920 mm (36.22") measure length sold as 36". Replaceable cable EC-3P-D (02402103). 1.5mm between reader and scale, centered. Mount with less than .008" TIR parallel on scale.
- Universal Lathe S mounting kit, T-arm mount.
- The supplied X-axis mounting spar (.496" thick) and its cover were shortened to match the length of the scale. We added four #8-32 leveling set screws in the spar. We drilled and tapped two #10-32 holes in the cross slide to mount the spar. We mounted the reader on aluminum angle fastened to the follow rest mounting holes. The follow rest holes are 3/8"-16, 3.0" centers, with a 1" dia. spotface which is ~1/8" proud of the casting. The reader screws are M4 and need a 3mm hex key, the other hex keys are fractional. We added a 3/8"-16 threaded hole for a stop to prevent crushing the X-axis scale. The next time reader bracket angle comes off, the hole for the stop screw should be expanded so a lock nut will fit on the screw.
-We created a replacement bottom mounting piece for the DRO arm so it could be fastened through the existing headstock cover screw holes. The extended socket head cap screws are 5/16"-32 x 2-3/4".
-We shortened Z-axis vertical and horizontal mounting pieces, drilled holes 1/4"-20 x 3/4" deep for the reader and scale mounts. We drilled and tapped #8-32 for the scale center mount hole. The scale should have been mounted about 1/16" closer to the tailstock, this was a mistake. We added a carriage stop on the rear way to prevent dislocation the reader head mount, or damage to the pinion gear if the carriage is slammed on the right.
-We should consider adding a cover for the Z-axis. We could make a closer fitting cover (or modify the one we have) for the X-axis to gain back 1/8" of tailstock range.
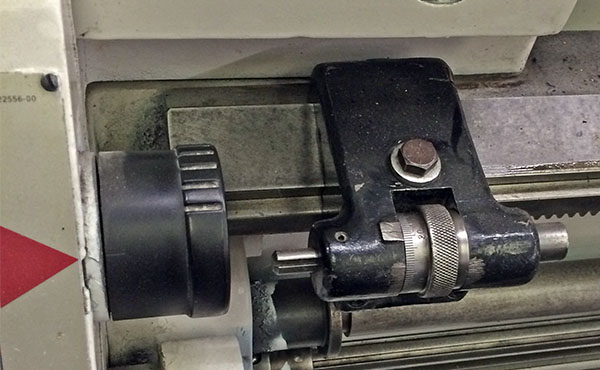
* We mounted a lever style collet closer that was jointly donated by Rovi Products and JFK Precision Products. When we removed the sheet metal bushing in the sheet metal headstock cover the remaining hole was just the right size to clear the collet closer bushing. On the very similar lathe at DPP the sheet metal cover cracked below the linkage bracket from repeated flexing. They welded the crack and added a backing plate and have used it for years without a problem. So we added a 1/4" backing plate behind the linkage bracket. We also repaired the missing sheet metal bottom of the cover which stiffened the entire cover.
* We purchased a face plate that came in good condition. It has the smallest runout mounted with the "O" timing mark, not the arrow mark made with punch marks.
* The purchased 10" drive plate was rough, but it has been degreased, green scrubbied, and Evap-o-rust de-rusted. We removed, cleaned and re-installed the mounting pins at the correct length.
* Bison America donated a 4-jaw chuck and adapter plate that was mounted with help from Jake Roulstone. This required turning down the adapter plate for an interference fit with the chuck, then drilling and tapping the plate.
4304 4-Jaw 8" Semi-Steel Plain Back Independent Chuck with Solid Jaws and chuck key (Part # 7-850-0800) serial 130443/2015
8242 Semi-Finished D1-6 adapter plate (Part # 7-878-0860)
We choose not to turn down the adapter plate O.D. to match the chuck O.D.
* Röhm donated an 8-inch D1-6 3-Jaw chuck. 156791, ZSU-210/3 Hi-Tru US-Flatback 8" 3-jaw, Bore 2.165, reversible jaws, steel. On 158153, Adapter Plate D6 210/2 HI-Tru, PTS HK16-8GSD6, 501065, steel. They sent a Röhm technician to do the initial setup. He dialed it in to about .0001" runout, this will not be repeatable it is a 3-jaw chuck, but it shows the quality of the chuck and technician. https://youtu.be/moTR6EOJaFg
* The lead screw shaft and traversing shaft gears in the small cover by the headstock were full of gunk and have been cleaned.
* The inch to metric knob inside the head cover was frozen. With penetrating oil and a harder pull it can now be operated.
* The inside of the spindle, including the AS 250 taper in the spindle nose was rusty/dirty. We cleaned it out with green scrubbies and left LPS 2 on the interior (not the taper), ISO 68 (SAE 20) gear oil on the taper. Same with the inside and outside of the rear end of the spindle. The have not been tested the taper because we do not have a calibrated AS 250 ground taper.
* The work light worked, but the cord was hard and cracking. We replaced the cord with SJOOW 16-3 and installed a NEMA L5-15 twist lock plug so it would fit in the outlet built into the control box. In addition to serving as light, it is the only operator indication of power in the control box.
* LeBlond Ltd. donated new way wipers F99527, we installed them.
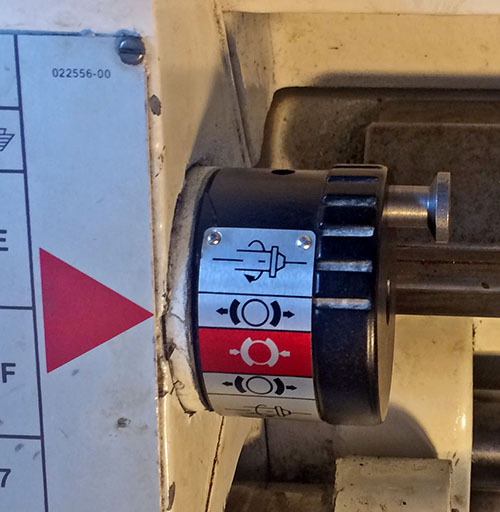
* Spindle control dial on head had no instruction plate. LeBlond Ltd. donated 020783 Instruction Plate, and 091066 Drive Screws that we installed.
* Spindle control dial on head was missing reverse lock pin. LeBond Ltd. donated: 020137 Locking Pin, 006008 Steel Ball (.1875" dia), 015605 compression spring (3/16" OD, free length ~5/8"), 094918 roll pin (not needed). The trick to installing this was to super glue the ball to the spring, then use a 1/16" piece of TIG welding rod to push the spring/ball below the lock pin before snapping the lock pin in. Note the knob does not need to come off for this. If the knob needs to come off, mark the relationship between the knob and the shaft on the end of the shaft. Loosen the lock-screw on the collar at the tailstock end of the shifting shaft and slide the collar a short way toward the headstock. Then remove the snap ring on the shaft that goes from the knob to the lever on the shifting shaft. Loosen the set screw on the knob and slide the knob off the to the right. The detent ball and maybe the spring will likely fall out. The set screw is 1/4"-20.
* We added an emergency stop button (NFPA 79 "Category 0 Uncontrolled Stop".) After emailing with LeBlond, they agreed it should be added in series with the motor overloads in the 1CR circuit. This opens the control power 1CR which opens the spindle and shift motor relays. It is in series with #8 on terminal block. We took advantage of unused terminal #7. Note this also disables the electronic brake, but this is an emergency stop for when you can't get to one of the spindle control dials. We used magnets to mount the button so it can be mounted either low or high. We punched a new hole in the bottom of the main control box to install the 1/2" nominal cord grip for the .5" OD, SJOOW 16 gauge wire.
* There is a stud on the carriage that hits the spindle control handle on the headstock. This is positioned for use with the micrometer stop. There probably should be another stop added so this stop does not hit the plastic spindle control handle when the micrometer stop is not in use.
* The coolant pump was full of rust around the impeller. The spray nozzle was clogged. After cleaning and adding some washers as spacers on the impeller housing it is working. We added a chip basket donated by Gusher on the coolant tank receiver (Gusher CB-10), and to filter coolant when recycled. Service Casters Corp. donated stainless casters that we plug welded to the bottom of the tank. It weighs about 100lbs when full with 10 gallons of coolant.
To maintain the coolant Zebra donated a refractometer (0-13 Brix scale) to facilitate keeping the concentrate at 5-10% (see concentrate data sheet for correct value). When changing coolant type, carefully mix the first batch, and take a calibration reading to determine the Brix value. They also donated a tube type oil skimmer, and aeration pump. Run the skimmer for a bit after use, check the coolant concentration regularly, leave the aeration running. Maybe add a circulation pump in the future. We will probably be adding water more than concentrate over time. Think of the coolant tank like a fish tank, if you do not maintain it, you will have a smelly mess.
* When it arrived we removed and visually inspected under the top cover of the headstock, and the front cover, it looked good. We removed the end cover and found the broken timing belt, but the gears looked good.
* We installed the provided plastic to complete the top of the spindle safety shield. This could be modified to be farther from the headstock to better work with the deeper three jaw chuck.
* Replaced headstock door phillips head screw with 5/16" NC 1" hex cap screw.
* We re-inked the speed dial, on/off switch on the controller, half nut dial, spindle witness mark, and oil fitting label.
* End cover was missing two of the three support screws and part of the bottom of the cover had been cut away. We welded a replacement piece in, and nuts for the screws so there are three supports. Be careful that the spindle, or collet closer bushing is centered in the cover and not rubbing when re-installing the cover. We removed the cover's sheet metal spindle flange to fit the collet closer. Note the support screws are just to make it easier to re-install the cover and should not have real weight on them. They should be screwed in (out of the way) before moving or leveling the lathe.
* The lower left screw on the threading chart was stripped. It has been replaced.
* When it arrived the leveling screws were missing the foot pads needed to distribute the load and protect the screws and floor. Unisorb donated seven U48 cast pads with elastomeric. We drilled, tapped and mounted 1/2"-13, 4-1/2" long, 18-8 studs with thread locking compound. Initially the studs will be just to hold the pads on the lathe when moving, but the elastomeric can be removed and the pads epoxied down if needed. Note the manual says not to use dampening devices, but the Unisorb system is designed for lathes.
The thread through the casting is about 2" thick. The concentric leveling screws are ~3" long, ~7/8" fine thread, ~1" round bottom, with 5/8" center hole.
Note, loosen end cover support screws before moving or leveling the lathe. The machinist level goes on 1-2-3 blocks on the way flats. The rear flat is 1/16" (.0625") higher than the front flat. Level longitudinally first on three points (single on the tailstock). Then very carefully across flats using the 4 inner screws. Then put just enough weight on the outer three screws to barely move the level. Finally, set the end cover screws to height without any real weight on them.
Popular heights are 46-48" from deck to spindle. Note this does not include the thickness of the rubber mat for the operator. We are at 45".
* The lathe came wired for 220 VAC, we switched it to 480 VAC to match our welder power infrastructure.
- Hydraulic motor for 480 VAC. 6-9, 5-8, 4-7, and 1-L1, 2-L2, 3-L3 are the power in. For 220 VAC 8-2-L2, 3-9-L3, 1-7-L1, 4-5-6.
- Spindle motor for 480 VAC. 6-9, 5-8, 4-7, and 1-L1, 2-L2, 3-L3 are the power in. For 220 VAC 8-2-L2, 3-9-L3, 1-7-L1, 4-5-6.
- 110 VAC supply transformer for 440 VAC input: H1 and H4 are power in, H2 and H3 are jumpered together. For 220 VAC input: H1 and H3 are jumpered, and H2 and H4 are jumpered. Power in is on H1 and H4.
- Replaced 480 VAC supply fuses with FRS-15 fuses (5", 13/16"), bought spare control fuses FRN 1/2, 1, 5 (2"). The spares are in a plastic bag in the control box.
- Installed Meltric DSN30 on SOOW 4 conductor pigtail. Note this is also a rated disconnet (push the button.) It is installed with a steel 90 degree elbow cord grip, 3/4" for 0.63"-0.75" cord diameter. We could have used a straight cord grip.
- Installed lower current spindle motor overload relay, Telemecanique (Schneider) LR1-D09312 (modern replacement is LRD12, 6.5A) donated by Santa Clara Systems. We had problems fitting the replacement for LR1-DO9306 (modern LRD06, 1.5 amps) for the servo shift motor so we left it with the old one set to its minimum 2.5 amps.
- The screws holding the extension from the door mounted handle to the main disconnect were loose causing a mushy feel on and off.
- Added 480 Volt sticker on control box above the 220 Volt data plate.
* Scanned the manuals and drawings.
* Created a way protection/chuck change support block from a couple of pieces of 4x4 wood.
* The provided 8" 3-jaw chuck was rough with rust and dirt, it was disassembled, cleaned and lubricated (moly grease is recommended by Cushman). But it is not smooth and the scroll is uneven. The three through bolts and the round spanner nuts were damaged when we got it. We should make new ones and a custom spanner wrench if we start to use this chuck.
* We have new aluminum soft jaws and steel hard 3-jaw chuck jaws from Rovi Products. The new jaws should be stamped with witness marks when first used.
* In case we need to make a botton nut for a toolpost. The slot on the compound slide is: .925 top of compound slide to bottom of slot, .5 thick top, .425 thick bottom, 1.188 wide top (~ 1-3/16"), 1.838 wide bottom (~ 1-13/16"?), slot is 4.35" long across top slide. Top of top slide to center ~1.635" (~1-21/32). A BXA holder footprint is 3" square, 2.75 x 3 solid on the base. BXA holding stud is 5/8" threaded for hole in T-nut (not sure if NF or NC). Top is 5/8"-18 NF for lock nut.
* A recreational vehicle ATV/UTV cover fits nicely on the lathe.
* Added a removable stop bolt on the bed to prevent accidental over travel of the tailstock.
Cold Saw Completed or Mostly Done:
* After determining final operating position, bolt to floor or create a mounting base better than the pallet. It has been shimmed roughly level so the coolant flows back into the tank. The tech at Scotchman said they do not bolt theirs to the floor, for normal operation this is OK. The only problems they see are shops with overhead cranes delivering material knocking them down, or if someone tries to tilt it to put on a forklift instead of using the eyebolt to lift. They always take the handle out and lift with the eyebolt to move the saws.
* We installed Meltric DSN30 plug on 10 gauge SOOW pigtail to match the 30 amp, 208 VAC.
* To check gear head oil level, lower the head. The sight glass is on the right hand side. It uses 90 weight gear oil.
* The wires 5 and 6 from the motor were not attached. We taped them. They are probably for a thermal overload. We do not have an as built drawing for the electrical.
* We are using the same type plastic bag we got for the mill from McMaster as a cover.
* Hoffman donated a replacement AL17 screw cover clamp for the one missing from the VFD box. We replaced a stripped screw (M4) in the upper electrical box.
* Coolant maintenance, see notes in lathe section. We have a small bubbler from Zebra for this tank.
* We loaded 7:1, 1.8 refractometer reading, Scotchman synthetic coolant. Note with coolant loaded we need to be more careful moving this on the pallet now that it is heavier, coolant can spill, and there is free surface effect in the coolant tank. If we need to lift it with the eye we will unload the coolant first.
* The lifting eye (3/4-10 screws into the threaded handle hole), hex key, material stop, and extra blades are in the locker.
Vertical Band Saw:
* Find or make an air power feed.
* Get some scrap bimetal blade material and do some test/practice blade welding.
https://youtu.be/zHhDXifoZmA
* Moving the saw. We might turn it 90" so a long piece of work can be ripped (instead of hitting the wall.) Lubrication and belts can be serviced from top cover and either side so it can be located backed against a wall. There is a 3/4"-10 lifting eye hole to pick the saw when it is time to remove it from the pallet. After any move check the squareness of the table and post, it may need leveling (see setup in manual.) We left the saw on the pallet for now.
* When the saw arrived we installed rip fence, blade shear, handle, light bulb, weld thickness gauge. We checked the level of gear box oil (3/8" hex key), and lubed the other points. Checked motor and VSD (variable speed drive) belts, turned by hand. The miter guide was added later, and the circle attachment is bolted on as needed.
* Installed shop air hose fitting, 1/4" NPTF male, 1/4" coupling size. 1077T17 McMaster. We considered a right angle and short pigtail but decided to keep it simple for now.
* Drilled and punched a hole for the electrical cord grip. Installed electrical pigtail (90 deg, 3/4", .65" cord grip, 12/4 SOOW wire, plug to match the welder receptical). Plug was wired to match the extension cords, X-black, Y-white, Z-red, G-ground. Verified that it ran in the correct direction.
* Scanned enclosed electrical drawing, original is in control box. Printed manual is from the provided DVD.
* The slots in the ground weld thickness gauge on the welder are .025, .035, .038. This is to verify grinding of the blade so that the weld clears the blade guides.
Grinders and Blast Cabinet:
Disc Grinder:
* Make space for Disc grinder work space. Move the dust collector, table, and cold saw to the right after moving the hydraulic press between the drill press and bandsaw. Be careful that the vise on the table does not line up with the cold saw material path.
* Remove from pallet.
* Set of 50 and 80 grit 20" discs from 3M.
* Bought and installed a DSN30 plug. Maybe replace the provided cord with one long enough to reach the 230VAC receptacle without extension.
* Punched another port in the dust collector, added a quick removal gate, 4" hose, 4" to 3" adapter, and a short 3" hose to grinder.
Belt Grinder:
* We mounted this on the Model 66 dust collector with a custom bracket. If it is too high for comfort, remove the dolly from under the dust collector. And/Or remove the bracket, create a re-enforcing plate for the top of the dust collector.
* Set of belts in 50, 80, 120, 180, 220 grit were donated by 3M.
* Hand-held sanding abrasive cleaner. Like a big eraser. Run belt or disk grinder to speed and gently run across the face of clogged sand paper.
Carbide Grinder:
* It came in great condition. Water pots are missing. We bought one tray the other is missing but not needed on diamond side. The protractor tool holder is stored with the lathe tools. We need a wheel dressing tool.
Bench Grinder:
* Fixed the loose toolholders and guards.
* Ducting with quick disconnect leads to the dust collector.
Dust Collector for Grinders:
* Torit Model 66, serial 34254, 1/2 HP, 110 VAC. It was 220/440, 3-phase before we replaced the motor (Baldor donated a L3408 .5HP, 3450RPM, 1PH, 60HZ, 48 frame, 3413L, amps 7/3.5 ), and heaters in the starter (81D250). Installed new SO 12-3 cord and plug.
Uses 24 cotton satteen bags, flame resistant, #1033103. The same tools that came with 84 are used to replace the bags.
* We created a custom dolly/outrigger on Service Caster Corp. casters.
* Exterior paint needs to be refreshed.
* We punched a second induction hole and added a flange, quick disconnect gate, and hoses for the bench grinder.
* Maybe run a ground wire through the plastic ducting.
Blast Cabinet:
* Foot pedal with bigger aperture nozzle gun (5/16" orifice, 1/8" air jet) would help.
* Cyclonic media separator/relaimer would reduce media consumption.
* Maybe move air hose supply hole to center.
* We replaced the dust collector with a donated Torit Model 84, serial G2498, 3 HP, 220/440, 3-phase. It came with a pair of dust collection bag installation tools. Note this is a very capable dust collector and we could running ducting to support other sources, for example grinders and the like. We installed an AB motor starter (Allen Bradley, 45006-015-01a, type 609), with new heaters (8 amp heaters, Type 1, W49), 10-3 SOOW cable, and 208 VAC plug. We punched a larger (3-1/2"D) hole for the suction.
* Maybe remove from the pallet to lower it and add wheels on the side.
* Maybe run ground wire through the plastic fittings.
* We are normally loaded with 70 grit aluminum oxide media. We added an air turbine vibrator to the hopper. It gets a couple of drops of air tool oil before use.
Drill Press:
* Came ready to run
* Mount the morse taper key (triangle wedge) for the spindle on a chain
* Re-install cover springs.
* Find clamps, v-block, better drill press vise.
* Work light
* Figure out some kind of quick release to hold the cover on the slow speed belt. If not get an extra 3/16" long, t-handle, ball end, hex drive and mount on a chain.
* Bought a pair of 5/8" t-slot, 1/2-13 bolts and nuts to stay on the table.
Hossfeld Bender:
* 27B9 Circle Rod needs more straightening or replacement. Main frame is bent open an extra 3/16" (5-11/16"). The 27B8 U-pin support plate is bent about the same. Check the length of the screw that holds the center pin support. The bender works, but we should address these problems.
* Fabricate a rack to hold the basic pins on top of the stand. Maybe short pieces of 1-1/8" tube tacked together.
* Maybe replace the straight hose fitting to a 90 deg. elbow, JIC 3/8" Tube 9/16"-18 UNF female x 3/8 NPT male.
* Find the donation of more dies, see the wish list.
* We wanted the bender to be mobile in the shop so we bolted it to a galvanized 36"x36" four way pallet with a 1/4" steel deck added. This works well with hydraulics. It needs to be bolted to the floor to use with handle. We have not tried using the handle with forklift forks in the pallet to anchor the tool. We also considered a using a trailer receiver welded to stand with an attachment to the welding table for manual use.
* Hydraulic upgrade notes: American Bender cylinder bracket, Delta Power hydraulic power unit (82100128, B6B32041.5, 2HP, 2 GPM @ 1,200 PSI, 4W3P open center valve 22020118, 32001007), Monarch Lion cylinder (25TX30-125NPT, 648769-P), Line Master dual foot pedal (TWIN 88SH1-05), Automation Direct limit switch (ABM6E52Z11), GE CR306B102 motor starter (CR123C778A over current heaters, switch and control dual fuse block added), Federal-Pacific FA150JK 150VA transformer. 7/10 amp slow blow fuse on control transformer primary (1-1/2" x 13/32"), 1.15 amp slow blow on secondary. We set it up to be easily changed from 220V to 480V if needed (replace primary fuses, motor overloads, straps on transformer, leads on motor). We used ISO 68 hydraulic oil. The relief valve should be set around 1,000 PSI (Remove acorn nut and loosen locknut, clockwise is higher.) Note the 220V, 3p, receptacle in the back is on the same fused disconnect as the low pressure compressor. We added a 6"x1"x3/8" shelf screwed under the American Bender bracket that holds the cylinder when disconnected from the swing arm.
Arbor Press:
* We built a custom stand based on idea we saw on the web. We should add castors in the front next time any modifications are made.
* It would be nice to find a normal size return handwheel. The large one might get in the way of the work and is not needed.
* We made a handle from 3/4" rod, 1215 cold drawn, 27". Replaced missing 3/8"-16 x 1" thumb screw for the handle.
* FAMCO donated a replacement cast iron bolster plate.
* Replaced missing pawl lift with a 1/4" x 1" roll pin.
* We could add a removable cup attached to the vertical that can catch parts that drop through. Maybe clamp on to adjust height, for example when broaching.
* We could weld a short pieces of 3/4" pipe under the top plate that would allow using the handle to lift the front when moving/rolling. A caster in front would be better.
* We put Heyco end caps on the two bottom cross pieces. They are 2" x 4", 3/16" thick.
Shop Task List:
* Assa Abloy donated a Securitron keypad lock for the rear gate. This should make it easier for the crew so it should be kept locked more consistently. The electronic lock will allow easily changed multiple entry codes. We need to add a gate catcher, vent holes in the plastic cover, then install the lock. Note this is complete system with battery backup, etc.
* We need to get the Port of SF to fix the roof drain that leaks over the welding table.
* We need a raw materials storage system that will keep material clean and dry. At least a cover for the long stock storage and better access. We need a dry place for flat stock and small stock storage. We need some stock starter materials.
* At some point we will get a wind and water resistant roll up door in the back work area to protect the sand blaster, grinders, compressors, etc. It would be great if it had windows for light.
* We need to evaluate seismic safety of each machine when considering location and mounting.
Shop Done or Mostly Done:
* To make space in the interior shop, the pallet rack shelves, hazmat lockers, and drum storage were moved to the back open work area. The unused government style desk was donated to Fort MacArthur, the junk horizontal band saw was trashed. The drill mill was given to City College of San Francisco. A major clean up made room for more lockers and shelves.
Two new safety lockers were added for acid and oil storage in the back. Two rolling multi-drawer toolboxes and three storage cabinets were donated in the shop. A rolling work bench (Knaack box), butcher block top provides workspace. We left clearance for maintenance, hot chips and safety, a min. of 18" (esp. the power feed on the mill table). The operator side needs min. of 36". Space is needed to access electrical panels and coolant systems on the lathe of at least 24". The cold saw needs room for material feed on both sides. The band saw can go against a wall as long as there is good side access.
We received the donation of two chip/coolant screens for the safety of passers by, and six wire protector (cable bridge) for the portable cords.
Created 50 foot, 480 VAC, 3-phase, SOOW, 10-4, 30 amp, power cable compatible with our welder power receptacle. Also 50 foot, 208 VAC, 3-phase, SOOW, 10-4, 30 amp power cable. Added GFCI protection on the 3-phase receptacles. See the electrical notes.
Installed sand bags to seal the roll up door behind the workbench and cold saw.
Installed Beko filter dryers and auto drains on both air compressors. Atlas-Copco Airnet 90 PSI service air piping throughout the shop, 1" loop high, 3/4" drops. The shop air is regulated at 90 PSI. The supply to the boat is regulated with a second Parker regulator set at 100 PSI (compressor tank pressure 100-130 PSI). We used large capacity regulators to allow for larger compressor. When the hose over the brow is replaced we should consider changing from 3/4" to 1" hose and fittings.
Installed ground fault protected 480v 3p and 208v 3p on switch rated receptacles to each of the big machines. This is detailed in our electrical update notes.
Notes on Budget:
The project has been made possible by a lot of very generous donations. The Direct column are items bought and donated by the restoration volunteers (plus a couple of entries at the end from the boats budget.) The In-Kind column show the incredibly generous donations from others. This does not attempt to capture all the many hours of skilled volunteer and professional labor that was donated. This list also does not include the electrical updates, and welding shop that were needed to efficiently use the equipment. Finally, it does not cover the ongoing expense of replacing normal consumables (lubricants, cutting fluids, worn out cutters, etc.) Most of these were donated circa 2005 and the values will not be updated so the replacement costs would be substantially higher if starting today.
Mill repair, and air fittings from the ships maintenance budget.
$1,000
Air contractor expense from ships maintenance budget.
$183,545
Total
Acknowledgements and Thanks:
We appreciate the advice, help, donations and discounted products and services from individuals and companies along the way. We had the help of an very talented team. We could not have succeeded without the incredible generosity of these people and companies:
ADVICE AND HELP:
Charlie Butcher
George Bass
Harry Cody
Jake Roulstone
Ken Kormanak
Luke Stevens
Roger Smith
Techshop staff and instructors
Volunteers and staff of USS Pampanito
The welding shop donors are acknowledged here, and the electrical updates here.
Richard Pekelney, Project Manager
Photos:
Mill Photos:
Mill at Production Specialties before donation. They told us the head was noisy, DRO intermittent, power feed had problems, ways were just OK, right side table handle was gone, it had not been used in production for a while.
Mill electrical control box as received. The control power transformer primary was not correctly wired, the heaters (motor overloads) were wrong for 220 VAC (correct for 480 VAC), the fuses were the wrong size. You can see where the original Bridgeport power feed controls have been mostly removed.
Mill electrical control box as received had a lot of swarf (metal shavings) in the box. The power feed's electrical cord came through a broken cord grip that probably let this in.
Mill electrical box after cleanup. With Roger Smith's help we correctly wired the mill for 480 VAC to match our welder supply. The fuses were changed, motor overloads checked, transformer taps changed to series, unused power feed fuse removed, swarf cleaned out.
Mill head repair. George Bass and Harry Cody from Classic Machine Repair overhauled the vari-drive donating both their time and all the parts. They also pulled and cleaned the gibs and made other adjustments.
Mill gib and shim. When Classic Machine Repair removed the saddle gib shim there was no hole for the oil to get through. They added one, but the damage to the ways was evident.
Mill reversed trip feed plunger broken and replacement part. This stops the quill feed on top.
Mill bent lead screw covers were later replaced.
Mill spindle with new Timken donated bearings installed by C & M Precision Spindle. C & M set the preload, ground the taper, etc. They solved the runout problems.
Mill Servo Products power feed actually smoked (overheated) the first time we plugged it in.
Mill - Even though this is a long obsolete model, Servo Products Inc. donated overhaul of the unit. IMS installed it with the safety handles.
Mill - The old DRO had its large X-axis scale mounted on the front of the table, this required special mounting hardware for the power feed limit switch and a longer table lock knob. Servo Products sent us the standard mounting hardware we needed for the bare table front with the new DRO scale in the rear.
Mill - The Y-axis scale from the old DRO.
Mill - The new ACU-RITE DRO scales.
Mill - The new DRO is installed. We started to use the mill.
Mill - Bijur Spraymist unit after cleaning the exterior, sight glasses, air and coolant tanks. With help from Bijur we later installed a new air filter group, coolant filter, top gasket, pressure regulator, nozzle, and hose.
Mill - The table top was rough.
Mill - Some of the flaking of the knee ways can be seen, but also the heavily worn areas. This un-even wearing made it tricky to do accurate work.
Mill - Another view of the un-even wear.
Mill - The column ways are better.
Mill - Innovative Machine Solutions offered to fix the ways, and complete the overhaul of the machine. This photo shows the table removed. IMS determined that the one-shot lubrication system needed to be replaced.
Mill - Un-even wear on the saddle ways
Mill - Saddle after grinding, before hand work.
Mill - Table after grinding, before hand work.
Mill - Note the broken tooth
Mill - Innovative Machine Solutions installing new lubrication lines
Mill - Lube USA one shot lubrication system neatly installed by IMS.
Mill - P & T Engineering, adjustable quill lock. The spring mechanism keeps the lock from dragging when not engaged, and the removable handle allow adjustment without removing the shaft.
Mill - To remove the standard (old) lock shown on left, unscrew the handle from the front nut, then unscrew the nut/shaft and remove the brass. The new (P & T Engineering) handle on the right is held on with a screw. It allows adjustment without removing the shaft.
Mill - New lock installed without the handle.
Mill - New lock installed. This is not a necessary mod, but it only took a couple of minutes to install, works better, and is more elegant than the other solutions to this problem.
Mill - After overhaul at IMS
Mill - We added two holes and a simple L bracket to the power drawbar to hold its FRL (filter, regulator, lubricator). When changing to a different drawbar the whole assembly comes off with three mounting screws.
Mill - The Kurt power drawbar provides uniform tension on the drawbar (rooky machinists often over or under tighten the drawbar.) It is also faster for the experienced machinist, and avoids awkward reaching up for everyone.
Mill - To install a Servo Products Co. type 200 power feed, the knee operating shaft has to be drill and bored to allow this shaft extension to be installed.
Mill - Shaft extension installed. The instructions suggested using the existing hole in the shaft. On our shaft this bisected at the end of the extension shaft. We drilled a new hole and installed a taper pin. Shimming would have been easier if we had aligned the two Woodruff key slots.
Mill - Knee power feed and both knee and y-axis limit stops installed. We mounted the knee feed on an angle to allow more clearance for the knee lock handle. If we ever do this on another mill we will leave more clearance between the Y and Z limit stops.
Mill - Y-axis and Z-axis power feeds installed.
Lathe Photos:
Lathe under power for testing at Doerksen Precision Products before donation. It was bought as a backup to a production lathe and never used by DPP.
Lathe - We inspected inside the headstock. We did not see any signs of damage. A magnet on stick did not bring up any metal shavings from the bottom. It looked good.
Lathe - Inside the front cover where the manual speed change lathe has its handles looked good.
Lathe compound slide top shows it has been worked hard. The rocker style toolpost that came with the lathe was replaced with a donated Aloris BXA toolpost.
Lathe - The lead screw is engaged with this clutch that is under a cover. The cover needs to be removed to clean and lubricate these gears (two cap screws, it is fast.) We found a lot of crud in here.
Lathe feed knob in the metric position after lubrication and hard pull.
Lathe electrical panel as received.
Lathe terminal bar before installing e-stop.
Lathe terminal bar after installing the e-stop. Notice the changes at terminal 7 and 8.
Lathe control box after installing new zero motion relay (orange relay). The relay was the only problem with the Servo Shift. The new relay monitors all three phases so an extra wire was added. A new hole has been punched on bottom right for the emergency stop cord. Fuses were changed. One motor overload changed, one set to minimum. Taps changed on transformer primary. The plastic bag on the lower left has spare fuses.
Lathe with end cover off. The broken timing (cogged) belt on top is used for the fastest four speeds. The main drive sheave needs to be removed to put on a new belt.
Lathe - The set screw locks the main drive pulley lock-nut. The nut then unscrews. The big cap screws and hex head screws are for the brake and not turned for the belt replacement.
Lathe - Removing the main drive sheave.
Lathe - This spring retainer is the last step before you can slide the new timing belt on.
Lathe - The concentric leveling screws needed penetrating oil to free up. The mounting pads that protect the screws and floor were missing.
Lathe - This view shows the hole through the center of the leveling screw for a mounting bolt
Lathe - We drilled and tapped Unisorb cast iron leveling feet for a mounting stud. Right now the stud just holds the foot in place when we move the lathe. If the feet are glued to the floor they can be tightened to lock the lathe down.
Lathe - Levelling the lathe is critical and must be done accurately. This photo is from our first attempt. We then removed the lathe chuck to have the level closer to the leveling screws, it made a difference. The rear way is 1/16" higher than the front so you need a gauge block or feeler gauge added to the front. Even with the wide leveling pads we are expecting some settling in the tarmac floor of the shop and will be checking the level on precision jobs until it steadies out.
Lathe - The spindle control knob on the headstock was missing the reverse lock and plate. There were no holes for the plate so we guess this was a lazy repair. Right now the the stud on the carriage that hits the micrometer stop when it is in use (just out of frame on the right of this photo) hits the knob when the micrometer stop is not installed. Maybe someone slammed into the knob a broke it?
Lathe - LeBlond supplied the parts.
Lathe - The reverse stop knob is particularly nice for operators new to the lathe.
Lathe tailstock end carriage stop. We used a stop that was designed for a mill vise. Cheap, fast, easy to remove.
Lathe knock out bar we made from reject parts. Then end needs to be brass to minimize the risk of damage to bushings and centers in the spindle.
Lathe - When we removed the chuck that came with the lathe we found a lot of rust and swarf in the spindle.
Lathe - Spindle after cleaning with green scrubbies and oil.
Lathe - The spindle has an American Standard 250 internal taper. This is unusual so we felt lucky to find AS-250 to MT-5, and AS-250 to MT-4 bushings. The Morse Taper 5 bushing is shown with a dead center. The D1-6 mounting taper, stud holes, and locks are also shown.
Lathe - After the basic repairs, Luke Stevens takes some of the first test cuts. Even with the old chuck the finish was surprisingly good.
Lathe - Headstock rear cover was missing a section and two support screws. This allowed the cover to vibrate excessively and made it hard to re-install. Our guess is the missing section was damaged by moving or leveling the lathe without turning the screws up and out of the way.
Lathe - Headstock rear cover after repair.
Lathe back cover before we removed the spindle bushing in the cover.
Lathe back cover was re-enforced with this backing plate under the collet closer bracket. The spindle bushing has been removed.
Lathe collet closer (with AS-250 to 5C bushing) donated by a joint effort of Rovi Products and JFK Precision installed.
Lathe spindle with AS-250 to 5C collet bushing, collet controlled by the collet closer. Pratt Burnerd donated the collets.
Lathe coolant tank with wheels added, new strainer, paint. The pump impeller and delivery nozzle not shown were cleaned as well.
Lathe DRO - Back before DRO scale is installed.
Lather DRO - Another view of the back of the carriage with the taper attachment.
Lathe DRO - Scale and reader bracket installed, carriage at tailstock limit.
Lathe DRO - Scale and reader bracket installed, carriage at headstock limit.
Lathe DRO - Carriage before the scale installation with the access door open. The door required the use of a spar to mount the conventional glass scale.
Lathe DRO - We used the two follow rest mounting holes to attach the reader bracket. The follow rest in the photo is for a 13" lathe and was too short for our 15" lathe (it later went to a 13" lathe owner.)
Lathe DRO - The scale spar and reader bracket are shown without the scale.
Lathe DRO - The scale installed with a cover. The hex head screw is a stop to prevent the tailstock from being smashed into the scale.
Lathe DRO - We created a longer bottom mounting piece with the mounting holes spaced to match the headstock cover mounting holes.
Lathe Bison 4-jaw chuck back plate is being turned to match the chuck by Jake Roulstone. This is done during the first installation to match the lathe and chuck for minimum runout and vibration.
Lathe Bison 4-Jaw chuck installed.
Lathe Röhm 3-Jaw chuck being tested after installation by Doug Thompson. This chuck has an adjustable back. He dialed it in so closely we could barely see the .0001" indicator move.
Lathe Cushman 3-Jaw chuck that came with the lathe shown from the rear. The nuts that hold the chuck together are chewed up and need to be replaced.
Lathe - We bought this face plate that arrived in good condition.
Lathe - The face plate had minimum runout at these timing marks, not the punched arrow. We did not take a facing cut.
Lathe setup for centering the tailstock with a two collar test bar. This was a milestone in many ways, first we now had everything working, second we had acquired and repaired enough tooling to do the test. This one setup required: spindle bushing, dead center, drive plate, lathe dog, live center, tool post, 2" micrometer, .0001" indicator, indicator holder. In our second iteration we had .0003" diameter difference of the collars at 20".
Lathe threading change gears for metric and 27 TPI pipe donated by Boston Gear and then modified by Custom Gear and Manufacturing to correct the PA and bore for our lathe.
Cold Saw Photos:
Scotchman cold saw in the shop.
Cold saw gear box oil level is determined with this bubble with the head held down.
Cold saw electrical box on top.
Cold saw electrical box. Note the position of the the blue and brown wires 1 and 2 that are removed if the handle with switch is removed.
Cold saw - Hoffman provided a replacement AL17 door clamp.
Bandsaw upper guide block and guides. We have upper and lower for 1/4", 3/8", 1/2", 5/8", 3/4" and 1". Smaller width blades have tighter turning radius, wider blades cut straighter and generally have faster feed rates.
Bandsaw lower guide block.
Bandsaw electrical panel after punching hole and installing cord grip and electrical pigtail.
Bandsaw variable speed drive is accessible for checking the oil or belts from above.
Bandsaw gear box showing the fill/level check plug with a hex key. The old sock is to catch drips.
Hossfeld Photos:
Hossfeld bender as received. Note the modified center pin and bent circle gauge rod.
Hossfeld bender after move to the rigid stand with Delta Power hydraulic unit, Monarch hydraulic cylinder, and American Bender mounting brackets.
Hossfeld bender.
Hossfeld bender.
Tooling for the bender.
Shop Photos:
One of the last, and most important shop upgrades was installing power distribution to each of the machines eliminating long portable cords. The Meltric DSN30 receptacle is also a fully rated disconnect. The power is supplied from ground fault protected circuits (details are in our electrical notes).
Here you can see the difference between the 480V receptacle on the left with red gaskets, center conventional 120V, and 208V receptacle on the right with blue gaskets.
Beko low pressure (90 PSI), high temperature dryer filter in blue with our low pressure air compressor behind it. Note the metal clad high temperature hose from the compressor head leads to the dryer. There is also a Bekomat automatic drain on the compressor tank.
The dry, filtered air comes from the tank in the hose on the left, the regulator with the yellow handle valve at the bottom goes to the distribution under the superstructure on the boat where it is used for maintenance tools. The regulator with black handle valve supplies the blue Airnet Rapidair coated aluminum pipe that supplies the shop. There is an air dump valve on the other end of the compressor tank to unload the pressure on the system.
There is a loop of 1" pipe high in the shop with 3/4" drops. The loop evens out the pressure no matter where the air is being used.
A typical Rapidair 3/4" pipe drop, valve, and manifold with 1/4" universal quick connect fittings in the shop. The brass screw on the bottom is for draining any water that might accumulate. The distribution has eliminated the need for 80 foot hoses stretched on deck and through doors in the shop. It is both safer and more convenient.
Beko medium pressure (725 PSI) air dryer. This dries and filters the air suppling the submarine's high pressure air system.
Beko medium pressure air dryer back side showing pre-filter input to the dryer and its automatic drain in the background. The 725 PSI air only supplies the boat, not the shop.
Famco 3R arbor press on shop built stand. The stand has wheels in the rear to allow short moves in the shop, and leveling screws in the front.