3-INCH MOUNT MARK 20, 21, 22 AND MODS, OP 811, 1943, describes the three inch, 50 caliber gun of WW II and its revisions.
In this online version of the manual we have attempted to keep the flavor of the original layout while taking advantage
of the Web's universal accessibility. Different browsers and fonts will cause
the text to move, but the text will remain roughly where it is in the original
manual. In addition to errors we have attempted to preserve from the original
this text was captured by optical character recognition. This process creates errors that are compounded while encoding for the Web.
Please report any typos, or particularly annoying layout issues with the Mail Feedback Form for correction.
MARK 20 MODIFICATIONS
MARK 21 & MODIFICATIONS
MARK 22 & MODIFICATIONS
22 DECEMBER 1943
This publication is RESTRICTED and will be handled in accordance with Article 76, United States Navy Regulations, 1920
RESTRICTED
NAVY DEPARTMENT, BUREAU OF ORDNANCE, WASHINGTON, D.C.
To all holders of Ordnance Pamphlet 811 (1st. Rev.)
Insert change; write on cover 'Change I entered"
Approved by The Chief of The Bureau of Ordnance
OP 811 CHANGE 1
(1st. Rev.)
9 October 1944
1 Page Page 1
ORDNANCE PAMPHLET 811 (1st. Rev.)
is changed as follows:
3" GUN MOUNTS
MARK 20 MODIFICATIONS
MARK 21 AND MODIFICATIONS
MARK 22 AND MODIFICATIONS
Appendix II - 3-inch Gun Mounts Mark 22, Mods 4 and 20 - Quick firing mechanism is attached. Insert this after page 108.
Insert change sheet between cover and title page.
DISTRIBUTION
Requests for additional copies of OP 811, 1st Revision, Change 1, should be submitted on NAVORD FORM 1, ORDNANCE PUBLICATIONS AND FORMS REQUISITION, to the nearest Ordnance Publications Distribution Center: Navy Yard, Wash. 25, D.C.; Adak, Alaska; Mare Island, Calif.; Pearl Harbor, T.H.; Espiritu Santo, New Hebrides; Exeter, England; Manus Island, Admiralty Islands. Distribution Center mailing addresses should be obtained from List 10 nn of the Standard Navy Distribution List, or from the reverse side of NAVORD FORM 1.
Standard Navy Distribution List No. 27
2 copies unless otherwise noted.
NAVY DEPARTMENT
BUREAU OF ORDNANCE
WASHINGTON, D. C.
RESTRICTED
22 December 1944.
ORDNANCE PAMPHLET NO. 811, First Revision
3-INCH GUN MOUNTS: MARK 20 MODS.; MARK 21 & MODS.; MARK 22 & MODS.
1. Ordnance Pamphlet No. 811 first revision describes 3-inch 50-caliber dual-purpose Gun Mounts Mark 20 Modifications, Mark 21 and Modifications, and Mark 22 and Modifications as of December 1943 as installed on Army, Navy, Coast Guard, Merchant Marine, and Lend-lease vessels.
2. The text includes instructions for operation and maintenance of all equipment described. These supplement the regulations of the Ordnance Manual. For purposes of uniform procedure in operation and maintenance they are to be used by all schools, training centers, and gun mount personnel.
3. The revised edition supersedes Ordnance Pamphlet No. 811, dated February 1942, and Ordnance Data No. 4431, all copies of which are to be destroyed. Text references include the following:
O. P. 138-Range Table for Common Projectiles.
O. P. 380-Range Table for Flat Nose Projectiles.
O. P. 483-Bore Sight Telescopes.
O. P. 582-A. A. Gun Sight Telescopes.
O. P. 762-Alignment of Ordnance Installations.
O. P. 771-A. A. Barrage Tables.
O. P. 774--Surface and A. A. Range. Table.
O. P. 808-Fuze Setter Mark 11 Mods. 0-2.
O. P. 824-Range Table A. A. Ballistic Data.
O. P. 861-Range Table A. A. Projectile Mark 23 and Mark 27.
O. P. 1046-Fuze Setter Mark 12.
4. Ordnance Pamphlet No. 811 first revision is a RESTRICTED publication. It is to be handled in accordance with the provisions of Article 76, U. S. Navy Regulations 1920.
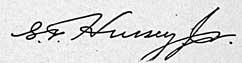
G. F. HUSSEY, Jr., Rear Admiral, U. S. Navy, Chief of the Bureau of Ordnance
3-INCH 50-CALIBER GUN MOUNTS MARK 20 MODIFICATIONS MARK 21 AND MODIFICATIONS MARK 22 AND MODIFICATIONS
GENERAL DESCRIPTION OF MOUNTS
1. The assemblies described in this book are dual-purpose pedestal-type single-gun mounts for 3-inch 50-caliber guns. They are open mounts with flange-bolted stand deck emplacement; one design (Mk. 21 and Mod.) is a "wet" type mount for exposed submarine deck emplacement. All are equipped with manual train and elevating drives, do not have power equipment, and are manually served. Certain of the Mark 22 mounts are equipped with train and elevating gun attachments which provide dial indication of gun train and elevation order transmitted electrically from the controlling director or target designation transmitter. These mounts are also equipped with indicator-type fuze setter and remote-control electric firing arrangement. All guns are chambered alike for one-piece fixed ammunition, are equipped with semiautomatic case-wedging breech mechanisms. Ballistics are closely similar for all guns: for 13-lb. A. A. Projectile with 30-second mechanical fuzes, the maximum ceiling is 29,400 feet at fuze limit, and the maximum surface range is 14,600 yards. Typical mount arrangements are shown on plates 1, 2, 3, 4, and 5.
2. The mounts are assemblies of 3-inch Ordnance units, mechanisms, or devices of the following Ordnance designations. Assembled arrangements of these units for each Mount Mark variation and all assembly numbers are tabulated in the "Index of Assemblies," Appendix I.
Gun, Mark 20; Mark 20 Mod. 1; Mark 21; Mark 21 Mods. 1, 2; Mark 22; or, Mark 22 Mods. 1, 2, or 3.
Breech Mechanism, Mark 5 Mod. 11, or 12.
Housing, Mark 2, or Mark 2 Mod. 1.
Slide, Mark 20; Mark 20 Mod. 1; Mark 21; Mark 21 Mod. 1; Mark 22; Mark 22 Mods. 1, 2, 3, 5, or 6.
Carriage, Mark 11 Mod. 5, 6, 8, 9, 12, 13, 14, or 19.
Stand, Mark 10; Mark 10 Mod. 5, 6, 7, or 8.
Sight, Mark 16 Mod. 5, 7, 8, 12, 13, 15, 16; Mark 33 or Mark 33 Mod. 1.
Training Gun Attachment, Mark 7; Mark 7 Mod. 1.
Elevating Gun Attachment, Mark 1.
Firing and Lighting Circuit, Mark 5 Mods. 5 to 7, 11 to 13, 16 to 27 inc., or Mark 10.
Shield, Mark 14.
Fire Control Equipment:
Elevation Indicator, Mark 21 Mod. 4.
Train Indicator, Mark 23 Mod. 3-11, or 12.
Sight Angle Receiver, Mark 1.
Sight Deflection Receiver, Mark 1; or Mark 1 Mod. 1.
Fuze Setter, Mark 11 Mod. 1, 2.
Telescope (Trainer), Mark 74; or Mark 78.
Telescope (Pointer, Checker), Mark 74; or Mark 78.
3. Components.-These assemblies are Ordnance units which have design features, mount arrangement, and other characteristics as indicated in the following description of each type.
2
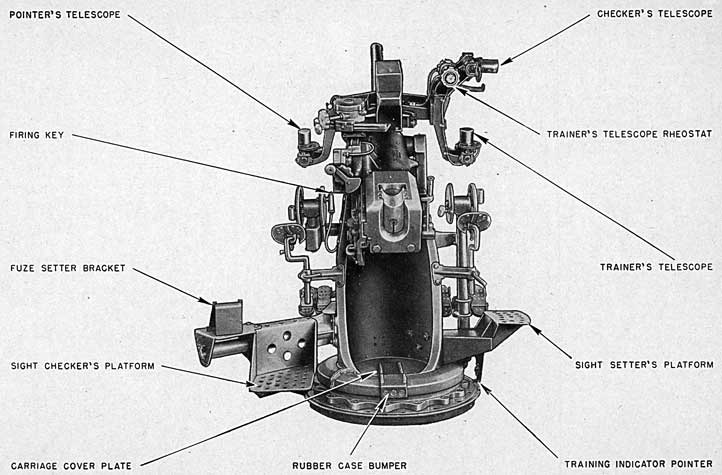
PLATE 2 - 3-INCH GUN MOUNT MARK 22-REAR VIEW
3
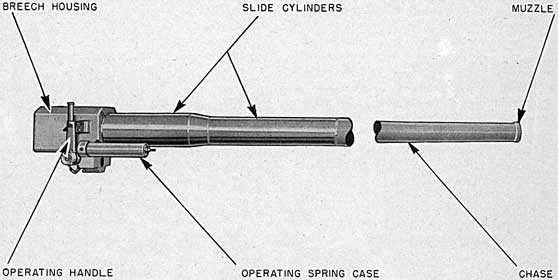
(a) Guns.-Gun barrels are of two construction designs: Those assembled in Mounts, Mark 20 modifications are built-up; barrels with breech housing integral with the jacket, others are one-piece forgings having bayonet-type assemblage with separate breech housings. Rifling differs in the two types, being variable in the built-up gun and uniform in others. Barrels for wet-type mounts have provision for muzzle cover and are chromium plated all over except for chase and muzzle cylinder.
(b) Breech housings.-Housings differ as indicated in (a); otherwise breech assemblies are similar arrangements of sliding drop-block, case - wedging semiautomatic breech - closing mechanisms. They are opened by counterrecoil action, are spring actuated to close incident to hand loading, and are arranged for percussion fire, manually or electrically actuated (except the wet mount which has mechanical percussion firing only). Ejection is automatic incident to breech opening.
(c) Slides.-All slide designs are similar arrangements of cylindrical bearing for the gun barrel, with conventional integral-carriage trunnions and with spring-hydraulic type recoil-recuperator mechanisms. Slides for the built-up gun include two recoil-recuperator units; the lighter monobloc guns have one. The slides include provisions for assembly of the elevating arc, sight yoke, counterweight, and elements of a mechanical foot-firing mechanism.
(d) Carriage.-Carriages are large-pedestal type cast-steel units which have the shape of a cylindrical segment. All designs include similar arrangements of elevating and training gear manual drives, bushed pivot bearing and roller path bearing seat for assemblage to the stand and slide trunnion bushings. Seats or platforms for pointer, trainer, checker, and sight setter are attached; other personnel serve the gun from the emplacement deck. Some designs are modified to accommodate training and elevating indicator attachments and a fuze setter. Others are modified to mount a shield.
(e) Stand.-The stands are deck flanges arranged for bolted attachment to the mount foundation (ship's structure). Each includes fixed worm gear training circle and two large
ball bearing or roller bearing units, one to support and the other to "hold-down" the mount rotating units. The designs include appropriate train limit stops and training indicator scales. Design details and finish differ substantially between the wet mount stand and the stand design common to the other mounts.
(f) Sights.-All sight assemblies are similar rocker arm pivoted slide type sights providing both telescopic and open sights. All yokes attach to respective slides and each is arranged with pointer's, trainer's, and checker's telescopes. Line of sight elevating and azimuth movements and indicating scale arrangements are conventional yoke movements. Telescopes used in the wet type mount differ from the instruments common to the other two sights. The designs have other minor differences as to sight drums, limits of azimuth motion, deflection and elevation indicator scales, and pointers. Sights of one design include sight angle and deflection receivers. Another type is an open sight derived from a similar British design.
(g) Shield.-The shield assembly (installed on two mount designs only) is a spray type shield mounted on and supported by the carriage. (See fig. 31.) It is a front-shield assemblage of two plates which affords partial protection for mount and personnel.
(h) Elevation and training gun, attachments.-Those assemblies of the title which are fitted for director control include train and elevation gun attachments. These are mechanisms which mechanically transmit gun laying and mount train movements to bracket-mounted follow-the-pointer type indicators.
(i) Fuze setter.-Fuze setters are of three types: one design for mounting on adjacent ship's structure, two for assembly on the mount. Of the two designs to be located on the mount one is equipped for follow-the-pointer remote control, while the other permits only local control in response to telephoned orders. All designs are for 30-second mechanical fuze.
(j) Firing and lighting circuit.-With the exception of the wet mounts and the shield mounts all mount assemblies are provided with firing and lighting circuits. The firing circuits include arrangements for control of gun fire by
4
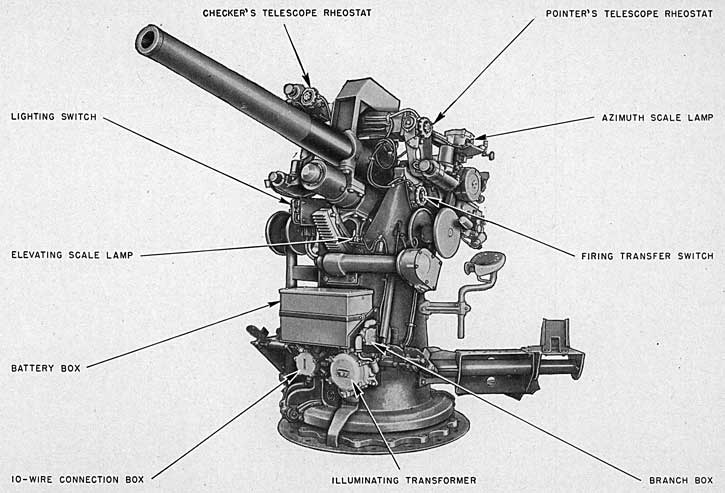
PLATE 3 - 3-INCH GUN MOUNT MARK 22-LEFT FRONT VIEW
5
selective, remote director, or by local-mount firing key. Fire is effected by solenoid action on the breech mechanism mechanical firing elements. No firing stop device is included. The lighting circuits provide 6-volt illumination at the battle stations and indicator scales, derived from storage battery or transformer, located on mount.
(k) Emplacements.-The gun emplacement is a ring-shaped teak bedplate which seats on a steel foundation deck plate. A steel bar binds and encircles the bedplate. A centered aperture through the emplacement foundation provides for communication cables.
4. Mount design differences.-The basic differences between the designs of 3-inch Mounts, Mark 20, Mark 21, and Mark 22 are in the respective gun, slide, carriage, and stand assemblies.' Differences between these elements are design variations incident to development of two new mount types: (1) a 3-inch 50-caliber mount for monobloc guns, and (2) a 3-inch 50-caliber mount for monobloc gun for wet emplacement. Slide, carriage, and stand components for both new types are designs derived from the like elements of 3-inch Mount, Mark 20 Mod. 1; the gun is an entirely new design.1 Differing features of the several designs of these components and other mount component variations for the three mount types are as indicated below.
(a) Guns.-Four gun types are: (1) a built-up gun assembly with integral breech housing, (2) a monobloc gun barrel and separate breech housing, (3) a type 2 assembly with integral lugs for muzzle cover and with more extensive chromium plating, and (4) a type 2 assembly with modified barrel providing a collar forward of the slide cylinder and adapting the gun to concentric recoil-spring arrangement (not used on the mounts covered by this text). The built-up gun is heavier than
1One series of Mount, Mark 20 modifications are to be converted to Mount, Mark 22 modifications by regunning as prescribed by Ordalt 2936; refer to Index of Assemblies, Appendix I.
the monobloc types, has larger slide-cylinder diameter, has no chromium plating and has different rifling. Monobloc guns have chromium-plated bores, and type 3 in addition has chromium-plated breech face, gun shoulder, and slide cylinder. External ballistics for all types are virtually the same.
(b) Slides for the built-up gun are larger, heavier, have larger diameter gun-slide bore, have two recoil-recuperator assemblies, and are one-piece castings. Slides, Mark 21 are one-piece and 22 are two-piece castings, keyed and bolted together; they have only one recoil-recuperator cylinder.
(c) Carriages.-The several carriage designs differ as to material and finish and provisions for attachments. The latter include shield and fuze setter brackets, train, and elevation gun attachments. Some carriage assemblies omit foot-firing mechanism, pointer's and trainer's seats. Wet-mount carriages include depression stop mechanisms; the machined surfaces of the main casting are cadmium plated.
(d) Stands.-The stands are of two types: Stand, Mark 10 Mod. 8 has aluminum bronze roller path, roller bearings, and holding-down bearings instead of ball bearing units used in designs common to other mounts.
(e) Firing circuit and sight lighting.-Electric installations are omitted from the wet mount and mounts equipped with a shield.
(f) Sights.-Differences of the sight designs are variations of the basic slide-yoke type design to adapt to wet-mount emplacement and to provide an alternative open-sight arrangement.
These principal differences and other variations are fully described in the chapters describing the respective assemblies.
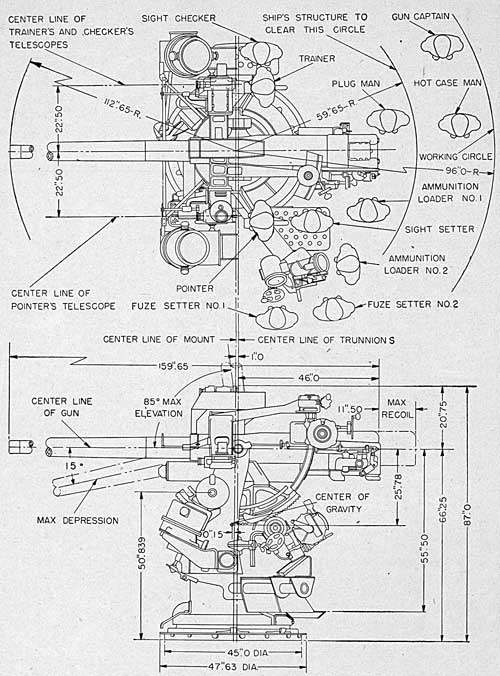
5. Personnel arrangements, all mounts.- . Operation of one mount of each design requires a minimum gun crew of 11 men. These comprise: a gun captain, trainer, pointer, sight
6
PLATE 4 - 3 - INCH GUN MOUNT MARK 22, MOD. 4 FRONT VIEW
7
checker, sight setter, plugman, hot case man, two fuze setters, and two ammunition passers. For a director-controlled mount with fuze setter they are stationed as shown on plate 5.
6. Working circle data.-Mount clearance data typical of 3-inch 50-caliber antiaircraft assemblies are as indicated on plate 5 and in the footnote references.2
7. Weight and other data .-The tabulation below gives general data for typical mount assemblies of the three basic types (mount weights are heaviest assemblies of each type).
2 Working circle references: 3-inch Mount, Mark 20 Mod. 1, dr. no. 233513; Mark 20 Mod. 4, dr. no. 241153; Mark 20 Mod. 5, dr. no. 246206; Mount, Mark 21, dr. no. 237383; Mount, Mark 22, dr. no. 252939; Mark 22 Mod. 2, dr. no. 241968; Mark 22 Mod. 4, drs. nos. 250281 and 252941.
Mark 20 Mod. 5
Mark 21
Mark 22 Mod. 4
Mount weight, maximum lb
8,119
7, 345
7,817
Trunnion pressure, maximum lb
29,520
31,090
31,090
Range, surface fire, maximum yd
14,600
14,600
14,600
Range, ceiling, maximum ft
29,400
29,400
29,400
Muzzle velocity ft.-sec
2,700
2,700
2,700
Length of recoil in
10
11.5
11.5
Weight of recoiling parts lb
2,400
1,850
1,850
577305°-44-2
8
PLATE 5 - 3-INCH GUN MOUNT MARK 22, MOD. 4
WORKING CIRCLE AND PERSONNEL ARRANGEMENT
9
CHAPTER II
GUN ASSEMBLY 3-INCH GUN MARK 20; MARK 20 MOD. 1; MARK 21; MARK 21 MODS. 1, 2; MARK 22; MARK .22 MODS. 1, 2, 3 3-INCH BREECH MECHANISM MARK 5 MODS. 11, 12 3-INCH HOUSING MARK 2; MARK 2 MOD. 1
GENERAL DESCRIPTION
1. The gun assembly designs are similar ballistically but are substantially different guns as to details of material and manufacture. One is a built-up design with breech housing integral with the jacket; the others are monobloc barrels with separate breech housings to which they assemble by bayonet-type thread engagements. The monobloc designs differ principally as to method of manufacture, materials, and finish, one being a wet mount version of the others. Each is a 50-caliber rifle piece with chamber for fixed ammunition and each is equipped with a wedge-type sliding-breechblock mechanism and percussion firing device actuated either mechanically or electrically (wet mount excepted). The assembly is supported in the slide by cylindrical bearings, and by keyway in the slide cam plate which prevents rotation of the gun assembly. The several designs are not interchangeable. Other features and details of the gun assemblies are as indicated in the following descriptions of the guns and housings.
2. Gun assembly differences.-The built-up gun assembly comprises Gun Mark 20 or Mark 20 Mod. 1 with Breech Mechanism Mark 5 Mod. 11. This gun assembly is adapted only for installation in mount assemblies of Mark 2Q type. Gun Mark 21 and Housing Mark 2 comprise the gun assembly commonly installed in mount assemblies of Mark 22 type; the barrel is interchangeable with Guns Mark 21 Mod. 2, Mark 22, Mark 22 Mod. 1, Mark 22 Mod. 2, and Mark 22 Mod. 3. The gun assembly for wet emplacements
comprises Gun Mark 21 Mod. 1 and Housing Mark 2 Mod. 1. Differences of these gun-assembly components are indicated in the subparagraphs below and detail descriptions following.
(a) Gun Mark 20 is a built-up type gun. assembled by shrinkage with no parts subjected to radial expansion. It consists of an integral breech housing and jacket, assembled over the chambered and rifled tube and secured by the threaded locking ring. The rifling is rib-profile increasing twist (0 to 1 turn in 25 calibers).
(b) Gun Mark 20 Mod. 1 is similar to Gun Mark 20 except that the rifling is hook-profile uniform twist (1 turn in 25 calibers).
(c) Gun Mark 21 is a monobloc, radially expanded alloy-steel piece with chromium-plated bore and uniform twist rifling (1 turn in 32 calibers). The gun barrel is attached to the housing by bayonet-type thread engagement. A key prevents rotation of the barrel with respect to the housing.
(d) Gun, Mark 21 Mod. 1 is similar to Gun Mark 21 except that it is the wet mount adaptation in which the chromium plating is extended to cover the chamber and exterior working surfaces. Also the muzzle carries an annular bead and lug extensions to accommodate a muzzle cover.
(e) Gum, Mark 21 Mod. 2 is identical to Gun Mark 21 except that it is made from an unexpanded forging of higher physical properties.
(f) Gun, Mark 22 is similar to Gun Mark 21
10
except that a tapered collar has been added to the chase approximately 78 inches to the rear of the muzzle.
(g) Gun Mark 22 Mod. 1 is the same as Gun Mark 22 but is made from an unexpanded forging of higher physical properties.
(h) Gun Mark 22 Mod. 2 is the same as Gun Mark 22 but has a cylindrical collar.
(i) Gun Mark 22 Mod. 3 is the same as Gun Mark 22 Mod. 2 but is made from an unexpanded forging of higher physical properties.
(j) Breech Mechanism Mark 5 Mod. 11 is described in detail in the following text. It is a sliding drop-block breech-closing assembly of the same design as the like equipment of Housing Mark 2.
(k) Housing Mark 2 is the breech mechanism unit of the dual-assemblage gun design, and assembles onto the gun barrel by bayonet or interrupted thread engagement. It contains modified operating handle clutch and swing type operating cam arrangement. This design is discussed fully in the following text.
(i) Housing Mark 2 Mod. 1 is the wet-mount version of Housing Mark 2. This design has certain areas chromium plated or cadmium plated.
Detail Description
3. Gun Mark 20 is of the built-up type, assembled by shrinkage, with no parts subjected
to radial expansion. The component parts are as follows:
(a) The tube, or the principal longitudinal member of the gun, extends over the full length of the gun from the breech face of the chamber to the muzzle, and carries the rifling grooves in the bore.
(b) The "Jacket," or the "Hoop," is located immediately over the breech portion of the tube and extends to a point forward of the origin of the bore. This jacket extends beyond the breech face and forms the housing for the breech mechanism while longitudinal extrusions along the top and bottom of the jacket form the slide keys. Two lugs on the underside of the jacket provide for securing two recoil piston rods.
(c) A locking ring, threaded at the forward end of the jacket chase, securely locks tube and jacket together.
4. Gun Mark 21 is a nickel steel forging, of the monobloc type, radially expanded. (See fig. 1.) The barrel is secured to the breech housing by a "bayonet joint" or interrupted right hand thread type of locking and is copper plated on exterior from the breech face forward for 7.25 inches.
5. Gun Mark 21 Mod. 1 is identical to Gun Mark 21 with the following exceptions:
(a) The chamber, the entire bore, the breech face, and all exterior surfaces from the breech
Figure 1.-Gun Assembly for 3-inch Mount Mark 22 Gun Mark 21-Housing Mark 2.
11
face forward to the edge of the slide surface are chromium plated to a thickness of 0.0005 inch.
(b) Three integral lugs are provided on the muzzle for the securing of the watertight muzzle cover.
6. Gun data.-The following table lists the comparative gun data for all gun assemblies.
Mk. 20
Mk. 21. and Mk. 21 Mods 1 and 2
Mk. 22 and Mk. 22 Mods 1, 2, and 3
Length of barrel in
149.70
150.25
150.25
Length of bore in
125.53
125.83
125.83
Diameter of rear cylinder in
11.0
8. 625
8.625
Diameter of muzzle cylinder in
5.5
4.625
4.625
Weight lb
2220
1240
1242
Center of gravity (from breech) in
49.67
56.0
56.0
Volume of powder chamber:
A. A. Mark 16 Projectile cu. in
211
217
217
Common Mark 3 Mod. 3 cu. in
--
215
215
Rifling grooves:
Number
24
24
24
Length in
126.03 126.13
126.13
Depth in
.03
.03
.03
Twist, right hand, increasing cal
0-1/25
--
--
Twist, right hand, uniform cal
--
1/32
1/32
Chromium plate length from muzzle in
None
128.0
128.0
Projectile travel in
128.33
128.18
128.18
7. Ammunition data.-Ammunition and ballistic data applicable to all guns are as tabulated below.
Ammunition and Ballistic Data
A. A. projectile Mark 16:
Weight
13.00 pounds
Length
9.34 inches
Drawing No
300829.
Range table
O. P. 774.
Common projectile Mark 3 and Mods:
Weight
13.12 pounds
Length
9.96 inches
Ogival radius
5.98 inches
Weight service charge
0.58 pound
Drawing No
53352.
Range table
O. P. 138.
Flat nose projectile Mark 15 Mod. 2:
Weight
13.12 pounds
Length
10.09 inches
Ogival radius
Flat nose.
Drawing No
55377.
Weight service charge
1.24 pounds
Range table
O. P. 380.
Illuminating projectile Mark 24 Mod. 1:
Weight
13.04 pounds
Length
13.07 inches
Ogival radius
22.00 inches
Drawing No
300391
Range table
Sk. 99459
A. A. Projectile Marks 23 and 27:
Weight
13.00 pounds
Length
12.13 inches
Ogival radius
22.00 inches
Weight service charge
0.74 pound
Drawing No.:
Mark 23
275120.
Mark 27
328325.
Range table
O. P. 861.
Fuze
Mechanical Mk. 22
A. P. projectile Mark 29:
Weight
13.07 pounds
Length
12.16 inches
Ogival radius
21.00 inches
Weight service charge
Tracer.
Drawing No.
329695.
Range table
O. P. 861
A. A. Firing Data:
(a) For use with 12.6-pound A. A. projectile with 21-second fuze Mark 11 Mods. 2 and 3 at 2735 F. S. initial velocity and 13.0 pound shrapnel with 21-second fuze Mark 11 Mods. 1 to 4:
Trajectories and fuze settings:
Mark 16 and Mods
Dr. No. 160990.
Marks 23, 27 and Mods.
Dr. No. 328809.
Time of flight vs. slant range and position
Sk. 87490.
Drift vs. time flight and position angle
Sk. 87491.
Sight angle vs. slant range and position angle
Sk. 87492.
Deflection for 10-kt. cross wind vs. time of flight and position angle
Sk. 87493.
Fuze settings vs. slant range and position angle
Sk. 87494.
Sight setting tables (powder train fuze)
Sk. 87572.
Tracking sheets 1 and 2 (powder train fuze)
O. D. 2075.
Deflection diagram
O. D. 2077.
12
A. A. Firing Data-Continued.
Tracking sheet torpedo plane attack
O. D. 2096.
A. A. safety data
O. D. 3326.
A. A. barrage tables
O. P. 771.
Range table and A. A. ballistic data
O. P. 774.
(b) For use with 13-pound A. A. projectiles Mark 23 and Mark 27 with 30-second mechanical fuzes.
Sight setting tables, 1 and 2
Sk. 99758.
Tracking sheets 1 and 2
Sk. 99759.
A. A. ballistic data
O. P. 824.
Surface range table (2,700 f. s. initial velocity)
O. P. 861.
Ballistics (Service, A. A.):
Initial velocity
2700 feet per second.
ïMaximum surface range
14600 yards.
Maximum ceiling (fuze limit)
29400 feet.
Range table
O. P. 861.
Gun Accessories
8. Accessories for use with Gun Mark 21 Mod. 1 include a muzzle cover and a breech tompion.
9. Muzzle cover-Muzzle Cover Mark 2 is the exterior lug type composed of a clamp, cover, and T head nut. The cover is a cast bronze disk with a threaded stem. An annular groove in the disk accommodates a ring gasket which forms the sealing surface with a bead on the gun muzzle. The clamp is a cast bronze three pronged claw which engages the lugs on the muzzle, and mounts the clamp by which pressure is brought to bear on the cover.
10. Tompion.-The breech tompion consists principally of an inner holder and an outer holder; in each of these pieces is machined a tapered shoulder, the two pieces fitting together to form a seat for the molded rubber gasket. The outer holder is provided with a drilled hole in the center to receive the stud on the inner holder, which is tapped to receive an adjusting screw. To the outer end of this screw is secured the clamping handle which is fastened by means of a pivot pin through the handle and the two lugs on the end of the screw. The pivot pin is held in place by cotter pins through each end of it. A locking screw, which fits in the lower hole of the outer end of the adjusting screw and screws into the tapped
hole in the outer holder, locks the screw after it has been properly adjusted. This tompion operates to seal the gun breech by compressing the rubber gasket longitudinally and causing the diameter to expand and exert pressure on the bore sufficient to form a watertight seal. The assembly includes about 8 feet of sash chain with a ring at each end. One of these rings fastens into a drilled hole in the clamping handle, while the other fastens into a screw eye in the ship's structure.
Breech Mechanism and Housing
11. Type and arrangements.-The breech mechanisms of all guns are semiautomatic devices which utilize the energy of the counter-recoiling mass to open the breech, eject the empty case and .store sufficient energy in a spring to close the breech when a new case trips the action. All have hand operating gear for alternative manual opening. Some gun assemblies provide only foot firing facilities, others provide both foot firing and firing key control. The shield mounts provide only lanyard firing lever mounted on the slide cam plate. Although the housings are basically of two different gun attachment arrangements, their breech assemblies are alike in all respects with exception of differences indicated in the descriptions following.
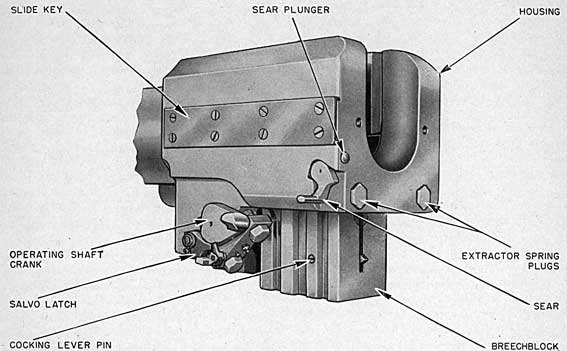
12. Components.-Breech Mechanism Mark 5 Mod. 11 and the breech mechanism details of Housing Mark 2 are virtually identical designs with appearance and general arrangement as illustrated by figures 1 and 2. The elements of a typical breech mechanism and their relative positions are shown in the isometric views of plate 6. The principal parts or group of parts comprising each such breech assembly are described in the text, below in the order of the following.
13. Housing.-The housings are integral with the built-up gun, are separate units in other guns and are functionally alike in all. In the separated design (Mk. 2 and Mk. 2 Mod. 1), the housing is a rectangular nickel steel forging which is secured to the breech end of the gun barrel by a "bayonet joint" type of interrupted thread. When thus assembled, the two, parts are locked in position by a gun securing key. The housing mounts the operating shaft and houses the remainder of the breech mechanism. A vertical well, broached through the housing to the rear of the breech, accommodates the breechblock. The sides of the well have buttress-shaped vertical guides which mate with similar guides on the breechblock and pilot the block as it slides up and down in the housing, closing and opening the breech. In order to insure positive seating of the ammunition case and projectile in the bore, the vertical guides in the housing are inclined slightly forward at the top, creating a wedging of the block between the guides and the ammunition case and breech face. The top of the housing from the breechblock well to the rear face, assumes a U-shaped profile which serves as a loading tray extension
to the top surface of the block. A projecting lug on the lower right side of the housing near the forward end forms a seat for the operating spring housing, which lies parallel to the centerline of the gun. Along the bottom of the housing a transverse extension forms bearing lugs for the operating shaft. Midway between the two bearings and on the front face of this extension is a drilled hole, 2.75 inches in diameter, tapped to a depth of 2.5 inches. This tapped hole receives the recoil piston rod and collar nut which secures the gun recoiling parts to the slide. An "on center" drilling from the rear face of this extension forms the mounting for a fabric buffer stop which limits the rotation of the operating shaft in opening the breech. Two bosses, in line on the left side and extending along the length of the housing, form mounting and securing pads for the slide gib. This bronze slide key is secured to the housing by eight 3/4-inch machine screws, and functions as a lateral guide working in a key slot in the slide cam plate. It prevents any relative rotation between the housing and slide. On the Breech Mechanism Mark 5 Mod. 11, this key is integral with the gun forging. Two drilled holes in the
14
rear of the housing on each side of the center, form the wells for the extractor plungers and springs. A hole drilled transversely through the housing from the left side houses the sear rod, and a smaller hole, at right angles and intersecting the upper part of the sear hole, is drilled from the rear of the housing for assembling the sear piston and spring.
14. Cam slide plate.-The cam slide plate is a steel casting located to the rear of the slide and secured to the left side of the slide by five machine screws. This cam plate functions to trip the sear and the salvo latch, to rotate the operating shaft and to furnish the keyway guide for the housing key. Along the top of the cam plate is mounted the firing slide, on the bottom is mounted the salvo latch cam, secured by two 1/2-inch screw bolts. On the outer surface of the plate immediately above an aperture through the rear portion of the plate is the pivot pin mounting for the foot firing trigger. A shallow well midway along the inner surface accommodates the operating cam. A longitudinal keyway along the inner surface mates with the housing gib. Tapped holes from the outer surface provide angular mounting for the firing solenoid.
15. Breechblock.-The breechblock is a nickel steel forging which is the movable plug that closes the breech of the gun. Guided by the buttress-shaped side ribs which mate with guides in the housing, the breechblock moves up and down in the vertical mortise of the housing, closing and opening the breech. The top of the block forms a trough which, when the breechblock is down, forms part of a loading tray over which the cartridge case and projectile slide while being rammed into the breech. In the bottom central part of the breechblock an inclined slot accommodates the central arm of the operating shaft. The upper part of this slot is widened to receive the bearing blocks which are pivoted on each end of a pin in the central arm of the operating shaft. The cocking lever for the firing mechanism is assembled in a vertical slot in the rear of the breechblock. The upper portion of this slot coincides with a longitudinal hole which penetrates the block on a dead center with that of the gun when the block is in firing position, the forward, vertical slot in each side of the breechblock, guides the
extractors. The top portion of these extractor slots curve forward to the front of the block (Housing Mk. 2 and Mk. 2 Mod. 1 have the lower edges of these curved slots formed by hardened removable pallets on which the inner extraction lugs are seated). This seating of the extractor lugs holds the breechblock down (breech open position) against the load of the compressed spring.
16. Operating shaft.-The operating shaft is mounted in bearing lugs at the bottom of the housing at each side. When assembled with bronze half bushings in place in the lugs, the shaft is secured by bearing caps which bolt to the bearing lugs on the housing. Breech Mechanism Mark 5 Mod. 11 has this shaft secured by a lock plate which is keyed and bolted to the underside of the housing. This shaft has a crank forged on its left end which engages the operating shaft cam plate in semiautomatic operation. A central arm on the operating shaft, provides integral bearing block surfaces on the end. These bearing surfaces ride along in the rectangular grooves in the breechblock as described in paragraph 15. By means of these blocks, the operating shaft when rotated causes a vertical translation of the breechblock. The right end of the shaft has a crank arm to which the hand operating lever is engaged for manual operation of the breech mechanism. This right hand crank arm also has a cam-like surface drum for the operating spring chain and a hook for attaching the chain to it. The right end of the operating shaft extends beyond the right crank arm to form a bearing for mounting the hand operating lever. This shaft is a nickel steel forging.
The two bearing blocks in the breech assemblies of Housings Mark 2 and Mark 2 Mod. 1 are bronze and are mounted by force fit on the ends of a pin through the end of the central arm of the operating shaft. The pin and blocks are free to rotate.
17. Operating cam.-The operating cam on the Breech Mechanism Mark 5 Mod. 11 is a circular concentric mounted revolving cam with projecting lug, which contacts an arm lug on the operating shaft during counterrecoil. The cam is mounted in the slide cam plate as described in paragraph 16. As the housing rides to the rear in its recoil stroke, a lug on the left
15
crank of the operating shaft strikes the projecting lug on the cam, forcing the cam to rotate; the lug moves backward and downward until the operating shaft lug has cleared it. The cam spring immediately causes the cam to rotate back into its original position. With the cam lug once again in the path of the shaft lug, the two contact each other on the counter-recoil stroke. The cam then acts as a positive stop and causes the operating shaft to rotate. The cam is the swivel type in Housing Mark 2 and Mark 2 Mod. 1. It is a cam plate and is mounted on the slide adjacent to the left side of the housing where it is pivoted at one end on a vertical shaft. A helical spring, assembled in a cam plate bracket bolted to the slide, bears against the outboard side of the cam and forces its rear end inward toward the housing and in the path of a lug on the left crank of the operating shaft. As the housing, in recoil, carries the operating shaft to the rear, the crank lug forces the cam to oscillate about its vertical axes; its rear end moves back into the slide until the crank lug clears the end of the cam. The helical spring snaps the cam back into the original position and into the path of the shaft lug on the counterrecoil stroke. The cam then acts as a positive stop and causes the operating shaft to rotate.
18. Cocking lever.-The cocking lever is of the bell crank type and is mounted in a slot in the rear face of the breechblock. It is pivoted on a transverse pin through the block. The end of the upper lever rides in a slot through the firing pin. The end of the lower, or horizontal lever is the contact surface with the sear nib.
19. Sear.-The sear is mounted in a transverse hole in the housing below the centerline of the gun and just to the rear of the breechblock well. The hole extends through from the left side, where it is notched out for the lever in the sear, to a point slightly beyond the center of the housing. In order to maintain the nib on the right end of the sear in a projecting position for contact with the cocking lever, the sear piston is provided.
20. Sear piston.-The sear piston with its compression spring fits in a drilled hole extending forward from the rear of the housing at right angles to the sear and directly above it.
The hole intersects the top of the notched-out section at the left end of the hole for the sear. The primary function of the piston and spring is to retain the sear in its extreme clockwise rotative position (looking from the left side of the housing) in which position the nib on the right end of the sear cocks the firing pin. The secondary function is to lock or retain the sear in the housing.
21. Firing pin.-The firing pin assembly consists of a chrome steel firing pin (the rear of which is slotted to receive the upper arm of the cocking lever), a firing spring, a washer against which the forward end of the spring bears, and a bushing which retains the assembly in the breechblock. The assembly is seated in a longitudinal hole through the breechblock, drilled in from the rear, face and extending forward to the front face, precisely on the centerline of the gun. A slot in the lower half of the bushing permits the entrance of the cocking lever, and since the lever is always within the slot, it locks the bushing in place.
22. Extractors.-The extractors are two carburized steel pivoted rocker arms which function to unseat and extract the exploded cartridge case from the breech as the breechblock moves down during gun counterrecoil. (Extraction is-entirely mechanical.) They are each pivoted by means of an outer lug at the base of the extractor which moves in a kidney-shaped slot in the housing on each side of the breechblock. The extractors eject the empty cartridge case from the gun and hold the breechblock down in the open position so that the gun can be reloaded. An inner lug projecting from the base of each extractor engages in a vertical slot in the breechblock as described in paragraph 15 and moves the base of the extractor when actuated by the breechblock. The underside of these inner lugs is machined so that a flat surface will rest on a mating surface of the pallet when the breechblock is down. When the breechblock begins to move down in its guides to open the breech, the vertical extractor slots give the base of the extractors a slow forward motion. When the breechblock has lowered far enough so that the lugs are opposite the curved portion of the slots, the extractor bases are forced quickly forward. Since the forward faces of the extractors are curved, they
16
execute a rocking motion on the breech face of the gun and the quick motion of the bases forward causes an accelerated flip of the extractor lips to the rear. This is a straight line action which ejects the empty cartridge case. The extractor plungers, assembled in the housing, and bearing against the outer lugs under the action of coil compression springs hold the extractor lugs forward and retain the breech in open position.
23. Cam locking device.-The thrust cam locking device consists of cover, latch plunger and spring, and latch plug. This assembly is used on Breech. Mechanism Mark 5 Mod. 11 and is mounted on the outboard side of the slide cam plate. By means of the cam cover latch plug the thrust cam may be rotated in a clockwise direction (looking from the left side of the slide) for 54°-30', being locked there by the cam cover latch plunger. In this position the semiautomatic feature is inoperative, and the breech must be opened manually.
24. Cam plate retractor.-The cam plate retractor is used in conjunction with Housing Mark 2 and Mark 2 Mod. 1. It is a mechanism for making the operating shaft cam plate inoperative. It is mounted on the left side of the slide cam plate and consists of a vertical shaft with an eccentric lug on its lower end. This shaft extends down through the slide cam plate so that the eccentric lug is in contact with the inner side of the operating shaft cam plate retracting lug. A handle assembled on the upper end of the shaft has a spring detent for positioning the retractor in either the, semiautomatic or single fire positions when the detent drops into either one of two detent holes in the slide. The detent is released by raising the knurled knob in the handle. The retractor handle must be rotated through 130° to change from one position to another.
25. Salvo latch.-The salvo latch functions to prevent the opening of the breech, after the gun is loaded and the breech closed, until the gun has fired and recoiled. This is accomplished by means of a lug on the operating shaft which engages a shoulder on the salvo latch. The latch is mounted on the outside of the left bearing lug on the housing. A bearing stud mounts it so that the whole latch is free to swing under spring action. The rear of the latch
mounts a small pawl which is engaged by a lug on the left operating shaft cranks A helical compression spring in the salvo latch has one end forcing a plunger against the bearing stud locking screw, thus tending to swing the latch assembly in such direction as to maintain it in contact with the operating shaft crank; the other end of the spring tends to operate the small pawl in the proper direction for keeping the salvo latch disengaged from the crank. As the gun recoils, a lug on the left side of the salvo latch slides under the salvo latch cam plate and swings the salvo latch down until it is disengaged from the operating shaft crank. The pawl then springs forward to prevent the latch from engaging; this leaves the operating shaft free to rotate for opening the breach during countercoil. As the breech closes after a new charge has been loaded in the gun, the operating shaft rotates and the lug on the crank picks up the small pawl and rotates it back until the lug passes the locking shoulder on the salvo latch. Then the salvo latch again snaps up to engage the lug on the operating shaft crank and prevent the breech from being opened until the gun has been fired.
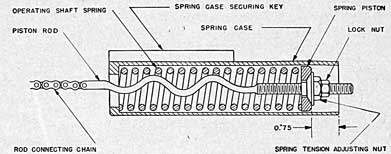
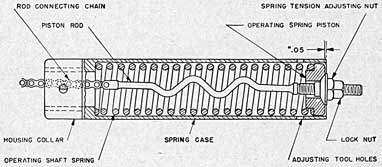
26. The operating spring assembly consists of a helical compression coil spring, the spring piston, the spring connecting rod and adjusting nut, the rod connecting chain, and the spring housing. The spring housing is a steel tube which is mounted in a collar on the right side of the housing as described in paragraph 13 and contains the operating spring and piston assembly.3 On Breech Mechanism Mark 5 Mod. 11 the spring case is secured on the gun forging by means of a dovetail key and keyway. The forward end is open to permit access to the adjusting nut. The spring is of the helical coil compression type wound with %-inch spring steel wire to a diameter of 3 inches. The piston rod is a helical rod of heat-treated vanadium steel developed from %-inch rod stock, carrying %-inch threads on one end and a clevis connection on the other. The helical design is calculated to reduce the tensile shock on the rod as the breechblock snaps into the closed position. The threaded end of the rod carries the piston
3 On later housing designs the spring case and mounting collar are integral and the collar is secured to the housing by three 1/2-inch bolts.
16a
Page 16a foldout oversize drawing. PLATE 6 - 3 - INCH HOUSING, MARK 2 - BREECH MECHANISM (SCHEMATIC)
17
which serves as the spring guide. The position of the piston on the rod is determined by the adjusting nut and the locknut. The clevis mates with a like link on the end of the operating shaft chain which is connected to the cam-like surface on the right crank of the operating shaft. As the operating shaft rotates to lower the breechblock, the operating spring is compressed, thus storing the energy required to raise the breechblock. The operating spring should be carefully adjusted for proper closing of the breech. A strong spring action may prevent the block from being latched in the open position, while a weak spring action may not close the breech completely.4 The assembled length of the operating spring is indicated by the position of the forward face of the piston. (See figs. 3 and 4.)
27. Hand operating mechanism.-The breech hand-operating mechanism for Housing Mark 2 and Mark 2 Mod. 1 is mounted on the right end of the breech operating shaft and the handle extends up beside the housing. The lower left side of the lever has a lug which contacts the toe of the right' crank on the operating shaft when opening the breech by hand. A spring plunger assembled in the lever and extending through the lug engages a hole in the operating shaft crank for closing the breech by hand. A knurled pin in a bayonet latching slot in the lever is used to operate the plunger. This plunger should always be disengaged before the gun is fired, otherwise the hand operating lever will be rotated with the operating shaft during counterrecoil as the breech opens. ( The plunger feature for hand closing the breech is used at assembly of the breech mechanism and in the event of failure of the operating spring.) At the upper end of the operating lever near the hand grip is a lug by which the lever is latched to the housing. A latch bracket containing a spring operated latch is bolted to the side of the housing. When the breech is opened by hand the lever should immediately be returned to the latched position so that it will not rotate to this position, thus endangering the personnel,
4Some breechblock ways may require frequent application of special lubricant, O. S. 1165, to prevent seizing; some blocks when down may require a blow on the underside with a lead or wooden mallet, in order to release from a "seized" position.
as the operating spring forces the breechblock up. Breech Mechanism Mark 5 Mod. 11 functions the same and the design is identical with the exception of the device for disengagement. -This consists of a spring loaded plunger clutch with a jaw engagement.
Operation
28. Breech operation.-The operating cycle and performance details of the breech assembly are as follows: For the first loading, the breech is opened manually. This is accomplished by pulling the hand operating lever to the rear and downward thus rotating the operating shaft through approximately 110°. This lowers the breechblock to the open position where it is held by the extractor lugs seated on the pallets. As the charge is rammed into the gun, the rim of the cartridge case takes up against the extractor lips, dragging them forward. This forces the extractor lugs from the pallets and releases the breechblock, which is forced upward by the central crank of the operating shaft as the shaft is rotated by the expansion of the operating spring. As the block comes to rest in the closed position, the horizontal arm of the cocking lever contacts the lug on the sear and cocks the firing mechanism and the salvo latch snaps behind the lug on the operating shaft crank. The gun is fired by tripping the sear with the foot firing mechanism (on Mounts Mk. 20 Mod. 1 and Mk. 22; the gun may also be fired by the electric key 'on the pointer's handwheel), and begins to recoil. As the recoil stroke progresses, the left crank lug of the operating shaft contacts and pushes aside the operating cam and the salvo latch lug is depressed by the salvo latch cam plate. As the gun executes the counterrecoil stroke the operating cam is again contacted by the crank lug of the operating shaft and the breechblock is caused to descend into the open position; the cartridge case is ejected. The extractor lugs again rest on the pallets with the breechblock down and the cycle of operation is complete. For single-fire operation with the operating cam retractor holding the cam in the "out" position, all the operations are the same except that at the end of the counterrecoil stroke, the breech remains closed and must be opened with the hand operating lever.
18
29. Cocking and firing is accomplished as follows: As the breechblock rises, the toe on the cocking lever brings up against the nib of the sear, drawing back the firing pin and compressing the firing spring. The sear is operated by the firing slide or the solenoid plunger. When the foot tread of the foot firing mechanism is depressed or the firing key is pressed, the sear is rotated against the force of the sear spring, the cocking lever is released by the nib of the sear, and the firing pin is thrust froward against the primer, detonating the charge. The protruding firing pin is then retracted slightly within the block by the thrust of the cocking lever as impelled backward by the firing spring load.
Maintenance Instructions
30. The gun assembly is to be operated and maintained in accord with the regulations of the Ordnance Manual and the specific instructions below.
31. Care of the gun barrel.-Instructions for care and preservation of all elements of the gun barrel are prescribed in the revised edition of the Ordnance Manual, chapter III, section B. These include specific directions and information of precise application to the subject guns, as to care of the interior surfaces, the bore, chamber, and data as to coppering, constrictions, deformations, and other items affecting the accuracy life of the barrel or its ballistic characteristics. In addition to the instructions there compiled, observe the following. The gun bore, plated and unplated surfaces, must be coated at all times (except for firing) with a film of light mineral oil, replenished weekly. Oil is to be applied with clean toweling wrapped on the chamber and bristle bore sponge. Immediately after firing, swab the bore, rinse, gage, lap (if required) and again rinse, dry, and oil-coat. The sequence of these operations and the materials used are as outlined below.
(a) Swab the bore clean using caustic soda solution (3 ounces of caustic soda to 4 quarts of boiling fresh water ).5
(b) Rinse the bore with fresh water using a
5 Alternative solutions: A soda solution (1 pound laundry soda to 4 quarts of boiling water); a caustic potash solution (4 ounces of potassium hydroxide to 4 quarts of boiling water).
towel wrapped sponge, then dry with clean toweling.
(c) Lap the bore areas (except at the origin of rifling and at the muzzle) where copper shows on top of the lands, using the standard bore lapping head with pumice and oil paste. This paste is made by using equal parts by volume of powdered pumice stone (stock No. 51-P-2710) and medium machine oil (Navy symbol No. 2135).
(d) Rinse and dry the bore as in (b) above.
(e) Pass the bore gage. If necessary, repeat lapping until constriction is removed.
(f) Oil the bore using oiled toweling wrapped around a bristle sponge. Light mineral oil Navy symbol 2110 should be used.
(g) No attempts should be made to remove smoke rings or other discolorations of chromium plated bores, beyond wiping with a rag.
CAUTION: Do not use emery cloth or wire brush on chromium plated surfaces.
32. Breech mechanism.-All parts of the breech assembly must be maintained clean, free from corrosion, dirt, and gummed lubricant. Avoid the use of a file or emery cloth on the breechblock and operating parts. All working parts should be lubricated with the lubricants and according to the frequency specified on the lubrication charts appended. Additional specific regulations as to maintenance and operating precautions of the breech mechanism are given in chapter IV, section C of the revised edition of the Ordnance Manual.
Breech mechanism operating casualties are invariably due to one of the following causes: maintenance and operating precautions to prevent each class of casualty are given in separately indented paragraphs following each designated cause.
(a) Jamming of the breechblock.-This is generally caused by foreign matter or by "seized" parts of the 'breech mechanism; occasionally may be due to a tight case (oversize).
If there is a slight jam of the block, when closing, it may be forced by light taps with a rawhide mallet; greater force should not be applied except in emergency.
CAUTION: Unless it can be positively ascertained that there is no projecting metal
19
on the face of the breechblock, or foreign material between the face of the breechblock and the base of the case that might in any way be wiped or drawn across the base of the primer, forcing the block in either direction is attendant with the possibility of serious accident from firing the charge when the breechblock is not in the fully closed position.6 If other than a light tap is used to either open or close the breechblock, special precautions shall be taken to clear unnecessary personnel from the vicinity.
(b) Stiffness of operation of the breech assembly.-Such casualty is always due to galled operating shaft and cam or galled block and block ways.
Examination of the cam plate and operating shaft for galling can be made by feeling after removing the grease from the camming surface of the cam plate. If the surface feels rough to the fingers, it has galled. If the cam plate is galled, the operating shaft will also be galled; if the cam plate is smooth, the operating shaft will also be smooth. If a galled condition is present, the parts should be replaced. If the surface is merely scored, it may be smoothed by stoning.
(c) Improper lubrication.-Casualty due to improper lubrication will occur if lubrication is inadequate or if substitution has been made.
The most satisfactory lubricant for breechblock operation is that covered by O. S. 1165; it can be prepared on shipboard (see Circ. Ltr. X-605 for preparation). Under ordinary circumstances this lubricant should be removed at least every 2 months. Mating parts should be thoroughly cleaned before applying fresh coating. In the cleaning operation, kerosene or any
6 Since opening the block introduces a reversal of motion it may frequently, but not always, be the safer and better way to dislodge any pieces of foreign material wedged between the block and the cartridge case. In all cases where the jam occurs before the base of the primer has been covered, opening the plug has the further advantage of eliminating any dangerous dragging across the base of the primer. Forcing the block closed, however, may result in galling parts of the mechanisms and may place the breech mechanism out of commission until repairs can be made. Nothing in these instructions shall be construed in any way as affecting the provisions of article 972 (67) (3) of II. S. Navy Regulations prohibiting opening a breech within 30 minutes after the last attempt to fire. The cam plate and operating shaft should be inspected.
available petroleum solvent that is approved for shipboard use should be used; the remaining residue (gummed castor oil) should then be wiped off with a cloth saturated with alcohol as petroleum solvents are not effective for removing castor oil.
(d) Projectile lodged in bore.-In the event that the projectile remains lodged in the bore, after an attempted extraction of a round of fixed ammunition following a misfire, the following procedure is to be followed: Short cartridge cases are being issued to be used to clear the bore in the shortest possible time, and also to prevent serious damage which might result if the projectile were allowed to remain for some time in a highly heated barrel.7 These short cartridges may be loaded into the gun in accordance with standard practice afloat, after clearing the chamber of any loose material remaining after the regular cartridge case has been removed.
33. Breechblock operation-failure to latch open.-If, while in semiautomatic operation, the breechblock fails to remain in an open position after counterrecoil and instead closes prematurely, the pallets should be inspected for excessive wear; they must be replaced by a new set. It is not possible to refit worn pallets.
Adjustments
34. Breech mechanism.-Since proper closing of the breech plug and ejection of cases depend on correct action of the breech mechanism as a whole and particularly on correct adjustment of the load on the operating spring, figures 3 and 4, the following adjustments and tests should be made periodically.
7 Shipboard manufacture of short cartridge cases. If no projectile removing tool is available place the projectile in a vise or other available holder, and remove the projectile by breaking it loose from the crimp, working the case back and forth by hand. Dispose of the projectile by giving it the "deep six." Dump the powder and store in a safe place until ready for re-use. Retain the cardboard spacer. Next cut 5 inches off the end of the cartridge case. Then refill the shortened case with the dumped powder. Place a circular cardboard wad on top of the powder. Cut the cardboard spacer down and insert on top of the wad allowing about one-half inch clearance between top of spacer and top of case. Seal the cartridge case by inserting two or three thicknesses of heavy circular cardboard wads on top of the spacer and coat with shellac. One such case should be provided and kept in readiness at each mount.
20
FIGURE 3.-Spring Adjustment 3-Inch Breech Mechanism Mark 5 Mod 11.
FIGURE 4.-Spring Adjustment 3-inch Housing Mark 2 and Mark 2 Mod. 1.
(a) Examine the breech mechanism for galling and binding. Smooth all galled parts and free any binding parts. Replace the operating spring if it shows flaws; replace spring connecting rod if it shows flaws or has elongated as much as 0.50 inch.
(b) For Breech Mechanisms Mark 5 Mod. 11, adjust the operating spring until the spring piston face is 0.75 inch from the muzzle end of the spring case and the spring is compressed to a length of approximately 11.25 inches. See position indicated by figure 3.
(c) For Housings Mark 2 and Mark 2 Mod. 1, adjust the operating spring until the spring piston face is 0.05 inch from the muzzle end of the spring case and the spring is compressed to a length of approximately 12.80 inches. (See fig. 4.)
(d) Open the breech mechanism by hand and close by loading an empty cartridge case (which should be in good condition). Adjust the operating spring if necessary until the breechblock closes freely. Care should be exercised in setting the operating spring to prevent its being compressed solid when the breechblock is open.
(e) Test for cartridge case ejection by loading a well conditioned empty case into the breech, closing the breech mechanism; then haul the gun to the rear to the limit of recoil by means of block and tackle with pelican hook; release if necessary, until satisfactory ejection of cartridge case occurs on release of gun.
(f) Premature firing upon breech closure may result from sticking of the sear piston (27273-11). In such instance the binding should be relieved by stoning the piston until a clearance of from 0.002 to 0.004 inch is obtained. If extreme care is exercised fine emery cloth may be used if stone is not available. In the case of the wet mount the piston is chromium plated and cannot be stoned. If binding is present the piece should be replaced by part 27273-79, revision SS.
Disassembly and Assembly
35. Regunning.-For instructions and procedure in assembling and disassembling gun barrels and housings having interrupted thread, or bayonet type of locking method, see O. D. 2772.
21
36. Breech mechanism-dismantling.-The disassembly procedure for the subject housings and breech mechanisms is similar with the exceptions as noted. The following description is for Housing Mark 2.
(a) Using operating handle, lower the breechblock and compress the operating spring sufficiently to wedge a 3/8-inch rod through the spring case to the rear of the spring nut. Return handle to latched position.
(b) Remove the sear, sear spring, and sear spring piston by forcing the piston in beyond the face of the housing far enough to allow the sear to be withdrawn. Withdraw the spring and piston.
(c) Withdraw cotter pin and remove the salvo latch assembly from pivot pin.
(d) Unscrew extractor spring plugs and withdraw extractor springs and plungers.
(e) Next, if gun assembly is disassembled from slide, rotate until the housing is on its side with right face uppermost.
(f) Remove setscrews for the operating shaft bearing block keeper bolts, and the setscrew in the spring case housing collar lug.
(g) Remove the machine screw in the stud link of the operating spring chain and dismantle the chain, spring, piston, and spring case from the housing.
(h) Unscrew bearing cap bolts and remove bearing caps from housing. For the breech mechanism monobloc assemblies withdraw the lock plate securing bolts and tap the lock plate back out of key engagement with the breech forging.
(i) Withdraw operating shaft from the bearings and jockey the central arm out of engagement with the breechblock. On the monobloc assemblies the half bushings must be rotated until the lower half is free before the shaft can be lifted out.
(j) If the gun is in the slide and the housing is in an upright position, the breechblock must be supported by the dismounting tool screwed in the top, during the above operation.
(k) Slide breechblock out at the bottom of the breech mortise, and remove extractors.
(l) Insert dismounting tool in hole of cocking lever pin on left side of breechblock. Disengage the projection on cocking lever pin
from the annular groove and withdraw the cocking lever pin and the cocking lever.
(m) To remove firing pin, use dismounting tool to back off firing pin bushing; withdraw firing pin, spring and washer.
(n) Further disassembly of the operating handle and breech operating spring assemblies is apparent from reference to plate 6.
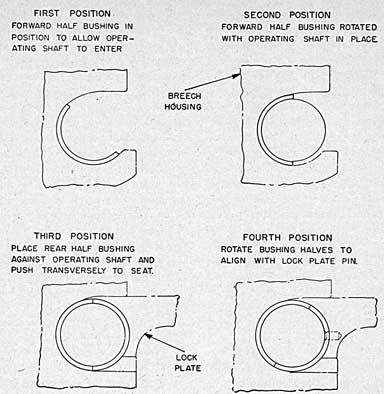
37. Breech mechanism-assembly.-Reassembly is the reverse of the disassembly procedure. In assembling the operating shaft in the bushing bearings of the monobloc designs see figure 5 for method of seating half bushings.
38. To replace broken firing pin.-Lower the breechblock to open position. Remove cocking lever pin from right side of block and withdraw cocking lever. Then close block, unscrew firing-pin bushing, withdraw firing spring and firing pin, and remove firing pin washer.
39. Gun assembly-installation in slide.-The procedure and sequence of operations when installing one of the appropriate gun assemblies in a Mark 21 or Mark 22 Mount is as follows. Refer to plates 20 and 21, Chapter XII, for crane attachment and rigging details.
(a) A check should be made that the sliding surfaces of the gun and slide have been carefully cleaned and are thoroughly coated with O. S. 1350. The housing breechblock, 281743-1, should not be closed. The cam slide, 238478-1, should not be assembled until the gun and housing assembly is secure in the mount.
(b) With the gun and housing assembly slung as illustrated in plate 20 and the bore of the slide in a horizontal position, carefully insert the muzzle end of the gun into the rear of the slide and move the gun forward until the sling just clears the rear of the slide. When only one sling is attached to the gun and housing assembly, care should be taken that the sliding surface of the gun, where the sling attaches is free from grease and that the assembly is balanced about the sling that supports it.
(c) Block the breech end of the gun up while the sling is being changed and the gun lubricated on the sliding surface where the sling was originally attached. With the gun and housing assembly slung as shown in plate 21, move the gun forward, until the slide recoil piston rod nut, 237020-2, can be screwed into the housing
22
FIGURE 5.-Assembly of the Operating Shaft Bearing Bushings.
lug. Screw the piston rod nut several turns into the housing lug. Attention is invited to the fact that a wooden block is placed over the end of the piston rod as the gun slides into the battery position. This precaution is necessary in order to avoid damage to the piston rod, 237020-1, and the collar, 237020-3.
(d) After ascertaining that the cam plate is in the retracted position (that is, when the retractor handle, 238412-1, is locked in the forward position in the cam slide), install the cam slide on the slide and secure with the screws, 238411-5. Gun slushing compound, O. S. 627, should be applied on the nonworking bearing surface between the cam slide and slide, and O. S. 1350, on the sliding surfaces between the cam slide and housing, before this assembly is made.
(e) Tighten up the piston rod nut until the
shoulder bears against the lug of the housing, first making sure that the cam slide keyway and key on housing are not binding. Drill and tap the1/2-in.-20 NC-3 hole in the housing as indicated on detail 281741-1 and screw in lock-screw, 237020-5.
(f) Install the part of the firing mechanism that operates in the cam slide as shown on drawing number 238402. This includes the trigger pull bar, 237414-9; plunger, 238408-4; spring, 237418-5; plug, 238408-6; lockscrew, 12-Z-5-35; and nut, 12-Z-9-3. Connect the trigger pull bar to the slide vertical lever, 237414-3, with the bearing pin, 238408-3, and the cotter pin, 12-Z48-223, as shown on drawing number 239733. Adjust the lockscrew, which bears against the trigger, 238413-1, so that no lost motion will exist in the firing mechanism. For this adjustment see chapter III, paragraph 32.
23
CHAPTER III
SLIDE ASSEMBLIES 3-INCH SLIDE MARK 20; MARK 20 MOD. 1 3-INCH SLIDE MARK 21; MARK 21 MOD. 1 3-INCH SLIDE MARK 22; MARK 22 MODS. 1, 2, 3, 5, 6
General Description
1. Gun slide equipment as installed on the different mount assemblies, comprise slide assemblies of similar designs, each of which is a cylindrical casting with integral trunnions, together with recoil and counterrecoil mechanism, elevating arc and firing mechanism. Each slide is horizontally pivoted by conventional trunnion journals in cap square bearings in the carriage. The arrangement supports the gun and sight assemblies and provides recoil and counterrecoil mechanism as described in this chapter. Each design also includes elements of the firing and breech mechanism.
2. Slide design differences.-The three basic slide designs and their respective modifications differ as indicated below.
(a) Slide Mark 20 is the design which supports the larger, heavier, built-up type of gun, and includes twin recoil cylinder assemblies located beneath the axis of the gun. The breech operating cam is of the rotary type.
(b) Slide Mark 20 Mod. 1 is similar to Slide Mark 20 with the exception that it is modified to mount Shield Mark 14, and Sight Mark 33 Mod. 1. Provisions for electric or foot firing are eliminated and the slide cam plate is modified accordingly.
(c) Slide Mark 21 is the wet mount slide for the monobloc gun. The design is similar to Slide Mark 22 described below. It differs from that design through use of corrosion resistant alloys, omission of electric firing and lighting facilities and differing details of the recoil mechanism and elevation indicator scale. Its main element is a one-piece casting.
577365°-44-3
(d) Slide Mark 21 Mod. 1 is same as Slide Mark 21 except that the main element is fabricated as a two-piece casting.
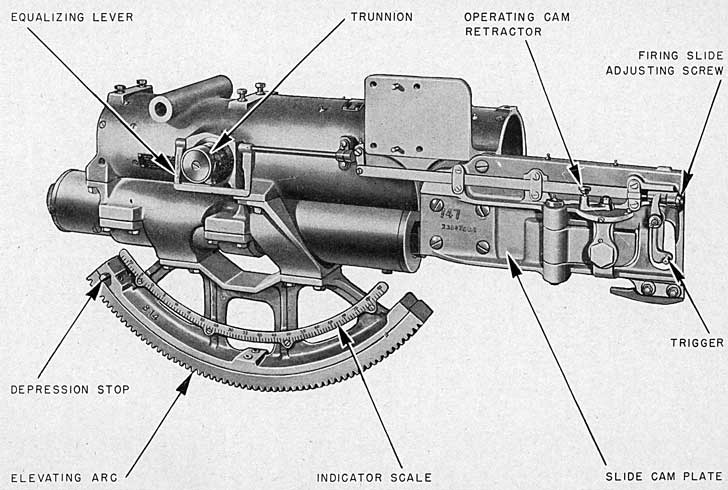
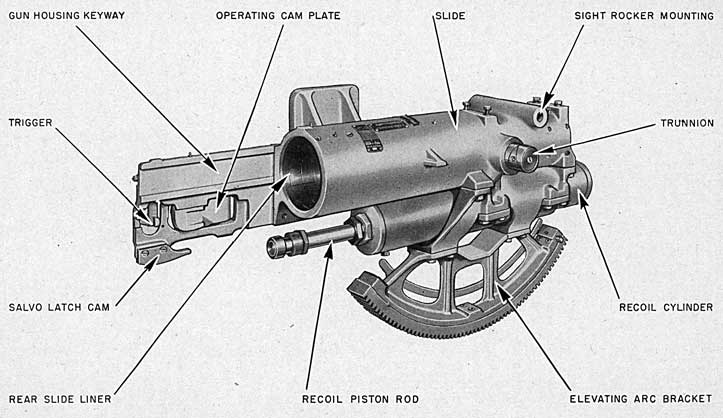
(e) Slide Mark 22 is an assembly of a cast steel gun slide element with integral trunnions, and a lower casting for mounting a single recoil cylinder mechanism and the elevating arc. Plates 7 and 8 illustrate the arrangements of these parts and of attached firing mechanism elements.
(f) Slide Mark 22 Mod. 1 is the same as Slide Mark 22 except that the two castings are fabricated as a single piece.
(g) Slide Mark 22 Mod. 2 is a one-piece casting; it omits the foot firing linkage and includes provisions for mounting Shield Mark 14 and Sight Mark 33 Mod. 1 (as well as Sight Mk. 16 and Mods.). It is otherwise the same as the Mark 22 design.
(h) Slide Mark 22 Mod. 3 is the same as the preceding design except that the main element is fabricated in two pieces.
(i) Slide Mark 22 Mod. 5 is the Mark 22 Mod. 2 design with slight variation of counterweight and omission of Sight Mark 33 Mod. 1.
(j) Slide Mark 22 Mod. 6 is similar to Slide Mark 22 Mod. 5 with minor variations.
3. Design features.-The above slide assemblies provide a sleeve type bearing for the gun and attached recoiling parts, permitting gun recoil and conterrecoil movements as indicated below. Each such assembly includes positive stops which limit gun depression and elevation according to the data of the following tabulation.
24
PLATE 7 - 3-INCH SLIDE MARK 22- LEFT SIDE
25
Mount Mark
Slide Mark
Length recoil
Maximum angle elevation
Maximum angle depression
Inches
Degrees
Degrees
20-1
20
10.00
84
10
20-4
20-1
10.00
84
10
21
21
11.50
85
13
21-1
21-1
11.50
85
13
22
22
11.50
85
113
22-1
22-1
11.50
85
13
22-2
22-2
11.50
85
13
22-3
22-3
11.50
85
13
22-16
22-5
11.50
85
13
22-17
22-6
11.50
85
13
1 Mark 22 slides as assembled on Mounts Mark 22 Mods. 13, 18, and 19, depress to 10°.
Detail Description
4. Components of the slide assemblies.-The three basic slide designs are assemblies of the units listed below. These are described in text following in the sequence listed. (a) Slide casting. (b) Recoil and counterrecoil mechanisms. (c) Elevating arc. (d) Firing attachment.
(e) Counterweight.
5. Slide casting.-The slide casting on Mark 20 assembly is a steel casting, double annealed. It is cylindrical in form, approximately 50.0 inches in length and includes integral trunnions. The latter are 3-inch diameter journals, which form a horizontal axis of rotation for the oscillating parts at right angles to and crossing the centerline of the gun. The trunnions present bearing surfaces beyond a shoulder span of 15.0 inches; they are supported in bearings keyed and bolted to the top of the carriage cheeks. All trunnions are fitted with bronze sleeve bushings. Vertical bolting pads for mounting the elevating arc are located on the underside of the slide. Mounting for the sight assembly is provided by a rear vertical bolting pad projecting up from the left side of the slide and a transverse reamed hole across the top of the forward section of the slide. Mounting for the cam slide is provided by a vertical bolting pad on the left side of the rear portion of the slide. Mounting seats for two recoil cylinders are provided on the under surface of the slide. These seats (two for each
cylinder) lie on either side of two projecting bolting pads which mount the elevating arc. Counterbores in the slide provide for the seating of forward and rear liners which are the sleeve bearings for the gun. The slide carries two longitudinal keyways located along the top and bottom of the bore. The Mark 21 slide differs from these design details: Mounting seats are provided for but one recoil cylinder; the bolting pads for the mounting of the elevating arc are horizontal and are carried on ring extrusions on the bottom of the slide. Slide Mark 22 is similar to the Mark 21 design except that it is made up of two castings, the upper cylinder which mounts the liners, and a lower casting which includes the ring mountings for the elevating arc bolting pads and the mounting-seats for the recoil cylinder. The two parts are keyed together and secured by four 1.0-inch bolts. Modifications of the Mark 21 and 22 Slides are manufactured both as monobloc and two-piece castings.
Recoil and Counterrecoil System
6. Functional arrangement.-The gun and attending recoiling parts are so mounted in the slide that when the gun is fired, these parts. execute an oscillating cycle from battery position, to full recoil position and return. This cycle is controlled by the action of the recoil and counterrecoil mechanisms which are mounted on the slide and secured to the housing. The energy of recoil is absorbed in part by both units, the counterrecoil units building up energy to return the piece to battery and buffing the recoiling parts as they approach the battery position.
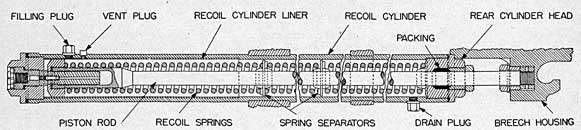
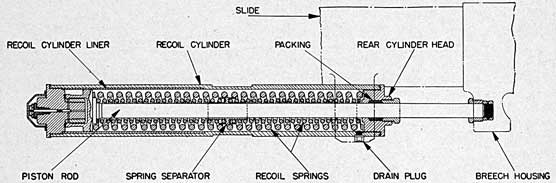
7. Recoil mechanism.-The recoil mechanism is an assemblage of hydraulic design. It comprises a recoil cylinder, cylinder liner, piston and piston rod, front and rear cylinder heads, and recoil springs. The Mark 20 slide carries two recoil cylinder units (see fig 6) while Slides Marks 21 and 22 carry one recoil cylinder assembly (see fig. 7).
8. Recoil cylinder.-The recoil cylinder detail is a carbon steel cylinder. On Slide Mark 20, two such cylinders are mounted on the under portion of the slide and are connected by
26
PLATE 8 - 3-INCH SLIDE MARK 22 - RIGHT SIDE
27
FIGURE 6.-Recoil-Counterrecoil Mechanism 3-inch Slide Mark 20.
FIGURE 7.-Recoil-Counterrecoil Mechanism 3-inch Slide Mark 22.
an equalizing pipe which acts to maintain equal pressure in each cylinder. Two radial bands are cut in the outside of each of the cylinders. These bands provide mounting seats and thrust shoulders for the mounting of the cylinders on the slide. Each cylinder is clamped to the slide by two caps which are secured by nine 1/2-inch bolts. The cylinder ends are threaded to receive the front and rear cylinder heads; the forward end is counterbored to receive a liner. The recoil cylinder for Slides Marks 21 and 22 is center mounted; the exterior and exposed machine surfaces are cadmium plated, on the Mark 21 design.
9. Liner.-The liner is a cast cylinder of bearing bronze which fits into the forward end of the recoil cylinder. It carries three rifling grooves of constant width and variable depth.
10. Piston and piston rod.-Recoil piston units are designed as shown in figures 6 and 7. The two elements of Slide Mark 20 are identical, each being a 1.5-inch steel rod with separate head (attached by screw thread and two locking screws). Piston and rod are counter-bored to provide dashpot buffer of the arrangement described in paragraph 11 and illustrated by figure 9. The single recoil piston unit of Slides
Marks 21 and 22 is an integral piston and rod functionally the same as the earlier design; rod and head are larger diameters; the buffer arrangement differs as shown by figure 8.
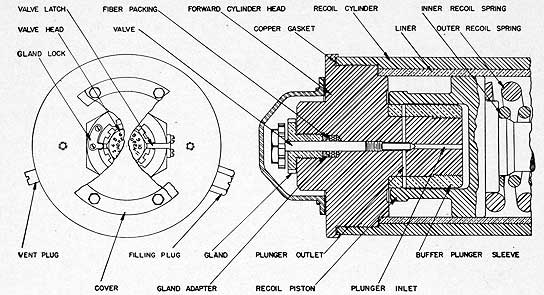
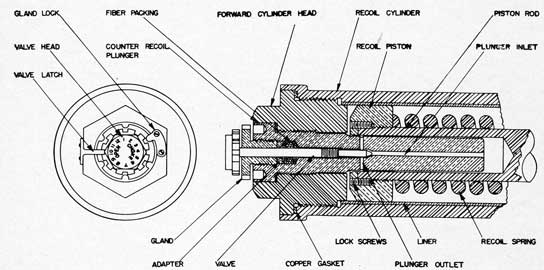
11. Front cylinder head and buffer.-Front cylinder head and counterrecoil buffer designs differ as illustrated by figures 8 and 9. Both types are thread seated heads with copper gasket seal. The Mark 20 type (fig. 9) is a two-piece assemblage having separate buffer plunger; the Mark 21, 22 type is an integral cylinder head and buffer with attached buffer plunger sleeve. Both designs are fitted similarly with adjustable needle valve, valve packing and packing gland. Needle valves operate to restrict buffer action and final movement into battery, the choke action being apparent from the illustrations. The valve head is a calibrated dial inscribed numerically from "1" to "12"; it may be locked in any one of the twelve positions by, key slots. The twelve inscriptions constitute one revolution of the dial.
12. Rear cylinder head.-Each rear cylinder head comprises a cylinder head, stuffing box, packing and gland. The cylinder head of carbon steel threads into the rear of the recoil cylinder and provides a retaining seat for the
28
FIGURE 8.-Counterrecoil Buffer Adjustment 3-Inch Slide Mark 21, 22
FIGURE 9.-Counterrecoil Buffer Adjustment 3-inch Slide Mark 20.
packing and a threaded mounting for the gland. On the wet mount, the 'cylinder head is cadmium plated all over.
13. Recoil springs.-The design of recoil springs differ as illustrated by figures 6 and 7. Slides Mark 20 have two recoil spring assemblies, each consisting of three springs. Each spring is formed from 0.5625-inch diameter spring steel wire with an outside diameter of 3.30 inches. They are mounted longitudinally on the piston rod and between steel separating
disc washers which ride on the piston rod. Slides Marks 21 and 22 have two sets of helical coil compression springs: An inner set of two springs of right hand winding, and one outer spring of left hand winding. Each inner spring is formed from 0.4375-inch diameter spring steel wire with an inside diameter of 2.225 inches. These are mounted longitudinally on the piston rod; one between a center separator, which rides on the piston rod, and the piston head; the other between the separator
29
and the cylinder head. The outer spring is formed from 0.75-inch diameter wire with an outside diameter of 5.0 inches. It is mounted longitudinally over the inner coils, and between the cylinder head and the piston head. The mid-point of this spring is centered by a circular flange of the inner spring separator.
14. Counterrecoil system.-The counterrecoil system comprises the buffer plunger and needle valve assemblies and the recoil spring assemblies described above.
Slide Attachments
15. Elevating bracket.-The elevating arc bracket is a steel casting which provides a mounting for the elevating arc. The bracket is secured to the previously described vertical pads on the slide by four 3/4-inch bolts and two 3/4-inch dowels. A shallow channel is cut in the radial flange of the bracket to accommodate the elevating arc. On the wet mount, all machined surfaces are cadmium plated, and the bracket is secured to previously described horizontal pads on the slide detail by eight 3/4-inch bolts and two 3/4-inch dowels.
16. Elevating arc.-The elevating arc is a gear rack of carbon steel. The teeth are of the 14 1/2° involute type and the number of such teeth in the arc is 59. On the wet mount, the arc is of aluminum bronze.
17. Arc adjusting strip.-The adjusting strip is a carbon steel center section of the arc
in the form of an integral key with identical tooth profile with that of the arc. By means of a tapered pin key, the adjusting strip is shifted slightly to take up play between the arc and pinion. (See fig. 10.) The adjusting strip arc design is optional and therefore may not appear on future mounts. On the wet mount, the adjusting strip is aluminum bronze. On designs having one piece arc, adjustment is obtained by shimming under pinion bracket.
18. Firing attachment.-The firing attachment on the slide includes an arrangement of rods, shafts, and bell cranks, transmitting motion from a foot tread at the pointer's station to the sear of the breech mechanism. Foot- tread movement is carried upward along the left carriage cheek, to the equalizing lever on the slide, thence along the left side of the slide and cam plate to the trigger lever which rotates to displace the sear located in the breech mechanism.
19. Elevation and depression stops.-The elevation stop is a small integral projection on the right side of the slide. On the wet mount, both depression and elevation stops are integral projections on the right side of the slide along centerline of gun. Depression stop on other designs is a transverse pin locked through the forward end of the elevating arc bracket. All stops contact carriage surfaces at limits of movement except wet mount depression stop. (See ch. IV.)
20. Counterweight.-The slide counterweight on Slide Mark 20 Mod. 1 is located on
FIGURE 10.-Elevating Arc. Adjusting Strip.
30
top of the slide to the rear of the trunnions; it has an excess of weight on the right side. It comprises three cast lead weights nested on the top surface of the slide and secured by one sheet steel top plate which is fastened by two 3/4-inch studs and two 3/4-inch bolts. The Mark 21 and 22 counterweight arrangement is a box-like weldment of 3/16-inch steel plate, which is filled with lead. This is mounted in an elevated position, supported by the legs of the weldment and secured to the top of the slide by four 5/8-inch bolts. On those slides which mount the Sight Mark 16 Mod. 10 and later Mods. the counterweight is modified to shift the weight center to the right, to compensate for sight assemblies with increased azimuth.
21. Gun elevation indicator arc.-The elevating indicator arc appears only on the Mark 20 and 22 slide assemblies. It is a cast bronze arc with engraved graduations from 15° depression to 85° elevation, graduated in degrees and enumerated every 5°. This indicator is mounted on the left side of the elevating arc bracket and secured by four 5/16-inch machine screws.
22. Gun elevation indicator.-The elevation indicator pointer appears only on the Mark 21 slide assembly. It is a bronze arm secured to the end of the left trunnion by two %-inch cadmium plated screw bolts.
23. Gun slide liners.-The slide liners are phosphor bronze castings. On the Mark 20 slide the forward liner is made up of two sections mounted opposite. Each is secured to the slide by seven %-inch brass rivets. The rear liner is also in two sections, each secured by nine %- inch brass rivets. On the Mark 21 and 22 slides, the liners are bronze hoops, one front and one rear. Each liner is secured in the slide by eight %-inch screw bolts, inserted from the outside. Earlier mounts used sixteen screw bolts inserted from the inside.
24. Trunnion bearing bushings.-On Slides Marks 20 and 22 the bronze bushings are each secured by two 3/8-inch brass machine screws. On Slide Mark 21 the bushings are secured through the end flange by four 1/4-inch brass machine screws.
25. Slide cam plate.- The arrangement of the breech mechanism slide cam plate attachment is described in chapter II.
Slide Operation
26. With the recoil mechanisms filled with fluid and the countercoil throttling valves correctly set, the slide action under firing loads is as follows:
Cartridge detonation causes the gun and attached parts to move rearward supported in the lubricated front and rear liners of the slide. As the recoil piston moves toward the rear of the cylinder, the liquid under pressure is forced through the throttling grooves in the liner into the forward portion of the cylinder, simultaneous with compression of the recoil springs. The liquid pressure on the rear face of the recoil piston head combined with the resistance of the springs acts to absorb all energy of recoil and bring the recoiling parts to rest in the approximate distance noted in paragraph 3. From full recoil the recoiling mass is forced back into battery by the energy stored in the compressed springs. To prevent the recoiling parts from returning to battery with excessive impact, some buffing action is afforded throughout the return stroke by the throttling grooves in the liner; this, however, is not sufficient, and is supplemented by the counter-recoil buffer. This buffer action takes place during the last few inches of the counter-recoil stroke. As the plunger enters the dashpot the displaced liquid is throttled through the restriction to exert a retarding force. The pressure and buffing action is regulated by a needle valve control adjustably arranged with respect to the escape port.
Maintenance Instructions
27. General instructions.-The importance of proper care and of frequent thorough inspection of the slide assemblage cannot be overstressed. It is essential that the unit shall be checked and replenished as to recoil liquid before firing; always lubricate the slide liners and trunnion bearings before firing. The instructions below and the general regulations of the Ordnance Manual are prescribed for maintenance care of the assembly.
28. Lubrication.-Lubricate the slide
31
assembly with the lubricants and according to the frequency prescribed on the lubrication charts appended. Coat the exposed forward end of the upper gun slide key with grease, O. S. 1384, weekly.
29. Recoil system filling.-The recoil mechanism is designed for standard recoil system hydraulic fluid as prescribed by O. D. 1914. Filling is performed with the gun elevated to 5°, Slide Mark 20; the two recoil cylinders are filled to overflowing; then 1/4 pint of liquid is withdrawn. Mark 21 and 22 slides are filled with the gun elevated to its maximum position; the single recoil cylinder is filled until the liquid overflows through the vent hole.
30. Service maintenance.-The slide assembly requires servicing in addition to lubrication as prescribed in the subparagraphs following.
(a) Maintain liquid level in recoil mechanism at filling level; inspect immediately after firing and replenish if required. Never substitute other liquid in the recoil system than that prescribed by the latest revision of Ordnance Data 1914. Always strain through several thicknesses of cheesecloth. Immediately upon disassembly of recoil cylinders follow the instructions for care and preservation as described in Ordnance Data 1914. Maintain all filling and drain plugs tight.
(b) Do not deface, alter, or paint over name and instruction plates.
(c) Inspect the piston rod packing frequently to see that the liquid-tight integrity is being maintained.
(d) Inspect painted surfaces frequently for corrosion. Corroded areas must be chipped, cleaned, and coated with zinc chromate primer and gray paint as specified by Ordnance Standard No. 52.
Adjustments
31. Counterrecoil adjustment.-Counterrecoil plunger valves were adjusted and set when the gun was proof fired. Closing or opening these valves will .cause the gun to return to battery slower or faster as desired. (See figs. 8 and 9.)
32. Firing mechanism adjustment.-The setting of the adjusting screw on the firing slide should be carefully made and should be checked frequently. The procedure is as follows:
(a) After verifying that the gun is completely in battery, and that the lever arm of the sear is in the extreme forward position, set the adjusting screw to provide a small clearance between the lower arm of the trigger lever and the lever arm of the sear. The exact amount of clearance is not critical, but clearance must exist to prevent positively the accidental firing of the gun upon breech closure. Too much clearance will prevent the gun from firing at all.
33. Recoil piston packing adjustment.-The piston packing should only be adjusted to such degree as to prevent leakage; excessively tight gland and packing may prevent complete return to battery at maximum elevation. Worn packing should be replaced, not "shimmed" with additional packing.
34. Trunnion bearing adjustment.-The trunnion bushings are nonadjustable. Radial or thrust play requires replacement of the bushings.
35. Elevating arc adjustment.-The elevating arc adjusting strip is a design provision to enable elimination of lost motion in the mesh of the elevating pinion and arc. It must not be readjusted so as to prevent mesh or cause excessive friction and wear in unworn sections of the arc. Lubricate thoroughly after readjusting.
Disassembly and Assembly
36. Disassembly of each slide design is apparent from reference to the respective general arrangement drawings except with respect to the recoil systems. These must be dismantled in the sequence of the instructions following.
37. Disassembly of recoil mechanism, Slide Mark 20.-The mechanism may be dismantled without removing the gun from the slide. Proceed as follows:
(a) After removing the lockscrews unscrew the rod connecting nuts securing the recoil piston rods to the breech mechanism and back off the gun and housing.
(b) Unbolt the cap squares and withdraw the recoil cylinders from the rear, taking care to keep them parallel to 'avoid placing a strain on the equalizing pipe.
(c) Separate the cylinders by disconnecting the equalizing pipe.
32
(d) After clamping each cylinder in a suitable stand the spring compression jack wrench is threaded on the end of the piston rod and seated on the rear cylinder head.
(e) Compress spring by tightening wrench, enough to unseat and withdraw forward cylinder head.
(f) Back off on wrench until recoil spring has expanded to its free length.
(g) Disengage wrench and withdraw piston and rod, springs, and spring separators.
38. Disassembly of recoil mechanism, Slides Marks 21 and 22.-The mechanism may be dismantled without removing gun from slide. Proceed as follows:
(a) After removing the lockscrews unscrew the rod connecting nuts securing the recoil piston rod to the housing.
(b) Unbolt the cap squares and withdraw the cylinder from the front.
(c) Proceed as outlined in paragraph 37 sections (d), (e), (I), and (g).
39. Reassembly of recoil mechanism.-Assembly of the recoil cylinders is accomplished by a reverse of the foregoing procedures.
40. Slide installation, Mounts Marks 21 and 22.-The procedure and sequence of operations required when installing a slide assembly in the carriage of a Mount Mark 21 or 22, is as specified in the subparagraphs following. Drawing number references of these instructions apply to Mount Mark 22. Crane attachment and rigging illustrations are the plate references of chapter XII.
(a) The carriage and stand assembly should be located and secured on the deck emplacement. Lift carriage and stand assembly by
means of a bronze bar or canvas covered steel bar passing through the trunnion bore. See crane attachment rigging, plate 17. Sling the cable under the bar outside of the carriage. The lifting bar should have bolts through each end to prevent the cable from slipping off the bar and the bar from slipping out of the trunnion bore.
(b) Remove cap squares, 232881-2 by unscrewing bolts, 12-Z-24-125.
(c) The slide is installed in the carriage by rigging and lifting as shown in plate 18. This operation lifts the slide by passing a cable covered with canvas through the bore of the slide. Personnel on each side of the carriage should position the slide as it is lowered into the carriage and extreme caution should be exercised in order to avoid scoring the trunnion bushings, 238407-1. The man on the pointer's side should also hold the firing mechanism equalizer lever, 237418-1, back against the slide to prevent damage while making the assembly. A third man should operate the elevating handwheel in order to insure that the teeth in the elevating arc and pinion will mesh properly. The mating teeth on the arc, 51011-2, and the pinion, 238422-2, are stamped and must mate to obtain the most satisfactory handwheel pulls in elevation.
(d) Reassemble the cap squares, 232881-2, on the carriage and secure with the bolts, 12-Z-24- 125.
(e) If it is desired to lift the slide, carriage, and stand assembly, this may be accomplished by passing a canvas covered cable under the slide between the spokes of the elevating' arc bracket so as to straddle the trunnions. This rigging arrangement is illustrated by plate 19.
33
CHAPTER IV
3-INCH CARRIAGE MARK 11 MODS. 5, 6, 8, 9, 12, 13, 14, AND 19
General Description
1. The gun slide assembly described in chapter III is supported in the mount by one of the carriage designs of the title. These are similar pedestal type assemblies. Each is a large steel casting of cylindrical form providing trunnion bearings for the slide and radial and roller path bearing elements for pivoting on the stand assembly (ch. V) . Each design includes manual drive gun elevating and training mechanisms and provisions for mounting gun firing devices; some include arrangements for attaching training and elevating gun attachments, fuze setters, and other accessory equipment. Plate 9 illustrates construction and arrangement typical of the general features of all designs.
2. Components.-Each carriage assembly is composed of the following elements; described in this chapter in the sequence listed:
Carriage pedestal.
Trunnion bearings.
Training gear.
Elevating gear.
Training and elevating stops.
Firing mechanism.
Trainer, pointer, and sight stations.
Carriage attachments.
3. Carriage limits of gun movement.-Carriage designs permit maximum gun elevating motion of 98°; design variations of this limit are indicated in chapter III, paragraph 3. The motion is limited by integral pad on the pedestal and complementary stop bolt or pad on the slide. Submarine mount emplacements have variable cam stop limiting devices functioning to limit gun depression and train movements within carriage limit stops. Carriage training limits are adjusted to limits of emplacement, the maximum
movement being 3.60°. These are positive stops; do not include buffer.
4. Carriage design differences.-Carriage designs differ as defined in the subparagraphs following.
(a) Carriage Mark 11 Mod. 5.-This design is the basic type for Mounts Mark 20 and 22 assemblies. It is the design adapted for merchant ship or similar deck emplacement and comprises conventional arrangement of pointer's and trainer's stations, foot firing mechanism, firing and lighting circuit attachments, and platforms for sight setter and sight checker.
(b) Carriage Mark 11 Mod. 6.-This design differs from Carriage Mark 11 Mod. 5 through detailed variation of the training stop bracket.
(c) Carriage Mark 11 Mod. 8.-This design is the basic type for submarine mount assemblies. Parts are cadmium or chromium plated and some details are corrosion resistant alloys. It is otherwise similar to Carriage Mark 11 Mod. 6 except for bearing details, depression and training stop features and other minor details.
(d) Carriage Mark 11 Mod. 9.-This design is similar to Carriage Mark 11 Mod. 6 except for provision to mount a, fuze setter.
(e) Carriage Mark 11 Mod. 12.-This design is an adaptation erected according to British practice. It omits the foot firing mechanism, pointer's and trainer's seats, firing and lighting circuit details, and platforms for sight setter and sight checker. It includes arrangements for mounting a shield and platforms for pointer and trainer.
(f) Carriage Mark 11 Mod. 13.-This assembly is similar to Carriage Mark 11 Mod. 12 with minor variations.
(g) Carriage Mark 11 Mod. 14-This assembly is similar to Carriage Mark 11 Mod. 6 with
34
PLATE 9 - 3-INCH CARRIAGE, MARK II MOD. 9 -GENERAL ARRANGEMENT
35
exception of substitution of a combination platform and fuze setting support bracket in place of the sight setter's platform.
(h) Carriage Mark 11 Mod. 19.-This is Carriage Mark 11 Mod. 9 with added details providing for mounting train and elevation gun attachments, and a terminal tube for bringing in director control electrical leads.
DETAIL DESCRIPTION
Carriage Pedestal
5. The pedestal is a large steel casting upon which all other elements of the carriage assemble. It has a circular base in which are machined seats for the upper roller path, the holding-down bearing, and the radial bearing (pintle) of the stand. A cylindrical segment extends upward to machined seats for the trunnion bearing cap squares. These locate the slide trunnion axis parallel to the emplacement deck and 66.25 inches above that surface. Bolt-
' ing pads on the front of the casting provide for mounting the elevating pinion bracket and pinion gear parallel to the trunnion axis and in position for correct mesh with the slide elevating arc. A bolting pad in the front right segment of the circular base similarly locates the training pinion bracket for correct mesh of the training gear worm with the training circle of the stand assembly. Bolting pads, on the left side near the base provide for attachment of sight setter's platform and the pointer's seat bracket. Similar arrangements on the right side provide for attachment of the sight checker's platform and the trainer's seat bracket. Mount assemblies which omit the foot firing mechanism omit the drillings for the pointer's and trainer's seat support brackets. Mounts equipped with gun attachments include drillings on the right and left sides of the pedestal for mounting the train and elevating gun attachments. Mount assemblies that include Shield Mark 14 include pedestal arrangement for attaching the support brackets of the shield assembly.
Trunnion Bearings
6. The machined seats at the top of the pedestal for the trunnion bearings are arranged as shown on plate 9. Their respective dovetail
cuts and two holes in each for 5/8-inch bolts secure the two cap squares in position. These cap squares are cast steel elements on all assemblies except Carriage Mark 11 Mod. 8; there they are of manganese bronze. Plate 10 shows the assembled arrangements of both design variations.
Gun Training and Elevating Drives
7. Training gear.-The assembled training gear manual drive arrangement is illustrated on plate 9. This is a double handwheel drive mechanism driving bevel gearing which extends to and drives the training worm shaft and worm. The training worm shaft is mounted horizontally on one fixed and one adjustable bushing and three thrust ball bearings seated in the training worm bracket. This detail differs in the wet mount carriages in that thrust washers are used in lieu of ball bearings. The training worm keyed on the worm shaft is a 29° left hand single thread type. The drive comprises carbon steel bevel gears meshed with bronze bevel pinions, and an aluminum bronze worm in all assemblies except the wet mount. There the carbon steel gears are replaced with naval brass or bronze units. On all carriages this assembly is attached to the pedestal by means of three 125-inch bolts, which secure the training worm bracket, and four 0.5-inch bolts, which secure the training handwheel bracket. Mount assemblies equipped with train and elevation gun attachments include training worm bracket drilled and tapped to mount the lower bevel gear bracket of the train gun attachment, and the worm shaft is modified to couple the pinion bevel shaft of the attachment. (See description, chapter VIII.)
8. Elevating gear.-The assembled elevating gear manual drive arrangement is illustrated on plate 9. This is a double handwheel drive mechanism which drives the elevating pinion through bevel gears, a worm, and worm-wheel. It is a bracket-mounted drive, the hand-wheel shaft and bevel gear being mounted in a handwheel bracket which is attached to the outboard end of the horizontally positioned elevating pinion shaft bracket. The handwheel shaft bevel gear is meshed with a pinion gear keyed to the upper end of the elevating worm shaft
36
PLATE 10 - 3-INCH CARRIAGE, MARK II MOD 9-RIGHT REAR VIEW
37
which is mounted in the bracket on two fixed and one adjustable bushings and two thrust ball bearings. The latter bearings in Carriage Mark 11 Mod. 8 are thrust washers. The elevating worm is a 29° double thread left hand worm. It is meshed with the wormwheel which is secured to the elevating pinion splined shaft by a locknut. The elevating pinion shaft is mounted in bronze bushings in, the handwheel bracket and the elevating pinion bracket. This bracket is secured to the carriage pedestal by four 3/4-inch bolts. The elements of this drive are steel and bronze bevel gear pairs, aluminum bronze worm, and nickel steel wormwheel and elevating pinion, in all assemblies except Carriage Mark 11 Mod. 8; there the two steel bevel gears are replaced by naval brass units, the wormwheel is magnesium bronze and the elevating pinion is aluminum bronze. The design includes removable access covers in the hand-wheel bracket for the bevel gear and worm assembly. The, amount of gun movement per handwheel turn is 3° of arc in all assemblies. In all mounts equipped with train and elevation gun attachments the elevation worm shaft of the handwheel drive assembly is modified to provide for coupling the pinion bevel shaft of the gun elevation attachment. (See chapter VIII and plate 4.)
Training and Elevating Stops
9. As indicated in paragraph 3 the carriage and mount designs include two differing arrangements of gun and mount limit stops. The stop assemblies for wet mount emplacements are described in paragraph 11; the arrangement of all other mount assemblies is described below.
10. Carriage stops.-The gun elevating stop is a lug shown in plate 9 located inside of the pedestal. The depression stop is a transverse pin locked through the forward end of the elevating arc bracket of the slide. The training stop is a fixed bracket bolted to the front of the pedestal and projecting down over the training circle cover in the way of two fabricated steel plate lugs that are secured beneath two of the holding clown bolts of the stand. (See ch. V and fig. 12.)
11. Depression and training stop, Carriage Mark 11 Mod. 8.-The limit stop arrangements
of the wet mount carriage consist of a bronze stop rod 1.5 inches in diameter which is mounted vertically within the carriage. This rod is supported by three small cast bronze brackets which are secured to the inner surface of the pedestal and provide sleeve support for the rod. A bronze coil spring on the rod, acting between the bottom bracket and a collar pinned to the rod, maintains it in "raised" position (off the cam, except when depressed by the slide). This arrangement functions when the slide is depressed to thrust the rod downward into contact with the depression and training stop cam of the stand assembly. (See chapter V.)
Firing Mechanism
12. The carriage firing mechanism is a foot actuated mechanical linkage which transmits linear motion from the pointer's right foot tread to an equalizing lever. The arrangement is illustrated by plates 9 and 10. It is a device which includes an adjustable pin and clevis connection between the right foot tread and a 3/8-inch bronze firing rod. This rod extends to a bell crank which protrudes through an aperture in the carriage pedestal and transmits movement to a lower lever, a rotating rod, and an upper lever within the pedestal. Movement of this linkage actuates the spring loaded equalizing lever of the slide firing mechanism. The pointer's outboard foot tread is nonoscillating, but it includes a. spring bolt locking device which engages a latch on the inboard tread when in the closed position. This locks the firing mechanism. In order to maintain the locking bolt in the open position the pointer's left foot must remain flat on the tread.
Trainer, Pointer and Sight Stations
13. Pointer and trainer stations.-The pointer's and trainer's seats8 are cast bronze saddle seats which are located to the rear of the respective handwheel drives. They are adjustably clamped on steel bar brackets. These seat brackets are arranged with adjustable screw clamps .and setscrew fastenings in, phosphor bronze brackets which are attached to the pedestal. The pointer's station is equipped with
8 Bucket type pressed steel seats designed to accommodate cushion or insulating pad are to replace saddle seats described.
38
two foot treads arranged as described in paragraph 12. The trainer's station is equipped with two fixed foot treads secured to the training handwheel bracket. Carriage assemblies that do not include the foot firing device provide bracket mounted platforms in lieu of the seats. These platforms are weldments of 1/8- inch steel plate. Each is secured to the carriage pedestal by four 5/8-inch bolts. The platform surface is a nonslip tread.
14. Sight stations.-The sight setter's and sight checker's stations are bracket-mounted platform weldments. Platform for the sight setter is a weldment of 1/4-inch plate secured to the left side of the pedestal by four5/8-inch bolts. The forward portion of. the platform supports the foot firing mechanism treads at the pointer's station while the rear end widens out to form the platform space for the sight setter. Platform for the sight checker is a weldment of 3/16-inch steel plate secured to the right side of the pedestal by four 5/8-inch bolts. This platform is arranged with an upper step for the checker and lower step providing a mounting for the training indicator. The latter is visible from the trainer's station. As part of Carriage Mark 11 Mod. 8 these two platform weldments are cadmium plated. The sight setter's platform is modified for mounts equipped with fuze setter in order to provide mounting for that unit on the platform.
Carriage Attachments
15. All carriage assemblies include attachment devices which vary as to details for the several designs. These differ for submarine and other emplacement and for director controlled mounts and mounts without such installation. The arrangements and the mounts for which they are adapted are indicated in the subparagraphs following.
(a) Training circle cover.-A protective cover attached to circular base of the pedestal and composed of two identical semicircular bronze castings, together form a hood for the training circle of the stand. This subassembly is common to all carriage assemblies. The two segments are joined by %-inch bolts and the entire unit is attached to the pedestal by four %-inch bolts and to the training worm bracket by four 5/8-inch bolts.
(b) Cover plate.-The opening in the base
of the pedestal is closed by a steel disc plate, 20.49 inches in diameter. This piece is seated in a cast bronze retaining ring to which it is secured by eight 3/8-inch machine screws. The retaining ring fits in a concentric well in the pedestal and is secured by eight 3/8-inch machine screws. Carriage Mark 11 Mod. 8 omits this subassembly.
(c) Cartridge case bumper.-A piece of 1/4-inch thick rubber secured to the cover plate, pedestal, and training circle cover, by 1/2-inch brass strips along the edges, functions as a cartridge case bumper in high angle fire. Carriage Mark 11 Mod. 8 omits this subassembly.
(d) Elevation indicator pointer.-A small bronze casting is mounted on the front of the pedestal. It is located beneath an elevating scale lamp (shown on pl. 3) and functions as an index pointer for the elevating arc indicator scale (shown on pl. 7). This attachment is omitted in assemblies of Carriage Mark 11 Mod. 8.
(e) Elevation indicator arc.-Carriage Mark 11 Mod. 8 includes a special attachment, designated elevation indicator arc. This is a graduated scale mounted on the outboard surface of the pedestal concentric with and directly below the left trunnion bearing. It is attached by two 3/8-inch screw bolts. It is calibrated for each degree of gun elevation from 13° depression to 85° elevation, the marks being enumerated every 5°. All markings are engravings filled with black paint. An index pointer attached to the left slide trunnion registers against this scale.
(f) Training indicator pointer.-A welded bracket of 3/16-inch steel plate carrying an engraved pointer-tip and an adjustable clamp for the training scale lamp assembly is attached to the under surface of the sight checker's platform on all assemblies except Carriage Mark 11 Mod. 8. It is visible from the trainer's station. The similar part as installed on Carriage Mark 11 Mod. 8 is a small cast bronze bracket attached to the training circle cover beneath the sight checker's platform.
(g) Firing rod guard.-A 3/16-inch steel plate attachment on the left side of the pedestal secured by four 1/2-inch bolts forms a guard for the firing rod of the foot firing mechanism. This part is cadmium plated on Carriage Mark 11 Mod. 8.
39
(h) Battery box support bracket.-The front of the pedestal has provision for attaching a battery box in the arrangement shown on plate 3. The attachment is part of the firing and lighting circuit assembly described in chapter VII.
Maintenance Instructions
16. General.-The carriage and its attachments are to operated and maintained in accord with the regulations of the Ordnance Manual, the directions of instruction plates on the assemblies, and the specific instructions following in this chapter.
17. Lubrication.-Lubrication of the carriage, elevating gear, training gear, foot firing mechanism, trunnion bearings and other parts must be in accord with the lubrication charts appended. Observe the instructions of Ordnance Data 3000 as to substitute lubricants, dilution of lubricants, and cold weather operation. If lubricants other than those specified on the chart are used as temporary substitutes they must be completed cleansed from the lubricated parts when replaced by the correct lubricant. The special access covers provided on the training and elevating handwheel brackets and the training gear worm bracket are to be removed for appropriate lubrication of the enclosed gearing.
18. Preservation.-The pedestal casting, platforms, seat and foot tread brackets, and other attachments are to be maintained free of corrosion. Check, clean, and repaint where defective covering is observed. First-coat with red lead or zinc chromate primer only. Maintain coating of corrosion inhibiting lubricant on all unpainted surfaces.
19. Inspection and exercise tests.-Satisfactory performance of the elevating and training gear drives depends upon the condition in which they are kept; lubricate as prescribed; check and exercise daily.
Adjustments
20. Elevating and training drive adjustments.-The elevating and training drives are adjusted to remove lost motion as prescribed below.
(a) Elevating worm thrust play.-Thrust
577305°-44-4
play in the elevating worm may be removed by unseating the locking key or setscrew, removing the access cover plate, and tightening the adjusting bushing. Care should be observed in performing this adjustment to prevent binding of the bushing on the shaft. Replace the locking key or setscrew and the cover plate.
(b) Training worm thrust adjustment.-This adjustment is identical to that indicated for the elevating worm with exception that the access cover plate is located on the bottom of the training worm bracket.
(c) Training worm mesh with training circle adjustment.-Lateral play between the worm and training circle is reduced by removing shims or by scraping the bolting pad surface of the worm bracket. Lateral play should not exceed 0.004 inch at any position. Refer to installation adjustment described in chapter XII.
21. Foot firing mechanism adjustment.-The firing mechanism adjustment is described in chapter III.
22. Carriage holding-down adjustment.-Adjustment of the holding-down bearing between the carriage and stand is made with clearance as prescribed in chapter V.
23. Trunnion bearings.-The cap square and trunnion bushing design is nonadjustable. Radial or thrust play requires replacement of the bushings.
Disassembly and Assembly
24. General.-With the exception of the details indicated in the following paragraph the procedure for disassembly and reassembly of all elements of the carriage is apparent from the descriptions and illustrations of this text and the general arrangement drawings.
25. Reassembly of the elevating and training drives.-When reassembling the carriage adjust the drives according to the adjustment instructions above.
26. Cover plate assembly.-When assembling the carriage cover plate coat the bearing surface of the retaining ring liberally with paint; seat and secure the plate in the wet paint in order to effect a watertight seal.
27. Assembly of the carriage on the stand.-For instructions as to installation of the carriage on the stand see chapters V and XII.


 To all holders of Ordnance Pamphlet 811 (1st. Rev.)
To all holders of Ordnance Pamphlet 811 (1st. Rev.)