(i) Screw the adjusting bushing into the depth setting sleeve to insure that these parts fit smoothly. Make sure that there are no burrs in threads.
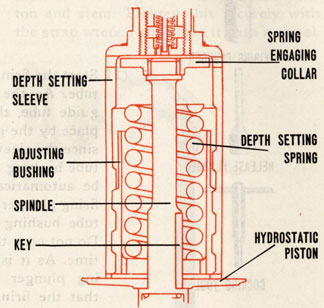
(j) Drop the adjusting bushing down over the hydrostatic piston stem and key.
(k) Place the depth setting spring in the adjusting bushing and screw the spring engaging collar on the end of the hydrostatic piston stem. Lock the collar in place by staking or with a spot of solder. If solder is used remove all trace of flux.
(l) Make up the sub-assembly consisting of the depth setting sleeve, dial plate, index pointer carrier, index pointer and inlet valve (Mark 6) or deep firing mechanism (Mark 6 Mod. 1) in the following manner:
155
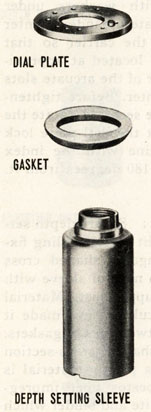
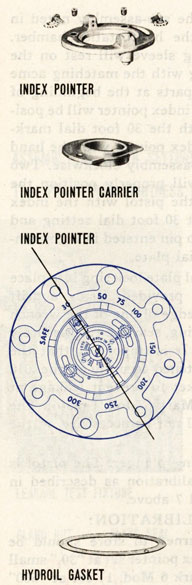
(1) MARK 6:- Secure depth setting sleeve upright in assembling fixture. Place dial plate on the sleeve. Then assemble index pointer carrier and with index pointer plunger assembled as noted in paragraph 6(j) 2 and 3 put the index pointer in place. Now screw in the inlet valve. Secure index pointer to carrier with round head brass screws with washers under screw heads. Locate the index pointer with respect to the carrier so that these screws are located at approximately the center of the arcuate slots in the index pointer. Before tightening the inlet valve securely, rotate the dial plate so that the dial plate lock pin hole is in line with the index pointer "V" and 180 degrees from it.
(2) MARK 6 MOD. 1: Secure depth setting sleeve upright in assembling fixture. Place triangular shaped cross section gasket on neck of sleeve with base of gasket uppermost. Material procurement difficulties have made it necessary to use two types of gaskets. The triangular shaped, cross-section gasket made of a plastic material is composed of asbestos fiber impregnated with graphite and binder which includes some rubber. This gasket should be soaked in raw caster oil for one hour before it is installed on the depth setting sleeve.
Put the dial plate on the neck of the depth setting sleeve with gasket
156
recess side toward the gasket. Dial plates manufactured for use with the Mark 6 Mod. 1 pistol have two different shapes of gasket recess. The original shape of recess was a 45 degree bevel on the edge of the central hole at the bottom face of the plate. Service tests of pistols indicated that a modified "V" shape form of gasket recess improved the water tightness of the pistol so the design was changed to this shape. However, the triangular shape cross section gasket may be used with either dial plate recess.
Difficulty in rubber procurement for manufacture of plastic gaskets has made it necessary to use plant fiber as gasket material on pistols produced by one contractor. The plant fiber gasket is of rectangular cross section and it is surface treated with powdered graphite. The rectangular cross section shape gasket may be used only with dial plates which have the 45 degree bevel gasket recess. This gasket should not be soaked in raw castor oil.
Assemble the index pointer carrier following it with the index pointer. Since the index pointer plunger is staked in place no attention is necessary with respect to it during this operation. Now coat the screw thread, shank and under flange surface of the deep firing mechanism body with thread compound and screw this mechanism into place. Secure the index pointer to
157
carrier with round head brass screws with appropriate type washers under screw heads. Locate the index pointer with respect to the carrier so that these screws are located at approximately the center of the arcuate slots in the index pointer. Before tightening the deep firing mechanism securely, rotate the dial plate so that the dial plate lock pin hole is in line with the index pointer "V" and 180 degrees from it. While it is necessary to securely screw the deep firing mechanism into place, excessive force should not be used because the thin wall between the external and internal screw threads on the shank may be stretched. This distortion of the body will disturb the calibration of the device. See paragraph 15 below for calibration of this mechanism. The sub-assembly made up in accordance with the foregoing instructions should now be tested for water-tightness of the gasket between the dial plate and the depth setting sleeve as noted in paragraph 16 below.
(m) Place the .010 inch thickness hydroil gasket on its surface in the pistol carrying flange. A hole in this gasket fits over the dial plate lock pin which is pressed into the flange. A new dry gasket should be used. Do not use shellac on this gasket. The polar type rust preventive compound on the metal surface will aid in sealing when the joint is made up.
158
(n) Now place the sub-assembly noted in (1) above into the hydrostatic chamber. The depth setting sleeve will rest on the adjusting bushing with the matching acme threads of these parts at the beginning of engagement. The index pointer will be positioned in line with the 30 foot dial marking. Grasp the index pointer with the hand and turn the sub-assembly clockwise. Two complete turns will properly position the sub-assembly in the pistol with the index pointer located at 30 foot dial setting and the dial plate stop pin entered in its matching hole in the dial plate.
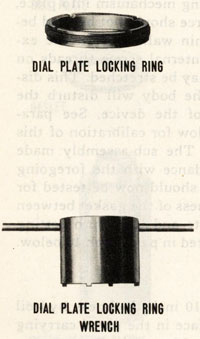
(o) Screw the dial plate lock ring into place with the wrench provided. Using a drift held against the edge of one of the wrench slots in the lock ring, seat the ring securely with a hammer. It is important that the dial plate be tightened securely on the .010 inch hydroil gasket to prevent leakage at this joint on the Mark 6 Mod. 1 pistol. The use of a drift will not be necessary on the Mark 6 pistol.
(p) Cock the firing plunger. The pistol is now ready for calibration as described in paragraphs 6 and 7 above.
(q) AFTER CALIBRATION:
(1) Pistols returned to store should be cocked, index pointer set at "30," small pointer (Mark 6 Mod. 1) set at "500" and plain safety cap screwed on.
(2) Pistols returned to service should be cocked. The positions of index pointer or pointers, type of safety cap fitted and attachment of detonator shall be as circumstances require.
159
(3) A tag should be attached to each pistol. This tag should contain such information as the name of the activity performing the overhaul, date of overhaul and name or initials of officer in charge of overhaul and test.
ASSEMBLY OF DEPTH SETTING MECHANISM - MARK 6 MOD. 1 PISTOL AND TEST FOR WATER TIGHTNESS OF PISTOL SUB-ASSEMBLY
14. All parts should be clean and free from dirt or chips. Polar type Rust Preventive Compound (52-c-18) Grade II should be applied to all metal parts prior to assembly. This treatment may be applied by either spraying or dipping. Parts should be drained after treatment.
15. Assemble the deep firing mechanism as follows:
(a) Screw valve seat in place against shoulder in housing.
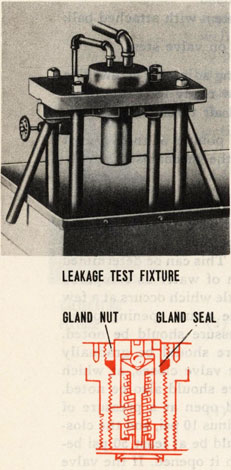
(b) Assemble gland seal. Use a new gland seal which has been soaked for approximately one hour in raw castor oil.
(c) Screw packing nut down on gland seal. Packing nut must be screwed down flush with top surface of housing or slightly below it.
(d) Put dial plate in place with stop against indicator point on valve seat. Then rotate both dial plate and valve seat clockwise to match holes in dial plate with nearest holes in housing. Drill .0785 inch hole in housing to suit locating
160
pin. Press pin into place. End of pin must be flush with top surface of dial plate. This pin permanently locates dial plate for the particular deep firing mechanism. This instruction applies only when new parts are used during overhaul. The use of a scratch mark or red paint was used on early production to indicate proper position of dial plate.
(e) Secure dial plate with two self tapping screws.
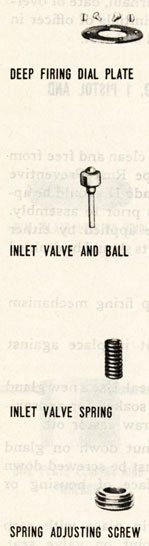
(f) Insert valve stem with attached ball.
(g) Place spring on valve stem.
(h) Screw in spring adjusting screw. The mechanism is now ready for calibration. Blow compressed air through the valve.
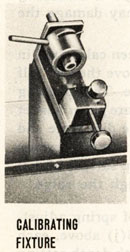
(i) Set the index pointer at the 500 foot mark and place the mechanism in calibrating fixture.
(j) Apply water pressure with control valve C. Allow pressure to increase at the rate of approximately 6.5 psi until the valve opens wide. This can be determined by a sudden rush of water as compared with a slight trickle which occurs at a few pounds before the actual opening point. The opening pressure should be noted. Then the pressure should be gradually reduced until the valve closes, at which point the pressure should also be noted. The valve should open at a pressure of 222 psi, plus or minus 10 psi, and the closing pressure should be at least 50 psi below that at which it opened. If the valve
161
opening does not occur within the required limits, the valve spring tension should be changed by turning the spring adjusting screw through means provided in the calibrating fixture and the performance repeated.
The device built into the calibrating fixture should be carefully engaged in the slot of the spring adjusting screw, so that changes in spring tension may be obtained by merely turning the nut and not by pushing on it.
When the opening and closing of the valve has been adjusted to fall within the required limits, the applied water pressure should be allowed to drop well below the closing point and then raised to 50 psi below the opening point. Under this condition the valve should not leak more than a medium drip.
The following conditions should be cause for rejection.
(1) High or low opening point. Remedy: Readjust and retest.
(2) Closing in less than 50 psi below opening point. Remedy: Rebuild using another valve stem with soldered ball. Check to make sure adjusting screw is provided with a 3/32 inch diameter drilled hole.
(3) Chattering and/or leaking badly 15 psi or more below the opening point. Remedy: Rebuild using another valve stem with soldered ball.
(4) Leaking a fast drip at 50 psi below opening point. Remedy: Rebuild using new valve seat. Check beveled edge of orifice through valve seat to make sure it is smooth. Install
162
new gland seal. Tighten packing nut. Check for chips of brass or dirt in valve seat.
When the deep firing mechanism has been satisfactorily calibrated to function within the required limits, it should be carefully removed from the calibrating fixture in order not to disturb the position of the spring adjusting screw. A tag containing notations of test data should be attached to each mechanism. The position of the spring adjusting screw should be marked and, as soon as practicable, the screw should be locked in place with a spot of solder to prevent any change in its position which would destroy the calibration. Care should be taken not to overheat the mechanism during the soldering operation. Excessive heat may damage the gland seal.
(k) After assembled pistol has been calibrated in accordance with paragraph 7, remove the two self tapping screws holding dial plate. Test packing nut for tightness. Assemble dial plate paper gasket in place using shellac. Replace the dial plate and secure it in place with four self tapping screws. Screw heads must be flush with top surface of dial plate. Blow compressed air through the valve.
16. After calibration and locking of spring adjusting screw as noted in paragraph 15(j) above, each deep firing mechanism assembled with depth setting sleeve, gasket, dial plate, index pointer carrier and index pointer should be tested for water-tightness as follows:
(a) With the deep firing mechanism pointer set at the 500 foot mark, place the assembly in test fixture, and subject it to water pressure by control of valve C.
163
Leakage at a fast drip should not occur around the gasket while the pressures required for valve operation are applied. Leakage around the gasket may readily be determined by water flowing over the outside of the depth setting sleeve.
During this test the deep firing mechanism should be rechecked for compliance with paragraph 15(j) above, except that no provision is made for changing the valve spring tension. Valve leakage may be readily determined by water flow from the inside of the depth setting sleeve.
After this test satisfactory performance should be noted on attached tag and the assembly thoroughly dried by means of compressed air.
FREQUENCY OF OVERHAUL
17. During the past several years, experience with the Mark 6 pistol and booster extender mechanism has indicated the necessity of periodic inspection, test and overhaul of these components which have been exposed to weather conditions on decks of ships. The design of Mark 6 Mod. 1 pistol and booster extender mechanism includes seals to keep external moisture from entering the mechanism. furthermore, all metal parts are treated with polar type rust preventive compound. It is expected that these measures will materially reduce, if not eliminate, corrosion of working parts provided every effort is made to keep safety covers on the pistols and safety forks on the booster extender mechanisms.
18. Forces afloat should turn in pistols and booster extender mechanisms for inspection, testing and servicing as follows:
(a) Monthly, or oftener if necessary, to stations equipped with Mark 2 Mod. 1 Depth Charge Test Set.
164
(b) Quarterly, or oftener if necessary, to stations equipped with Mark 3 and Mark 2 Mod. 1 Depth Charge Test Sets."
165
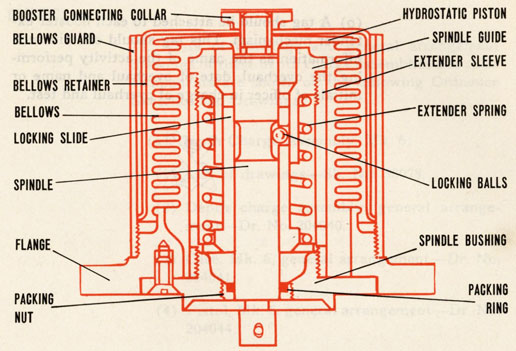
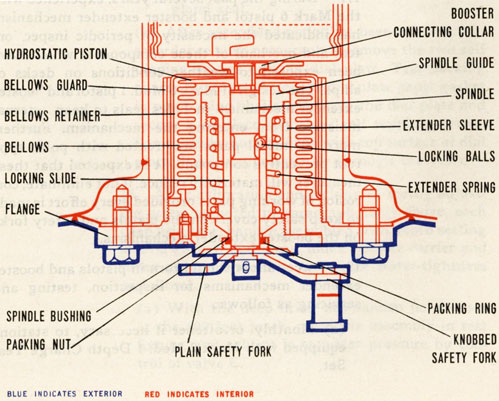
OVERHAUL BOOSTER EXTENDER
19. Faulty operation of a booster-extender is usually caused by leaky bellows or joints, or faulty action of the locking slide mechanism.
DISASSEMBLY
20. To overhaul a booster-extender, first disassemble it, as follows:
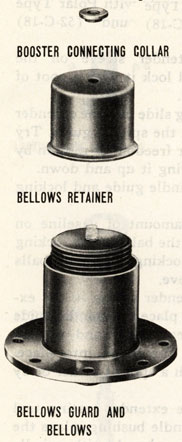
(a) Remove the bead of metal that locks the bellows guard to the booster carrying flange, and unscrew and remove the bellows guard, using the strap wrench. Unscrew booster connecting collar and remove bellows retainer.
(b) Test the bellows for leaks as directed in Chapter V.
(c) If a soldered joint leaks, eliminate the leak by soldering.
(d) If the bellows leaks, it should be replaced, following the same procedure as outlined for replacing a bellows on a pistol.
(e) Clamp the booster carrying flange in a vise and remove the three screws which secure the spindle bushing to the carrying flange. If necessary, use a chisel to chip out the punch marks which lock the screws in place before removing the screws.
(f) Place the recessed end of the locking-slide tool on the booster spindle and push in. This will cause the spindle bushing to
166
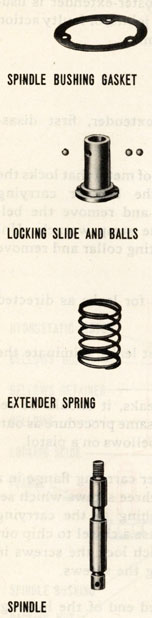
move off the carrying flange. Press inward on the tool and at the same time pull outward on the spindle bushing until the locking slide is completely on the locking-slide tool. Remove the slide assembly and tool from the booster-extender. Remove the spindle bushing gasket (Mark 6 Mod. 1). Pull the tool out of the slide. The slide will retract under the influence of the extender spring, and the locking balls will fall out. Examine the balls and the locking-slide mechanism to see that they are in good condition.
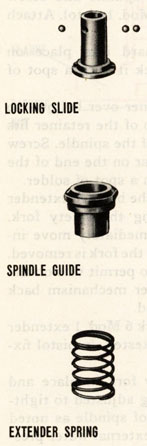
(g) To disassemble the locking-slide mechanism, break or melt the solder which locks the spindle guide to the extender sleeve and unscrew the spindle guide. Remove the locking slide and spring. Remove the packing gland and seal from the spindle bushing (Mark 6 Mod. 1).
(h) Replace or repair any part of the booster extender which is not in good condition. Refer to Ordnance Drawings of the booster extender for specifications of the parts of the mechanism.
167
ASSEMBLY
21. The method of assembling Mark 6 and Mark 6 Mod. 1 booster extenders is the same except, for the spindle bushing packing gland and seal of the Mark 6 Mod. 1. To assemble a booster extender mechanism proceed as follows:
(a) Treat all metal parts with Polar Type Rust Preventive Compound (52-C-18) Grath II.
(b) Screw the extender sleeve on the spindle bushing and lock it with a spot of solder or by staking.
(c) Drop the locking slide into the extender sleeve and screw on the spindle guide. Try the locking slide for freedom of motion by rotating it and moving it up and down.
(d) Remove the spindle guide and locking slide.
(e) Place a small amount of vaseline on each ball and place the balls in the locking slide. Replace the locking slide with balls in the extender sleeve.
(f) Insert the extender spring in the extender sleeve. Then place the spindle guide on the spring, press down and engage threads and screw the guide into place. Lock the guide with a spot of solder or by staking.
(g) Now insert the extender testing tool into the hole in spindle bushing, place the assembled parts on a bench with spindle bushing end up and press down on extender testing tool until it passes completely through the spindle guide.
(h) The spindle bushing, extender sleeve, etc. assembly with extender testing tool inserted is now ready for combining with the
168
carrying flange, bellows, hydrostatic piston and spindle assembly. Place a .010 inch thickness spindle bushing gasket in the carrying flange of Mark 6 Mod. 1 booster extender. Connect the end of the extender testing tool to the spindle and slide the spindle bushing, extender sleeve, etc. assembly into place on the spindle.
(i) Secure the spindle bushing to the carrying flange with three flat head machine screws.
(j) Insert seal around spindle and screw down gland on Mark 6 Mod. 1 pistol. Attach plain safety fork.
(k) Screw bellows guard into place on carrying flange and lock it with a spot of solder or by staking.
(1) Place bellows retainer over bellows so that the hole in the top of the retainer fits over the threaded end of the spindle. Screw booster connecting collar on the end of the spindle and lock it with a spot of solder.
(m) Try the action of the booster extender mechanism by removing the safety fork. The spindle should immediately move inward about '/4 inch when the fork is removed. If the seal is too tight to permit this on the Mark 6 Mod. 1 extender mechanism back off slightly on the gland.
(n) One percent of Mark 6 Mod. 1 extender mechanisms should be tested, in pistol fixture as follows:
(l) With plain safety fork in place and packing gland in spindle bushing adjusted to tightness suitable for free operation of spindle as noted in instruction (m) above, apply external water pressure of 20 psi. Leakage around spindle bushing gasket or into the interior of the booster extender shall not be more than 5cc after this pressure has been applied for a period of one minute.
169
Piston cross section
(2) With the travel of the hydrostatic piston and booster limited to a total of 2.0 inches from initial assembled position, and with the safety fork removed, apply water pressure gradually until a maximum of 291 psi has been reached. No leakage should be evident during a period of one minute while this pressure is maintained.
(3) Following the tests (1) and (2) of this instruction the booster extender mechanism shall be disassembled and all parts examined and dried. Upon reassembly, with damaged parts replaced and functional tests as noted in paragraph 9 Chapter V performed, the mechanism will be considered satisfactory for service use.
170
(o) A tag should be attached to each booster extender mechanism. This tag should contain such information as the name of the activity performing the overhaul, date of overhaul and name or initials of officer in charge of overhaul and test.
Crossed cannons
REPAIRING BOOSTER CANS
22. (a) The repair of loaded booster cans is to be undertaken only by depots specifically authorized to do this work.
(b) If there is any doubt about the serviceability of a booster can after it has been repaired, the can should be scrapped.
(c) Observe the rules and regulations governing the handling and loading of booster cans in effect at the depot at the time the repair is being made.
171
APPENDIX
O.P. NO. 747
DRAWINGS
23. Lists of drawings and general arrangement drawings of these depth charge assemblies and their components are shown on the following Ordnance Sketches and Drawings:
(a) Depth Charge Assembly, Mk. 6:
(1) List of drawings-Sk. No. 58078.
(2) Depth charge assembly, general arrangement-Dr. No. 204040.
(3) Case, Mk. 6, general arrangement-Dr. No. 204041.
(4) Pistol, Mk. 6, general arrangement-Dr. No. 204044.
(5) Booster-Extender, Mk. 6, sub-assemblies Dr. No. 204053.

 (i) Screw the adjusting bushing into the depth setting sleeve to insure that these parts fit smoothly. Make sure that there are no burrs in threads.
(i) Screw the adjusting bushing into the depth setting sleeve to insure that these parts fit smoothly. Make sure that there are no burrs in threads.
 (1) MARK 6:- Secure depth setting sleeve upright in assembling fixture. Place dial plate on the sleeve. Then assemble index pointer carrier and with index pointer plunger assembled as noted in paragraph 6(j) 2 and 3 put the index pointer in place. Now screw in the inlet valve. Secure index pointer to carrier with round head brass screws with washers under screw heads. Locate the index pointer with respect to the carrier so that these screws are located at approximately the center of the arcuate slots in the index pointer. Before tightening the inlet valve securely, rotate the dial plate so that the dial plate lock pin hole is in line with the index pointer "V" and 180 degrees from it.
(1) MARK 6:- Secure depth setting sleeve upright in assembling fixture. Place dial plate on the sleeve. Then assemble index pointer carrier and with index pointer plunger assembled as noted in paragraph 6(j) 2 and 3 put the index pointer in place. Now screw in the inlet valve. Secure index pointer to carrier with round head brass screws with washers under screw heads. Locate the index pointer with respect to the carrier so that these screws are located at approximately the center of the arcuate slots in the index pointer. Before tightening the inlet valve securely, rotate the dial plate so that the dial plate lock pin hole is in line with the index pointer "V" and 180 degrees from it.
 recess side toward the gasket. Dial plates manufactured for use with the Mark 6 Mod. 1 pistol have two different shapes of gasket recess. The original shape of recess was a 45 degree bevel on the edge of the central hole at the bottom face of the plate. Service tests of pistols indicated that a modified "V" shape form of gasket recess improved the water tightness of the pistol so the design was changed to this shape. However, the triangular shape cross section gasket may be used with either dial plate recess.
recess side toward the gasket. Dial plates manufactured for use with the Mark 6 Mod. 1 pistol have two different shapes of gasket recess. The original shape of recess was a 45 degree bevel on the edge of the central hole at the bottom face of the plate. Service tests of pistols indicated that a modified "V" shape form of gasket recess improved the water tightness of the pistol so the design was changed to this shape. However, the triangular shape cross section gasket may be used with either dial plate recess.
 carrier with round head brass screws with appropriate type washers under screw heads. Locate the index pointer with respect to the carrier so that these screws are located at approximately the center of the arcuate slots in the index pointer. Before tightening the deep firing mechanism securely, rotate the dial plate so that the dial plate lock pin hole is in line with the index pointer "V" and 180 degrees from it. While it is necessary to securely screw the deep firing mechanism into place, excessive force should not be used because the thin wall between the external and internal screw threads on the shank may be stretched. This distortion of the body will disturb the calibration of the device. See paragraph 15 below for calibration of this mechanism. The sub-assembly made up in accordance with the foregoing instructions should now be tested for water-tightness of the gasket between the dial plate and the depth setting sleeve as noted in paragraph 16 below.
carrier with round head brass screws with appropriate type washers under screw heads. Locate the index pointer with respect to the carrier so that these screws are located at approximately the center of the arcuate slots in the index pointer. Before tightening the deep firing mechanism securely, rotate the dial plate so that the dial plate lock pin hole is in line with the index pointer "V" and 180 degrees from it. While it is necessary to securely screw the deep firing mechanism into place, excessive force should not be used because the thin wall between the external and internal screw threads on the shank may be stretched. This distortion of the body will disturb the calibration of the device. See paragraph 15 below for calibration of this mechanism. The sub-assembly made up in accordance with the foregoing instructions should now be tested for water-tightness of the gasket between the dial plate and the depth setting sleeve as noted in paragraph 16 below.
 (n) Now place the sub-assembly noted in (1) above into the hydrostatic chamber. The depth setting sleeve will rest on the adjusting bushing with the matching acme threads of these parts at the beginning of engagement. The index pointer will be positioned in line with the 30 foot dial marking. Grasp the index pointer with the hand and turn the sub-assembly clockwise. Two complete turns will properly position the sub-assembly in the pistol with the index pointer located at 30 foot dial setting and the dial plate stop pin entered in its matching hole in the dial plate.
(n) Now place the sub-assembly noted in (1) above into the hydrostatic chamber. The depth setting sleeve will rest on the adjusting bushing with the matching acme threads of these parts at the beginning of engagement. The index pointer will be positioned in line with the 30 foot dial marking. Grasp the index pointer with the hand and turn the sub-assembly clockwise. Two complete turns will properly position the sub-assembly in the pistol with the index pointer located at 30 foot dial setting and the dial plate stop pin entered in its matching hole in the dial plate.
 14. All parts should be clean and free from dirt or chips. Polar type Rust Preventive Compound (52-c-18) Grade II should be applied to all metal parts prior to assembly. This treatment may be applied by either spraying or dipping. Parts should be drained after treatment.
14. All parts should be clean and free from dirt or chips. Polar type Rust Preventive Compound (52-c-18) Grade II should be applied to all metal parts prior to assembly. This treatment may be applied by either spraying or dipping. Parts should be drained after treatment.
 pin. Press pin into place. End of pin must be flush with top surface of dial plate. This pin permanently locates dial plate for the particular deep firing mechanism. This instruction applies only when new parts are used during overhaul. The use of a scratch mark or red paint was used on early production to indicate proper position of dial plate.
pin. Press pin into place. End of pin must be flush with top surface of dial plate. This pin permanently locates dial plate for the particular deep firing mechanism. This instruction applies only when new parts are used during overhaul. The use of a scratch mark or red paint was used on early production to indicate proper position of dial plate.
 When the opening and closing of the valve has been adjusted to fall within the required limits, the applied water pressure should be allowed to drop well below the closing point and then raised to 50 psi below the opening point. Under this condition the valve should not leak more than a medium drip.
When the opening and closing of the valve has been adjusted to fall within the required limits, the applied water pressure should be allowed to drop well below the closing point and then raised to 50 psi below the opening point. Under this condition the valve should not leak more than a medium drip.
 (b) Test the bellows for leaks as directed in Chapter V.
(b) Test the bellows for leaks as directed in Chapter V.
 move off the carrying flange. Press inward on the tool and at the same time pull outward on the spindle bushing until the locking slide is completely on the locking-slide tool. Remove the slide assembly and tool from the booster-extender. Remove the spindle bushing gasket (Mark 6 Mod. 1). Pull the tool out of the slide. The slide will retract under the influence of the extender spring, and the locking balls will fall out. Examine the balls and the locking-slide mechanism to see that they are in good condition.
move off the carrying flange. Press inward on the tool and at the same time pull outward on the spindle bushing until the locking slide is completely on the locking-slide tool. Remove the slide assembly and tool from the booster-extender. Remove the spindle bushing gasket (Mark 6 Mod. 1). Pull the tool out of the slide. The slide will retract under the influence of the extender spring, and the locking balls will fall out. Examine the balls and the locking-slide mechanism to see that they are in good condition.
 (a) Treat all metal parts with Polar Type Rust Preventive Compound (52-C-18) Grath II.
(a) Treat all metal parts with Polar Type Rust Preventive Compound (52-C-18) Grath II.
 (i) Secure the spindle bushing to the carrying flange with three flat head machine screws.
(i) Secure the spindle bushing to the carrying flange with three flat head machine screws.