21-INCH ABOVE WATER TORPEDO TUBES MARK 14 AND MODS AND MARK 15 AND MODS, OP 764, 16 Nov 1955. Describes the destroyer, deck mounted torpedo tube of WW II.
In this online version of the manual we have attempted to keep the flavor of the original layout while taking advantage of the Web's universal accessibility. Different browsers and fonts will cause the text to move, but the text will remain roughly where it is in the original manual. In addition to errors we have attempted to preserve from the original this text was captured by optical character recognition. This process creates errors that are compounded while encoding for the Web.
We thank Ed Zajkowski for his generous loan of the original document used to create this online version.
Please report any typos, or particularly annoying layout issues with the Mail Feedback Form for correction.
21-INCH ABOVE WATER TORPEDO TUBES
MARK 14 AND MODS AND MARK 15 AND MODS
DESCRIPTION, OPERATION, AND MAINTENANCE
16 NOVEMBER 1955
ii
DEPARTMENT OF THE NAVY
BUREAU OF ORDNANCE
WASHINGTON 25, D. C.
16 NOVEMBER 1955.
ORDNANCE PAMPHLET 764 (SECOND REVISION)
21-INCH ABOVE WATER TORPEDO TUBES MARK 14 AND MODS AND MARK 15 AND MODS-DESCRIPTION, OPERATION, AND MAINTENANCE
1. Ordnance Pamphlet 764 (Second Revision) contains a description of, and instructions for operation and maintenance of 21-inch AW Torpedo Tubes Mark 14 and Mods and Mark 15 and Mods.
2. This publication is intended for use by all personnel concerned with the operation and maintenance of the subject torpedo tubes.
3. This publication supersedes OP 764 (First Revision) (Preliminary) dated 29 March 1944 which should be destroyed.
F. S. WITHINGTON, Rear Admiral, U, S. Navy, Chief, Bureau of Ordnance.
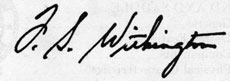
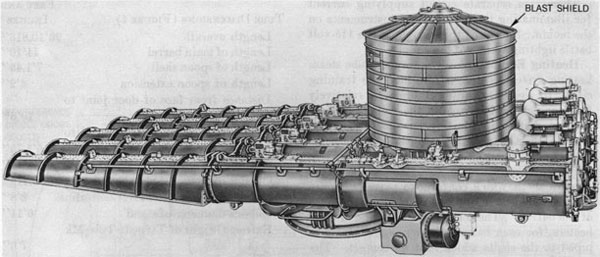
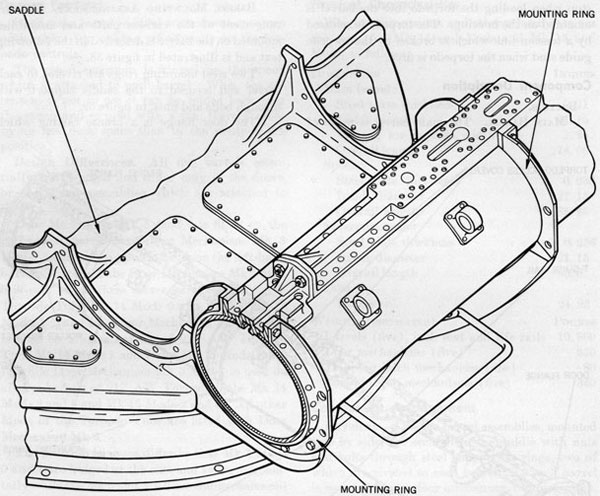
Figure 1-Torpedo Tubes Mk 14 and Mk 15, Installed.
1
Chapter 1 DESCRIPTION OF THE TORPEDO TUBE
General
The 21" AW Torpedo Tubes Mk 14 and Mk 15 are designed for launching 21" Torpedoes Mk 14 and Mk 15 from the 01 level of Destroyers DD 421, and up. The torpedo tubes are installed on the centerline of the vessels. Torpedo Tubes Mk 14 are installed amidships while Torpedo Tubes Mk 15, when used, are installed aft.
As illustrated in figure 1, tubes are of the quintuple type, each having five parallel barrels which rotate together about a vertical pivot but do not elevate or depress as in a gun mount. Although tubes are designed for electric firing and electric hydraulic training, all mechanisms can be operated manually.
The firing or launching of torpedoes is accomplished individually by the ignition of a charge of black powder, and the operating mechanisms within each torpedo are started in motion by means of a tripping latch when the torpedo leaves the barrel.
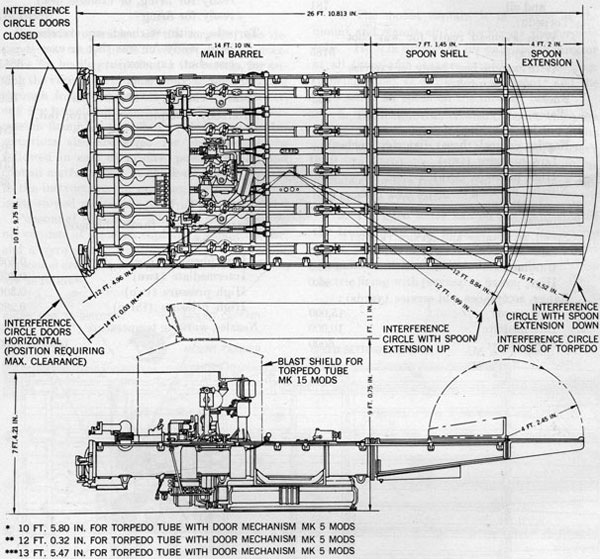
Working Area and Stowage Arrangements. The extreme interference circle of the tube with spoon extensions down is 16 feet 4.52 inches, figure 4. The tube trainer and gyro setter are stationed on the tube itself, seated above the breech end of the saddle and above the barrels. The tube is secured for sea by being locked in fore and aft position in line or parallel with the vessel centerline. Spoon extensions are folded back and muzzles, spoon hinges, firing mechanism, doors, stops, and instrument group are covered with canvas covers.
Supply Arrangements. Each quintuple tube carries five torpedoes. Extra torpedoes are not stowed aboard. For the usual midship installation a torpedo impulse locker, in which impulse charges are stowed, is located amidships, aft of the torpedo tube and just forward of the after smokestack. A torpedo loading crane is located a little aft of the tube on the starboard side of the superstructure deck in such a manner that it can pivot outboard to transport a torpedo from the dock or water, and then swing in toward the breech end
of the tube during loading. The crane is equipped with a chain hoist suspended from a trolley.
On destroyers carrying an after tube, Torpedo Tube Mk 15, the torpedo impulse locker is located forward of the torpedo tube aft of the gun mount. The loading crane is located a little forward of the tube on the starboard side of the superstructure deck.
Components
The following assembled units make up the complete torpedo tube assembly for Torpedo Tube Mk 14, figure 2, and for Torpedo Tube Mk 15, figure 3:
Stand
Saddle
Barrels
Barrel attachments
Door mechanism
Firing mechanisms
Electric hydraulic training gear
Sight
Torpedo controls
Blast shield (Mk 15 and Mods)
Firing and lighting circuits
Heating equipment.
Component Arrangement and Design Features
Stand and Saddle. The stand is a large wheel-shaped casting that forms the base of the torpedo tube installation and supports it. It acts as a vertical pivot for the saddle on which the torpedo tube is mounted.
The saddle casting supports the five barrels and remaining tube components. Its base shape is the same as the stand over which it fits and pivots, supported by a roller bearing path at the perimeter. On top, of the saddle, two parallel rows of projections, which extend beyond the circumference of the base circle, support and cradle the barrels.
Barrels. Five steel barrels are mounted parallel in the saddle, each bolted through flanges to
2
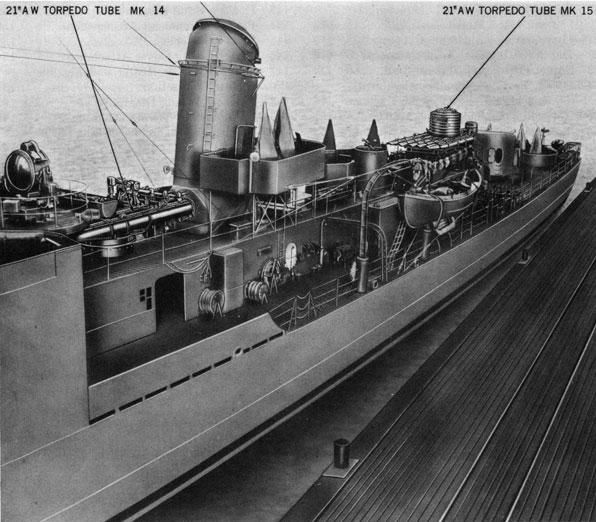
Figure 2-Torpedo Tube Mk 14.
two steel supporting rings. Running longitudinally at top center within each barrel is a T-guide slot, accommodating a T-guide on top of the torpedo, which guides the torpedo as it is launched.
Barrels differ only in attachments. The barrel proper is in three parts. The main barrel is flange-connected to the spoon to which is attached a spoon extension. The spoon extension provides an extension of the T-guide so that the torpedo may be controlled safely over the side of a vessel during launching. In its stowed position, the extension is folded back over the spoon.
BARREL ATTACHMENTS. The attachments include the firing mechanism, tripping latches, torpedo stops, topside gear of the training and torpedo control assemblies, and trainer's and gyro setter's seat. These are mounted on pads machined on the top outer surface of the barrels, on the T-guides. Life rails are attached to the, wing barrels. Rollers projecting through the bottom of the barrels aid in the loading and firing of torpedoes.
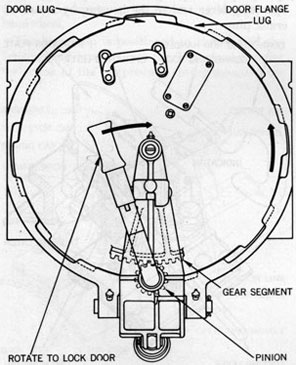
Door Mechanisms. Door flanges, against which doors seat tightly, are riveted in the breech end of barrels. Doors seat against the flanges and are held by clamps, or clamped by lugs seated to matching lugs by means of an operating handle and pinion. Some of the wing barrel doors are hinged at the side and swing out horizontally. Other doors are hinged and counterbalanced at the bottom and swing down to open.
Firing Mechanism. A firing mechanism is installed on top of the T-guide at the breech end of each barrel and provides a chamber for the impulse cartridge. A dome-shaped chamber also is provided for the expanding gases which are built up behind the torpedo to eject it from the barrel when the impulse charge is fired electrically or by percussion.
Electric Hydraulic Training Gear. The train power drive control consists of a vertical training shaft that extends downward, between the center and left-center barrels, from a hand-wheel mounting bracket, that mounts two training handwheels. By turning these handwheels, the operator trains the tube. The lower shaft is connected horizontally through gearing and a shaft with a pump housing (reservoir) secured to the underside of the barrels. This housing contains hydraulic oil, main hydraulic pump and auxiliary pump, hydraulic motor, and the gearing that turns a worm shaft which meshes with the training circle. An electric motor which drives the main and auxiliary hydraulic pumps is flange-connected to the outside of this housing. The hydraulic oil filter also is attached here. On Training Gear Mk 6 the automatic brake is located at this end, while on Training Gear Mk 7 the brake actuating cylinder and brake band are located at the opposite end of the worm shaft.
Power drive is available when the electric motor is turned on. The motor drives the hydraulic
3
Figure 3-Torpedo Tube Mk 15.
pump which transmits hydraulic fluid at high pressure to an hydraulic motor which, in turn, rotates the saddle through the system of shafts and gearing described above.
Handwheel rotation through the system of geared shafts controls the action of the hydraulic pump. If the power fails or is turned off, the shafting connects directly to the output gear train to permit manual training.
Tube Sight. A tube sight, combining features of a simple open sight and a standby director mechanism, is based on a platform on top of the handwheel mounting bracket of the training gear. The tube sight consists essentially of a small stand with index plate over which pivot two discs, one representing sight angle and the other, gyro angle. Two bars, the target bar and the torpedo bar, pivot over the face of the top disc. The target bar pivots about the center of the sight angle drum and the torpedo bar slides in the sight angle drum slot. Line of sight is along a "range rod," a sliding rod connecting the two bars.
Torpedo Controls. Torpedo controls consist of gyro, depth, and speed setting controls, torpedo course attachment, and indicator. The course, depth, and speed of torpedoes are set by the gyro, depth, and speed setting controls, through mechanical spindle engagement, just prior to firing.
The torpedo course attachment mechanically transmits gyro and tube train readings to dials on the torpedo course indicator, which faces the
trainer and gyro setter. The course indicator further electrically receives corrected director settings from the bridge. It indicates actual torpedo course and gyro angle settings, torpedo course order, gyro angle order, and actual tube train.
By a follow-the-pointer system of operation, trainer and gyro setter can match electrical settings originating in the director station on the bridge with readings received mechanically on the torpedo course indicator dials.
Blast Shield. A cylindrical steel shield on Torpedo Tube Mk 15 houses the area of operation and protects operators from the blast of nearby guns. Inclusion of the blast shield is the principal difference between Torpedo Tubes Mk 14 and Mk 15. The wall consists of an outer and inner shell of light gage, corrosion resistant steel welded to horizontal stiffener rings. The shallow conical roof also is double constructed with an access hatch in the center. Ports on the muzzle side of the wall are for vision and ventilation.
Firing and Lighting Circuits. The firing circuit consists of the firing (6PA) circuit proper and the ready light (6R) circuit. The circuit performs three functions. It transmits firing orders from director to tube mount, transmits ready signal from mount to director, and transmits the firing impulse from the director to the readied barrels. The 6R circuit is supplied directly by the 120-volt lighting system of the vessel and the 6PA circuit through a 20-volt transformer.
4
There is a separate circuit supplying current for illuminating the controls and instruments on the mount. Source of this current is the 115-volt battle lighting system of the vessel.
Heating Equipment. The torpedo tube steam heating system is designed to heat the training circle to keep its heavy lubricants relatively fluid, and to heat barrels in the vicinity of torpedo mechanisms. Heating enables the tube to operate effectively at low atmospheric temperatures.
Barrel heaters are in the form of insulated concave shells which conform to barrel contours and are mounted in opposed pairs along the sides of the barrels. There are two such pairs, or four heaters, for each barrel. Low pressure steam is piped to the shells which heat by contact. The training circle heater is a pipe encircling the saddle, attached below the training circle cover hold-down clips and the lower section of the worm gear housing to form a part of the same steam system as the barrel heaters. In the modification shown in BuOrd drawings 517613 and 517614, the heating system is an integral part of the training circle cover.
Torpedo Tube Data
ESTIMATED WEIGHTS
POUNDS
Average total weight on foundation:
Torpedo Tube Mk 14 and Mods
40,970
Torpedo Tube Mk 15 and Mods
42,010
Stand
3000
Saddle
3900
Barrels, including seat and life rails (five)
10,800
Door mechanisms (five)
650
Firing mechanisms (five)
740
Torpedo stops (five)
340
Training gear, including hydraulic oil
2400
Motor controller
70
Gyro and spread setting mechanisms
790
Tripping latch mechanism
80
Depth setting mechanism
260
Torpedo course attachment
170
Torpedo course indicator
70
Torpedo ready light panel and fire control instruments
50
Tube sight
30
Blast shield (Mk 15)
1040
Max. load at end of spoon at instant of release (one torpedo)
3500
TUBE DIMENSIONS (FIGURE 4)
FEET AND INCHES
Length overall
26'10.813"
Length of main barrel
14'10"
Length of spoon shell
7'1.45"
Length of spoon extension
4'2"
Distance from face of door joint to centerline of stand
10'6"
Height from centerline of barrel to blast shield hatch
6'1.75"
Opening radius of blast shield hatch
1'11"
Outside diameter of blast shield
6'6.475"
Height from deck to barrel centerline
2'8"
Outside diameter of stand
6'11"
Extreme height of Torpedo Tube Mk 14
7'6"
Extreme height of Torpedo Tube Mk 15
9'5.75"
Radius of interference circle with spoon extension down
16'4.52"
Radius of interference circle of nose of torpedo
12'8.84"
Radius of max. breech end interference circle with doors open
14'0.03"
Inside diameter of main barrels
1'9.15"
Diameter of barrel door
2'0.25"
Firing Order. Barrels usually are fired in the order: LEFT, RIGHT, LEFT-CENTER, RIGHT-CENTER, CENTER. This order has been established to maintain the tube mount in balance as nearly as possible if it becomes necessary to train with a load of less than five torpedoes.
Torpedo Data
Torpedo Mk 14 Mod 3A*.
Performance:
Speed, acceptance and service (knots):
Low power
32
High power
46
Range, acceptance and service (yards):
Low power
9000
High power
4500
Dimensions (inches):
Diameter
21
Length, overall, with warhead or exercise head
246
* Guide stud must be replaced by T-guide stud.
5
Figure 4-Torpedo Tube Dimensions and Interference Circles.
6
Weights (pounds):
Warhead with attachments, loaded ready for firing
950
Exercise head ready for firing
832
Air-flask section, empty
1062
Total air charge, 62° F., 2800 psi
256
Afterbody, complete with gyro, tail, and oil
781
Torpedo:
With warhead ready for war shot (approx.)
3185
With exercise head ready for exercise shot (approx.)
3071
Fuel
28.5
Water
83
Propulsion (Turbine):
Nozzles, conical, throat diameter (inches):
Low pressure (two)
0.261
High pressure (two)
0.261
Nozzles, working temperature (° F)
1550
Torpedo Mk 15.
Performance:
Speed, acceptance and service (knots):
Low power
26.5
Intermediate
33.5
High power
45.0
Range, acceptance and service (yards):
Low power
15,000
Intermediate
10,000
High power
6000
Dimensions (inches):
Diameter
21
Length, overall, with warhead or exercise head
288.1
Weight (pounds):
Warhead with attachments, loaded ready for firing, or exercise head ready for firing
1234
Torpedo, with warhead or exercise head, ready for war shot or exercise shot, (approx.)
3841
Air-flask section, empty
1256
Total air charge, 62° F., 2800 psi
326
Afterbody, complete with gyro, tail, and oil
854
Fuel
40
Water
131
Oil
39
Propulsion (Turbine):
Nozzles, conical, throat diameter (inches):
Low pressure (one)
0.306
Intermediate (two)
0.306
High pressure (two)
0.306
High pressure (three)
0.289
Nozzles, working temperature (° F.)
1450 to 1500
7
Chapter 2 OPERATION OF THE TORPEDO TUBE
General
Successful operation of the torpedo tube depends on many procedures. Operating procedures for loading torpedoes in the barrels, for setting the various torpedo controls, for tube training through follow-the-pointer action of the trainer, and for launching torpedoes by electrical or percussion firing are described in this chapter. Instructions also are given for procedures to be followed in case of misfire, power failure, and control malfunction. A check-off list is included in the instructions for securing the torpedo tube in its stowed position.
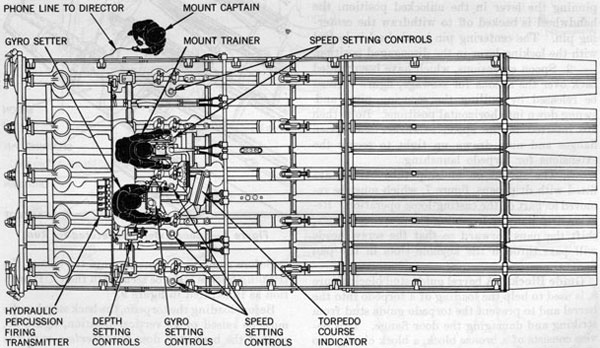
Personnel Stations. The tube mount personnel consists of a mount captain, a mount trainer, and a gyro setter. Stations for the tube mount personnel are illustrated in figure 5. Their duties are as follows:
1. The mount captain is in charge of the mount and stands on the deck near the torpedo tube. He is in contact by phone with the director at all times and changes torpedo speed settings on wing tubes as ordered. The trainer and the gyro setter set speed on the inboard tubes.
2. The mount trainer wears phones which are connected to the torpedo control circuit. He sits on the left side of the trainer's and gyro setter's seat. In addition to training the tube mount, he repeats all orders from control to the mount captain and the gyro setter.
3. The gyro setter sits on the right side of the trainer and sets torpedo depth, basic gyro angle, and spread gyro angles, matching follow the-pointer dials as directed. He also parallels electric firing with percussion firing.
Figure 5-Tube Personnel and Station Locations.
8
Preparation for Operation
Casting Loose. Before any casting loose operations are performed, the entire tube mount should be inspected carefully to make sure that there is nothing that would interfere with tube training.
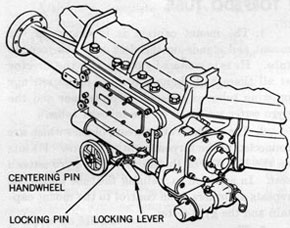
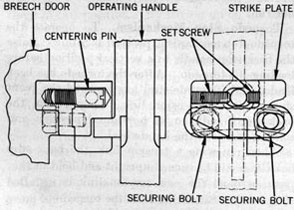
Figure 6-Releasing Mount Centering Pin.
1. Before the tube mount can be trained, the centering pin must be disengaged by removing the small locking pin, figure 6, and moving the locking lever back to its unlocked position. After pinning the lever in the unlocked position, the handwheel is backed off to withdraw the centering pin. The centering pin handwheel is locked with the locking lever in the disengaged position.
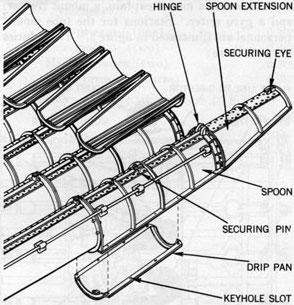
2. Spoon extensions, which have been folded back over the spoons for stowage, figure 7, must be released by pulling the securing pins, and swung down into horizontal positions. Bolts then are inserted in the spoon extension and spoon flanges and nuts drawn up tight to secure the extensions for torpedo launching.
3. The spoons on midship tube barrels are fitted with drip pans, figure 7, which must be removed as part of the casting-loose operation. Remove drip pans by loosening the securing screws; shift the pans forward so that the screw heads will pass through the keyhole slots in the pan flanges.
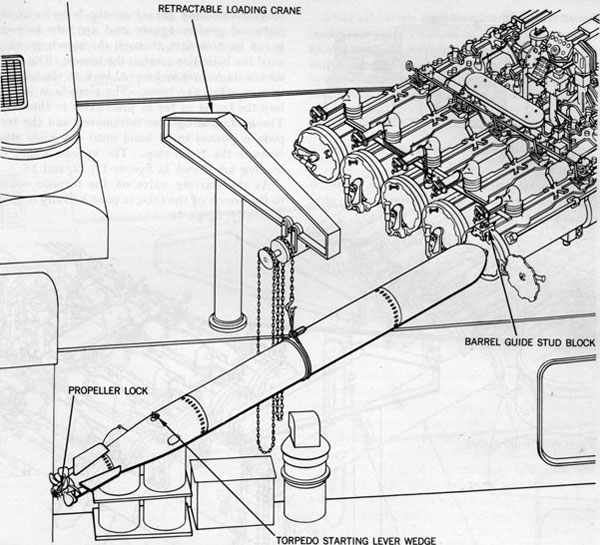
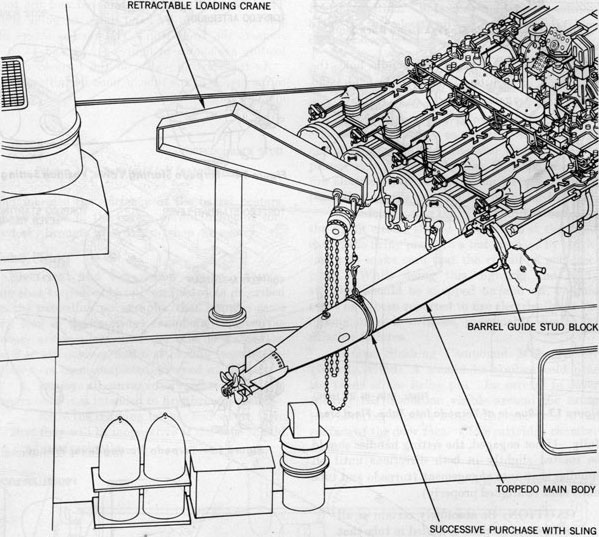
Guide Block. A barrel guide stud block, figure 8, is used to help the loading of a torpedo into the barrel and to prevent the torpedo guide stud from striking and damaging the door flange. This device consists of a bronze block, a block clamp, two clamp screws, and two adjusting screws. The
block and clamp are held together by their grooved joint and two flathead screws. They are fastened to the barrel flange by their clamping screws. The tapered slot in the block then is aligned accurately with the flange guide slot by the adjusting screws. This tapered slot aids in directing the torpedo guide stud into the barrel guide slot. The guide stud block always should be secured as the first step in preparation for loading. The block must be removed before closing the door.
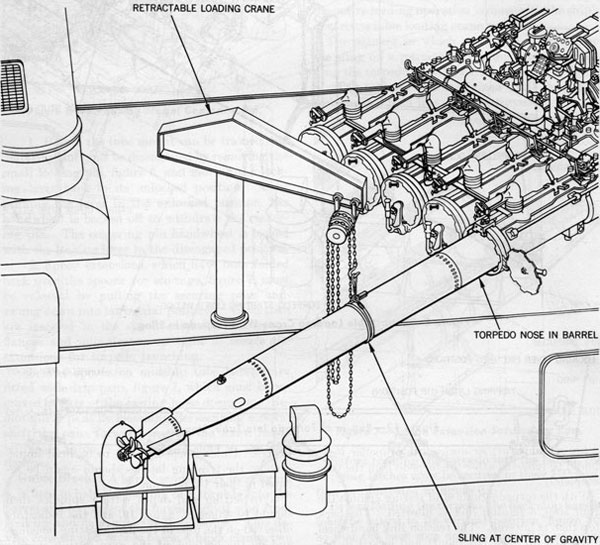
Loading Procedure. In loading torpedoes, a dock crane or the ship's ammunition crane is used to lift the torpedo onto the main deck from which it is hoisted by a davit or retractable lifting crane to the height of the torpedo tube. On some ships, the entire loading operation is done with the ship's own retractable loading crane.
The manner in which a torpedo is carried in the sling on a retractable loading crane for running the torpedo into the barrel is shown in figure 8. The torpedo tube is trained until the barrel to be loaded is in line with the torpedo.
Figure 7-Spoon Extension Secured for Run.
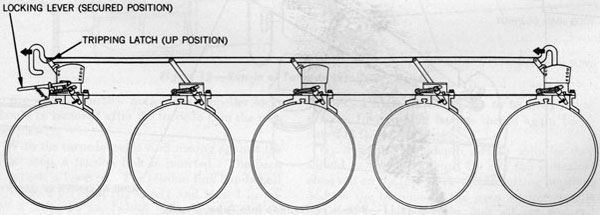
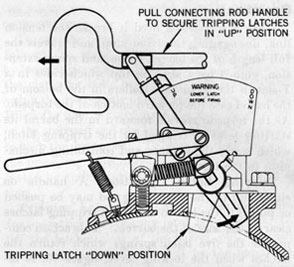
Before running the torpedo into the barrel, the tripping latches must be secured in their UP position as illustrated in figure 9.
Before loading the torpedo, the back stop handle must be raised to its vertical position, figure 10, so that the back stop does not interfere with the torpedo guide stud as the torpedo slides into the
9
Figure 8-Retractable Loading Crane With Torpedo in Sling.
Figure 9-Tripping Latches Secured for Loading.
370563 0-56-2
10
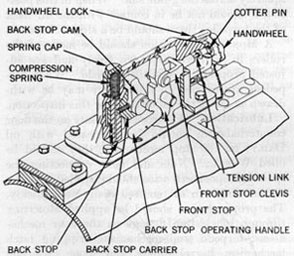
Figure 10-Torpedo Stops, Raising Back Stop.
tube. A lever, integral with the handle, holds the front stop in position as the torpedo guide stud comes to rest against it.
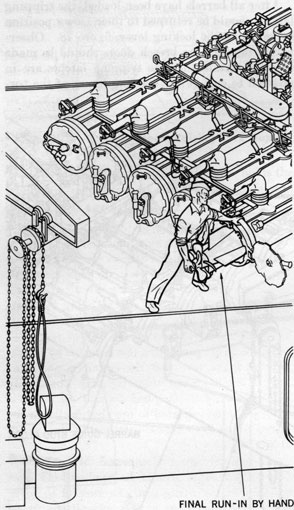
With the sling placed on the torpedo at its center of gravity (guide stud up), the torpedo is run in, nose first, through the breech opening until the hoist line touches the breech. The sling then is slacked off and moved back on the torpedo to take other purchases. The torpedo is loaded into the barrel as far as practicable in this way. The loading sling then is removed and the torpedo is pushed in by hand until the guide stud contacts the front stop. The various stages of loading are shown in figures 11, 12, and 13.
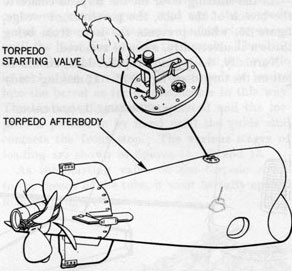
As the starting valve on the torpedo comes to the breech of the tube, it must be fully opened manually, figure 14.
Figure 11-Run-in of Torpedo Into Tube, Step 1.
11
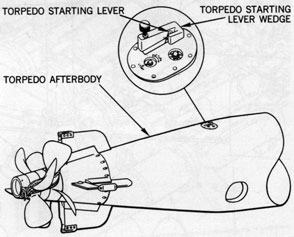
As the starting lever on the torpedo comes to the breech of the tube, the preventer or wedge, figure 15, which prevents the lever from being thrown inadvertently, must be removed.
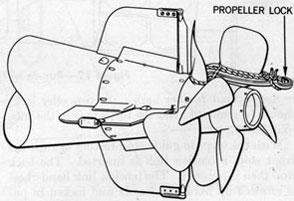
Normally, the torpedo propeller locks should be left on the torpedoes, figure 16. If making ready to fire without further notice, the propeller locks should be removed after the torpedo is in the tube completely.
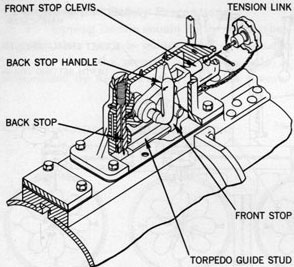
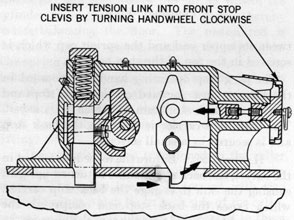
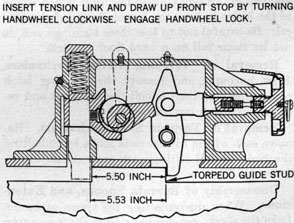
With the torpedo guide stud resting against the front stop, a tension link is inserted. The back stop then is lowered. The tension link handwheel is screwed up hard (by hand) and locked in position with the handwheel lock, figure 17.
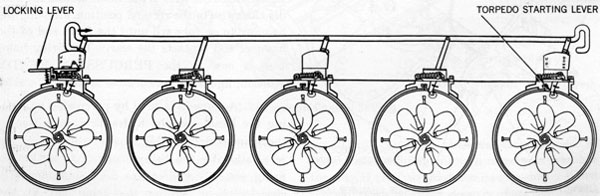
After all barrels have been loaded, the tripping latches should be returned to their DOWN position by releasing the locking lever, figure 18. Observation through the breech doors should be made to make certain that the tripping latches are in position to engage the starting levers of the torpedoes. Unless torpedoes are to be fired immediately, the tripping latches should again be secured in their UP position.
Gyro setting and depth setting spindles then should be engaged, figure 19, and the indicators observed on the tops of the depth setting housings and on the bottoms of the gyro setting spindle housings to make certain that all are engaged
Figure 12-Run-in of Torpedo Into Tube, Step 2.
12
Figure 13-Run-in of Torpedo Into Tube, Final Step.
fully. If not engaged, the setting handles should be rotated slightly in both directions until all spindles snap into engagement (torpedo and tube units must be aligned properly).
CAUTION: Be absolutely certain at all times when torpedo is loaded in tube that gyro angle setting and depth setting on torpedo and the tube are in coincidence.
All access covers and other brackets or housings which might permit powder gas to escape from the tube must be secure.
Muzzle covers, which fit under the spoon and spoon extension, should be installed. During cold weather operation, these covers prevent ice formation on the torpedo, spoon, and spoon extension
Figure 14-Torpedo Starting Valve, Position Setting.
Figure 15-Torpedo Starting Lever Wedge.
Figure 16-Torpedo Propeller Lock.
13
Figure 17-Tension Link Installation.
and increase the efficiency of the barrel heaters. Weak seams in the covers permit firing of torpedoes through the covers, when necessary.
Tube Firing
Electrical and Percussion Firing. Assuming that torpedoes have been loaded as described in the preceding paragraphs, that impulse cases are NOT in the cartridge chambers, that canvas covers are in place, that the tube is trained on zero or 180 degrees, and that casting-loose operations have been completed, proceed as follows:
1. Remove all canvas covers; leave the muzzle covers on if it is intended to fire through them.
2. Raise the tripping latches and secure them so that they will be inoperative if the tube should be fired inadvertently.
3. Train the tube outboard as far as practicable, while keeping the cartridge chambers accessible for loading.
4. Pull each firing hammer straight back and rotate 90 degrees to the left (counterclockwise viewed from the rear of the barrel), allowing the hammer rod to engage in its PERCUSSION SAFE position. This does not affect readiness to fire the tube electrically, as long as the cartridge chamber door is closed.
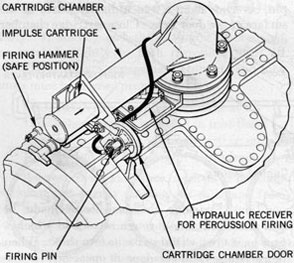
5. When loading an impulse case, first grasp the handle of the cartridge chamber door, unlatch it by a rotary motion away from the operator, and swing the door up and over to the right until the door is fully open. Now load the impulse case into the chamber as illustrated in figure 20 and close the cartridge chamber door. If a live primer is in the impulse case, the tube now will fire electrically when the firing circuit is closed, regardless of the position of the firing hammer.
6. Before closing the cartridge chamber door, the firing circuit should be checked at the front end of the firing pin with a test lamp, or by sparking it to make sure that the circuit is not energized. While doing this, lighting and ready switches should be snapped on and off, because tubes have been reported to fire electrically on the closing of such switches, presumably due to insulation failures.
7. Gun Slushing Compound MIL-G-18487 (NOrd), Grade A should be applied cold over the point of the firing pin. Be careful to cover entirely the insulation visible around the firing pin, covering about a 2-inch diameter area in the surface of the door face. Close cartridge chamber door.
Figure 18-Tripping Latches, Setting Position.
14
Figure 19-Gyro and Depth Setting, Spindle Engagement.
8. Now, train the tube mount in either MANUAL or POWER by follow-the-pointer to agree with orders from the director. Then lower the tripping latches.
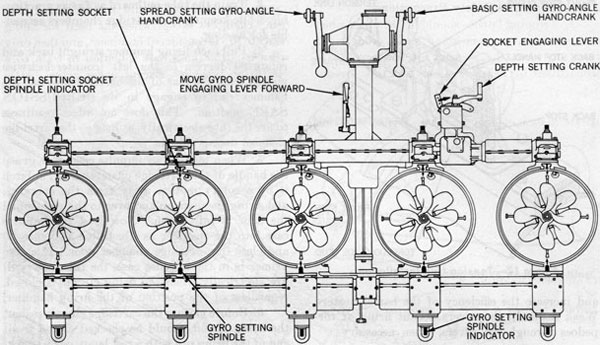
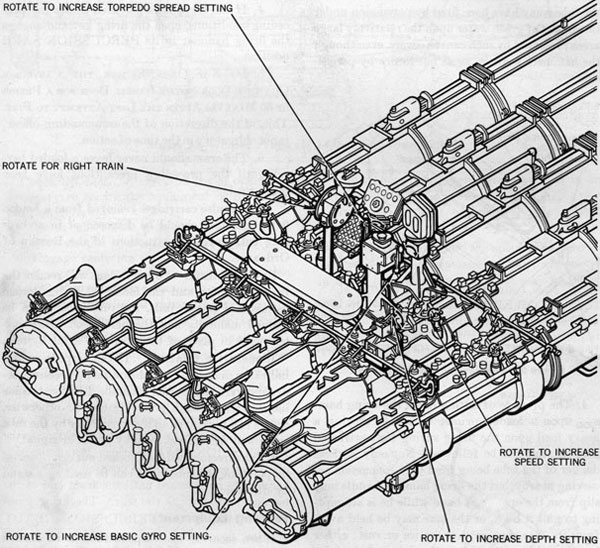
9. Torpedo spread and gyro angle, basic gyro angle and depth controls now are set by matching
Figure 20-Impulse Case Loading.
dials (follow-the-pointer) to the orders of the director. Speed settings are made by the tube captain for the wing tubes and by the mount trainer and gyro setter for the inboard tubes. Setting of the torpedo controls is illustrated in figure 21.
10. Disengage spindles and sockets.
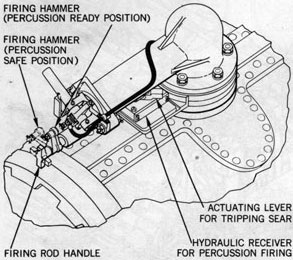
11. Prepare for percussion firing by grasping the firing hammer handle and pulling back slightly to release the detent which holds it in the PERCUSSION SAFE position. Rotate the handle clockwise to the vertical position, allowing the hammer to go forward until the front end of the hammer rod contacts the sear. The firing hammer is now in the PERCUSSION READY position, figure 22.
12. A torpedo is fired by percussion by pulling the handle on the hydraulic transmitter or the manual firing cable handle which trips the sear, allowing the firing hammer to strike the firing pin. Torpedoes are fired simultaneously electrically by closing the firing key at the director.
15
Operating and Safety Precautions
1. Tripping latches should not be down when in port, when work is going on at or near the tube, or when the security of the torpedo is jeopardized by heavy weather. If this precaution is observed, a torpedo, if launched inadvertently, by accidental firing or by failure of a stop mechanism or the guide-stud screws, will not run. If launched over the side, it should sink immediately, without arming the exploder.
2. Impulse cases should not be loaded into firing chambers except when the need for being ready to fire is considered imminent, and then only when it is the immediate intention to train to a safe firing bearing. Except under actual battle conditions, cartridge chamber doors should be open while training through sectors in which a torpedo, if fired, would strike its own ship. When the cartridge chamber door is open, neither the electrical firing system nor the percussion firing
Figure 21-Torpedo Control Setting.
16
system can fire the tube. However, the base of the primer is exposed and the impulse case can slide out of the chamber.
3. The practice of installing canvas covers on loaded firing chambers is considered hazardous, since accidental firings of torpedoes have been reported under circumstances which indicated that the tubes may have been fired by percussion under the impact of green water upon the relatively large areas presented by such canvas covers, even though the hammers were set so as not to fire by percussion.
Figure 22-Percussion Firing Hammer.
4. The practice of letting down the firing hammer upon a loaded primer to avoid carrying a heavy load upon the firing spring for protracted periods must not be followed. Not only is there danger of the tube being fired by a concussion occurring nearby, but the firing hammer handle may slip from the operator's hand while he is attempting to pull it back, or the sear may be held away from its engaging position by ice or rust; either case probably will result in the firing of the tube.
Casualty Operation
Misfire Procedure. A misfire must be assumed to exist, if upon firing, an impulse cartridge has failed to ignite and the torpedo has failed to be ejected from the barrel. In this case observe the following procedure:
1. Keep the tube mount trained in a safe direction.
2. Keep the breech doors on the cartridge chamber and the barrel fully closed.
3. Continue attempts to fire both electrically and by percussion at the discretion of the tube captain.
4. If the torpedo is not fired under the preceding conditions, open the firing key and engage the firing hammer in its PERCUSSION SAFE position.
5. DO NOT OPEN EITHER THE CARTRIDGE CHAMBER DOOR OR THE BARREL DOOR FOR A PERIOD OF 30 MINUTES AFTER THE LAST ATTEMPT TO FIRE. This, at the discretion of the commanding officer, is not obligatory in the time of action.
6. The crew should never leave a loaded barrel until the preceding precautions have been performed.
7. Impulse cartridges removed from a loaded firing chamber should be disposed of in accordance with current instructions of the Bureau of Ordnance.
Power Failure. Power failure will render the training motor and the electrical firing system useless. If power fails, the tube mount can be trained manually and the percussion firing system used in place of the electrical firing system.
Inoperative Controls. If the torpedo course indicator dials, which indicate torpedo course order and gyro angle order from the director, become inoperative through power failure or otherwise, orders can be relayed to the gyro setter by the tube captain as he receives them by phone or signal.
If the director itself is knocked out or otherwise inoperative, the tube sight can be used as a stand by director.
Securing Equipment
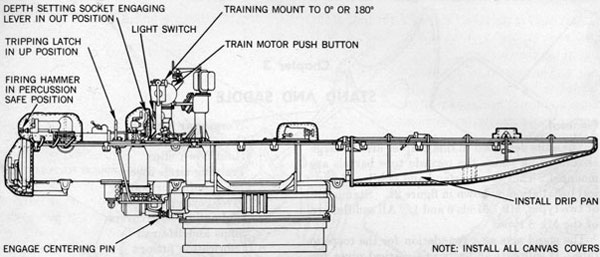
When securing the torpedo tube in its stowed position, the mount must be trained to zero or 180 degrees and the electric hydraulic drive stopped. The centering pin should be engaged, spoon extensions folded back if necessary, and secured, all controls set at their stowed positions, all circuits de-energized, and canvas covers secured in place. Secured arrangements of the tube are illustrated in figure 23.
Check-Off List. A check-off list of operations necessary to secure the equipment in its stowed position follows:
Train tube mount to zero or 180 degrees.
Stop electric hydraulic training motor.
Engage centering pin.
Secure tripping latches in their UP position.
De-energize all circuits.
Remove impulse cartridges, if loaded.
Set firing hammers in their PERCUSSION SAFE position.
Make sure spindle-engaging lever is in its OUT position.
Make sure socket-engaging lever is in its OUT position.
Fold back and secure the spoon extensions, if required. Spoon extensions normally are stowed in down (extended) position, but may be folded back and secured.
Install drip pans.
Install and secure canvas covers.
18
Chapter 3 STAND AND SADDLE
General
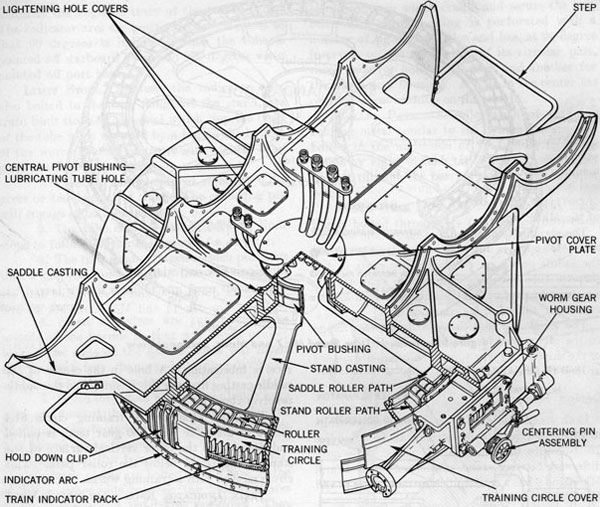
The units described in this chapter are the large assemblies on which the torpedo tube barrels are mounted. They are the stand and saddle. A typical installation is shown in figure 24. Stands are of two types, Mk 7 Mods 0 and 1. All saddles are of the Mk 8 type.
The stand acts as a foundation for the torpedo tube. It supports and acts as a vertical pivot for the saddle on which the remaining parts of the torpedo tube revolve. The saddle supports the five barrels, part of the training gear, and all the remaining torpedo tube components.
The stand is bolted through the bottom flange to the structural foundation, built on the deck of the ship, with forty 3/4-inch bolts equally spaced around the stand's perimeter.
Design Features
Both stand and saddle are large steel castings to which other components are attached. Saddles are basically the same for all units. The only difference between stand assemblies is that Stand Mk 7 Mod 0 has a train indicator rack while Stand Mk 7 Mod 1 does not.
Components
Each assembly consists of the following principal units and assemblies as illustrated in figure 24.
Stand
Stand casting
Stand bearings
Pivot bushing
Training circle
Train indicator rack
Train indicator arcs
Limit stops
Centering pin latch plates
Saddle
Saddle casting
Roller path
Worm gear housing
Centering pin
Hold down clips
Training circle covers
Train indicator pointer
Pivot cover plate
Lightening hole covers
Steps and life rail
Lubrication fittings
Physical Characteristics
Weights, dimensions and other related data are the same for Mk 14 and Mods and Mk 15 and Mods, as follows:
DIMENSIONS
INCHES
Stand:
Base diameter
83.0
Height
18.4
Saddle:
Length
85.50
Width
121.73
Height
18.15
Pivot bushing:
Height
4.5
Diameter, outside
16.0
Training circle:
Diameter
81.4
Pitch diameter
80.0
Indicator rack pitch diameter
81.0
WEIGHTS (ESTIMATED)
POUNDS
Stand casting
2000
Stand and components
3050
Saddle
3280
Component Arrangement
The saddle, supported by roller bearings, revolves on the top surface of the stand, which is stationary. Driven by its worm gear meshing with the training circle (a fixed circle of gear teeth encompassing the stand) , the saddle forms a revolving platform for the tube barrels, moving them through their arc of train.
19
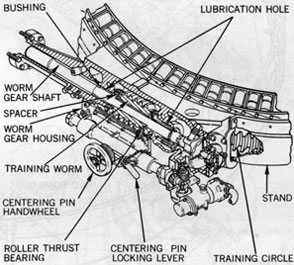
Figure 24-Stand and Saddle, Left Front View.
Component Description
Stand.
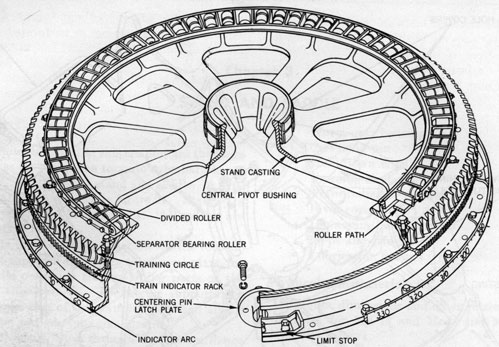
STAND CASTING. The stand, figure 25, is a steel casting in the shape of a wheel 83.0 inches in diameter at its base and 18.4 inches high.
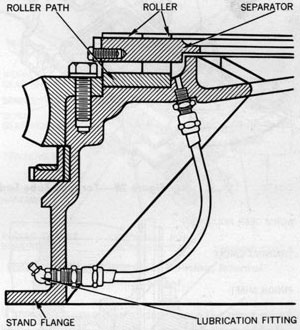
STAND BEARINGS. The outer edge of the stand's upper surface consists of a roller path, figure 26, of ground and polished trunnion bearing metal 3/4-inch thick and 3.23-inches wide. Sixty of the 72 rollers on this roller path are solid aluminum bronze cylinders divided into two sections, 1.49 r. and 1.74 inches long, respectively, and 2 inches in diameter. These free rolling bearings are separated and secured by a bronze separator.
The separator consists of two concentric metal rings or hoops, one circling the inner circumference of the roller path integral with the stand and the other circling the outer circumference of the path. It is bolted to the inner circle by sections separating the rollers. Equally spaced among the other rollers are 12 solid bevel-end trunnion or gudgeon-mounted rollers of aluminum bronze, whose secondary function is to support the outer ring of the separator.
PIVOT BUSHING. A pivot bushing of manganese bronze, 16 inches in diameter and 4.5 inches high, is shrunk on the stand casting at top center, a position corresponding to the hub of a wheel. The outer surface of this bushing is grooved to
20
Figure 25-Torpedo Tube Stand Mk 7 and Mods, Sectional View.
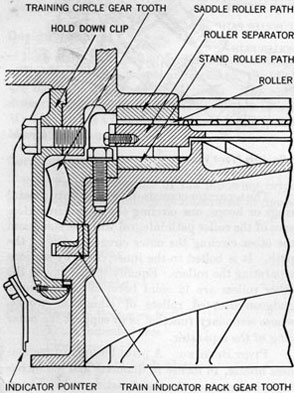
Figure 26-Stand and Saddle Assembled,
Sectional View.
receive lubrication. A hole in the center of the saddle casting fits over this bushing and the saddle revolves about it.
TRAINING CIRCLE. A training circle 81.4 inches in diameter with 180 gear teeth is bolted and doweled to the outer vertical surface of the stand immediately below the roller path. This circle meshes with a training worm.
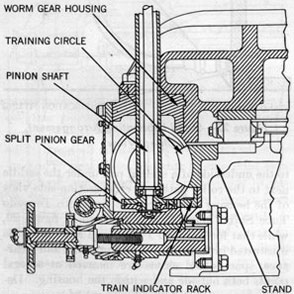
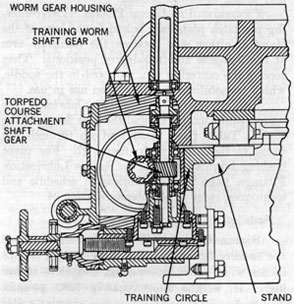
TRAIN INDICATOR RACK. On Stand Mk 7 Mod 0, keyed below the training circle is another narrower circle of phosphor bronze called the indicator rack. This circle is 81 inches in pitch diameter. The indicator rack contains 810 teeth which mesh with a split pinion at the lower end of the vertical shaft of the torpedo course attachment. When training, the shaft is turned by means of this rack operating the torpedo course indicator. On Stand Mk 7 Mod 1, instead of the indicator rack there is a helical gear at the end of the worm shaft which engages a corresponding gear at the end of the vertical shaft.
TRAIN INDICATOR ARCS. Bolted to the base of the stand are two phosphor-bronze indicator arcs forming an interrupted circle around the stand. One arc is graduated from 30 degrees to 150 degrees and the other from 210 degrees to 330 degrees. A pointer, adjustably bolted to the saddle,
21
indicates the angle of train of the torpedo tube. The indicator arcs are positioned on the stand so that 90 degrees is indicated when the tube is pointed off starboard beam and 270 degrees when pointed off port beam.
LIMIT STOPS. Between the indicator arcs, also bolted to the base flange of the stand, are train limit stops of cast steel which stop the train of the tube when engaged by a lug on the bottom of the worm housing of the saddle. These limit stops should be so set that:
1. The tube can be secured at either 0 degrees or 180 degrees of train. The centering pin will engage in both positions.
2. The tube can be trained between limit stops to follow the normal orders of a director.
3. The tube can be trained to such positions that a torpedo can be loaded into the breech of any barrel with a straight run from the torpedo loading davit.
4. When torpedoes are run toward the muzzle of the barrels so that war heads project beyond the ends of the spoons, these war heads may be slung from the torpedo loading davit and removed from the torpedoes.
5. When torpedoes without war heads have been run toward the muzzle of the barrels, war heads may be brought up on the loading davit and joined to the torpedoes.
CENTERING PIN LATCH PLATES. Two centering pin latch plates are bolted to the base of the stand at either side between the indicator arcs at the 0-degree and 180-degree positions. They receive the centering pin, mounted in the saddle, which immobilizes the tube when not in use.
Six lubrication fittings for lubricant are spaced equidistantly around the base flange of the stand. Tubes from these lead up through the stand to the roller path, figure 27. For pivot bushing lubrication, refer to Saddle Lubrication Fittings, page 24; for lubrication schedule and techniques, refer to Maintenance, page 24.
Saddle.
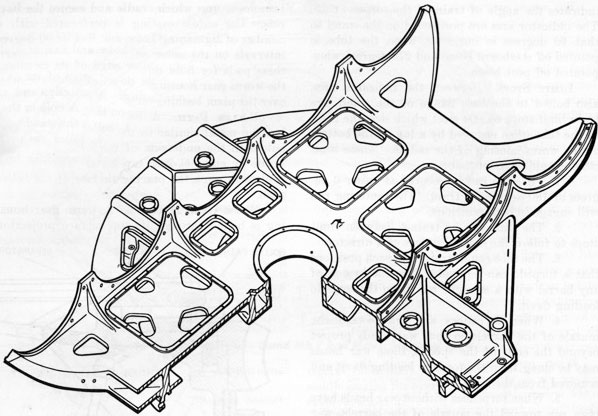
SADDLE CASTING. The basic component of the saddle, figure 28, is a steel casting 121.73 inches wide, 85.50 inches long, and 18.15 inches high. It weighs approximately 3280 pounds. The underside is provided with a circular roller path to cover the roller bearings in the roller path of the stand. There are two parallel rows of
projections on top which cradle and secure the barrels. The saddle casting is perforated with a number of lightening holes and has, at 90-degree intervals on the outer edge of its circular part, three pads for hold down clips and another for the worm gear housing. A hole in the center fits over the pivot bushing on the stand.
ROLLER PATH. A roller path of trunnion bearing metal similar to the one on the stand is bolted to the underside of the saddle from the inside by eight 5/8-inch tap bolts. These do not project through the bearing surface of the roller path.
WORM GEAR HOUSING. A worm gear housing is bolted through its top surface projection
to the underside of a special pad under the saddle next to the roller path. A cross section side view of the housing used in conjunction with Torpedo Tube Stand Mk 7 Mod 0 is shown in figure 29, while that for Torpedo Tube Stand Mk 7 Mod 1 is illustrated in figure 30. For alignment and clearance, spacers and shims are inserted at several points both outside and within the housing. Details of spacer and shim adjustment of worm gear and housing are described under Adjustments, page 26.
22
Figure 28-Torpedo Tube Saddle Mk 8 Mod 0, Sectional View.
Figure 29-Torpedo Tube Stand Mk 7 Mod 0, Torpedo Course Attachment Take-off, Sectional View.
Figure 30-Torpedo Tube Stand Mk 7 Mod 1, Torpedo Course Attachment Take-off, Sectional View.
23
The worm gear shaft, figure 31, is mounted in bronze bushings one of which is provided with a longitudinal adjustment to remove lost motion of the worm. This adjustment also is described in detail under Adjustment. The shaft is made of aluminum alloy steel. The worm is of aluminum bronze. For details on worm gear and shaft assembly refer to chapter 6.
CENTERING PIN. A centering pin, mounted horizontally in the bottom of the worm housing, locks the torpedo tube in its stowed position by engaging the latch plate bolted to the stand. It is composed of a pin or bolt of corrosion resisting steel 2.25 inches in diameter, a handwheel and screw, a bearing, a gear wheel, a locking lever, and a locking pin. The handwheel screws the pin into the latch plate hole. The locking lever is swung over to engage the gear wheel acting as a ratchet so that the pin assembly may not back off, accidentally disengaging the centering pin. The locking pin, secured by a small lanyard chain to the lever, is inserted in the lever locking hole to keep the lever in the locked position.
When preparing to train again, the small locking pin is removed, the lever is moved back to the unlocked position and pinned. The hand-wheel then is free to turn, disengaging the centering pin. The lever is then moved to the locked position and pinned.
HOLD DOWN CLIPS. Bolted and keyed to flanges at the outer edge of the base of the saddle are three hold down clips, 90 degrees apart. These are shown in figure 32. Together with the worm housing they secure the saddle to the stand at four equidistant points. These hold down clips are broad steel bands flush with the training circle covers and extend vertically down over the training circle and indicator rack and under the annular flange on the stand. They keep the saddle from tilting when torpedoes are being loaded or fired. A working clearance between clip ends and stand flange allows training without binding. Liners and shims at the edges under the flange assure the clearance and are described in detail under Adjustment, page 26.
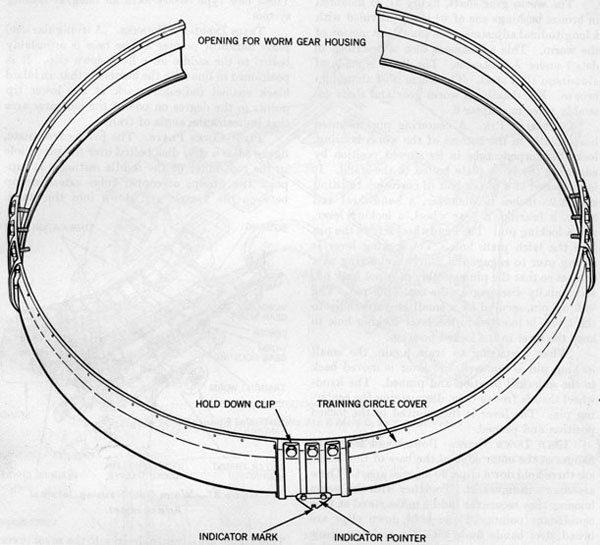
TRAINING CIRCLE COVERS (FIGURE 32). Training circle gear teeth are protected by four light steel covers, each segment bolted to the lower surface of the saddle. If replacement of training circle covers is necessary, the modification shown in BuOrd dwgs 517613 and 517614 should be used.
These new type covers have an integral heating system.
TRAIN INDICATOR POINTER. A triangular steel plate indicator pointer at the base is adjustably bolted to the saddle on a hold down clip. It is positioned in line with the barrels so that an inlaid black enamel indicator mark at the lower tip points to the degree on one of the indicator arcs that indicates the angle of train.
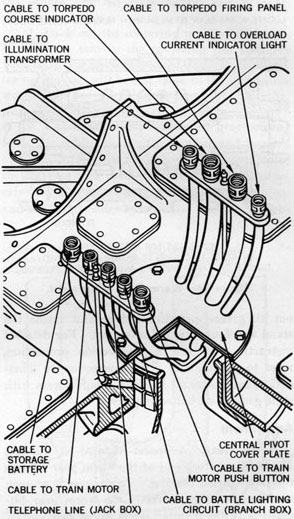
PIVOT COVER PLATE. The pivot cover plate, figure 33, is a steel disk bolted over the pivot hole in the top center of the saddle casting. It supports two groups of copper tubes extending up between the barrels and down into the stand.
These tubes are silver soldered into the pivot cover plate and into retaining plates at the top and also to another retaining plate where they converge below the pivot cover plate within the stand. The tubes terminate in threaded couplings. The purpose of this assembly is to protect and lead electrical wiring through the deck.
LIGHTENING HOLE COVERS. A number of lightening holes are provided in the saddle casting and these are covered with steel plates to keep out water. The plates are fitted with gaskets and are bolted down. Four large and four small square plates cover the inner lightening holes while triangular and disk shaped plates cover the outer holes.
24
Figure 32-Hold Down Clips and Training Circle Covers.
STEPS AND LIFE RAIL. As an aid for the crew
to mount the saddle or to work along the barrels, steel pipe life rails are secured to the outer side of the wing barrels and spoons. Steel rail steps bolted between the barrel supporting rings also are provided.
LUBRICATION FITTINGS. These are located on right and left retaining plates on either side of the center tube. They supply lubricant to the central pivot bushing. A covering plate on the worm housing may be removed for lubricating the worm. Training circle covers may be removed for
lubricating training circle rollers and roller path, but oil access holes with bolted covers are provided for limited inspection and periodic lubrication, chapter 12.
Maintenance
Inspection. DAILY, train torpedo tube through full arc of train. See that the indicator pointer on the indicator arcs coincides with the readings of the gyro setting dials. If the tube does not train freely, adjust it or report to proper authority.
25
WEEKLY, or after 30 hours of operation, inspect for corrosion.
QUARTERLY, or after 120 hours of operation, remove covers of worm gear housing and training circle and inspect. Remove cover plate at the end of the worm housing and inspect the brake unit. Make certain there is no oil on the brake drum or the brake band, chapter 6. Inspect training rollers. The outer rim of the roller separator is removable by sections to permit access to the rollers. To inspect all rollers, it is necessary to train the tube. Do not train unless all sections of the outer rim of the roller separator are in place.
APPROXIMATELY EVERY 18 MONTHS, if practicable, during a docking period where lifting facilities are available, lift the saddle with barrels to the limit of slack of the electric cables. Remove only the torpedo course indicator and attachment, chapter 7, the training gear, chapter 6, hold down clips, and training circle covers. Use a sling with strong back so there will be no tendency to force the barrels together when lifting. Do not disconnect electrical cables unless special conditions make it necessary for the saddle to be lifted higher than cable slack allows. Generally the saddle may be lifted just enough to give access to the rollers and can be supported there by placing heavy wooden blocks under the barrels. Perform saddle lifting operation only at dock or when the sea is calm. Thoroughly inspect roller paths, rollers, and separator and make a thorough visual inspection of the electric cables.
Lubrication. DAILY, or after 4 hours of operation, lubricate central pivot bushing while mount is in train.
WEEKLY, or after 30 hours of operation, clean and lubricate all exposed gearing and all bearings. Remove lubrication access hole covers on training circle covers and coat training circle wormwheel with prescribed lubricant.
MONTHLY, or after 120 hours of operation, lubricate centering pin assembly. Remove covers and brush lubricant on rollers and path. Six fittings also are provided for lubrication of roller and roller path. At this time also, on Stand Mk 7 Mod 0, lubricate the training indicator rack. Lubricate while tube is in train in order to reach all the rollers.
QUARTERLY, remove covers of the worm gear housing and the training circle. Clean and
370563 0-56--3
thoroughly lubricate. Swab out old and add new lubricant.
EVERY 18 MONTHS when the saddle is lifted, clean and lubricate rollers, roller paths, and separator. For designated lubricants, the various lubrication points, and schedule of application, refer to lubrication charts in chapter 12.
Figure 33-Pivot Cover Plate and Electrical
Conduits.
Exercise. DAILY, train torpedo tube through full arc of train.
Preservation. Lubrication instructions for all stand and saddle components and assemblies are provided in chapter 12 and should be followed carefully to prevent corrosive effects from the sea and varying weather conditions as well as the
26
wear that comes through friction and metal-to-metal contact. Materials specifically for lubrication, specifically for corrosion protection, and others combining these properties, have been authorized for use on stand and saddle.
EVERY 18 MONTHS when saddle is lifted, clean out all foreign material which may have accumulated within the stand and foundation. Clean
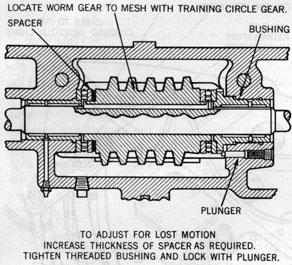
Figure 34-Worm Gear Adjustment.
out all grease and dirt and repaint inside the stand and foundation if necessary. For detailed instructions on rust and corrosion prevention, refer to chapter 12. After inspection or lubrication, make sure all lightening hole covers with their gaskets are bolted in place.
Adjustment
Worm Gear. A spacer is used at the left (hydraulic motor) end of the worm gear next to the roller thrust bearing. This spacer is of such thickness to align correctly the worm gear laterally with the training circle worm gear.
At the opposite (right) end, the worm gear shaft revolves in a bushing threaded in the casting. The bushing's inner end forms a notched flange abutting the worm thrust bearing. This flange can be turned tight against the thrust bearing to take up lost motion. A spring-activated plunger underneath engages the notches holding the bushing in adjustment. These adjustments are shown in figure 34.
Worm Gear Housing. Adjustments may be made at several points, as follows:
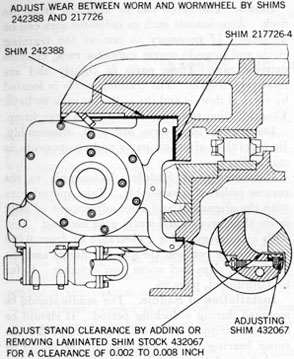
1. Vertical adjustment of worm to worm-wheel is accomplished by shimming the worm housing at the top where it is bolted to the saddle.
2. To make the in-and-out adjustment of worm to wormwheel, there is a depression in a projection of the saddle pad to which the worm gear housing is bolted that accommodates a projection of the worm gear housing. By shimming here between these two projections (the saddle pad projection and the worm gear housing projection) a slight adjustment can be made.
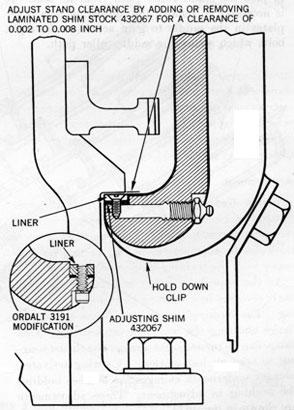
3. An adjustment for working clearance between the worm gear housing and the stand is made at the bottom of the housing where it projects under an annular flange on the stand beneath the training circle on Stand Mk 7 Mod 1 and beneath the train indicator rack on Stand Mk 7 Mod 0. The clearance should be 0.002 to 0.008 inch between the top of this lower housing projection and the bottom of the stand flange. This tolerance is provided by means of laminated brass shim stock, each lamination 0.002 inch thick.
Shims, punched or drilled with 3/4-inch holes, are placed in a milled depression in the edge of this housing projection at a thickness to provide the clearance.
A strip of phosphor-bronze liner, with a ground and polished bearing surface, has holes corresponding to the holes in the shims. It is placed on top of the shims along the milled depression. This is screwed with countersunk tap screws through the shims into the housing. The liner has a grease groove cut longitudinally at the center of its bearing surface. This adjustment is illustrated in figure 35. According to NAVORD ORDALT 3191, the liner is held in place by an Allen-head screw, as shown in the insert on figure 36.
Hold Down Clips. Shims are adjusted at the lower inner edge of the hold down clips, where they almost are tangent to the annular flange on the stand, in exactly the same manner as the lower shim adjustment described for the worm gear housing. Here, too, there is a milled depression in the hold down clip for the shim stock and liner, and the clearance between worm gear housing and. the stand's annular flange should be the same, between 0.002 and 0.008 inch. This adjustment is illustrated in figure 36. The insert on this figure
27
Figure 35-Worm Gear Housing Adjustment.
shows the change accomplished by NAVORD ORDALT 3191, which substitutes an Allen-head screw to hold down the liner.
Disassembly and Reassembly
Saddle. After removing the torpedo course indicator and attachment, the training gear, the hold down clips, and the training circle covers as described under the 18-month inspection, disconnect electrical cables and lift saddle free of stand. Then proceed as described in the following paragraphs.
When dismantling a saddle, remove other components in the following order:
1. Torpedo course indicator
2. Blast shield (on Tube Mk 15 and Mods)
3. All electrical cables and equipment
4. Gyro setting mechanism
5. Firing mechanism
6. Tripping latches
7. Trainer's and gyro setter's seat
8. Mounting brackets for the ready light indicator panel
9. Speed setting mechanism
10. Torpedo stop mechanism
11. Electric hydraulic training gear
12. Barrel and training circle heating system
13. Barrel flanges and barrels.
Disconnecting and dismantling procedures for these components are described in other chapters.
To remove the training worm gear housing from the saddle (BuOrd dwgs 315151 and 315155), proceed as follows:
1. Back out the centering pin its full travel. Unbolt and remove the centering pin assembly with all parts contained and attached. The centering pin key will be left loose in the hole in the worm gear housing which encloses the centering pin. Do NOT LOSE THIS KEY.
2. Unbolt and remove the worm gear housing from the saddle, noting the number and location of all shims, because the successful reassembly of the training gear upon the tube depends on properly locating the training worm up-and-down, in-and-out, and sideways. This housing weighs
Figure 36-Hold Down Clip Adjustment.
28
several hundred pounds and should be supported while being unbolted.
3. Remove training circle covers and hold down clips.
4. Remove the central pivot cover plate that contains the wiring tubes in which the electrical cables pass up through the saddle.
5. Lift and remove the saddle. Do not let any hard object contact the roller path.
6. Remove the split rollers (those without trunnions) from their pockets in the roller separator.
7. Remove the separator as a unit with outer ring segments and separator-supporting rollers (those with trunnions) left in place. Be very careful when handling this separator assembly to prevent it from being bent or sprung. Do not stow it on edge and place it only on a clean, flat, and dry (or oily) surface.
Do not remove roller races from stand or saddle unless absolutely necessary. Use 3/4-inch-diameter 10-thread (per inch) bolts of proper length to jack the stand roller path from its seat. It is necessary to remove the lightening hole cover plates in the saddle to gain access to the eight bolts which secure the saddle roller path.
Stand. The stand can be unbolted from the deck. Attachments such as indicator arcs can be unbolted. If necessary to remove the training circle and torpedo course indicator rack, exercise extreme care. These parts fit tightly and are relatively fragile. The training circle is located by vertical dowels and the indicator rack by keys. Therefore they must be lifted or pried straight up.
Reassemble in reverse order of disassembly. Be careful to align all parts and components as originally.
Reassembly of Saddle. Reassemble in the reverse order of disassembly. Take special care with the alignment and shim adjustment of hold down clips, worm, and worm gear housing. Test with a feeler gage for a clearance of from 0.002 to 0.008 inch between the annular flange and the hold down clips and worm gear housing. Refer to Adjustment, page 26.
Installation of Saddle. The saddle should be mounted during a docking period. It should be mounted stripped of attachments except for the roller bearing path. The hole in the center is guided carefully over the central pivot bushing on the stand and the saddle is lowered on top of the rollers. The saddle then is reassembled.
29
Chapter 4 BARRELS AND DOOR MECHANISMS
General
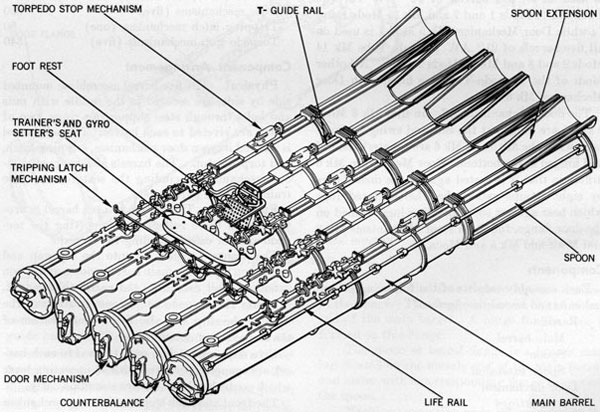
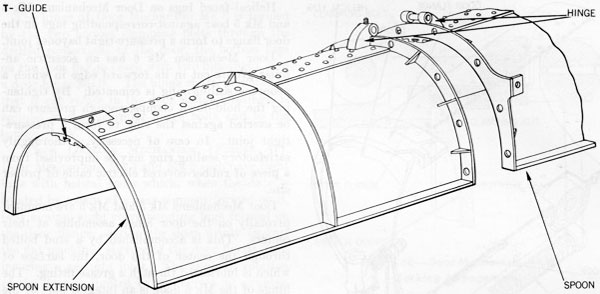
The barrel assembly consists of a main barrel, spoon, and spoon extension, each with a T-slot guide on top, running its entire length. A door, with latching mechanism, is attached to each barrel at the breech end. A tripping latch mechanism and torpedo stop mechanism are secured to each barrel. The general arrangement of the Torpedo Tube Barrel Mk 5 and Mods; Door Mechanism Mk 3 Mods 0 and 1, Mk 5 Mods 0 and 1, Mk 6 Mod 0; Tripping Latch Mechanism Mk 3 Mod 4; Torpedo Stop Mechanism Mk 3 Mod 0, as described in this chapter, are shown in figure 37.
Each barrel, closed at the breech end by its door mechanism, provides an expansion chamber
in which the impulse gases are built up behind the torpedo. The barrel, with its T-slot, confines the torpedo to a fixed direction and prevents it from striking the deck of the ship when launched into the sea. A tripping latch is provided on each barrel to start the torpedo's engines by engaging and tripping the starting lever of the torpedo as it begins to move forward in the barrel. Movement of the torpedo, until it is fired, is prevented by the torpedo stop mechanism.
The five barrels are mounted side by side in the saddle. Two supporting rings of steel are riveted on each barrel between the flanges to provide a means of bolting the barrels to the saddle. The barrels are arranged right, right-center, center, left-center, and left, as illustrated in figure 37.
Figure 37-Torpedo Tube Barrels Mk 5 and Mods, Right Rear View.
30
Design Features
Each main barrel is fitted with access openings with covers for making adjustments on the torpedo controls.
The spoon extension is hinged on the spoon which is attached to each barrel. When the extension is not in use it can be folded back over the spoon and secured with a pin, thereby occupying less deck space than in the ready-to-fire position.
Design Differences. All five barrels essentially are identical and differ only in the doors, brackets, and assemblies which are attached to them.
Door Mechanism Mk 3 Mod 0 is fitted on the right-hand barrel and Door Mechanism Mk 3 Mod 1, made to the opposite hand, on the left-hand barrel; Torpedo Tube Door Mechanism Mk 5 Mod 0 is used on all three center barrels of 21" AW Torpedo Tube Mk 14 Mods 0 and 11 and Mk 15 Mods 0, 6, and 11. Door Mechanism Mk 5 Mod 0 is used on all five barrels of 21" AW Torpedo Tube Mk 14 Mods 1 and 7 and Mk 15 Mods 1 and 7; while Door Mechanism Mk 5 Mod 1 is used on all five barrels of 21" AW Torpedo Tube Mk 14 Mods 2 and 8 and Mk 15 Mods 2 and 8. All other Mods of the Torpedo Tube are fitted with Door Mechanism Mk 6.
The door mechanisms differ in that Mk 3 Mods 0 and 1 are hinged at the side and swing horizontally while the Mk 5 and Mk 6 are counterbalanced and hinged at the bottom. Door Mechanism Mk 6 differs in that it is seated against the door flange by eight clamps rather than helical-faced lugs which bear against corresponding lugs formed on the door flange, found on Door Mechanisms Mk 3 and Mods and Mk 5 and Mods.
Components
Each assembly consists of the following principal units and assemblies, figure 37:
Barrels
Main barrel
Spoon
Spoon extension
Door mechanism
Barrel fittings
Tripping latch mechanism
Torpedo stop mechanism.
Physical Characteristics
Weights, dimensions, and other related data are the same for Mk 14 and Mods and Mk 15 and Mods, as follows:
DIMENSIONS
INCHES
Main barrel:
Steel plate thickness
0.21
Inside diameter
21.15
Top gap for T-guide, width
2.25
Overall length
178.00
Spoon:
Steel plate thickness
0.238
Inside diameter
21.15
Overall length
85.45
Spoon extension:
Steel plate thickness
0.238
Inside diameter
21.15
Overall length
50.0
Door:
Diameter
24.25
WEIGHTS (ESTIMATED)
POUNDS
Barrels (five), incl. seat and life rails
10,800
Door mechanisms (five)
650
Tripping latch mechanism (one)
80
Torpedo stop mechanisms (five)
340
Component Arrangement
Physical. The five barrel assemblies, mounted side by side, are secured to the saddle with nuts and bolts through steel supporting rings, two of which are riveted to each barrel. To each barrel is secured its own door mechanism, tripping latch, and torpedo stop. The barrels also support various mechanisms including the seat for the tube trainer and the gyro setter.
Functional. The bottom of each barrel is provided with three rollers for supporting the torpedo and for ease of loading the torpedo.
The bronze T-guide, set into the top gap and riveted on top of the main barrel, spoon, and spoon extension, and extending the entire tube length, supports the torpedo to prevent it striking the deck of the ship and also to prevent rotation of the torpedo during launching.
Five tripping latches, one attached to each barrel, are connected by a rod with an operating lever which controls all five latches simultaneously.
The front and back stops on the stop mechanism attached to each barrel are controlled individually. A special instruction plate for the operation of the
31
stop when loading the torpedo into the barrel is mounted on the housing. The torpedo is released by a tension link which is broken by the torpedo guide stud when the torpedo is fired.
Component Description
Barrels.
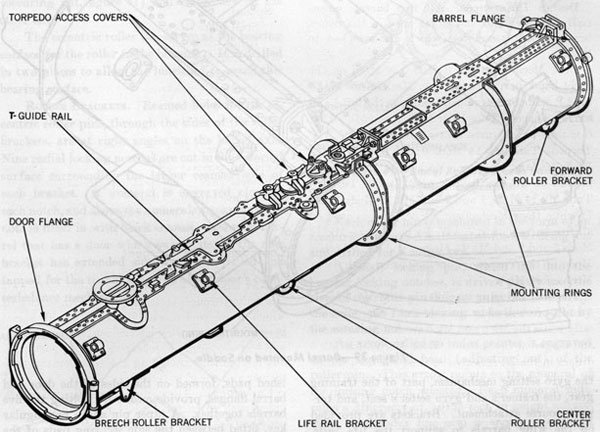
MAIN BARREL. The main barrel is made of high tensile steel plate, 0.21 inch thick, rolled to an inside diameter o F 21.15 inches. A gap, 2.25 inches wide, is left in the top to receive the T-guide casting. The door flange is riveted on the breech or rear end of the main barrel and a barrel flange is riveted on the other end, figure 38. The finish on the outside of the barrel is rolled plate; inside it is ground full length to remove mill scale. A T-slot, machined in the T-guide receives the guide stud on top of the torpedo.
BARREL MOUNTING ARRANGEMENT. The arrangement of the various parts and assemblies mounted on the barrel is described in the following text and is illustrated in figure 38.
Two steel mounting rings are riveted to each barrel and secured to the saddle support with through bolts and nuts, in figure 39.
The door flange is a bronze casting which serves to hold the door tightly against its seat in the flange. This flange is riveted on the breech end of the main barrel. A hinge for the door is formed on this flange.
The spoon or barrel flange is a bronze casting riveted on the muzzle end of the main barrel, and mates with a corresponding flange to support the spoon.
Machined mounting pads are provided on the outside of the T-guide for securing the firing mechanism, tripping latch, torpedo stop, part of
Figure 38-Main Barrel.
32
Figure 39-Barrel Mounted on Saddle.
the gyro setting mechanism, part of the training gear, the trainer's and gyro setter's seat, and torpedo course attachment. Brackets are provided on the wing barrels to support the life rails. Mounting pads also are provided to support the blast shield on Torpedo Tubes Mk 15 and Mods.
LIFE RAILS. The right and left or wing barrels are fitted with pipe handrails which extend the entire length of the barrel and spoon.
TORPEDO ACCESS COVERS. Each main barrel is fitted with three access holes with covers, figure 38. These are provided for making necessary adjustments to the torpedo speed setting mechanism; air, charging, and stop valves; fuel and water plugs.
METHOD OF JOINING BARRELS. Machine-finished
pads, formed on the sides of the door and barrel flanges, provide means for bolting the five barrels together. A taper pin and a rectangular key, fitted between the side securing pads of the door and barrel flanges, respectively, insure the alignment of the barrels during assembly. Barrels Mk 5 Mods 15 to 22 do not have the rectangular key. Tapered keys of circular cross section are substituted to facilitate production.
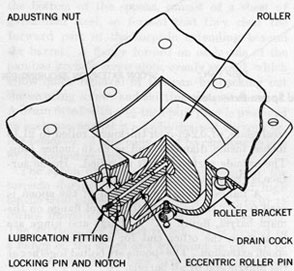
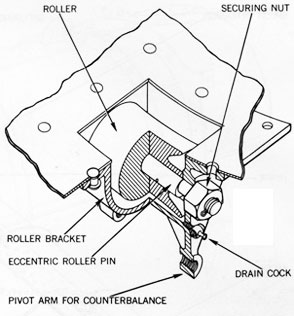
ROLLERS. Three rollers 4.23 inches long at the hub, of 4.328-inch maximum diameter, are mounted so that they can be rotated in their brackets on the bottom of each barrel. The rollers are adjustable and can be raised or lowered in their brackets to position the torpedoes properly in the barrel. Roller details are illustrated in figures 40 and 41.
33
The rollers slightly protrude into the barrel to aid in loading, supporting, and ejecting torpedoes.
The roller housings are of cast steel and are riveted to the main barrel section. The rollers are machined from bronze.
The rollers are attached to the housing with an eccentric roller pin which has a hexagonal head (adjusting nut, figure 40) formed on one end and is threaded and cross-drilled for a locking nut (securing nut, figure 41) and cotter key on the other end.
The eccentric roller pin serves as the bearing surface for the roller in the housing. It is drilled in two places to allow the lubricant to reach this bearing surface.
ROLLER BRACKETS. Reamed holes for the eccentric roller pins, through the sides of the roller brackets, are at right angles on the barrel axis. Nine radial locking notches are cut in the external surface surrounding the larger reamed hole of each bracket. A numeral is engraved close to each notch, and above the numerals an explanatory note is filled in with black enamel. On each barrel that has a door which swings down, the rear bracket has extended sides that are drilled and tapped for the trunnion screws of the door's counterbalance mechanism.
Figure 40-Barrel Rollers, Center and Muzzle End,
Mounting Arrangement.
Each roller pin is machined in the form of an eccentric. One end is threaded for a securing nut and drilled for a cotter key.
A small locking pin, which fits into the bracket locking notches, is driven partly into the stem of the roller pin tangent to its head and keeps the roller pin from turning when drawn tight by the securing nut.
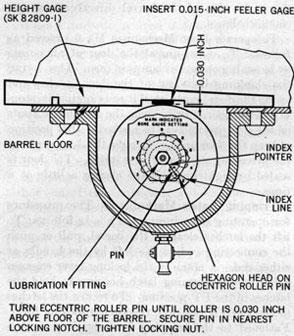
An arrow called an index pointer is engraved on the hexagonal head (adjusting nut) of the roller pin. This arrow points to the numeral of the locking notch selected. Each numeral indicates a difference of 0.0155 inch in height adjustment. An index line also is engraved on each bracket. Its location was determined by a bore-gage setting of the roller at the factory. When the index pointer on the hexagonal pin head (adjusting nut) is aligned with this line, the roller is set properly at 0.03 inch above the inside floor surface of the barrel. Adjustment of the roller is described later in this chapter.
Each eccentric roller pin is drilled and tapped for a lubrication fitting which is located and threaded into the hexagonal adjusting nut. This provides means for lubricating the bearing surface.
34
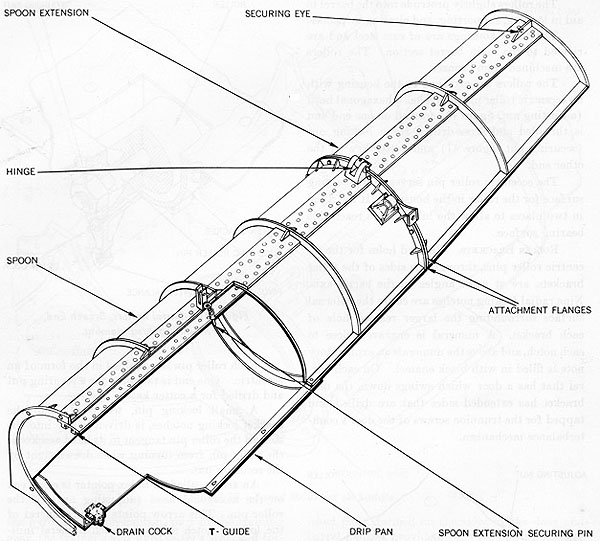
Figure 42-Barrel and Spoon Extension.
A hole is tapped through the bottom of each bracket. into which is inserted a water drain cock. Drain cocks are located on the sides of brackets used on the breech ends of barrels.
GYRO SETTING SPINDLES. Five spindle housings are bolted, one each, to pads riveted to the underside of the five barrels. In these housings are mounted the worms, wormwheels, differential gearings, and gyro setting spindle assemblies. For details on the gyro setting mechanism refer to chapter 7.
SPOON. The spoon is made of high tensile
steel plate, of 0.238-inch thickness, rolled to 21.15 inches inside diameter and is 85.45 inches long. The outside surface is left as rolled. Inside surface is ground to remove mill scale.
A flange riveted on one end of the spoon is used to bolt the spoon to the barrel flange on the main barrel, figure 42. A flange and hinge are located on the other end for attachment of the spoon extension. The spoons are bolted together at the muzzle end of all barrels.
A T-guide similar to the one on the main barrel section is provided in the top of the spoon
35
Figure 43-Spoon Extension Hinge.
as a guide and support for the torpedo. Mating joint of this T-guide and that of the main barrel must be aligned properly.
Drip pans are provided for centerline tube installations. These pans are required because the space between the deck and the barrels is too great for ready access to the interior of the barrels to remove excess oil or grease which otherwise might drip onto the deck of the ship, causing a hazard to the personnel. These pans, secured to the bottom of the spoons, consist of a sheet of galvanized steel, so formed that they clear the forward part of the torpedo extending beyond the barrel. A flange formed on each side of the pan has keyhole screw slots, evenly spaced, which allow quick removal of the pan by backing out the securing screws and shifting the pan forward. A drain fitted with a 1/8-inch pipe plug is provided on each pan so that it may be drained without being removed. These pans must be removed before firing torpedoes from the tube.
The spoon extension guides and supports the torpedo during launching. It is made of high tensile steel plate, 0.238 inch thick, rolled to 21.15 inches inside diameter, and is 50.0 inches long. The surfaces are left as rolled. It is hinged to a flange on the spoon and when not in use can be unbolted and folded back over the spoon and secured with the pin provided for that purpose, figure 43.
The spoon and spoon extension are open at the bottom, but the T-guide slot, into which the torpedo guide stud fits, supports and guides the torpedo upon launching so the tail of the torpedo will clear the barrel before starting to drop. The T-guide on top of the spoon extension is similar to those on the spoon and main barrel sections. Mating joint of this T-guide and that of the spoon must be aligned properly.
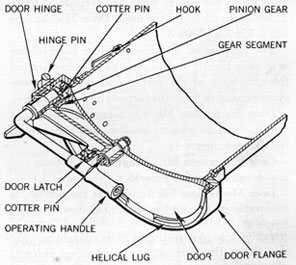
Figure 44-Door Mechanism Mk 3, Sectional View.
36
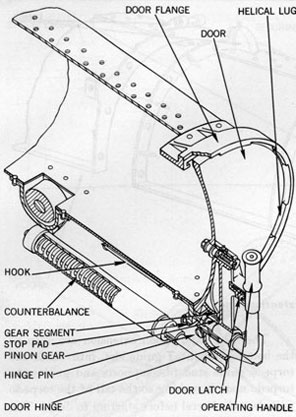
Figure 45-Door Mechanism Mk 5, Sectional View.
Door Mechanisms. All doors are slightly convex on the outside to withstand the pressure built up in the barrel when the torpedo is fired. Three types of doors are used, Door Mechanisms Mk 3, Mk 5, and Mk 6.
The purpose of all types of door mechanisms is to close tightly and to seal the chamber around the afterbody of the torpedo where the powder gases expand to force the torpedo out of the barrel.
Door Mechanism Mk 3 is hinged on the right or left, depending on its location, and is not counterbalanced, figure 44.
Door Mechanism Mk 5 hinges at the bottom and is counterbalanced, figure 45.
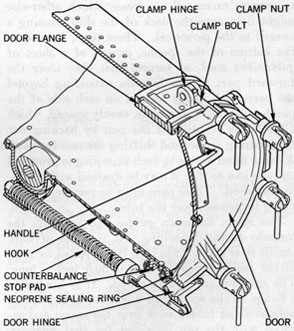
Door Mechanism Mk 6 hinges at the bottom, is counterbalanced, and has eight hold-down clamps, figure 46.
The doors and door hinges are steel castings. Operating handles, pinions, hinge pins, and latches are made of corrosion resistant steel.
Helical-faced lugs on Door Mechanisms Mk 3 and Mk 5 bear against corresponding lugs on the door flange to form a pressure-tight bayonet joint.
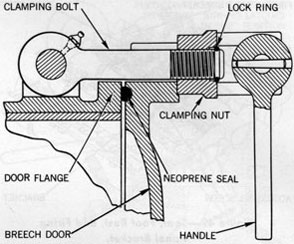
Door Mechanism Mk 6 has an eccentric annular groove cut in its forward edge in which a neoprene sealing ring is cemented. By tightening the hold-down clamps, enough pressure can be exerted against the ring to form a pressure-tight joint. In case of necessity, a thoroughly satisfactory sealing ring may be improvised from a piece of rubber-covered electric cable of proper size.
Door Mechanisms Mk 3 and Mk 5 are mounted pivotally on the door hinge assemblies at their centers. This is accomplished by a stud bolted through the center of the door, the surface of which is lubricated through a grease fitting. The hinge of the Mk 6 door is an integral part of the door casting.
Door Mechanism Mk 5 hinge casting is mounted pivotally at its bottom between two lugs formed on the door flange of each barrel, all of which are bored to receive the hinge pin on which the door hinge swings. The hinge pin is lubricated through a grease fitting attached to each of the lugs.
Figure 46-Door Mechanism Mk 6, Sectional View.
37
The hinge of Door Mechanism Mk 6 is formed by the two bottom clamping bolts through the drilled projections of the door, the bottom lugs on the door flange (each with two bushings), and a door hinge shaft. The hinge shaft, mounted so that it can rotate in the door flange bushings, is splined to the clamping hinge bolts and to the spring crank.
DOOR LOCKING MECHANISM (FIGURE 47). Door Mechanisms Mk 3 and Mk 5 each have eight lugs with helical faces which, when the door is rotated by means of a gear segment formed on it, bear against eight corresponding lugs formed on the door flange, seating the door firmly against the flat machined surface of the door flange, thus insuring a gas tight joint. The angle of rotation of the door is limited to 20 degrees 30 minutes, and is obtained through the pinion rotating with the operating handle. The operating handle, with a right angle bend at one end, is journaled in the door hinge and is retained therein by a shoulder bearing against the outside of the hinge,
and the pinion keyed on the end of the operating handle, bearing on the inside of the hinge. Mounted on the free end of the operating handle is a spring-loaded handgrip which slides to engage the latch, adjustably mounted on the door hinge, thus locking the door in its closed position.
Door Mechanism Mk 6 is locked by means of eight clamps, details of which are illustrated in figure 48. The clamps are composed mainly of clamping bolts, nuts, and handles. Six of these bolts are pivoted to the door flange where they are swung into the notches of the door after it has been closed. The door's outer flange has six notches and two drilled projections at the bottom. The two bottom clamps are pivoted on the hinge pin and ride with the door and hinge when the door is lowered. The clamping nuts are threaded to the bolts and each is retained by a wire lock ring sprung into a groove on the end of the bolt. A handle is pivoted to the slotted head of the clamping nut. By turning the clamp handles after the door has been closed, the door sealing ring is pressed against the door flange to form a pressure-tight joint.
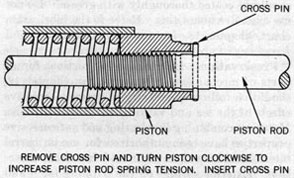
DOOR COUNTERBALANCE ASSEMBLY. The counterbalance is composed of a steel compression spring, a cylinder, a cylinder cap screwed on the cylinder, a piston, and a piston rod. One end of the piston rod is pivoted to the door hinge and the other end slides through the cylinder cap. The piston is secured in about the middle of the
38
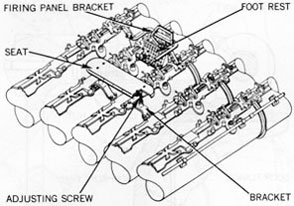
Figure 49-Seat, Foot Rest, and Firing
Panel Bracket.
piston rod and compresses the spring within the cylinder when the door is swung down, thereby counterbalancing the door. The piston rod is threaded for the piston, making it adjustable. The spring cylinder is not intended to balance the door exactly in any position, but merely to lessen the effort of handling and to prevent damage to the door if it carelessly should be allowed to fall open. A handgrip is riveted to each door for lifting.
The cylinder cap is trunnioned in the roller bracket nearest the breech on the bottom of the barrel. The roller bracket is formed with two projecting lugs which lie on each side of the cylinder cap. The two trunnions are secured in these lugs which are tapped and threaded for lubrication fittings. Counterbalance arrangement for the Mk 5 door is illustrated in figure 45 and for the Mk 6 door in figure 46.
Barrel Fittings.
TRAINER'S AND GYRO SETTER'S SEAT. This is an adjustable seat designed to hold the operators of the training gear and gyro setting mechanism. General arrangement of this seat, the foot rest, and the firing panel bracket are illustrated on figure 49.
The trainer's and gyro setter's seat is formed from steel plate and is located directly back of the gyro setting mechanism and the training gear.
The seat is mounted on two supporting brackets that are bolted to pads formed on top of the T-guides.
Two vertical adjusting screws and nuts raise or lower the seat in the supporting brackets.
The footrest is formed of perforated steel plate and is bolted on top of the T-guides on the center and left-center barrels.
FIRING PANEL BRACKET. This bracket is formed of steel angle and is supported by a perforated bracket bolted at its bottom to the T-guide on the center barrel. The right end of the firing panel bracket is bolted to the gyro housing, the left end to the training gear housing.
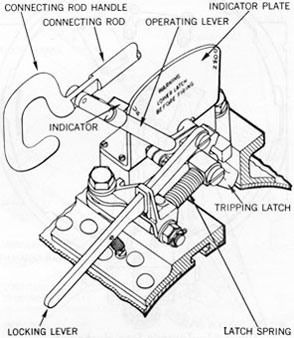
Tripping Latch Mechanism. The tripping latch assembly consists of a bronze housing, tripping latch, latch shaft, operating lever, two crank pins, spring, spring rod, spring sleeve, a flat plate for each barrel, and one connecting rod which operates the five latches together. Figure 50 illustrates details of the tripping latch mechanism.
Each tripping latch is mounted on its squared shaft which is pivoted in the housing parallel to the axis of the barrel. The tripping latch projects into the barrel to engage and trip the starting lever of the torpedo as it begins to move forward.
The operating lever is fastened on the squared end of the shaft with a pin. The telescoping spring rod and spring sleeve are pivoted to the operating lever and to the housing by means of crank pins.
The spring, which is compressed between the spring rod and spring sleeve, presses the lever stop arm against the housing stop lug to hold the tripping latch in the path of the torpedo starting lever.
The upper end of each operating lever is pinned to the connecting rod, both ends of which are bent to form handles. This rod operates all five latches at the same time.
Torpedo Stop Mechanism. A torpedo stop mechanism is bolted to the T-guide of each barrel and may be located in one of two positions to suit the torpedo used. The stop position nearest the muzzle is intended for a torpedo having the front face of its guide stud 150.44 inches from the rear face of its after propeller nut, as in Torpedo Mk 15 and Mods. The after stop position is intended for a torpedo having the front face of its guide stud 141.44 inches from the rear face of its after propeller nut, as in Torpedo Mk 14 and Mods except Mod 4. Details of the torpedo stop mechanism are illustrated in figure 51.
The torpedo stop consists of a bronze housing in which are positioned front and back stops, back stop carrier and cam, front stop tension link and clevis, compression spring, operating handle, and handwheel.
The back stop is positioned in the rear of the housing and projects into the T-guide slot under the action of the compression spring mounted
between its upper end and the spring cap which is screwed in the top of the stop housing.
The back stop operating handle is mounted in the housing just forward of the back stop and carries the back stop cam to which it is keyed. The back stop carrier is fitted on the back stop and is secured by a small setscrew.
HANDWHEEL. Before the torpedo is loaded in the barrel, the back stop handle is turned upright, causing the cam to engage the back stop carrier, which raises the back stop and compresses the spring. At the same time the cam also engages the rear side of the front stop, which swings into position to be engaged by the torpedo T-guide stud. After the torpedo has been loaded home against the front stop, the tension link is inserted and screwed into position in the front stop clevis, after being screwed into the handwheel. The cotter pin then is inserted to engage the shank of the hand-wheel. Thus the front stop is held in position. The back stop handle then is returned to its horizontal position and the handwheel tightened and locked.
The front stop is mounted pivotally on the hinge pin in the forward part of the stop housing and projects into the T-guide slot. It is held in position by the front stop clevis, to which it is mounted pivotally, after the tension link has been screwed into the handwheel and then into the clevis as illustrated in figure 51.
40
Operation
When a torpedo is fired it breaks the tension link, disengaging the front stop, and travels the full length of the barrel, spoon, and spoon extension, guided by a stud on top which rides in a T-slot in the T-guide. Rollers in the bottom of the barrel ease the forward motion of the torpedo. As the torpedo travels forward in the barrel its starting lever is tripped by the tripping latch, which starts the engines and controlling mechanism in the torpedo.
Tripping Latch Operation. A handle on either end of the connecting rod may be pushed or pulled to the left to swing the tripping latches clear of the bore of the barrels. This action compresses the five latch springs which return the latches when the locking lever, figure 50, is released. When the latches are UP, a notch in the
Figure 53-Torpedo Stop Mechanism,
Firing Torpedo.
locking lever engages a lug on the housing to hold them in this position. By lifting up on the locking lever the tension on the compression springs is released; thus, allowing the latches to return to their DOWN position. Figure 52 illustrates the operation of the tripping latch mechanism.
Torpedo Stop Operation. When the torpedo is fired, the front stop is engaged by the torpedo T-guide stud, breaking the tension link, which permits the front stop to swing out of the way. The cotter pin which is engaged with the hand-wheel shank prevents the handwheel and the forward part of the broken tension link from dropping out of the stop housing. Figure 53 illustrates the operation of the front and back stops of the torpedo stop mechanism.
Maintenance
Inspection. A DAILY inspection should be made of the barrel interiors to see that they are clean, free of rust, and well oiled. Look for burrs and loose or feather-edged rivets. All access covers should be in place and secured.
The following WEEKLY inspections should be made:
See that the T-guide slot is clean and lubricated from the door flange to the outer end of the spoon extension. Make sure that the guide slots on the spoon and spoon extension are in line with the guide slot in the barrel.
See that the breech doors operate freely and that contact surfaces forming the pressure-tight joints are clean. Inspect hinge pins and door latches for rust.
Inspect the tripping latch in each barrel to see that it operates freely and that the spring is strong.
Inspect the torpedo stop for rust and see that it is well oiled and moves freely when operated by hand. Tension links should be checked for corrosion.
When torpedoes are being fired, examine the tripping latch, particularly for any indication of abrasion, and see that it is not bent or burred and does not bind the housing. Also examine the torpedo stops. See that the front stop is not burred and that it clears the guide slot of the torpedo when raised or lowered and that its after face is squarely across the guide slot. When in this position it should not be in contact with the air flask of the torpedo; there should be a slight clearance.
A MONTHLY inspection should be made of the rollers to see that they turn freely and are adjusted properly to suit the torpedo. When torpedoes are carried in tubes, they may be withdrawn as far as the guide stud for this 'inspection.
Lubrication. All accessible joints on the door Counterbalances should be lubricated with oil DAILY; on the stop mechanism, they should be oiled WEEKLY. Nuts and bolts connecting the spoon and spoon extension should be oiled WEEKLY so that they can be removed easily and quickly. The proper grease should be applied MONTHLY through lubrication fittings on the door mechanisms, torpedo stop mechanism, tripping latch mechanism, barrel rollers, and spoon extension hinges. MONTHLY, or as soon as practical after firing, the barrel interiors and the T-guide slots
41
should be coated thoroughly with grease. Do not use excessive quantities. Refer to the lubrication chart, chapter 12, for authorized lubricant and frequency of application.
Preservation. Lubrication instructions for all parts of mechanisms, as described in chapter 12, should be followed carefully to prevent corrosive effects of the sea and varying weather conditions. Materials combining lubricating and anticorrosive properties have been authorized for use on barrel interiors to keep them clean and free from corrosion. Exterior springs on the tripping latch and the springs and plungers on the counterbalance assemblies should be coated with grease monthly as a precaution against corrosion. The tension links in the torpedo stop mechanism should be slushed with oil monthly. For further preservation instructions refer to chapter 12.
Operating Instructions
Door Mechanism. To operate Door Mechanism Mk 3 proceed as follows: To open the horizontally swinging door, slide the handgrip on the operating handle to disengage the handle from its latch. Then rotate the handle through an angle of approximately 170 degrees or until it comes to rest against its stop. This revolves the door 22 degrees and 30 minutes on the hinge and disengages the lugs which form the bayonet joint. Swing the door partially open by its fixed handle, then rotate the operating handle back to its original position and latch it. Now swing the door open through an angle of 180 degrees and latch the hinge and door in the open position with the hook that is secured to the side of the barrel. To close the door perform the preceding steps in reverse order. With the door in the closed position, the hook is held in a secured position by means of an eye riveted to the outside of the barrel.
While being opened, doors must be held and brought to their full open position by hand until they come to rest and can be latched open. Jerking doors open and allowing them to swing under their own momentum may damage the mechanism and prevent them from being closed sufficiently tight.
Procedure for operating Door Mechanism Mk 5 is similar to that for operating Door Mechanism Mk 3 except that the Mk 5 door swings down, the door hinge abuts on the stop pad, and the door is latched in its open position by a hook secured to
370563 0-56-4
the under side of the barrel directly above the counterbalance.
To operate Door Mechanism Mk 6 proceed as follows: To open, unseal the door at all points by loosening opposite clamps in turn. Then swing the clamping bolts out of the door notches and swing the door gently until it rests against its stop. When the door is fully open, the door hinge abuts on the stop pad and can be hooked in that position to keep the door open. To close the door perform the preceding steps in reverse order. The door is sealed by tightening all the clamps a little at a time.
Tripping Latch Mechanism. The procedure for operating the tripping latch is as follows: To lift the latches clear of the barrel, pull or push the connecting rod to the left by the handle at either end. A notch in the locking lever engages a lug on the tripping latch housing to hold the latches in the UP position. To return the latches to the DOWN position, release the locking lever. Fastened to the tripping latch housing on the right, center, and left barrels are indicator plates engraved to indicate UP and DOWN positions of the tripping latch and WARNING: LOWER LATCH BEFORE FIRING. Failure to place latch in UP position may result in damage to the torpedo or to the latch or both. For safety, tripping latches should be in the UP position when in port, when work is being done on or near the tube, or when the security of the tube is jeopardized by heavy weather. This is considered more desirable than other safety measures because the position of the latches is indicated visibly by the position of the gear and because this procedure prevents the torpedo from accidentally making a hot run.
Torpedo Stop Mechanism. To operate the torpedo stop mechanism, proceed as follows: Raise the back stop handle to a vertical position before loading the torpedo. After the torpedo has been loaded and its guide stud has engaged the front stop, insert the tension link. Then return the back stop handle to its horizontal position and tighten and lock the handwheel.
When renewing a tension link, the back stop handle should be turned upright and held in that position until the new tension link is ii tailed completely. Since this frees the torpedo to move toward the breech, the breech door must be kept closed while the back stop handle is up. When
42
Figure 54-Barrel Roller Adjustment.
replacing a broken tension link, remove the stop handwheel from the stop housing, then remove the piece of broken tension link from the front stop clevis with a socket wrench.
Adjustment
Barrel Rollers. Height of the rollers should be checked before and after extensive torpedo firing and after rollers have been cleaned or overhauled. The height should be checked with a
height gage, figure 54. If a roller needs adjustment proceed as follows:
Loosen the eccentric roller pin and lower the roller below the bore of the barrel. Then stand the height gage on edge in the barrel with the roller notch above the roller and insert an 0.015-inch feeler gage in the notch of the height gage. Turn the eccentric roller pin until the roller just touches the feeler gage, secure the pin in the nearest locking notch by tightening the securing nut and replace the cotter key. The roller is now set at 0.030 inch above the floor of the barrel. Under no circumstances should it be set higher than 0.045 inch. Adjustment details are illustrated in figure 54.
Door Latches. The latch on Door Mechanism Mk 5 must be adjusted so that it is engaged when the helical lugs on the door and the door flange form a gastight seal. This adjustment is made possible through three slots in the strike plate
of the latch. Adjustment, details of which are illustrated in figure 55 is made as follows:
Loosen the two securing bolts and back off the adjusting setscrews. After the door has been closed tightly, adjust the setscrews each side of and at right angles to the centering pin. This will position the strike plate properly so that it engages the projecting lug on the handle. Now secure the strike plate by tightening the two securing bolts.
Door Counterbalance. To adjust the spring action of the counterbalance for Door Mechanism Mk 5 proceed as follows:
Remove the cross pin, fitted in the piston rod, which engages the slots in the piston. Then turn the piston on the threaded portion of the piston rod until the desired spring tension is reached. Now drive the cross pin through one of the three holes in the piston rod. Details of this adjustment are illustrated in figure 56. The spring load should be adjusted so that the door when fully open, abuts on the stop pad and can be hooked in that position. The spring is not intended to balance the door exactly in any position but merely to lessen the effort of handling and to prevent damage if it falls open.
Procedure for adjusting the counterbalance on Door Mechanism Mk 6 is similar to the procedure for the Mk 5, except that there is only one hole
in the piston rod for the cross pin. Details are illustrated in figure 57.
Tripping Latch Mechanism. At the time of original assembly the clamp was positioned on the latch operating shaft so that the tripping latches completely cleared the barrels when held by the locking lever in UP position. This adjustment was secured by a split taper pin through the clamp and shaft with a 0.050-inch feeler placed between the contact strip and locking face of the locking lever. When replacing worn or broken parts this same procedure must be followed. Details of this adjustment are illustrated in figure 58.
Torpedo Stop Mechanism. The tension link, when turned into the handwheel, must be drawn up tight. The handwheel and tension link, in turn, must be drawn up tight when the tension link is screwed into the front stop clevis. This procedure must be followed to take up any slack between the front and back stops, and thus limiting movement of the torpedo to 0.03 inch. This adjustment is illustrated in figure 59.
Disassembly and Reassembly
Removal of Barrels, Spoons, and Extensions. Assuming that all other components which are carried or supported by the barrel assemblies have been removed, proceed as follows:
First knock out the keys which align the barrels at the breech and muzzle flanges. The keys are rectangular on some tubes and of round cross-section and tapered on others. Now disconnect the barrels from each other by removing the bolts at each of the flanges where the barrels are joined.
Figure 59-Torpedo Stop Adjustment.
44
Block up the breech ends of all barrels and unbolt the barrel supporting rings from the saddle. Lift and remove the barrels. When putting down a barrel, support it on wooden blocks so that its weight will not rest on a flange, roller housing, or any other projection. Chock to prevent rolling.
Removal of Trainer's and Gyro Setter's Seat. Unbolt this seat from its supporting brackets which span the spaces between the right-center, center, and left-center barrels, and unbolt and remove these supporting brackets from the barrels. The firing panel bracket and foot rest also should be unbolted and removed at this time.
Removal of Door Mechanisms. Door mechanisms can be removed most conveniently before removal of the barrels as follows:
1. To remove Door Mechanism Mk 3 Mod 0 or Mod 1, unlatch and open supporting door and hinge from below, remove cotter pin from the end of the door-hinge pin and pull the hinge pin.
2. To remove Door Mechanism Mk 5 Mod 0 or Mod 1, pull the cotter pin which locks the spring-load adjusting nut to the counterbalance spring rod, removing all load from the spring, and remove the trunnion bolts which secure the forward end of the spring cylinder to the rear barrel roller bracket. Now open the door, supporting it so that it will not fall open now that the counterbalance spring is no longer operative, and while supporting the door from below, remove the cotter pin from the end of the door-hinge pin and pull the hinge pin.
3. To remove Door Mechanism Mk 6, proceed generally as for Door Mechanism Mk 5. The hinge pin in this door is splined through its length, and passes through splined bushings which rotate in the hinge lugs on the breech flange of the barrel. Be careful not to lose these bushings and do not let them fall on a hard floor or deck.
Removal of Tripping Latch Mechanism. First uncouple and remove the tripping latch connecting rod, then unbolt the housings and remove each latch mechanism intact.
Removal of Torpedo Stop Mechanism. Remove each of the five torpedo stops by unbolting the housing and lifting each mechanism, intact, from the T-guide.
Disassembly of Barrels, Spoons, and Extensions. When disconnecting the spoon extension from the spoon, remove bolts from the connecting flanges, loosen the hinge-pin setscrew and drive
out the hinge pin. If the spoon is fitted with a drip pen, the pan should be removed before detaching the spoon from the main barrel. The drip pan is removed by loosening the securing screws and shifting the pan forward so that the screw heads will pass through the head slots in the side flanges. The spoons are detached from each other and from the main barrels by loosening and removing the bolts from the connecting flanges.
Disassembly of Door Mechanism. Procedure for disassembly of Door Mechanism Mk 3 and Mk 5 is essentially the same. The door is disconnected from the hinge casting by removing the cap and screw from the center pivot and sliding off the hinge casting. The operating handle is removed from the hinge casting after the cotter pin and securing nut behind the pinion have been removed. The operating handle sliding handgrip and spring can be removed by shoving down on the handgrip and taking out the securing screw. The latch is disconnected by loosening the setscrews each side of its center pin and removing the two securing bolts.
Clamps on Door Mechanism Mk 6 are disassembled by driving out the taper pin connecting the handle to the clamp nut, removing the lock ring and backing the clamp nut off the bolt.
Disassembly of Tripping Latch Mechanism. The tripping latch on the left barrel is disassembled as follows. Remove the tension spring from the locking lever and back out the pivot screw. Now disconnect the clamp on the operating lever by removing the securing nuts and screws and the tapered pin. Remove crank pins to which are pivoted the telescoping spring rod and spring sleeve. Remove cotter pin and securing nut from the squared shaft and pull off the tripping latch and operating lever. The remaining latches are disassembled in a similar manner.
Disassembly of Stop Mechanism. The front stop is removed by first pulling the cotter pin and backing out the handwheel and tension link. Remove cotter pin and unbolt the handwheel lock. Disconnect the front stop from the front stop clevis by removing the cotter pin and pulling the connecting shaft. Remove the cotter pins and pull the shaft on which the front stop pivots. Remove the cap and spring above the back stop. Remove cotter pin and securing nut on the end
45
of the operating handle, pull the handle and remove the cam to which it is keyed. Disconnect the back stop carrier from the back stop by removing the securing screw. All five stop mechanisms are disassembled in a similar manner.
Reassembly of Door Mechanism. When reassembling door mechanisms, follow the reverse procedure of disassembly. Adjustments of the latches and counterbalance cannot be made until the door mechanisms have been installed in the barrels. For assembly details on each type of door mechanism, refer to BuOrd dwgs 160885, 273270, and 315168.
Reassembly of Barrels. Reassemble barrels in reverse order of disassembly, making sure that T-guide slots are aligned properly at the mating joints. The two access covers which are held down by yokes at the top of each barrel are not interchangeable and should therefore be reassembled in the same locations from which they were removed. When reassembling barrel rollers, each roller and pin should go back into the bracket from which it was removed and should be given the same height adjustment as before removal. As an aid to reassembly, refer to BuOrd dwgs 217728, 242287, 242288, 242289, 242292, and 242293.
Reassembly of Tripping Latch Mechanism. Procedure for reassembly of the tripping latch mechanism is substantially the reverse of that for disassembly and will be facilitated by reference
to BuOrd dwgs 160805, 217782, and 258044, which cover general assembly details. A new pin should be used to fasten the operating lever on the squared end of the shaft. Each housing and its mechanism should be installed on the same barrel from which it was removed.
Reassembly of Stop Mechanism. The reverse procedure of disassembly is followed in reassembling the stop mechanism. Each stop should be assembled on the same barrel from which it was removed. For general arrangement and assembly details refer to BuOrd dwg 134541.
Installation of Door Mechanism. Doors should be installed on the same barrels from which they were removed, in the reverse order of removal. After installation, latches and counterbalances should be adjusted according to instructions. Refer to BuOrd dwgs 160885, 273270, and 315168 for installation details.
Installation of Trainer's and Gyro Setter's Seat. The trainer's and gyro setter's seat, foot rest, and the firing panel bracket are bolted on the barrels in the reverse order of their removal. Refer to BuOrd dwgs 217728 and 242287 for general arrangement and location.
Installation of Barrels. Barrels must be aligned properly by using the tapered or rectangular keys when installing them in the saddle. Install each barrel in the same location from which it was removed. Refer to BuOrd dwgs 217728, 242287, 242288, 242289, 242292, and 242293 for general assembly arrangement.