Mechanisms for setting torpedo gyro, depth, and speed controls, a torpedo course attachment, and a torpedo course indicator are described and illustrated in this chapter; they are designated as follows: Gyro Setting Mechanism Mk 5 Mods 0, 1, and 2; Torpedo Course Attachment Mk 2 Mod 0 and Mk 3 Mods 0 and 1; Torpedo Course Indicator Mk 1 Mods 0, 1, 2, 3, and 4; Depth Setting Mechanism Mk 2 Mods 0, 1, 2, and 3; Speed Setting Mechanism Mk 2 Mods 0 and 1 and Mk 3 Mod 0.
Components Purposes
The principal torpedo controls and their purposes are as follows:
GYRO SETTING MECHANISM. This mechanism provides for manual setting of torpedo gyros simultaneously in all five barrels to any desired "basic" angle up to 90 degrees right or left. A single handcrank also allows the setting of any desired "spread" angle up to 10 degrees between adjacent torpedoes. Neither basic nor spread angles can be set on individual torpedoes; all five must be set at the same time.
TORPEDO COURSE ATTACHMENT. Through mechanical connections from the gyro setting mechanism and the indicator training rack, this attachment automatically feeds actual gyro setting and tube train to the torpedo course indicator.
TORPEDO COURSE INDICATOR. This indicator enables the tube mount personnel to train the tube mount and set the gyro angles on the torpedoes to match the electrical torpedo course and gyro angle orders from the director.
DEPTH SETTING MECHANISM. This mechanism provides, before firing, for setting the depth at which the torpedoes are to run below the surface of the water.
SPEED SETTING MECHANISM. An individual speed setting mechanism for each barrel provides for setting the torpedo speed at high, low, or intermediate, before the torpedo is fired.
Component Arrangement
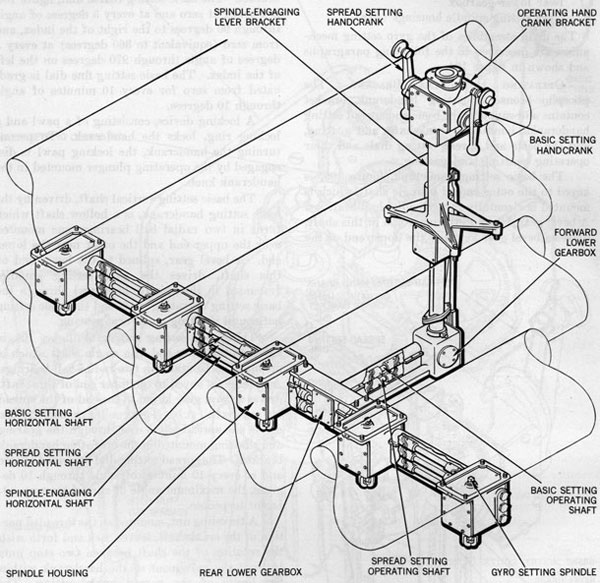
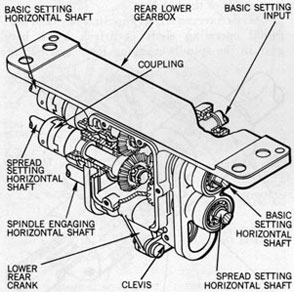
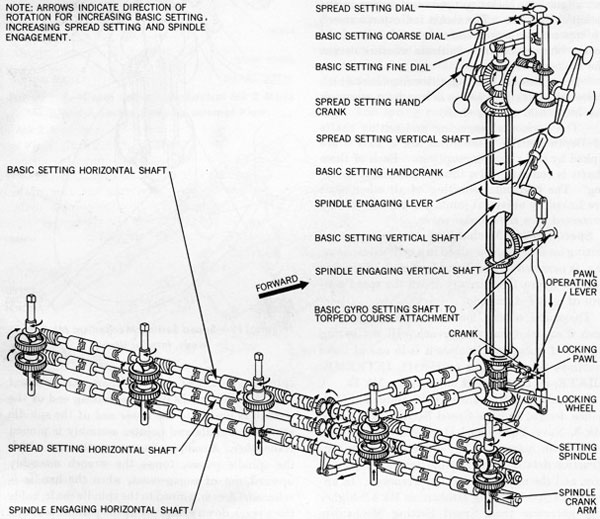
Physical Arrangement. The spindle-engaging lever and operating handcrank brackets and assemblies for the gyro setting mechanism, figure 104, are attached to the T-guides of the center and right-center barrels. Shafting from a forward lower gearbox, bolted on the bottom of the spindle-engaging lever bracket, leads to a rear lower gearbox bolted to lugs on the underside of the center and right-center barrels. Shafting from this gearbox leads to the five spindle housings, which are bolted to pads riveted to the underside of the five barrels.
The torpedo course attachment, figure 112, is located forward of the gyro setting mechanism to which it is attached by a shaft. It is bolted to pads on top of the T-guides on the center and right-center barrels through its spider bracket. The torpedo course indicator, figure 114, is bolted through its flange to the top of the torpedo course attachment.
The depth setting mechanism, figure 115, is located on top of the barrels with a socket and gear housing bolted to the T-guide on the right-center barrel and four socket housings bolted to the T-guides on the other barrels. The socket housings are connected by shafts which are operated by a lever on the socket and gear housing.
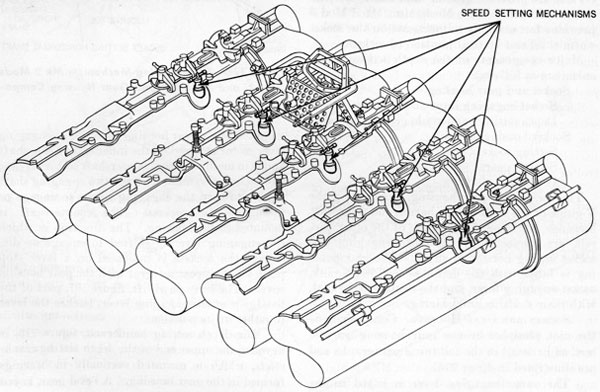
A separate speed setting mechanism, figure 118, is mounted on the T-guide bracket of each of the five barrels.
Functional Arrangement. The gyro setting handcranks and spindle-engaging lever operate all five gyro setting spindles simultaneously . The operating lever for the depth setting mechanism sets all five torpedoes simultaneously with the same depth setting. Speed mechanisms are each individually controlled. The torpedo course indicator, secured on top of the torpedo course attachment, is within the direct vision of the gyro setter.
Component Description
Gyro Setting Mechanism. The basic setting and spread setting handcranks are mounted on the, operating handcrank bracket, figure 104. This, in
93
turn, is mounted on top of the spindle-engaging lever bracket to which is attached the lever, figure 107, for raising and lowering the spindles. A spider, integral with the spindle-engaging lever bracket, supports this assembly on the T-guides on the center and right-center barrels, to which the spider is bolted. The forward lower gearbox is bolted to the bottom of the spindle-engaging lever bracket. Shafting from this gearbox connects with the rear lower gearbox which is bolted to
lugs on the underside of the center and right-center barrels. Horizontal shafting from the rear gearbox connects the five spindle housings, each of which is bolted to a pad riveted to the underside of a barrel.
Gyro Setting Mechanism Mk 5 Mods 1 and 2 differ from Gyro Setting Mechanism Mk 5 Mod 0 in that the horizontal shafts are cut with splines and the horizontal shaft bearings have shim adjustments.
Figure 104-Gyro Setting Mechanism.
94
The main assemblies of the gyro setting mechanism are:
The main assemblies of the gyro setting mechanism are described in the following paragraphs and shown in figure 104.
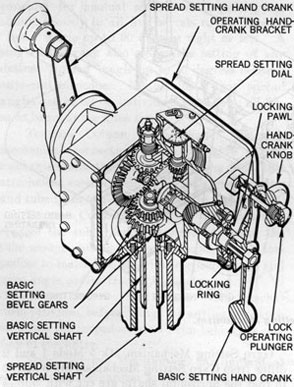
OPERATING HANDCRANK BRACKET. The phosphor-bronze operating handcrank bracket contains and supports the basic and spread setting handcranks, horizontal crankshafts and gearing, and the basic and spread setting dials and their operating shafting and gearing.
The basic setting handcrank, figure 105, is keyed to the outer end of a single shaft which is mounted horizontally in two radial ball bearings. A bevel gear, keyed to the inner end of this shaft, drives a bevel gear keyed to the upper end of the
Figure 105-Basic Setting Handcrank, Shafting
and Gearing.
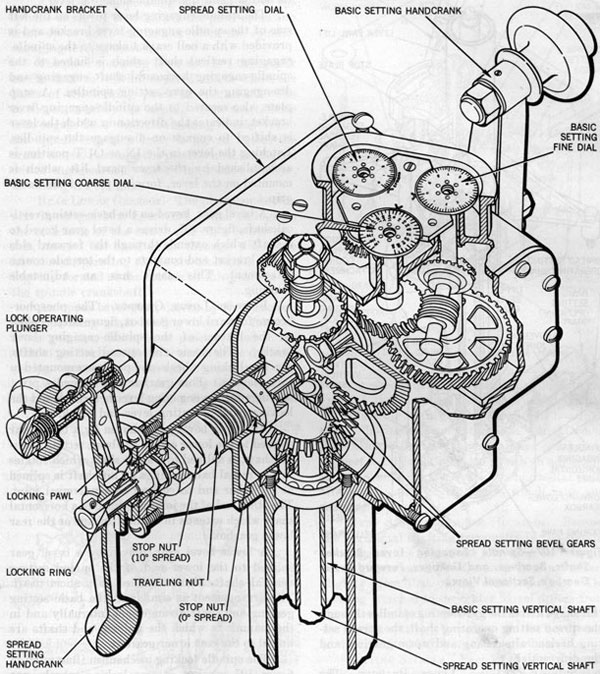
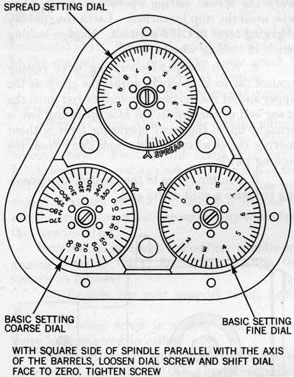
basic setting vertical shaft. A spiral gear, formed on the crankshaft near its center, drives the basic angle fine and coarse dials (on top of the hand-crank bracket) through the gearing and shafting mounted in the upper part of the handcrank bracket. The basic setting coarse dial, figure 106, is marked at zero and at every 5 degrees of angle through 90 degrees to the right of the index, and from zero (equivalent to 360 degrees) at every 5 degrees of angle through 270 degrees on the left of the index. The basic setting fine dial is graduated from zero for every 10 minutes of angle through 10 degrees.
A locking device, consisting of a pawl and a locking ring, locks the handcrank. To permit turning the handcrank, the locking pawl is disengaged by the operating plunger mounted in the handcrank knob.
The basic setting vertical shaft, driven by the basic setting handcrank, is a hollow shaft which turns in two radial ball bearings, one mounted near the upper end and the other near the lower end. A bevel gear, splined to the lower end of this shaft, drives the gyro setting spindles (mounted in the spindle housings) through the basic setting operating shaft and the basic setting horizontal shafting and worm gearing.
The spread setting handcrank, figure 106, is keyed to the outer end of a single shaft which is mounted horizontally in two radial ball bearings. A bevel gear, keyed to the inner end of this shaft, drives a bevel gear keyed to the end of the spread setting shaft. A bevel gear on the crankshaft also drives the spread angle dial through the gearing and shafting mounted in the operating handcrank bracket. The spread setting dial is scribed at zero and at every 10 minutes of angle through 10 degrees, the maximum angle of spread between adjacent torpedoes.
A traveling nut, mounted on the threaded portion of the crankshaft, moves back and forth with the rotation of the shaft between two stop nuts to limit the movement of the handcrank within the limits of the spread angle setting. The locking device on the spread setting handcrank is identical to that on the basic setting handcrank.
The spread setting vertical shaft, gear-driven by the spread setting handcrank, is a solid shaft that rotates in two radial ball bearings; it is mounted within the hollow basic setting vertical shaft. A bevel gear, splined to the lower end of
95
Figure 106-Spread Setting Drive, Shafting and Gearing.
97
Figure 107-Spindle - Engaging Lever Bracket, Shafts, Bearings, and Linkages, Forward Lower Gearbox, Sectional View.
this shaft, drives the gyro setting spindles through the spread setting operating shaft, the spread setting horizontal shafting and worm gearing, and the differential.
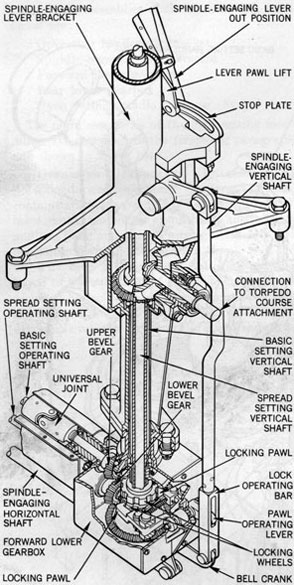
SPINDLE-ENGAGING LEVER BRACKET. The phosphor-bronze spindle-engaging lever bracket, figure 107, bolted to the T-guides of the center and right-center barrels, supports the operating hand-crank bracket at its top, the vertical basic and
spread setting shafts, connection shaft to torpedo course attachment, the forward lower gearbox at its bottom, and the spindle-engaging lever.
The spindle-engaging lever pivots on the left side of the spindle-engaging lever bracket and is provided with a bell crank linkage to the spindle-engaging vertical shaft which is linked to the spindle-engaging horizontal shaft engaging and disengaging the gyro setting spindles. A stop plate, also secured to the spindle-engaging lever bracket, indicates the direction in which the lever is shifted to engage or disengage the spindles. Latching the lever in the IN or OUT position is accomplished by the lever pawl lift which is mounted on the lever, forming part of the hand-grip.
A bevel gear, keyed on the basic-setting vertical shaft, figure 107, drives a bevel gear keyed to a shaft which extends through the forward side of the bracket and connects to the torpedo course attachment. This shaft has an adjustable coupling.
FORWARD LOWER GEARBOX. The phosphor-bronze forward lower gearbox, figure 107, is bolted on the bottom of the spindle-engaging lever bracket. The basic and spread setting shafts, gearing, locking wheels, and pawls are mounted in this gearbox. This gearbox also provides pivot bearings for the engaging lever bell crank and the locking pawl operating lever and crank.
An upper bevel gear, driven by a bevel gear splined to the lower end of the basic setting vertical shaft, is splined to a short shaft which rotates in two radial ball bearings. This shaft is splined at the other end to connect to a universal joint. The other end of the joint is splined to a horizontal shaft which extends to similar linkage at the rear lower gearbox.
A lower bevel gear, driven by a bevel gear splined to the lower end of the spread setting vertical shaft, also is splined to a short shaft. The arrangement is similar to the basic setting gearing and shaft arrangement internally and in the manner in which the gearing and shafts are linked to the rear lower gearbox.
The spindle locking mechanism illustrated in figure 107 consists of two locking wheels, one pinned to the lower end of the basic setting vertical shaft and the other keyed near the lower end of the spread setting vertical shaft; a pair of locking pawls connected by a spring-loaded
96
plunger and sleeve and operated by a pawl operating crank and lever.
A slotted lock operating bar at the end of the spindle-engaging shaft moves the pawl operating lever up or down in the slot when the spindle-engaging lever is moved.
The pawl operating lever acts as a cam crank on the shaft to which it is fitted and to which the bases of the locking pawls are attached. The pawls, actuated by the turning of the shaft, move in to engage their respective locking wheels. When the spindle-engaging lever is moved again, the crank moves, releasing the pawls which are forced out of engagement by the spring-loaded plunger, unlocking the spindles.
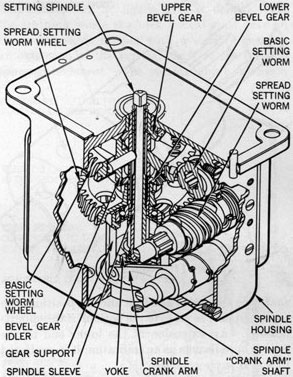
REAR LOWER GEARBOX. The phosphor-bronze rear lower gearbox, figure 108, bolted to lugs on the underside of the center and right-center barrels, mounts the bevel gears through which the horizontal operating shafts are connected. Bearings are formed at the bottom of this gearbox for the spindle crankshaft.
An upper bevel gear, driven by the basic setting operating shaft leading from the forward lower gearbox, drives bevel gears splined to the ends of the horizontal shafts which drive the basic setting worm gears in the spindle housings.
A lower bevel gear, driven by the spread setting operating shaft leading from the forward
Figure 108-Gears, Shafting, and Linkage Arrangement, Rear Lower Gearbox.
Figure 109-Gyro Setting Spindle Housing.
lower gearbox, drives bevel gears splined to the ends of the horizontal shafts which drive the spread setting worm gears in the spindle housings.
A horizontal connecting rod leads from a connection below the forward lower gearbox to connect to the lower rear crank with an adjustable clevis. The crank is splined to a horizontal shaft which is coupled to the shafts which raise and lower the spindles.
GYRO SETTING SPINDLE Housings. Because the horizontal shafting terminates in the spindle housings on the right and left wing barrels, the bearing arrangement on the outer housings differs slightly from that on the other housings. The housing attached to the center barrel differs from the others in that it does not contain any gearing for spread setting; torpedoes are set to diverge to the right and left from the center barrel.
SETTING SPINDLE. Each of the five gyro setting spindle assemblies, figure 109, is composed of the setting spindle, spindle sleeve, spindle sleeve yoke, spindle sleeve yoke guide, and spindle crank arm. All of these parts except the spindle crank arm, which is mounted on the spindle crank arm
98
Figure 110-Shaft Coupling.
shaft, are assembled as a unit and are positioned in a gear support secured to the bottom of the spindle housing. An extension at the lower end of the setting spindle acts as an indicator; it is protected by a gear support cover.
The basic and spread setting wormwheels and the differential gearing also are mounted in the spindle housing. The top side of the housing contains a bearing for the upper part of the complete assembly.
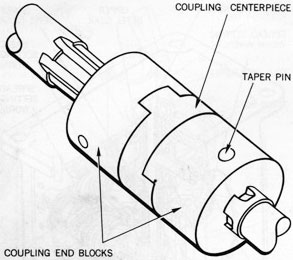
INTERCONNECTING SHAFTS. The three interconnecting cross shafts, basic setting, spread setting, and spindle-engaging, are connected with couplings and universal joints between each of the spindle housings.
Each of the three horizontal shafts 'within the housing is connected to the interconnecting horizontal shafts, either side of the rear lower gearbox, by means of flexible couplings, figure 110.
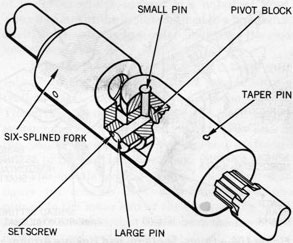
Each of the three interconnecting horizontal shafts between spindle housings is connected to the horizontal shafts in the spindle housings by universal joints, figure 111. All of these shafts are protected by a sheet metal cover.
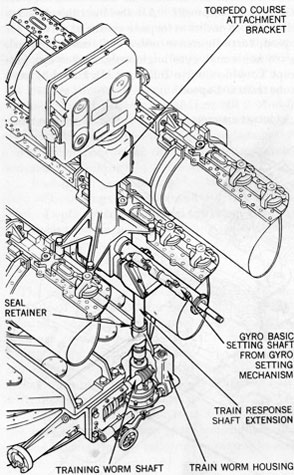
Torpedo Course Attachment. The phosphor-bronze attachment bracket, figure 112, is bolted through its spider to the T-guides of the center and right-center barrels. The training vertical shaft housing is connected at the bottom of the breech end of the attachment bracket; the shaft extends down to the indicator training rack.
The torpedo course attachment provides for mechanical transmission of the angle of train and the basic gyro angle to the torpedo course indicator.
Torpedo Course Attachment Mk 3 Mods 0 and 1 differ from Torpedo Course Attachment Mk 2 in that the training vertical shaft has a helical gear meshing at right angles with a helical gear on the training worm shaft to take the place of the split pinion and indicator training rack of Torpedo Course Attachment Mk 2.
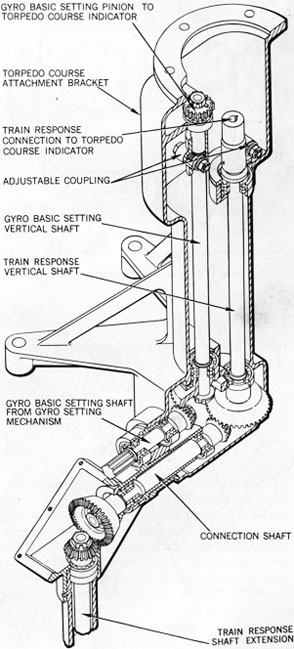
The torpedo course attachment comprises the following principal components:
Torpedo course attachment bracket
Gyro basic setting gears and shafts
Train response vertical shaft and extension.
The torpedo course attachment is arranged so that the angle of train of the torpedo tube is transmitted to the torpedo course indicator through the train response vertical shaft and gearing. The basic gyro angle is transmitted to the indicator through the horizontal operating shaft, vertical drive shaft, and gearing.
TORPEDO COURSE ATTACHMENT BRACKET. The bracket, figure 113, contains the ball bearings ii which the shafts rotate. The steel housing tub positions and protects the lower part of the train response vertical shaft. Access to the shafts and gears is through cover plates at the upper and lower ends of the bracket.
GYRO SETTING GEARS AND SHAFTS. The horizontal operating shaft is driven by a bevel gear in the spindle-engaging lever bracket; the
Figure 111-Universal Joints.
99
shaft is connected by two universal joints. The other end of the shaft has a bevel gear which meshes with a bevel gear keyed to the lower end of the vertical shaft. The upper end of the vertical shaft is connected, through an adjustable coupling, to a pinion which meshes with a spur gear on the bottom of the torpedo course indicator.
TRAIN RESPONSE GEARS AND SHAFTS. The train response vertical shaft of Torpedo Course Attachment Mk 2 Mod 0 has a split pinion on its lower end which meshes with the indicator training rack on the tube stand. This shaft extends upward with two 90-degree turns through bevel gears and a short connecting shaft. At its upper end, the vertical shaft connects through an adjustable coupling to the shaft in the lower end of the torpedo course indicator. Torpedo Course
Attachment Mk 3, figure 112, is driven from the training worm shaft; a helical spur gear on the worm shaft meshes with a similar gear on an extension of the vertical shaft of the torpedo course attachment. The vertical shaft extension
is secured in the training worm housing and is connected to the vertical shaft in the course attachment housing by coupling which transmits rotary motion but leaves the shaft free vertically.
Figure 114-Torpedo Course Indicator.
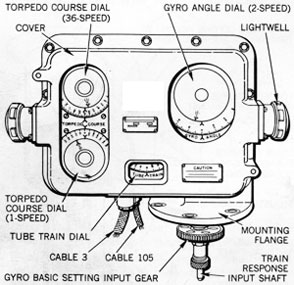
Torpedo Course Indicator. Torpedo Course Indicator Mk 1 is equipped with dials to indicate torpedo course, torpedo course order, gyro angle, gyro angle order, and actual tube train as received mechanically from the training rack or training worm of the tube mount. For complete detailed information on description, operation, and maintenance, refer to OP 1586.
The indicator, figure 114, is bolted through its mounting flange to the top of the torpedo course attachment.
The torpedo course indicator enables the tube mount personnel to train the tube mount and set the gyro angle on the torpedoes to agree with the electrical torpedo course and gyro angle orders from the director.
Torpedo Course Indicator Mk 1 Mods 0, 1, 2, 3, and 4 are identical in purpose and function. The different mods differ in their electrical circuits and equipment. All the instruments have dials which indicate torpedo course at 1- and 36-speed, torpedo course order at 1- and 36-speed, gyro angle and gyro angle order at 2-speed (except Torpedo Course Indicator Mk 1 Mod 3) , and tube train at 1-speed.
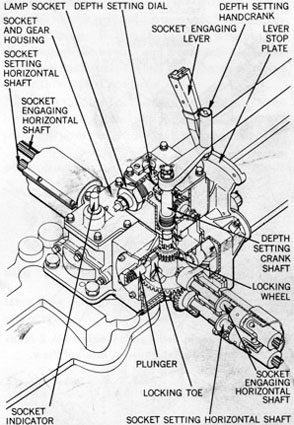
Figure 115-Depth Setting Mechanism.
101
The torpedo course indicator has four inputs as follows:
1. The torpedo course order at 1- and 36-speed; electrical.
2. Gyro angle order at 2-speed; electrical.
3. Tube train at 18-speed; mechanical. (Dial reading, 1-speed.)
4. Gyro angle at 36-speed; mechanical.
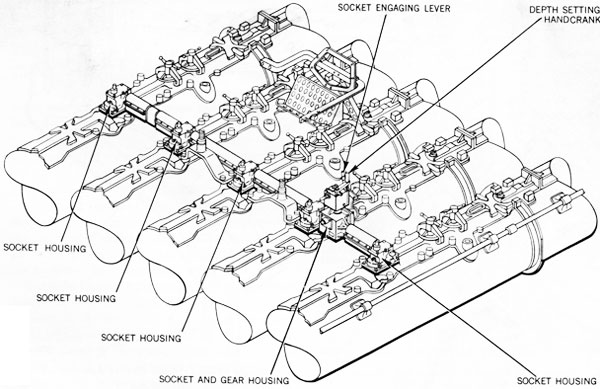
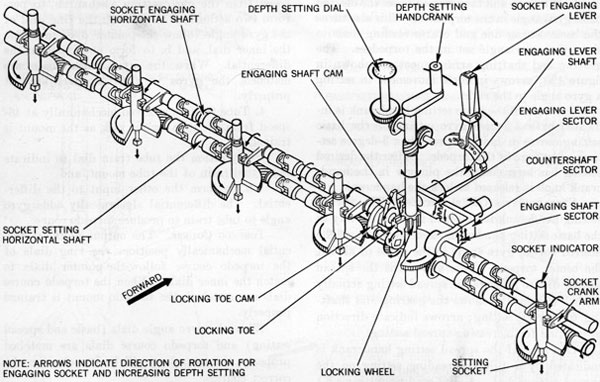
Depth Setting Mechanism. The socket and gear housing of the depth setting mechanism, figure 115, is bolted to the. T-guide of the right-center barrel. The four socket housings are bolted on top of the T-guides of the other barrels. The housings are interconnected by socket-engaging and depth-setting horizontal shafts.
The depth setting mechanism is designed so that the five torpedoes can be set simultaneously with the same depth setting. It is operated by the gyro setter.
Depth Setting Mechanism Mk 2 Mods 1, 2, and 3 are similar in design and operation to Depth Setting Mechanism Mk 2 Mod 0 except that the setting and engaging cross shafts are provided with universal joints instead of couplings. Metal covers also are provided around these shafts for protection. Depth Setting Mechanism Mk 2 Mod 3 provides for assembly adjustments on the socket wormwheel and vertical position of sockets.
Major components of the depth setting mechanism are as follows:
Socket and gear housing
Socket-engaging lever and gearing
Depth setting handcrank, gearing, and dial
Socket housings (four)
Setting socket
Setting gears
Horizontal shafting.
The socket and gear housing, mounted on the T-guide of the right-center barrel, and the socket housings, bolted on the T-guides of the other barrels, are connected by the socket-engaging and socket setting horizontal shafts. The gear housing is fitted with the depth setting handcrank, socket-engaging lever, and the depth setting dial, with their shafting and gearing.
SOCKET AND GEAR HOUSING. Components of the cast phosphor-bronze gear housing are described in detail in the following paragraphs and are illustrated in figure 116.
The socket-engaging lever is keyed to the offer end of the engaging lever shaft horizontally
Figure 116-Depth Setting Mechanism Mk 2 Mods 1, 2, and 3, Socket and Gear Housing Components.
mounted in the gear housing cover. The engaging lever sector is keyed on the inner end of this shaft and is in mesh with the countershaft sector. These two sectors also mesh with the two engaging shaft sectors to turn the engaging shafts to engage or disengage the sockets. The countershaft is mounted in the housing. The direction in which the engaging lever is shifted to engage or disengage the sockets is indicated on a lever stop plate which is cast integral with the gear housing cover. The lever pawl lift, figure 107, part of the handgrip of the engaging lever, latches the lever in either of its positions.
The depth setting handcrank, figure 116, is keyed to the upper end of the depth setting crankshaft, which is mounted vertically in bearings formed in the gear housing. A bevel gear, keyed to the lower end of this shaft, drives two bevel
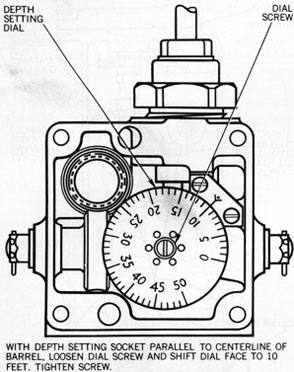
gears keyed to the socket setting horizontal shafts. Also keyed to the crankshaft, above the bevel gear, is the locking wheel which is engaged by the locking toe under action of the spring-loaded plunger when the socket-engaging lever is moved to the OUT position. In this position, the handcrank is locked. When the engaging lever is moved to the IN position, the locking toe is disengaged by the locking toe cam on the engaging lever shaft. A worm on the crankshaft drives the depth setting dial through the gears and shafts mounted in the upper part of the socket and gear housing. The illuminated depth setting dial, located at the top of the socket and gear housing, is graduated in feet from zero to 50.
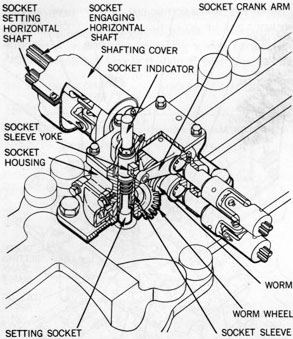
SOCKET HOUSING. Each of the four cast bronze socket housings, figure 117, are similar in design except that the housing of Depth Setting Mechanism Mk 2 Mod 3 provides for assembly adjustments on the socket wormwheel and vertical position of the sockets.
Each depth setting socket is held in a socket sleeve by means of a spring and retaining bushing. The spring compensates for misalignment
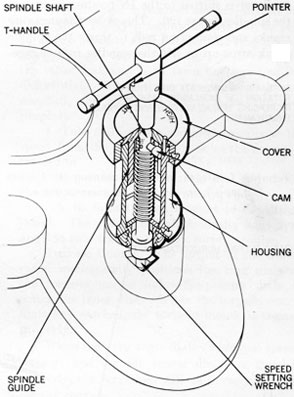
Figure 118-Speed Setting Mechanism Mk 2 Mod 0.
103
up to 0.125 inch between the setting socket and the depth index spindle of the torpedoes. The socket-setting wormwheel, which drives the setting socket, is keyed on the lower end of the socket sleeves.
The socket sleeve yoke is assembled in the socket housing cover around the upper part of the socket sleeve. The socket crank arm, splined to the socket-engaging horizontal shaft, raises or lowers the setting socket through its connection to the yoke. The socket crank arm also acts to retain the socket assembly within the socket housing.
Full throw of the socket-engaging lever to the IN position will engage the spindle in the torpedo if they are aligned. However, if they are not aligned the socket compresses a spring in the socket sleeve yoke. The socket indicator, screwed on top of the socket sleeve, extends above the socket housing cover to indicate whether or not the sockets have engaged.
In each socket housing, the wormwheel which drives the setting socket is driven by a worm on the horizontal setting shaft.
The horizontal engaging and setting shafts of Depth Setting Mechanism Mk 2 Mod 0 are linked by self-aligning couplings. Each of these shafts is contained in a tubular protective covering. The horizontal shafting of all other mods are linked by universal joints and both shafts are protected by a sheet metal cover.
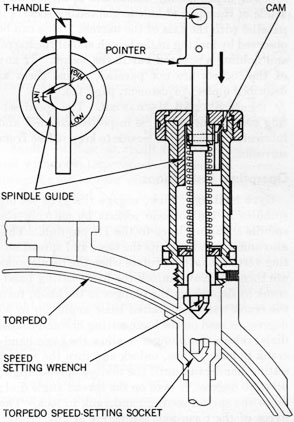
Speed Setting Mechanism. A separate speed setting mechanism, contained in a cylindrical housing, is mounted on the T-guide of each of the five barrels, figure 118, directly above the speed control of a loaded torpedo.
The speed setting mechanism is designed in such a manner that the wrench will not spring up out of engagement unless it is in one of three positions corresponding to HIGH, INTERMEDIATE, or LOW speed on Torpedo Mk 15.
Speed Setting Mechanism Mk 2, Bureau of Ordnance design, and the Speed Setting Mechanism Mk 3, Navy Yard Pearl Harbor design, operate in the same manner. They differ slightly in construction details of their cylindrical housings, collars, and the upper part of the wrenches. In appearance Speed Setting Mechanism Mk 3 is higher and narrower than Speed Setting Mechanism Mk 2.
Each mechanism consists of a T-handled wrench with the handle protruding upwards from a cylindrical housing. Within the housing, a spring acts to disengage the wrench and a cam acts to prevent disengagement except when the wrench is in one of the three speed positions.
A cover threaded to the bronze cylindrical housing, figure 119, retains the spindle guide which is pinned in position. Index marks in the head of the
Figure 119-Speed Setting Mechanism Mk 2 and
Mods, Interior View.
spindle guide, 120 degrees apart, are marked HIGH, INT, and LOW. The setting end of the wrench is pinned to the lower end of the spindle shaft, the handle and pointer assembly is pinned at the other. A compression spring, through which the spindle passes, forces the wrench assembly upward, out of engagement, when the handle is released. A cam, pinned to the spindle shaft, holds the wrench down except when the pointer is at one of the three speed positions.
104
Operation
Before the torpedoes are fired from the tube, the gyros and the depth and speed controls in the torpedoes must be set. The following paragraphs cover in detail the manner in which these settings are made by the gyro setting, depth setting and speed setting mechanisms.
Gyro Setting.
SPINDLE ENGAGEMENT. With the basic and
spread setting dials set at zero, the spindle-engaging lever is shifted to the IN position to engage the spindles, figure 120. This causes the engaging cranks and connecting rods to throw the spindle crank arms up to lift the spindles into engagement
with the sockets in the torpedoes. When the spindle-engaging lever is shifted to the IN position, the locking-pawl operating lever moves the pawl-operating crank and lever to disengage the pawls from the basic and spread setting vertical shaft locking wheels. This permits the shafts to rotate for setting the gyro mechanism in the torpedoes. When the spindle-engaging lever is shifted to the OUT position, a spring forces the locking pawls to re-engage the locking wheels. The lower ends of the spindles, which project through the gear supports and covers on the spindle housings, form a sight indicator showing when all the spindles have not engaged the torpedoes. In the event they do not engage, a slight
Figure 120-Gyro Setting Mechanism Mk 5 Mod 1, Functional Diagram.
105
movement of the setting crank in either direction should be sufficient to cause their engagement. The spindle sleeve spring forms a flexible connection between the spindle and the spindle sleeve yoke and permits the engaging lever to be shifted to the IN position even though the spindle may not be engaged with the torpedo gyro socket. The center barrel spindle is not provided with spread setting.
BASIC GYRO ANGLE SETTING. The basic setting handcrank first is released from the housing by pushing in the lock operating plunger in the handcrank knob and then turned to set the desired basic gyro angle in the torpedoes. This also turns the basic setting fine and coarse reading dials to show the gyro angle set in the torpedoes. The gearing and shafting arrangement are shown in figure 120; arrows indicate movement in setting a gyro angle to the right.
One turn of the basic setting handcrank is indicated by a 3-degree gyro setting on the basic setting coarse dial, and represents a 3-degree setting in the gyro of the torpedo. After the desired setting has been made, the plunger in the hand-crank knob is released to lock the handcrank.
SPREAD GYRO-ANGLE SETTING. The spread setting handcrank is unlocked in the same way as the basic setting handcrank, and turned to set the desired spread gyro-angle in the gyros of all but the center torpedo. This also turns the spread setting dial to indicate the spread setting actually made. Figure 120 shows the gearing and shafting for spread setting; arrows indicate direction of rotation for increasing spread setting.
One turn of the spread setting handcrank is indicated by a 1-degree reading setting on the spread setting dial. A dial reading setting of 1 degree indicates that the gyros in the torpedoes in the left-center and right-center barrels are set 1 degree each away from the basic setting of the center torpedo gyro; the gyros in the wing torpedoes are set 2 degrees away from the basic setting center torpedo gyro. Thus, with a 1-degree spread, setting would be as follows:
TORPEDO
SETTING
Left wing
2 degrees left
Left-center
1 degree left
Center
Basic
Right-center
1 degree right
Right wing
2 degrees right
370563 O-56-8
Stops limit the angle of spread between adjacent torpedoes to 10 degrees.
Torpedo Course Indicator.
In operation the torpedo course indicator functions as follows:
1. Torpedo course order is received electrically at 1- and 36-speed, to position the inner dials of the torpedo course follow-the-pointer dials.
2. Gyro angle order is received electrically at 2-speed, to position the inner dial of the gyro angle follow-the-pointer dial.
3. Gyro angle is received mechanically at 36- speed from the gyro setting mechanism, to perform two actions: a. to position the ring dial of the gyro angle follow-the-pointer dials to match the inner dial, and b. to form one input to the differential. When the gyro angle dials are matched, the gyros in the torpedoes are set properly.
4. Tube train is received mechanically at 18-speed from the tube mount rack as the mount is trained to
a. position the tube train dial to indicate the actual train of the tube mount, and
b. to form the other input to the differential. The differential algebraically adds gyro angle to tube train to produce torpedo course.
TORPEDO COURSE. The output of the differential mechanically positions the ring dials of the torpedo course follow-the-pointer dials to ,match the inner dials. When the torpedo course dials are matched, the torpedo mount is trained properly.
When the gyro angle dials (basic and spread setting) and torpedo course dials are matched properly, the torpedoes will be launched on the correct courses.
Depth Setting.
SOCKET ENGAGEMENT. When the socket-engaging lever is shifted to the IN position, figure 121, the horizontal engaging shafts are rotated to throw the socket crank arms to the engaged (down) position. The sockets are forced down by the crank arms, engaging the spindles in the torpedoes. The engaging lever also throws the locking toe out of engagement with the locking wheel, to permit rotation of the depth setting handcrank.
DEPTH SETTING. The depth setting hand-crank is turned to set the desired depth, through
106
the gearing and shafting shown in figure 121; arrows indicate motion for initial depth setting.
Speed Setting.
The torpedo is loaded into the tube with its speed setting at INTERMEDIATE. When the T-handle is pushed down, with the pointer at INT, figure 122, the wrench engages the speed setting socket of the torpedo. The handle then is turned to the desired setting (LOW or HIGH) and released; the wrench is disengaged by its spring. If a different speed setting is desired later, the
pointer must be in the position of the previous setting for the wrench to engage the socket in the torpedo.
Maintenance
Inspection. Inspection routines for the various torpedo controls are described in detail in the paragraphs which follow.
GYRO SETTING MECHANISM. WEEKLY and after stormy weather, remove the horizontal shafting covers and inspect for corrosion of universal joints and ball bearings.
MONTHLY, the entire gyro setting mechanism should be inspected to see that it is clean and free from corrosion.
The travel of the gyro setting spindles should be checked SEMIANNUALLY and before firing torpedoes.
TORPEDO COURSE ATTACHMENT. The attachment should be inspected periodically to see that all parts are in proper working order and free from corrosion.
DEPTH SETTING MECHANISM. MONTHLY, remove setting sockets and clean all working parts. Remove sheet metal covers between tube units, inspect shafting and universal joints, clean and/or lubricate as necessary.
SPEED SETTING MECHANISM. The speed setting mechanism should be inspected regularly to make sure that it is clean, free from corrosion, and in good operating condition.
Exercise. Exercise routines for the various torpedo controls are described in detail in the paragraphs which follow.
GYRO SETTING MECHANISM. When exercising the gyro setting mechanism, do not withdraw the spindles until the basic and spread settings have been returned to zero and the handles locked. The mechanism should be exercised during or immediately after lubrication.
TORPEDO COURSE ATTACHMENT. This attachment automatically is exercised at the same time the gyro setting mechanism is exercised and the tube is trained. No further exercising is necessary.
DEPTH SETTING MECHANISM. The depth setting mechanism should be exercised periodically to see that all moving parts are in proper working order. The mechanism also should be exercised during or immediately after lubrication.
SPEED SETTING MECHANISM. At regular intervals, the wrench should be operated to set the torpedo at each speed several times, checking for freedom of spring action in disengaging at each speed.
Lubrication. Lubrication of the various torpedo controls is described in detail in the paragraphs which follow. Refer to chapter 12 for charts, authorized lubricants, and frequency of application. Be sure all moving parts are exercised thoroughly after lubrication.
GYRO SETTING MECHANISM. All open connections of the spindle-engaging linkage and the gyro setting hand crank knob should be oiled DAILY.
WEEKLY, the bearings in the handcrank bracket should be lubricated through the lubrication fittings provided.
MONTHLY, the covers on the handcrank bracket, forward lower gearbox, rear lower gearbox, and spindle housings should be removed and all worms and gears slushed. Lubrication fittings are provided on the spindle-engaging lever bracket at the torpedo course attachment take-off, the forward and rear lower gearboxes, and each of the spindle housings for the monthly lubrication of the various bearings contained in and on these mechanisms.
TORPEDO COURSE ATTACHMENT. WEEKLY, and after stormy weather, the cover on the horizontal shaft leading to the gyro setting mechanism should be removed so that the universal joints, couplings, and bearings can be lubricated. MONTHLY, or after 120 hours of operation, all covers on the course attachment should be removed and the gears slushed.
DEPTH SETTING MECHANISM. WEEKLY, all exposed moving parts not provided with fittings should be oiled. MONTHLY, top and rear covers on the socket housings and the cover on the socket and gear housing should be removed and the gears and worm drives slushed. At this time, bearings in the socket housings and the socket and gear housing should be greased through the lubrication fittings provided.
SPEED SETTING MECHANISM. An occasional
few drops of oil on the spindle, where it enters the spindle guide at the top of the cylinder, will keep the sliding action free.
Preservation. Preservation instructions for the various torpedo controls are given in detail in the following paragraphs. Lubrication instructions, as covered in this chapter and in chapter 12, should be followed carefully to prevent corrosive effects of the sea and of varying weather conditions.
108
GYRO SETTING MECHANISM. As soon as practicable after firing, remove, clean, and grease the gyro setting spindle; clean and grease the inside of the sleeve at the same time.
DEPTH SETTING MECHANISM. As soon as practicable after firing, remove the depth socket assembly and wormwheel; clean and grease. When reassembling, take care to place the parts back in their original positions.
The depth setting handcrank is turned until a side of the squared hole in the setting sockets is parallel with the axis of the barrels. This can be observed by looking in the breech end of the barrel and holding a squared bar in the socket. If any of the sockets are not parallel, adjust them as described under Adjustment, page 113.
SPEED SETTING MECHANISM. The speed setting mechanism should be inspected, cleaned, and lubricated at regular intervals to keep it free from corrosion.
Operating Instructions
Gyro Setting. First, engage the gyro setting spindles in the torpedo sockets by shifting the spindle-engaging lever to the IN position. This also unlocks and permits the basic and spread setting vertical shafts to rotate when the handcranks are turned. Now, unlock the basic setting hand-crank by depressing the plunger in the knob; turn the crank until the desired basic angle, up to 90 degrees, is read on the basic setting fine and coarse dials; release the plunger to allow the basic hand-crank to lock. Then, unlock and turn the spread setting handcrank until the desired spread angle, up to 10 degrees, is read on the spread angle dial; allow the spread setting handcrank to lock. The gyros of the torpedoes can be set at any desired angle of spread up to 10 degrees between adjacent torpedoes. Make sure that all spindles are engaged by observing the indicators at the bottom of each of the spindle housings. BE SURE TO WITHDRAW SPINDLES BEFORE FIRING by shifting the spindle-engaging lever to its OUT position. Before stowing the torpedo tube and before withdrawing spindles when exercising the gyro setting mechanism, the handcranks should be turned to set the gyros back to zero.
Depth Setting. Shift the socket-engaging lever to the IN position. If the setting sockets do not engage the spindles in the torpedoes, a slight movement of the depth setting handcrank in either
direction should be sufficient to cause engagement. Now turn the setting crank until the desired depth is indicated on the dial.
Speed Setting. When a torpedo is being loaded into a tube, its speed setting and that on the tube unit should be INTERMEDIATE, except that with Torpedo Mk 14 the tube unit should be set at INTERMEDIATE but the torpedo at LOW. To change the setting, bear down hard on the handle of the spindle (wrench) to engage the wrench end of the spindle in the speed-setting socket of the torpedo; turn the handle so that the pointer is at the selected setting. Then release the handle; the spring in the mechanism will return it up to the disengaged position. The spindle cannot be turned when in the disengaged position, and cannot be disengaged except when in a position corresponding to one of the speed settings on the torpedo. If the handle cannot be turned with the spindle all the way down, it is probable that the change gears in the torpedo are in such positions that their teeth will not engage readily. If this is the case, open the breech. door of the barrel and rotate the torpedo propellers slightly until the speed setting spindle may be turned.
Operating Precautions.
GYRO SETTING. With the basic and spread setting dials at zero, a side of the squared gyro setting spindles should be parallel with the axis of the barrels. If for any reason the original setting of the dials, with respect to the spindles, has been disturbed, correct setting should be made; refer to figure 123 and Adjustment, page 109. A side of the squared hole in the setting sockets in the torpedoes must be set parallel with the centerline of the torpedoes in the barrels.
Whenever torpedoes are loaded for firing, it is recommended that the spindles be engaged and not withdrawn until the latest time practicable before firing. Although known instances of forgetting to withdraw gyro setting spindles before firing have rendered spindles unfit for further use, making the tube units inoperative, there is no record of any torpedo failing to make a normal run under this circumstance.
DEPTH SETTING. Be sure to disengage the depth setting sockets by shifting the socket-engaging lever to the OUT position before firing torpedoes.
109
Figure 123-Indicator Dials Adjustment.
SPEED SETTING. Never leave the handle down in the engaged position.
Servicing Instructions
Gyro Setting Mechanism Trouble Analysis. The travel of the gyro setting spindles to the engaged position can be checked by moving the spindle-engaging lever to the IN position so that the spindles are raised into the barrels. Then place the same bar gage, used in checking the height of the barrel rollers (refer to Adjustment, Barrel Rollers, page 41) in the barrel so that its notched edge rests on the inner surface of the barrel and parallel to the longitudinal axis of the barrel. The 1.73-inch notch in the gage should be beside the raised gyro setting spindle. Now move the gage so that the notch tends to surround the raised spindle. Insert a feeler gage and determine the distance between the top of the spindle and the underside of gage. This distance should not exceed the difference (0.050 inch) between the maximum (1.73 inches) and the minimum (1.68 inches) setting for the spindle height as indicated
by the legend engraved on the gage. If this check indicates that the travel is not correct, the entire gyro setting mechanism should be examined thoroughly and the cause corrected.
Hardening of the lubricant or the use of improper grease in the gear and spindle housing, and distortion of the horizontal connecting rod, have in some instances affected the raising and lowering of the spindles. Examination of these elements may serve as a starting point for locating defects causing insufficient travel of the gyro setting spindles.
Move the spindle-engaging lever to the OUT position so that the gyro setting spindles are withdrawn from the barrels. Tops of the spindles should be below the surface of the barrels; if they are not, the trouble should be determined and corrected.
Faulty settings can result from repeated setting and withdrawal operations as practiced in exercising the mechanism with the gyro setting hand-cranks unlocked. For this reason, it is recommended that whenever spindles repeatedly have been entered, settings made, and spindles withdrawn, the basic and spread settings should be returned to zero, the spindles withdrawn, and the torpedoes withdrawn from the barrels as far as the afterbody joint line. The torpedo gyros then should be checked to make sure that a zero angle actually is set.
Adjustment
Gyro Setting Mechanism.
INDICATOR DIALS. Both basic and spread setting dials should read zero simultaneously. If they do not, correct as follows:
1. Remove dial cover.
2. Loosen the screw holding the dial to its shaft, figure 123.
3. Set the dial so that it will read zero when a squared side of the spindle is parallel with the axis of the barrels.
4. Tighten the screw.
5. Replace the cover.
SPINDLE-ENGAGING LEVER VERTICAL SHAFT. Adjustment of the spindle-engaging lever vertical shaft may be made at assembly or when replacing parts.
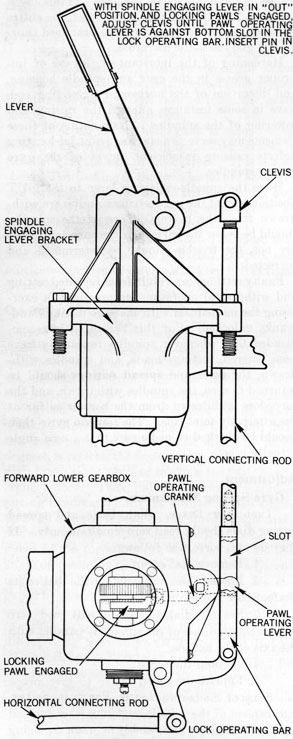
1. Move the lock operating bar so the slot is close to the pawl operating lever, figure 124.
Turn the spread setting operating crank clockwise until the stop is reached. Latch the spindle-engaging lever in OUT position. Engage locking pawls in locking wheels.
2. With the pawl operating lever resting against the locking pawls, adjust the clevis at the upper end of the vertical connecting rod until the lower end of the slot in the lock operating bar is brought up to the pawl operating lever without moving the pawl operating crank away from the locking pawls.
3. Pin the clevis to the horizontal connecting rod with a split cotter pin.
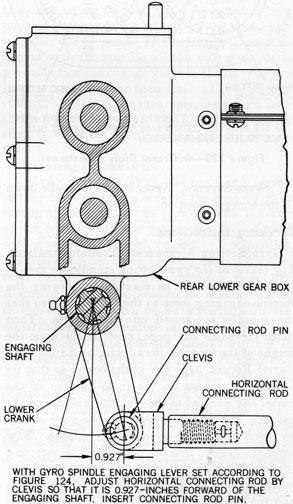
1. Adjust the clevis at the rear end of the horizontal shaft, figure 125, until the centerline of the connecting rod pin in the lower crank is 0.927 inch forward of the vertical position.
2. Pin the clevis to the horizontal connecting rod with a split cotter pin.
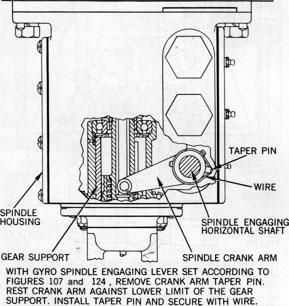
SPINDLE CRANK ARM. After making adjustment illustrated in figure 125, remove spindle housing cover. Each spindle crank arm, figure 126, is brought to rest against the lower end of the slot in the gear support. Spindle crank arms and engaging shafts are then drilled and reamed to suit the taper pins, which are secured by wire after they are installed.
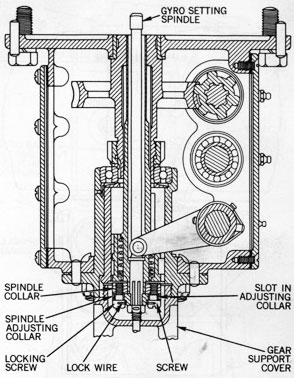
SPINDLE ALIGNMENT. Position spindle-engaging lever to OUT, figure 124. Align the spindle as follows:
1. Remove the gear support cover, figure 127.
2. Loosen screw in slotted collar and remove locking screw in collar.
3. Turn setting spindle until the flat on the spindle head is parallel to the barrel centerline.
4. Tighten locking screw.
Figure 126-Spindle Crank Arm Adjustment.
Figure 127-Spindle Alignment.
5. Drill and tap new hole in spindle collar and insert screw. (Be sure that the new tapped hole is clear of the old hole.)
6. Lock screws with lockwire.
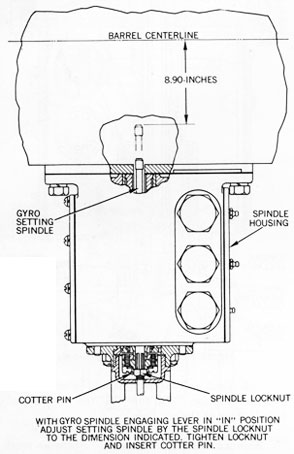
SPINDLE VERTICAL POSITION. Spindles must be set uniformly at a specified vertical distance from the centerline of the barrels, figure 128.
1. Place the spindle-engaging lever at IN.
2. Adjust the vertical position of each spindle with the spindle locknut to give a gaged dimension of 8.90 inches between the top of the spindle and the centerline of the barrel.
3. Drill the spindle and pin the locknut to it with a cotter pin.
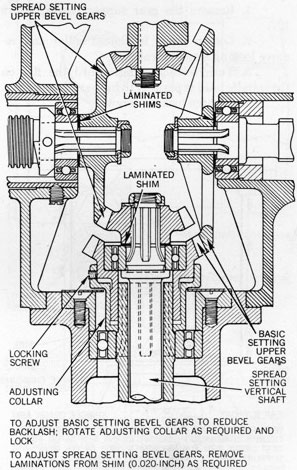
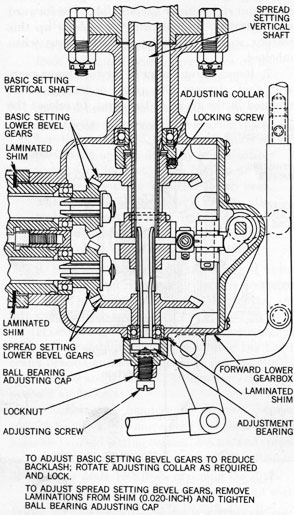
BASIC SEWING BEVEL GEARS. The basic setting upper bevel gears, figure 129, and the basic setting lower bevel gears, figure 130, are adjusted by similar adjusting collars.
1. Rotate threaded collar to give proper meshing of the bevel gears (upper or lower bevel gears) .
2. Tighten locking screw.
If the upper bevel gears, figure 129, have been adjusted, causing an up or down movement of the
112
Figure 128-Spindle Vertical Adjustment.
spread-setting shaft, then a corresponding adjustment should be made to the adjustment (support) bearing at the base of the vertical shaft, figure 130.
SPREAD SETTING BEVEL GEARS. The spread setting upper bevel gears, figure 129, and the spread setting lower bevel gears, figure 130, are adjusted for proper mesh by the addition or removal of shims. The gyro setting mechanism dial gearing, alignment of pinion, and backlash in worm and bevel gears are controlled by location of their respective gear brackets.
Torpedo Course Attachment.
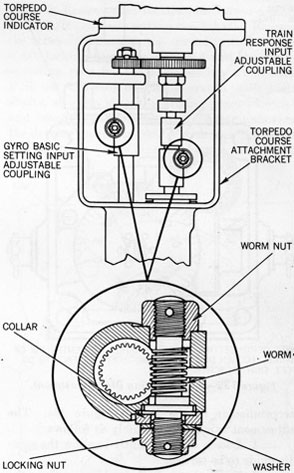
GYRO SETTING ADJUSTABLE COUPLING (FIGURE 131). This coupling contains a worm section on its adjusting bolt which meshes with teeth cut in the lower end of the upper section of the
gyro setting vertical shaft. Minute adjustments in coupling the upper and lower sections of this shaft can be made by alternately loosening and tightening the nuts on either end of the adjusting bolt to bring the dials of the torpedo course indicator back to zero, if this reading is disturbed on installation.
TRAIN RESPONSE ADJUSTABLE COUPLING (FIGURE 131). With the exception of the position of the adjusting bolt on the coupling, this coupling is identical to the gyro setting adjustable coupling.
Depth Setting Mechanism.
DEPTH SETTING DIAL. The depth setting dial should be set so that the 10-foot graduation matches the index line. If for any reason the original setting of the dial with respect to the
Figure 129-Basic Setting Vertical Shaft
Adjustment, Mk 5 Mod 1.
113
sockets has been disturbed so that they do not agree, the dial must be reset, figure 132, as follows:
1. Remove the dial cover.
2. Loosen the screw holding the dial to its
shaft.
3. Position sockets so that a side of the squared hole is parallel with the axis of the barrels.
4. Set the dial so that the 10-foot graduation will match the index line.
5. Tighten the screw.
6. To check adjustment, set the torpedo spindle at the 10-foot setting. A side of the squared setting spindle in the torpedo then should be parallel with the centerline of the torpedo.
Figure 130-Spread Setting Vertical Shaft
Adjustment, Mk 5 Mod 1.
Figure 131-Gyro Setting Adjustable Coupling.
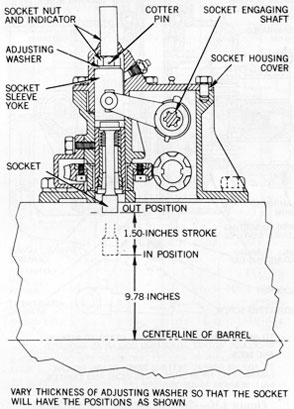
SOCKET DEPTH. Sockets must be adjusted so that in the OUT position they will be retracted fully as shown in figure 133, and so that they will be able to penetrate their full travel of 1.50 inches. For IN position, the adjustment at assembly is as follows:
1. Place socket-engaging lever at IN.
2. Remove socket housing cover.
3. Adjust the vertical position of each socket by varying the thickness of adjusting washer to give a gaged dimension of 9.78 inches between end of socket and centerline of barrel.
4. Drill the socket, and pin the socket nut to it with a cotter pin.
Speed Setting Mechanism.
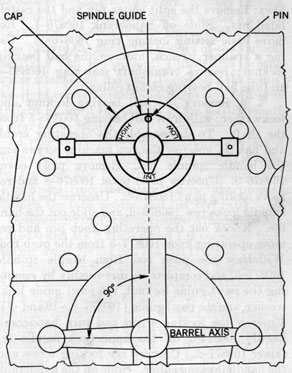
SPINDLE ALIGNMENT. The spindle guide pin must be aligned with the centerline of the housing
114
Figure 132-Depth Setting Dial Adjustment.
perpendicular to the barrels, figure 134. The adjustment is made at assembly as follows:
1. Loosen cap sufficiently to allow the spindle guide to be turned.
2. Turn the spindle guide so that the 13/64-inch hole drill in it is in line with the centerline of the housing on the outboard side perpendicular to the axis of the barrels.
3. Tighten cap.
4. Drill and ream for pin.
5. Install pin.
Disassembly and Reassembly
Gyro Setting Mechanism. The instructions in the following paragraphs are typical of the gyro setting mechanism. Slight differences of the various mods will be understood readily by comparing reference drawings.
To disconnect and remove the gyro setting mechanism proceed as follows:
1. Set basic and spread gyro angles to zero, lock handcranks, and withdraw spindles.
2. Remove gear support cover at bottom of spindle housing on each tube. This is the small casting which houses the indicator on the lower
end of the spindle. Remove screws at the lower end of the spindle, insert spindle locking device 8-Z-944-8 included among the torpedo tube accessories, replace screws, and replace gear support cover.
3. Take off all shafting covers, including that between the gyro setting mechanism and the torpedo course indicator attachment.
4. Break all shaft joints and remove all of the loose shafting between the various units.
5. Remove vertical and horizontal spindle-operating connecting rods between spindle-engaging lever and bell crank, and between bell crank and rear lower gearbox.
6. Remove bolts which secure spider of spindle-engaging lever bracket to the T-guides on the center and right-center barrels and to the forward lower gearbox, first blocking or lashing up this gearbox so that it will not tend to sag when unbolted.
7. Remove front cover of forward lower gearbox; first depress the pawl operating lever, mounted in the front of the cover, to release the
Figure 133-Socket Depth Adjustment.
115
locking pawls within. Mark mating gears and locking wheels for reassembly. Pull the cotter pins which secure the locking wheels to the basic and spread setting vertical shafts. Lift spindle-engaging lever bracket (with the handcrank bracket on top) straight up until the shafts are clear of the forward lower gearbox. The following parts will be left loose; wrap, and place them within the gearbox (unless the unit is to be disassembled further) and put the front cover back on:
Upper bevel gear, with screwed collar
Upper ball bearing
Upper locking pawl
Lower locking pawl
Lower bevel gear
Lower ball bearing
Bearing plate for spread setting shaft.
NOTE: The upper gear is positioned from the upper bearing by means of its screwed collar. The lower gear is positioned up-and-down by means of a screwed bushing and locknut at the bottom of the gearbox. The bearing plate for the bottom of the spread shaft is positioned up-and-down by an adjusting screw with locknut at the bottom of the adjusting bushing for the lower gear. These adjustments should not be disturbed unless worn, or unless the unit is to be disassembled further, in which case their position should be noted.
8. Remove, successively, the forward lower gearbox; right and right-center spindle housings; rear lower gearbox; and center, left-center, and left spindle housings.
HANDCRANK BRACKET AND COMPONENTS. When disassembling and reassembling the hand-crank bracket and its components, refer to BuOrd dwgs 160869 and 315238 for general arrangement; proceed as follows:
1. Remove handcrank bracket covers 160879-1 and -2. Remove gear locknut 160880-9, basic and spread setting vertical shafts, and spread setting upper bevel pinion 160895-3. Remove index cover plate 160879-3, exposing the dials.
3. Remove gear locknuts on spread-setting crankshaft and basic setting crankshaft. Remove the screws that attach the spread setting crankshaft locking-ring base 160876-4 and the corresponding ring for the basic setting crankshaft. Pull out the two operating cranks with their shafts, as units, until the driving gears 160880-1 and 160881-1 can be removed. After removing the driving gears, completely withdraw the shafts and bearings. If the inner bearings 160880-5 still
Figure 134-Speed Setting Spindle Alignment,
Mk 2 Mod 0.
remain in the housings, remove them. Remove travel-limit collar guide-sleeve 160881-3. Remove the spring cotter pins and the castellated nuts from spread dial driving-gear shaft 160882-5, worm and wormwheel shaft 160882-6, spread dial shaft 160882-7, worm and bevel gear shaft 160883-9, and coarse-reading dial shaft 160883-8. Remove spread dial driving gear 160882-2. Withdraw spread dial wormwheel shaft 160882-6, and remove spread dial worm 160882-3 and the two spread dial wormwheels 160882-4. Withdraw (from above) the spread dial and shaft assembly 160882-7 and 160884-1.
116
4. Remove driving-gear shaft bearing nut and withdraw driving-gear shaft 160882-5; remove the other spread dial worm 160882-3. Withdraw worm and bevel gear shaft 160883-9, remove coarse-reading dial worm 160883-7 and coarse-reading dial bevel gear 160883-6. Withdraw the coarse-reading dial 160884-3 and shaft 160883-8 from above; remove the coarse-reading dial wormwheel.
5. The basic setting handcrank and hand-crank shaft may be dismantled further as follows: Remove the split cotter pin and the castellated nut. Slide off handcrank 160876-1. Remove basic setting locking ring 160876-11. Using a spanner wrench, unscrew the ball bearing locknut; remove crankshaft seal ring 160880-4 and the ball bearing clamp collar.
6. Remove the ball bearing locknut and lockwasher; withdraw ball bearing 160880-5 from the shaft. To disassemble the operating crank and handle, unscrew the two machine screws and the handle spindle nut. Remove pawl cover 160876-3. Unscrew pawl pivot 160876-8 and remove locking pawl 160876-2. Unscrew the handle spindle lockscrew 160876-9, and slide out the handle. Knock out the operating knob pin and remove operating knob 160877-3 from the push rod. Withdraw the push rod from handle spindle 160877-5, and complete its disassembly by removing the pawl guide locknut, the pawl guide lock-washer, and the pawl guide (160877-8, -10 and -7) . Unscrew the locking screw and turn handcrank handle 160877-1 off the handcrank handle retainer 160877-2. Unscrew the locking screw and the handle-locking collar. Slide off the handcrank handle retainer.
7. Disassembly of the spread setting hand-crank and handcrank shaft is similar to disassembly of the basic setting crank and shaft, except that the two stops (160881-6 or 315213-4) and their keys should be removed from the spread setting crankshaft to complete disassembly.
8. Reassemble in the reverse order of disassembly.
SPINDLE-ENGAGING LEVER BRACKET AND COMPONENTS. When disassembling and reassembling the spindle-engaging lever bracket and its components refer to BuOrd dwgs 217786, 242361, and 315232 for general arrangement; proceed as follows:
1. Remove lever pawl lift 145079-3. Be careful to hold the spring to prevent its escape. Remove spindle-engaging lever shaft 160888-2, the lever, and the upper crank. Remove spindle-engaging lever stop 160888-1.
2. Remove the cover plate at the level of the cross shaft to torpedo-course indicator attachment 217797-6. Remove the four screws and the ball bearing retaining-collar. Remove the gear, its key, and bearing 160894-10 from the housing. Remove gear locknut and gears (217757-3 and 217757-4) from gyro angle input shaft 217759-6. Withdraw the shaft from the cover.
3. Reassemble in the reverse order of disassembly.
FORWARD LOWER GEARBOX. When disassembling the forward lower gearbox, refer to BuOrd dwgs 217787, 242360, and 315233; proceed as follows:
1. Remove locknuts 217759-12, lockwashers, and pinion gears 160899-2.
2. Remove support sleeves 217796-6 and shafts 217795-16.
3. Remove ball bearings 217759-10.
4. Remove the adjusting cap for vertical spread setting shaft 160895-6 with adjusting screw 160895-12.
5. Pull out ball bearing 160895-7.
6. Remove locking pawls 160892-14 from the cover after withdrawing pivot pin 160892-6 and the two pawl spring pins. Remove pawl spring 160892-10, assembled.
7. Remove the castellated nuts, pawl operating shaft 160892-7, pawl operating crank 160892-4, and pawl operating lever 217797-5. Remove bell crank pin 160888-14 and bell crank 160888-4.
8. Reassemble in the reverse order of disassembly.
REAR LOWER GEARBOX. When disassembling and reassembling the rear lower gearbox refer to BuOrd dwgs 217788, 242359, and 315234; proceed as follows:
1. Remove cover 160905-6.
2. Remove the locknuts.
3. Withdraw four shafts 217795-15 with the shaft couplings 217796 1 and -5 removed.
4. Remove four support sleeves 217796-6.
5. Remove two cover end blocks 217798-9, and two retainers 217798-4.
117
6. Remove four bevel gears 160905-5 and eight ball bearings 217759-10.
7. Pull out lower shaft 217795-9 with bushing 217796-8 and shaft couplings 217796-4 removed.
8. Remove lever 217796-2 and spacer 160906-9.
9. Refer to section X-X on the BuOrd dwgs.
10. Remove two nuts 160880-9 and withdraw two shafts 217795-17 with universal joints 217796-11.
11. Remove two support sleeves 217796-6 and cover end block 217798-8.
12. Remove two bevel gears 217796-7 and four ball bearings 217759-10. Reassemble in the reverse order of disassembly.
GYRO SETTING SPINDLE HOUSINGS. When disassembling and reassembling the spindle housings refer to BuOrd dwgs 217789, 217790, 242356, 242357, 242358, 315235, and 315236, which cover details of the center, left-center, and other spindle housings; proceed as follows:
1. Remove covers 160901-1 and -12.
2. Unscrew retainers 217798-4.
3. Drive out the taper pins.
4. Pull out setting shaft 217795-6 and engaging shaft 217795-7.
5. Remove cover end block 217798-9 and ball bearing carriers 160902-8.
6. Remove worms and spindle crank arm 217796-1.
7. Remove gear support cover 217794-2 and the spindle, spindle sleeve 217793-1, and spindle-sleeve yoke 160904-4.
8. Remove gear support 217794-3.
9. Remove the ball bearing.
10. Remove the upper and lower wormwheels, and bevel gears 160903-7, 160902-7, and 160902-6.
11. Reassemble in the reverse order of disassembly.
When reassembling and installing the gyro setting mechanism, extreme care should be taken to match up the assembly marks on gears and shafts. In some cases it is possible to assemble shafts in the reverse position; if misassembled, they may cause serious trouble. Generally, installation is in the reverse order of removal. For general arrangement of transverse horizontal shafts refer to BuOrd dwgs 217791 and 315237. For general
arrangement of the gyro-setting mechanism, refer to BuOrd dwgs 217785, 217786, 242361, and 315232.
Torpedo Course Attachment. Torpedo Course Attachment Mk 2 has, at the bottom of the vertical shaft, a pinion which engages a large rack mounted on the stand below the training circle. The pinion is split perpendicularly to the shaft axis and the halves are pushed apart by a torsion spring. To maintain the proper working load on this spring, remove the cover plates at the right end and on the bottom of the training worm housing (giving access to the pinion) and insert a 3/16-inch cotter pin through the holes in both halves of the pinion. Then remove the nut at the bottom of the vertical shaft and pull the pinion. Unbolt the torpedo course attachment from the T-guides of the center and right-center barrels and remove by lifting it straight up until the bottom of its vertical shaft is clear of the saddle.
To remove Torpedo Course Attachment Mk 3 Mods 0 and 1 bracket and contents, unbolt it from the T-guides and remove cap nuts, retainer, and 0-ring seal from the place -where tube projects through the tube saddle, and lift vertically.
Disassembly of Torpedo Course Attachment Mk 2 Mod 0 and Mk 3 Mods 0 and 1 is apparent from BuOrd dwgs 217752, 217753, 315177, and 31523941. Reassembly is in reverse order of disassembly. When reassembling Torpedo Course Attachment Mk 3 Mods 0 and 1, do not lower the course attachment bracket into place without first unscrewing the adjusting bolt at the bottom of the vertical stub-shaft housing at least 1/4 inch to drop the coupling. Later, tighten this bolt, while training the tube slowly, to re-engage the coupling.
When reinstalling Torpedo Course Attachment Mk 3 Mods 0 and 1, the lower end of the attachment-bracket shaft housing tube projects through a long hole in the top of the torpedo tube saddle. After installing seal retainer and 0-ring seal over the housing, coat the part of the tube housing that bears on the saddle with anti-seize compound MIL-C-907 (Ships). Paint contact surface between seal retainer and saddle with red lead. Insert torpedo course attachment in the saddle and secure seal and retainer, using cap nuts.
Depth Setting Mechanism. The instructions in the following paragraphs are typical of the depth setting mechanism. Slight differences of the various mods will be understood readily by comparing the reference drawings.
118
To disconnect and remove the depth setting mechanism proceed as follows:
1. Lift depth setting sockets by moving the engaging lever to its OUT position; engage its detent.
2. Remove all sheet-metal shafting covers; in earlier mods with tubular housings on each shaft, uncouple these housings.
3. Uncouple the shafting between tube units; remove the jointed sections in the mods where this shafting contains sections joined by universal joints.
4. Remove the tube units.
When disassembling and reassembling the depth setting mechanism, refer to BuOrd dwgs 21774043, 272702-03, 315228-31, and 322782; proceed as follows:
1. Disassemble the left socket housing, referring to BuOrd dwgs 217743 or 272703.
2. Withdraw coupling covers 217751-4 or -5, and shaft covers 217751-1, -2, and -3 as a unit.
3. Unscrew stuffing boxes 160921-2 when fitted.
4. Remove the six bolts which secure cover 160912-1 to the socket housing.
5. Lift off the cover.
6. Withdraw the horizontal shafts.
7. Lift out socket crank arm 145082-7 and the socket worm 145080-11.
8. Withdraw setting socket 160918-1, socket sleeve 160918-2 and attached parts as a unit. To disassemble this unit further:
9. Unscrew and remove spring-retaining bushing 145082-5.
10. Withdraw setting socket 160918-1 and the socket spring.
11. Drive out the pin.
12. Remove socket sleeve nut and indicator 160918-12.
13. Slide off socket sleeve yoke 160918-3 with the ball bearing and spring.
NOTE: On BuOrd dwgs 272703, section S-S, 315231, and 322782, spacing washer 160918-13 is shown between the socket sleeve nut and the socket sleeve yoke. The thickness of this washer has been adjusted at original assembly to set the socket at the proper height above the centerline of the barrel. Do not lose it or assemble it in any other tube unit than that in which it belongs.
14. Remove end cover 160912-2.
15. Withdraw socket wormwheel 145080-4.
The left-center, center, and right socket housings are disassembled in a manner similar to the disassembly of the left socket housing, except that in Depth Setting Mechanism Mk 2 Mod 0, cover nuts and stuffing boxes must be removed from both sides of the socket housings before the horizontal shafts can be withdrawn.
The socket and operating details for the right-center barrel are contained in the gear housing upon which the setting crank and lifting lever are mounted. Their disassembly is similar to the other units, after disassembly of the other parts contained in or attached to the gear housing as described in the following paragraphs.
Referring to BuOrd dwgs 217741 and 217742, disassemble the contents of the gear housing as follows:
1. Withdraw the pin.
2. Remove lever pawl lift 145079-3; be careful not to allow the spring retainer and the spring to pull out of socket-engaging lever 145079-10.
3. Unscrew the nut, and remove engaging lever 145079-10.
4. Withdraw the bolts and remove gear-housing cover 217746-1 with the engaging lever shaft and sector 217750-1.
5. Remove cover 160912 4.
6. Unscrew the nut on index dial wormwheel shaft 160922-4, and withdraw the shaft. Refer to BuOrd dwg 217742, section V-V.
7. Remove wormwheel 160920-6 from the housing.
8. Remove nut 160916-8 on the lower part of the setting shaft.
9. Remove the bolts that attach cover 1609123 and lift out the cover, the setting crankshaft, and crank, as a unit.
10. Remove bevel gear 160916-4 from the housing.
11. Unscrew the nuts that secure engaging shaft sectors 160920-2 and 160920-8 and setting shaft pinions 160919-2 and 160919-10.
12. Withdraw shafts 217749-3 and -1 or 272705-1 and -3.
Reassembly is in reverse order of disassembly. However, when reassembling the depth setting mechanism, be sure that the assembly marks on
119
the shafts and gears are in alignment. Failure to reassemble parts in their original position may result in incorrect operation of the mechanism.
Installation is in reverse order of removal. However, it is important that each tube unit be reinstalled upon the barrel from which it was removed, because the height of the bottom of each socket above the centerline of the barrel, once set at original assembly, cannot be adjusted easily.
Speed Setting Mechanism. Before removing a housing be sure the wrench handle is in the UP or retracted position. Speed Setting Mechanisms Mk 2 and Mk 3 can be removed by backing off
the setscrews in the T-guide and unscrewing the housing. Unbolt and remove Mk 2 Mod 1 from the T-guide. Be sure to identify housing as to the barrel from which it was removed.
Disassembly of Speed Setting Mechanisms Mk 2 and Mk 3 is apparent by referring to BuOrd dwg 329760 and BuOrd Sk 130917, respectively. Reassembly is in reverse order of disassembly.
When installing speed setting mechanisms, be sure to install them in the same barrels from which they were removed. Refer to BuOrd dwg 329760 and BuOrd Sk 130917, respectively, for Speed Setting Mechanisms Mk 2 and Mk 3.
120
Chapter 8 SIGHT
General
Each quintuple tube mount described herein is equipped with one 21" AW Torpedo Tube Sight Mk 5 Mod 0, 1, or 2. Used in local control or torpedo fire, the sight is a combination director and aiming device.
In local control, the sight is used to compute sight angle (angle between the line of sight and the torpedo track). In so doing, the line of sight is offset automatically from the tube axis by the amount of the sight angle.
In local aim of bridge control, sight angle is set manually on the sight as directed from the bridge.
In both methods of control, the sight angle can be modified by manual inputs of torpedo gyro angle, spread, or both.
Components
Each 21" AW Torpedo Tube Sight Mk 5 Mod 0, 1, and 2 comprises:
Stand
Gyro angle drum
Sight angle drum
Target angle dial
Torpedo bar
Target bar
Front sight
Rear sight
Range rod.
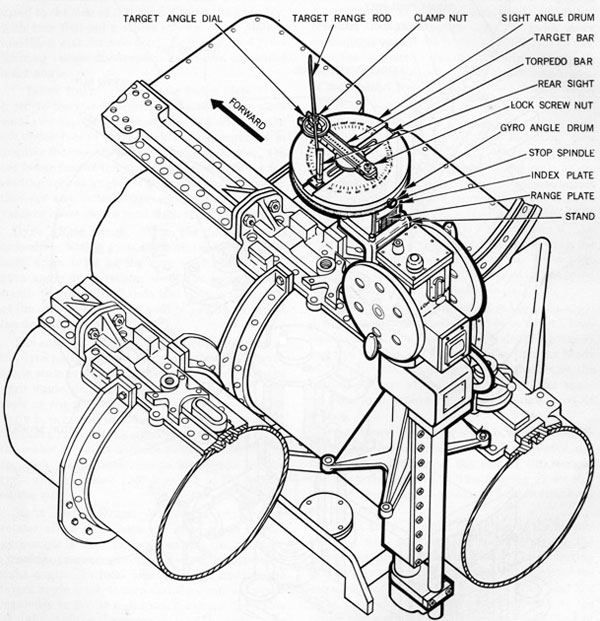
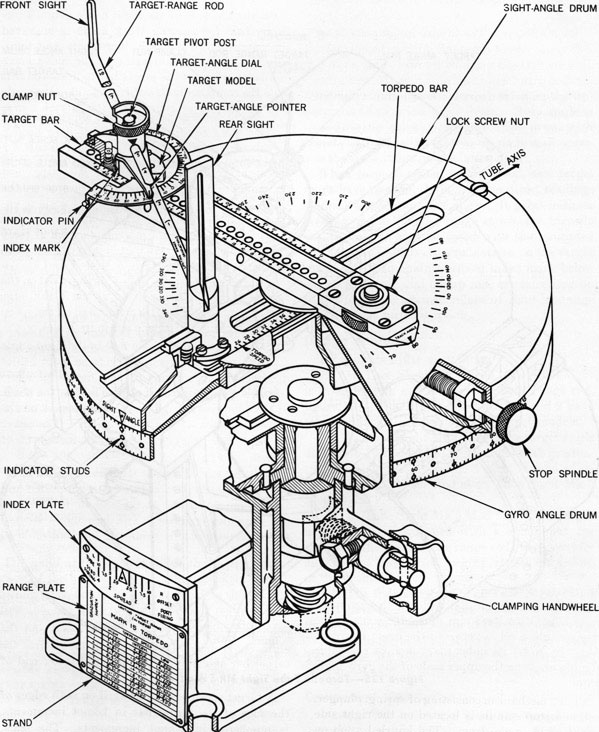
The stand of the sight is bolted to the platform on top of the handwheel mounting bracket of the training gear, figure 135. Arranged as shown in figure 136, the sight provides for four manual inputs. Torpedo speed is set on the torpedo bar against a fixed index on the sight angle drum. Target speed is set by moving the target angle dial assembly along the target bar until index marks on the target model match estimated target speed on the bar. Target angle is set by loosening the clamp nut and swinging the target bar until the target angle pointer indicates the estimated value on the target angle dial. Sight angle can be set directly by turning the sight angle drum until its
fixed index indicates the desired value on the upper scale of the gyro angle drum. Gyro angle is introduced by turning the gyro angle drum with the clamping handwheel; the angle is read opposite the fixed index on the index plate.
When torpedo speed, target speed, and target angle have been set, the sight gives direct readings of track angle and sight angle. It gives indirect reading of the limiting range at which a torpedo can be fired at a given speed with the computed track angle. Numbered graduations on the target range rod, read against a fixed index mark below the target angle dial clamp nut, are tabulated on the range plate against values of limiting range for different torpedo speeds.
Design Features
Tube sights differ as follows:
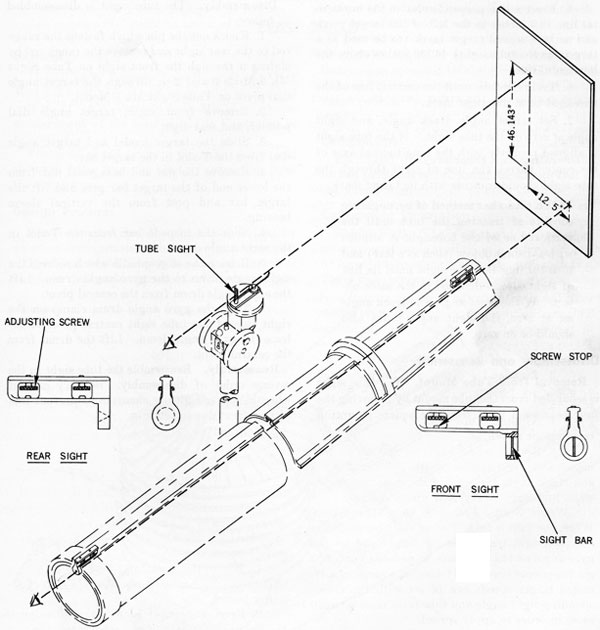
1. In Tube Sight Mk 5 Mod 1 the front sight is integral with and at the end of the range rod, figure 136. Tube Sight Mk 5 Mods 0 and 2 have separate front sights above the target models.
2. In Tube Sight Mk 5 Mod 1 the target angle dial is integral with the target model with graduations numbered on its beveled edge, instead of on the top surface of the dial as on Tube Sight Mk 5 Mods 0 and 2.
3. In Tube Sight Mk 5 Mod 1 only, the target model pivot is equipped with a clamp nut for clamping the pivot to the range rod; this provides an effective means for locking at the set values of the problem.
4. The indicating studs of Tube Sight Mk 5 Mod 1 have longer and more pointed heads than the corresponding scale pins of the other two mods.
5. Tube Sight Mk 5 Mods 1 and 2 differ from Tube Sight Mk 5 Mod 0 in that the minimum torpedo speed reading is 25 knots instead of 27 knots.
Component Description
Stand. The stand is a phosphor-bronze casting with a square mounting flange. A 9/16-inch bolt hole is drilled in each of the four corners of the mounting flange. The stand is secured to the
121
Figure 135-Torpedo Tube Sight Mk 5 Mod 1.
370563 0-56-9
122
Figure 136-Torpedo Tube Sight Mk 5 Mod 1 Components.
123
platform on the top (muzzle end) of the hand-wheel mounting bracket with four hexagonal nuts and bolts.
RANGE PLATE. The bronze range plate is secured to the side of the stand, facing the operator, with four flathead machine screws. This plate is identified with torpedo mark, figure 136, and gives limiting ranges for torpedo speed and computed track angle.
INDEX PLATE. The bronze index plate is secured to the stand directly above the range plate with two 7/32-inch flathead machine screws. On the upper face of this plate, a scale is engraved in angular increments for reading offset angle. On the lower face of the plate, a scale is engraved for reading spread angle. This scale is so graduated that for any value of spread, the corresponding value of offset can be read from the upper scale.
Gyro Angle Drum. When the limits of train necessitate setting gyro angle on the torpedo, the same angle is set on the gyro angle drum. The gyro angle drum rotates about the center of the stand. A clamping handwheel on the right side of the tube sight stand is used to lock the drum at the desired position.
The angle set on the gyro angle drum is read at the fixed index mark on the index plate. The gyro angle scale is engraved on the lower edge of the gyro angle drum in 1-degree increments. The scale on the upper edge of the drum correspondingly is engraved to indicate sight angle opposite the index mark on the sight angle drum. Between the scales, numbers indicate 10-degree increments for both scales from zero to 90 degrees on the right and from zero (360 degrees) to 270 degrees on the left.
Sight Angle Drum. The sight angle drum rotates above and about the same center as the gyro angle drum. In local control, the indicator pin of the target angle dial indicates the computed sight angle. In local aim of bridge control, the target angle is set at zero and the drum is turned manually to set its index mark against the value of sight angle on the upper scale of the gyro angle drum.
A latch mechanism consisting of spring, plunger, pin, and stop spindle is located on the right side of the sight angle drum. The knurled knob on the end of the stop spindle controls the latch mechanism and is used to lock or unlock the sight angle drum. When locked, the sight angle
drum moves with the gyro angle drum.
On the top face of the sight angle drum, a circular scale for reading track angle is engraved concentrically in 5-degree increments and numbered in 10-degree increments. The index mark on the inner end of the target bar indicates on this scale the computed value of track angle (the angle between the target course and the reverse course of the torpedo, measured clockwise from the target bow).
Torpedo Bar. The torpedo bar rotates with the sight angle drum about the mounting post and slides in a T-slot in the center face across the sight angle drum. A torpedo speed scale is engraved on the torpedo bar in 1-knot increments and numbered in 2-knot increments from 27 to 50 knots on Tube Sight Mk 5 Mod 0, and from 25 to 50 knots on Tube Sight Mk 5 Mods 1 and 2. An index marked "Torpedo Speed" is engraved on the face of the sight angle drum at the T-slot edge for setting the required torpedo speed on the speed scale by sliding the torpedo bar in its T-slot.
A detent mechanism mounted in the sight angle drum permits the torpedo speed to be set at 1-knot increments. It consists of two detent plungers and two springs and is arranged so that the heads of the plungers engage transverse grooves on the bottom surface of the torpedo bar. The space between each groove represents an increment of 1-knot.
REAR SIGHT. The rear sight is a vertical member with a slot in the center. It is supported and rotates on a bearing at the end of the torpedo bar near the operator. The bearing is secured to the torpedo bar by means of four button-head cap screws.
Target Bar. Secured to the top of the mounting post with four flathead machine screws, the target bar pivots with the post. The mounting post is carried in a vertical sleeve bearing on the common center of the gyro angle drum and the sight angle drum. A hexagonal nut secures the target bar assembly to the threaded lower end of the mounting post.
A target speed scale, engraved on both edges of the face of the target bar in 1-knot increments, is numbered in 2-knot increments. The scale, which is graduated from zero at the pivot point center to 43 knots at the projecting outer end, is
124
read by means of index marks engraved on each side of the target model.
TRACK ANGLE POINTER. The track angle pointer consists of the pointed end of the target bar nearest to the central pivot. This pointer indicates the specific value of track angle on the concentric engraved scale on the face of the sight angle drum and may be locked at zero track angle when the tube sight is used as a simple sight or for local aim of bridge control. The locking arrangement, located on the same end of the target bar as the pointer, is operated by a lockscrew nut which advances a lockscrew axially to engage the surface of the sight angle drum.
Target Angle Dial. The target angle dial is a disc with beveled edge which is recessed in the center so that target speed may be read from the target bar opposite the vertical lines engraved on the sides of the target model. This dial rotates on the pivot at the projecting outer end of the target bar and slides with the target model in the T-slot of the target bar.
The index for the target angle dial consists of a pointer arm with attached collar. This pointer arm rotates on the target angle dial pivot when the angle of the range rod is changed, and its rotary motion is controlled by the movement of the range rod passing through a hole provided in the collar. The free end of the pointer arm, formed to a point and bent down 90 degrees, indicates the value of target angle on the target angle scale. The scale is engraved on the beveled edge of the target angle dial in 5-degree increments, numbered in 10-degree increments.
SPRING DETENT MECHANISM. A spring de-tent mechanism, consisting of two detent plungers and two springs, is mounted on the bottom side of the target model. The plungers engage the grooved surface of the target bar, the spacing between each groove being equal to a 1-knot graduation. This engaging action permits the target speed to be set at increments of one knot.
Front Sight. On Tube Sight Mk 5 Mods 0 and 2, the front sight is a vertical member with a hole in its base through which the range rod passes. Directly above this hole is an arrowhead pointer for reading the scale on the range rod. The front sight is supported in a bearing in the center of the target angle dial. On Tube Sight Mk 5 Mod 1, the end of the range rod opposite the rear sight serves as front sight.
Range Rod. The range rod is a cylindrical rod flattened at one end for insertion in the lower end of a slot in the rear sight. A pin connects the rod to the rear sight. This rod passes through a hole in the base of the front sight or target pivot post. A scale numbered from 1 to 10 is engraved on the range rod and is read against the fixed index on the front sight on the target angle pointer collar directly above the range rod. This scale is in arbitrary units which are evaluated by the table on the range plate in number of yards of limiting range for each of three speed settings, high, intermediate, and low.
ACTUATION OF TARGET ANGLE POINTER. The target angle pointer has a hole through its collar through which the range rod passes. This forms a positive connection of range rod to target angle pointer so that any movement of the range rod also will move the target angle pointer.
Operation
The tube sight operates on the principle that the time of the target run must equal the time of the torpedo run for the torpedo to hit the target. Before sighting, a reasonably accurate estimate of target speed can be made. Torpedo speed is known. When target angle is estimated correctly, the problem is mechanically solved by the tube sight.
Method of Use. The tube sight may be used for local aim of bridge control or as a director.
When the tube sight is used for local aim of bridge control, the sight angle is set against the gyro angle drum scale directly below the index on the edge of the sight angle drum when the front and rear sights of the tube sight are in line with the tube axis.
When the tube sight is used as a director, torpedo speed, estimated target speed, and target angle must be set before the front and rear sights of the tube sight can be lined up on the target. When the problem is solved correctly (i. e. when estimated target angle and target speed are correct) and the sights are aligned on the target, the target model (and bar) will parallel the target course.
Night Use. Settings and adjustments of the tube sight can be made at night by touch and sound without the aid of artificial light. Target speed may be set by counting the clicks of the detent, allowing one click per knot. Target angle
125
may be set by touch to align the bar with the target heading when the sight is trained on the target. Scale pins or studs are provided on the gyro angle drum and index plate to permit the setting of gyro angle in 5-degree increments by touch.
Gyro Angle Drum. The gyro angle drum is used to offset the line of sight to compensate for the angular difference between the tube axis and the final track of the torpedo when the gyro mechanism in the torpedo is set at an angle as described in chapter 7. The gyro angle drum is rotated about the center common to the sight angle drum and can be clamped with the clamping hand-wheel on the tube sight stand at the right of the operator. When setting gyro angle, the sight angle drum must be locked to the gyro angle drum with the stop spindle.
Maintenance
Inspection. A DAILY inspection should be made of the sighting elements to see that they are clean and free from rust. The proper alignment of the tube sight with the axis of the center barrel should be checked periodically.
The following WEEKLY inspections should be made: See that the T-guide slots in the sight angle drum and the target bar are clean and properly lubricated. Make sure that the latch mechanism on the sight angle drum and the detent mechanisms in the sight angle drum and the target model operate freely, and that the springs are strong.
Lubrication. Fittings are provided for lubricating the central pivot and the gyro angle drum clamp. All other sliding parts such as sight bearings, clamp, T-slots, detent plungers, and stop spindles easily are accessible for oiling. All sliding surfaces of the tube sight should be oiled DAILY or after 4 hours of operation. Nuts and bolts connecting the tube sight to the tube should be oiled WEEKLY so that they can be removed easily and quickly. Lubrication fittings should be filled MONTHLY with the proper grease. Refer to the lubrication chart in chapter 12 for authorized lubricant and frequency of application.
Preservation. Lubrication instructions for all parts and mechanisms, as covered in this chapter and in chapter 12, should be carefully followed to prevent corrosive effects of the sea and varying weather conditions. The tube sight bearings should be kept free of grit and all moving parts
should be kept free of corrosion and foreign matter.
Operating Instructions
Local Aim of Bridge Control. To use the tube sight for local aim of bridge control:
1. Secure the gyro angle drum with zero on its scale opposite the arrow on the index plate by tightening the gyro angle drum clamp on the right of the tube sight stand.
2. Release the clamp nut on the target angle dial.
3. Set and lock the track angle pointer at zero with the lockscrew nut at the pointer end of the target bar.
4. Release the sight angle drum by pushing inward on the stop spindle at the right side of the sight angle drum. Turn the stop spindle one-quarter turn in either direction.
5. Turn the sight angle drum to the angle directed by the bridge; lock with the stop spindle.
6. Line up the target in the rear and front sights by training the tube mount.
Local Control. When the tube sight is used as a simple director for local control:
1. Set the gyro angle drum at zero with the sight angle drum locked to the gyro angle drum with the stop spindle.
2. Unlock the target bar by backing off the lockscrew nut.
3. Release the clamp nut on the target angle dial.
4. Set the torpedo average speed for the estimated distance the torpedo will travel by sliding the torpedo bar to the desired reading opposite the index on the face of the sight angle drum.
5. Slide the target angle dial assembly to read estimated target speed opposite the index marks on the sides of the target model.
6. Rotate the target bar and pointer on the target angle dial to estimated target angle.
7. Train the tube mount until the front and rear sights of the tube sight are aligned with the target.
The target bar, target model, and target should appear parallel. If they do not, the estimated target angle or target speed is in error. Change target angle, target speed, or both, until the problem is solved correctly.
8. Read the range rod graduation directly under the index engraved on the front sight of
126
Tube Sight Mk 5 Mods 0 and 2 or on the target angle pointer collar of Tube Sight Mk 5 Mod 1.
9. Enter the table on the range plate with this reading and torpedo speed. If the actual range does not exceed the limiting value given on the range plate, the torpedo range (the distance it can travel before losing speed) will be greater than the torpedo run (the distance the torpedo must travel to reach the target).
10. Read the track angle opposite the track angle pointer on the target bar. If the track angle is unfavorable, it will be necessary to change the torpedo speed, or maneuver the ship to a new firing position.
Operating as a Director.
WHEN GYRO ANGLE IS USED. When the tube, limited by its training limit stops, is unable to be trained so that the target is lined up in the tube sight, the sight can be used to compute the gyro angle setting as follows:
1. Train the tube close to its stops in the direction of the target.
2. Unclamp and rotate the gyro angle drum until the sight leads the target by a small angle. This small lead compensates for torpedo advance in turning and must be judged by experience. Where gyro angles are 15 degrees or less, the errors generally are small and may be neglected.
3. Reclamp the drum, read the gyro angle, and set the corresponding gyro angle on the torpedo.
4. Align the tube sight with the target by training the mount.
5. Set the target angle so that target bar, model, and target appear parallel. The range rod and track angle are read in the same manner as when tube sight is used as a simple director.
WHEN SPREAD-FIRING A ONE-TUBE SALVO.
When one tube is firing two or more barrels, keep the tube sight trained on the target and set the gyro angle on the successive torpedoes in order to get the proper spread. If desired, a series of estimated target speeds can be set with the corresponding sight angle and tube train reset between shots in order to apply spread.
WHEN SPREAD-FIRING A TWO-TUBE SALVO. When all the torpedoes from two tubes are to be fired at a single target, the two tubes must be offset from the solved torpedo course in order to get an angular spread. The offset is equal to one-half the product of the number of torpedoes per
tube and the angular spacing between adjacent torpedo tracks. This offset can be read directly on the index plate on the front face of the tube sight stand. The index plate has a lower scale marked in terms of spread and a corresponding top scale in terms of offset. Proceed as follows:
1. Solve for sight angle, using the tube sight as a simple director; set gyro angle, if necessary. If no gyro angle setting is necessary, set the zero on the gyro angle drum against the mark on the index plate corresponding to the spread being used. If a gyro angle setting is necessary, this gyro angle is the basic gyro angle. In this case, set the value of basic gyro angle opposite the offset graduation on the index plate corresponding to the spread being used.
2. Train the tube mount so that the sight is on the target.
3. Set gyro angles on the torpedoes to spread the torpedoes equally about the center torpedo in the mount.
For example, if five torpedoes are to be fired from a tube, the torpedo of the center barrel will be set at the basic gyro angle. The right center and left-center barrel torpedoes each will be offset from the center torpedo by an amount equal to the spread but in a positive and negative direction, respectively, using the basic gyro angle setting as the reference point. The right and left wing torpedoes each will be offset from the center by an amount equal to twice the spread, in a positive and negative direction, respectively, again using the basic gyro angle as the reference point.
Adjustment
Alignment of Tube and Sight. For accurate torpedo firing, the tube sight must be parallel to the longitudinal axis of the center tube of the mount. Use 21" AW Torpedo Tube Boresight Mk 2 Mod 0 or Mk 3 Mod 0 to check this alignment as follows:
1. Mount the front and rear sights, figure 137, of the boresight in the T-guide slot of the center barrel.
2. Erect a vertical plane perpendicular to the longitudinal axis of the tube a few yards in front of the tube. This plane may be made of any suitable material such as plywood.
3. With the adjusting screws, adjust the front and rear sights so that a line through them is parallel to the tube axis.
127
Figure 137-Boresight.
128
4. Sight through the boresight and make a target mark at this point on the plane. Extend a horizontal line on either side of the target mark by training the tube to the left and right.
5. Erect a line perpendicular to the horizontal line 12.5 inches to the left of the target mark and make a second target mark (to be used as a target for the tube sight) 46.143 inches above the horizontal line.
6. Train the tube until the vertical line of the boresight is on its target mark.
7. Set target angle, track angle, and sight angle at zero on the tube sight. If the tube sight is aligned properly with the longitudinal axis of the center barrel, the line of sight through the tube sight should coincide with its target mark.
NOTE: Another method of boresighting consists of training the tube until the vertical line of the boresight is aligned with a distant object (such as a star) and then turning the tube sight until its line of sight also is directed to the same object. With target angle and track angle set at zero, the sight angle index also should be on zero.
Disassembly and Reassembly
Removal from Tube Mount. The tube sight is separated from the tube mount by removing the four hexagonal bolts from the square mounting
flange of the tube sight stand and then lifting the sight from the mount.
When removing a sight, handle it with care to avoid loss of alignment due to bending.
Disassembly. The tube sight is disassembled as follows:
1. Knock out the pin which fastens the range rod to the rear sight and remove the range rod by sliding it through the front sight on Tube Sight Mk 5 Mods 0 and 2 or through the target angle dial pivot on Tube Sight Mk 5 Mod 1.
2. Remove front sight, target angle dial pointer, and rear sight.
3. Slide the target model and target angle dial from the T-slot in the target bar.
4. Remove the pin and hexagonal nut from the lower end of the target bar post and lift the target bar and post from the vertical sleeve bearing.
5. Slide the torpedo bar from the T-slot in the sight angle drum.
6. Release the stop spindle which secures the sight angle drum to the gyro angle drum. Lift the sight angle drum from the central pivot.
7. Turn the gyro angle drum clamp on the right side of the tube sight central pivot to release the gyro angle drum. Lift the drum from the central pivot.
Reassembly. Reassemble the tube sight in the reverse order of disassembly. Be very careful when handling sighting elements to prevent loss of alignment due to bending.