1A1. Historical note. The periscope is the eye
of the submarine. It was invented and developed
solely for the purpose of providing a means to
view the surface without fear of detection by
surface craft. While it is primarily simple in
principle, actually it is a complicated piece of
apparatus. It is probable that all the navies of
the world have similar instruments with only
minor variations.
The earliest submarines were built without provision for periscopes and therefore, when submerged, were forced to grope their way blindly.
In 1854 Marie Davey, a Frenchman, designed
a sight tube for a submarine. This tube contained two mirrors, one above the other, held at
a 45 degree angle and facing in opposite directions.
These, while providing some degree of sight to
the submerged vessel, were faulty at best and, in
1872, prisms were substituted for mirrors.
Before the War Between the States, the submarine had not had a place among the ships of
naval warfare. An American, Thomas H.
Doughty, USN, was the inventor of the original
periscope. Doughty's invention was not the result
of study and research but rather the result of
necessity. During the campaign of the Red River,
while he was serving aboard the monitor Osage,
Confederate cavalry, from the banks of the
river, kept up a steady series of surprise attacks
upon the Union vessels which had no way of seeing over the banks. This led Doughty to seek
some new method of watching the shores. He
took a piece of lead pipe, fitted it with mirrors at
either end, and ran it up through the turret.
This makeshift periscope provided sight for the
crew of the Osage, enabled them to annihilate
approaching Confederates, and practically freed
her from further attack.
The earliest periscope, other than a collapsible
one designed late in the nineteenth century by
Simon Lake and known as an omniscope or
skalomniscope, was a fixed tube. Soon, however, provision was made to allow the tube to be
raised and turned by hand. This was fairly satisfactory
when the boat was traveling at a low
rate of speed but, with increased speed, the pressure was apt to bend the tube and throw the
image out of line. Improved design resulted in a
double tube, the outer to resist pressure and the
inner to house the lens systems.
One of the biggest difficulties with the periscope in its infancy was that the rotation of the
upper prism caused the image to be seen upside
down. This has been corrected in the design of
the instrument.
The Germans were responsible in large measure for the improvement of the modern periscope
but, in spite of the advances made in the development of the instrument, the basic principle is still
the same, the reflection of objects through mirrors or prisms arranged in a tube.
1A2. Periscope function. The essential function
of a periscope is to give an officer conning a submarine a view of the surrounding horizon while
his vessel remains submerged. To accomplish
this, it is necessary that the periscope be long
enough to extend beyond the surface, and that
means be provided to deflect the horizontal rays
of light first in a downward direction, and then
horizontally to the eye of the observer. In addition, the part of the periscope which is to be
above water must be as inconspicuous and
streamlined as possible; for this reason the periscope is made in the form of a long narrow tube.
1A3. Periscope nomenclature. To insure a uniform method of designating periscopes on submarines, a standard system of nomenclature is
used in all correspondence, specifications, and
plans relating to such instruments.
The periscope nearest the bow is called No. 1
Periscope, regardless of whether it is of the altiscope type or whether it is installed in the conning tower. The next periscope aft of No. 1
Periscope is called No. 2 Periscope, and the
next periscope aft of No. 2 is called No. 3 Periscope. The terms forward, middle, and after
periscopes or 1st, 2nd, and 3rd periscopes are
not used.
1
1A4. Useful definitions. The term periscope is
used generally to designate all types of instruments. However, it is used specifically to designate instruments that are designed for horizontal
view only.
The term altiscope is applied to a periscope
from which the upper prism has been omitted
and the view is directly upward toward the
zenith.
The term altiperiscope is applied to instruments having the combined qualities of altiscopes
and periscopes, sometimes called altiscope-periscopes and sometimes alti-azimuth instruments.
The terms unifocal and bifocal are used to
refer to instruments of single and double power,
respectively.
The term night periscope is used to designate
a periscope having both high light transmission
and an exit pupil of large diameter.
The term attack periscope is applied to a
periscope with a minimum diameter of head at
the sacrifice of light transmission and diameter
of exit pupil.
The term metrescope is used to designate a
periscope designed primarily for determining
ranges of objects.
The term azimuth circle refers to the graduated circle used for taking bearings with the
periscope.
The term stabilized azimuth device refers
to a device in which a vertical wire in the field of
the periscope is held gyroscopically in a fixed
position in azimuth. The device is used in estimating the speed of an enemy ship.
1A5. Design designations of periscopes. Each
separate or modified design of periscope is assigned a design designation, which is used in all
correspondence relating to the periscope, in addition to the registry number of the periscope. The
design designation is assigned by the Bureau of
Ships and consists of the following parts in the
order given:
1. A serial number for each design, assigned
by the Bureau.
2. A letter indicating the manufacturer.
Letter
Manufacturer
K
Kollmorgen
E
Keuffel & Esser
B
Bausch & Lomb
S
Barr & Stroud
Z
Nederlandsche Instrumentim Compagnie (Nedinsco)
3. A letter indicating the type of periscope.
Letter Type.
Letter
Type
A
Bifocal altiperiscope
H
High-power altiperiscope
N
Night or low visibility periscope
4. A number indicating the optical length of
the instrument in feet to the nearest foot.
5. For a period, the letter T was added to indicate that the optics of the instrument had been
treated to increase light transmission and improve definition. Since all periscopes in service
have been so treated and new periscopes are
furnished treated, this letter is not being included
in recent design designations.
6. If the outer diameter of the upper portion
of the reduced head section is less than 2 inches,
a number representing the outer diameter of the
upper part of the reduced head section in inches
is added, separated from the preceding character
by a diagonal mark.
7. If the instrument is an altiperiscope designed to permit view at any angle from the zenith to a point below the horizon, the letters HA
are added.
8. As an example the following is quoted:
91
(serial number)
K
(Kollmorgen)
A
(bifocal altiperiscope)
40
(optical length in feet to nearest foot)
T
(treated optics)
1.414
(outside diameter of upper part of reduced head section in inches)
HA
(high angle)
Combined, this design designation reads as follows:
91KA40T/1.414HA
1A6. Marking of periscopes. The registry number of the periscope is conspicuously cut, or
impress stamped, on the eyepiece end of each
2
periscope. It is also stamped on detachable
external fittings, such as the training handles.
An etched or engraved name plate of suitable
corrosion-resistant material is secured by screws
to the eyepiece box of each periscope, and contains the following data:
U.S.N. BU. OF SHIPS
SUBMARINE PERISCOPE
DESIGN __________________
REGISTRY NO. ____________
H.P.
L.P.
MAGNIFICATION FIELD OF VIEW
______
_____
SMALL DIVISION OF RETICLE EQUALS (ELEV.)
______
_____
LINE OF SIGHT (DEP.) INSPECTOR
______
_____
MFG. _________ by
Manufacturer's Name
Manufacturer's Address
The inspector's stamp appears on the name
plate.
1A7. Principles of modern periscopes. Everyone
has looked through the wrong end of a telescope,
that is, an inverted telescope, and viewed a normal scene much reduced in apparent size. This
apparent reduction takes place because the inverted telescope takes a wide angle of vision and
reduces it into a narrower one in the eyepiece.
This principle is employed in periscopes. Essentially, a periscope consists of a vertical tube with
a head prism inclined to the horizon at an angle
of 45 degrees, a reducing telescope, and, at the bottom
of the tube, an enlarging telescope and a lower
prism facing the head prism and parallel to and
below it. The objectives of the two telescopes face
each other.
Suppose that a periscope is to be constructed
with a field of 40 degrees. If, at the upper end of the
tube, a telescope is installed with a reduction of
20x, or 1/20, the field angle is narrowed by lenses
to 2 degrees. This field angle passes through a 5-inch
tube for a distance of 12 feet. Now, if at the lower
end a magnifying telescope of 20x is installed, the
lenses of this telescope take the field angle of 2 degrees
and expand it to 40 degrees.
If astronomical telescopes are used, the upper
telescope inverts the image and the lower telescope reinverts it, so that the image appears
erect to the observer. The distance between the
objectives, about 12 feet, plus the lengths of the
two telescope systems enable the periscope to
attain sufficient length, for example, 27, 30, 34,
or 40 feet.
If the periscope is to magnify the image, it is
necessary either to decrease the reduction of the
image by the upper telescope or to increase the
magnification of the lower telescope. For example, if a magnification of 2x is desired, the upper
telescope may be so changed that the field angle
is reduced to only 1/10 of the original field angle,
while the lower telescope remains unchanged; the
magnification would then be 1/10 X 20, or 2x. Or
the upper telescope may remain unchanged at
1/20 and the magnification of the lower may be
increased to 40x: Then the final magnification is
1/20 X 40, or 2x, as before. However, the latter
plan has the disadvantage of reducing the illumination. Since the size of the exit pupil is equal
to the diameter of the objective divided by the
magnification, the exit pupil is reduced if the
magnification is increased.
1A8. Limits of periscope design. It is seen from
the preceding section that there are definite
limits in periscope design. The vital factors, as in
a telescope, are: 1) length of tube, 2) diameter,
3) illumination, 4)magnification, and 5) size
of field. If a periscope favoring any one of these
factors is to be produced, such favoring can be
only at the expense of the other factors; hence,
the final design generally is a compromise.
1A9. Examples of periscope design. The following requirements are for periscopes which have
been used in submarines: field, at least 40 degrees to
45 degrees; magnification, between 1.2x and 1.5x; exit
pupil, at least 5 millimeters in diameter; length,
not specified; external diameter, 5 inches;
thickness of walls, about 1/4 inch. Let us find
possible periscope lengths under these conditions
for the two magnifications given, 1.2x and 1.5x.
The inside diameter of the tube is 5 inches minus
1/2 inch, or 4 1/2 inches. The lens, lens-holding
ring, supporting tube, and so forth take up
another 1/2 inch of diameter, leaving about 4
inches free for the objective.
4 inches = 101.6 mm, which is close to 100 mm
In order to obtain an exit pupil of 5 millimeters,
the magnification of the telescope must be:
Diameter of objective / Diameter of exit pupil =
100 / 5 = 20x
3
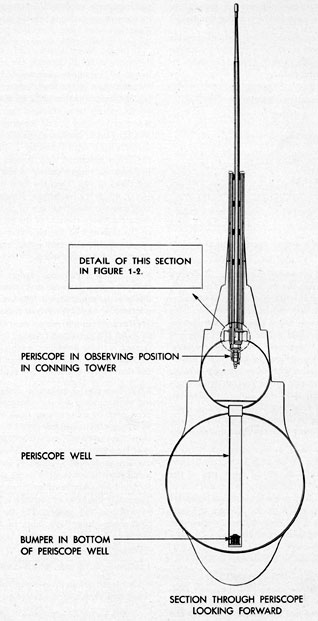
Figure 1-1. Section through submarine with periscope elevated.
4
If the magnification of the final periscope is to
be 1.2x, the reduction of the upper telescope
must be:
20 / 1.2 = 16.67, or 16.67x
Since the field must be 40 degrees / 16.67, or
2.4 degrees = 2 degrees 24', this limits the length between the
objectives of the two telescopes, since the entire
beam of light must fall on the lower objective.
From Figure 1-3, it can be seen that the permissible length equals
2 / tan θ, where 2 is half the
diameter of the lower objective lens in inches and
θ is half the angle of beam. θ equals 2 degrees 24' / 2,
or 1 degrees 12'.
The upper and lower telescope systems enter
into the total length, and if it were possible to
increase the focal length of their objective lenses
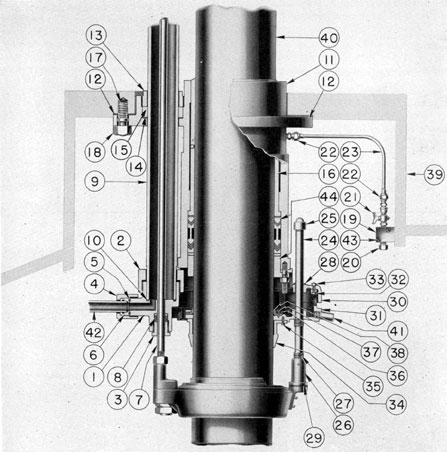
Figure 1-2. Detail of encircled section in Figure 1-1.
5
indefinitely, the periscope could be lengthened.
Increasing this is limited, however, by the same
considerations of diameter and cannot exceed the
same length; that is, about 7 feet 11 1/2 inches for
each telescope system. Hence, the total possible
length is roughly 3 times 7 feet 11 1/2 inches, or
about 23 feet 10 1/2 inches. Since this length is
greater than is required, the diameter of the periscope may be reduced, the magnification increased, or the size of the exit pupil increased
without sacrifice.
If the magnification is to be 1.5x, the reduction
of the upper telescope must be:
The total length possible is 3 times 6 feet 4.4
inches, or 19 feet 1.2 inches.
To increase the length of tube beyond these
limits, more telescopes may be placed in the
tube. If astronomical telescopes are used, two
more must be employed to keep the image erect,
making a total of four telescope systems. One
Galilean telescope could be used. The objection
to adding more telescopes lies in the fact that
each lens through which the beam must pass absorbs light, and if more are added, the illumination is seriously reduced.
Figure 1-4 shows a periscope designed as a
straight instrument, and Figure 1-5 shows it with
prisms introduced. The prisms may be placed at
any point where the angle of the rays does not
exceed the critical angle which results in total
reflection. In this particular case, the prisms are
placed at the focal planes. Both periscopes produce an erect image, since the two astronomical
telescopes and the two prisms counteract each
other in inverting the object. Prisms should not
be placed exactly in a focal plane. Doing so is
faulty design, since any minute imperfections
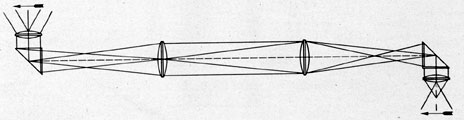
Figure 1-3. Example of periscope design.
Figure 1-4. Example of periscope design.
Figure 1-5. Example of periscope design.
6
that may be present in or on the reflecting surface are reproduced as part of the final image,
whereas a lens or glass plate which is not in a
focal plane, or near one, may be dirty without
affecting the resulting image. Periscope specifications often state that no lens or glass plate
should be in or near a focal plane except the
crosswire reticle, which must of necessity be
placed in a focal plane.
Since the backs of the prisms, which are the
reflecting surfaces, are silvered, the critical angle
for reflection is raised to more than 20 degrees; thus the
two eyepieces may be placed between the prisms
and the objectives. Both forms of construction
are used in various periscopes. However, the best
position for a prism is at a point at which the
rays are approximately parallel; in erecting telescopes, this point lies between the two erecting
lenses.
The chief function of a telescope system in a
periscope is to take an object appearing from
the point of vision under narrow angular view,
and produce it to the eye at a wide angle. The
ratio of these two angles is the magnification
of the telescope.
1A10. Altiscopes. The only difference between
a periscope and an altiscope is that in an altiscope
the upper prism is omitted and the view is directly upward toward the zenith. The field of an
altiscope is 100 degrees. To obtain this field, some sacrifice must be made in other characteristics. The
magnification is necessarily less than unity.
The only type of periscope used in the Navy
today which permits observation of the zenith
is the Type II design (Design Designations
89KA40T/1.414HA, 91KA40T/1.414HA, and
92KA40T/1.4HA built by the Kollmorgen Optical Corp., Brooklyn, N.Y., which is of the high-angle type. The prism has a maximum elevation
of the line of sight above horizontal of 74.5 degrees. The
entire sky is observed with the line of sight set
respectively at 14 degrees, 44 degrees, and 74.5 degrees or full elevation, giving complete zenith at the edge of the
field in low power. The periscope is rotated 360 degrees
in each zone with a minimum of overlap between
the zones.
1A11. Types of periscopes. Periscopes under
Bureau of Ships Specifications R20 P5 of 15 June
1940, are of the following types:
1. Type I. Outer diameter of taper section,
1.414 inches. The line of sight can be moved
through all angles between 10 degrees depression and
45 degrees elevation.
2. Type II. Outer diameter of taper section,
1.414 inches. The line of sight can be moved
through all angles between 10 degrees depression and
74 degrees elevation.
3. Type III. Outer diameter of taper section,
1.99 inches. The line of sight can be moved
through all angles between 10 degrees depression and
45 degrees elevation.
4. Type IV. Outer diameter of taper section,
3.750 inches. The line of sight can be moved
through all angles between 10 degrees depression and
45 degrees elevation. The periscope is designed for night
use with an installed antenna array and waveguide for the attachment of an electronic range
device.
B. MATERIALS AND WORKMANSHIP
1B1. General description. a. The materials and
workmanship of both mechanical and optical
features of Navy periscopes are the best throughout. Particular attention is devoted to the accuracy, durability, ruggedness, especially as regards
ability to withstand excessive vibration, and
finish of the periscope and of each of its component parts. In deciding whether to reject flawed,
improperly or inaccurately finished, or otherwise
defective optical parts in which the flaws or
defects are of such nature that they do not offer
any possibility of more than very slightly
reducing optical efficiency and durability of the
instrument, the state of advancement of the
manufacturing of optical parts at the time
the parts in question were manufactured is taken
into consideration. However, the final decision
always rests with the Navy Department.
b. Metals used in the construction of periscopes, except where otherwise specified, are
brass, bronze, nickel-copper alloy, or corrosion-resisting steel. The balls of the hoisting yoke are
made of stainless or corrosion-resisting steel. Carbon steel may be used for ball-bearing races and
balls, springs, and small parts which must be
7
hardened. Carbon steel is not used for parts exposed to salt water. Carbon steel parts external
to the sealed portion of the periscope are cadmium plated. Aluminum or aluminum alloys are
used only in parts where lightness is essential,
provided such parts are within the sealed portion
of the periscope, and specific approval has been
given by the Bureau of Ships.
c. The highest standards of mechanical construction are required, especially with respect to
the hermetical tightness of the instrument and
the arrangements for rangefinding, changing the
magnification, operating the altiscope attachment, and focusing. Sharp corners or points
which might be sources of chips or metal shavings during assembly and adjustment, or from
vibration of the periscope, are avoided.
d. The construction of the periscope is such
that the optics and internal mechanism may be
easily disassembled and correctly reassembled,
and the hermetical tightness of the instrument
may be maintained.
1B2. General requirements for periscopes. When
delivered to the Government, periscopes are completely assembled, including all parts and fittings.
By means of the tests described below and by
such other tests as the Government representative may require or conduct during the manufacture and after completion of the periscope, it
must be demonstrated that the periscope meets
the provisions of the specifications set up for its
manufacture. The following requirements apply
to all types of periscopes:
a. Hermetical tightness. The complete optics of the periscope, except rayfilters, are contained in a hermetically sealed tubular casing.
Only the first surface of the head window and the
last surface of the eyepiece window used in the
optical system, are external to the hermetically
sealed easing. The external casing is, in so far as
possible, capable of withstanding without leakage the shocks, vibrations, and bending to which
the instrument is subjected in service.
b. Tests of castings. The external casing
and all castings forming part of the hermetically
sealed portion of the periscope are given an internal air pressure test. When practicable, each
casting is subjected separately to an internal air
pressure test after the completion of all machine
work. A part that shows signs of porosity on this
test is rejected, unless, after effective steps have
been taken by brazing, peening, and tinning or
other means to remedy permanently the porous
condition, and after the defective part has passed
a successful internal pressure test, the acceptance of such part is specifically authorized by the
Navy Department.
c. Cracking of metal under stress. In the
selection of the material and method of manufacture of the various parts of the external casing,
due regard is given to the danger of the development of porosity as a result of minute cracks that
may occur in the metal when it is subjected to
the stresses and vibrations encountered in
service.
d. Joints in the external casing. All joints,
in the external casing for the passage of moving
parts, such as the operating gear for the power
shift, altiscope, and focusing mechanism, are
located below the hoisting yoke. All joints in the
external casing which must be broken for overhaul, cleaning, or renewal of the optics or internal
mechanism of the periscope, or for drying out
the periscope, are located below the hoisting
yoke, except in the Type I and Type II periscopes where one such joint is permitted at the
upper end of the taper section.
1. The joints between the main body tube and
the eyepiece box casting and taper section, and
the joint between the taper section and head section are in accordance with Bureau of Ships
Plans Nos. 306508 and 318815. Special provision
is made in the case of screwed joints or joints
held by screws to insure that the joint is not
loosened by continued vibration. Setscrews and
tap bolts, with lock washers or other locks, are
used as necessary for this purpose. In installing
such setscrews or tap bolts, special care must be
taken not to drill entirely through the wall of the
external casing of the periscope.
2. If it is necessary to drill screw holes completely through the wall of the external casing,
the screws used in such holes are fitted with the
utmost accuracy and, when practicable, are
tinned and sweated in place. The threads of such
screws engage only in threads in the wall of the
external casing. However, this construction is
avoided if possible. No holes are drilled through
the main body tube or taper section.
8
3. Permanent joints which are not broken for
overhaul, cleaning, or renewal of the optics or
internal mechanism of the periscope are screwed
joints. Before setting up, the screw threads are
coated with a mixture of litharge and glycerin.
Screwed joints are designed to provide an external shoulder about 0.20 inch in width. Such a
shoulder requires a true and smooth finish. Gaskets for permanent joints are usually of soft annealed copper 1/32 inch thick. At the joint between
the lower end of the main body tube and the eyepiece box, there is a triangular annular ridge on
the shoulder 1/64 inch in height and approximately 1/16 inch in width at the base. The angles,
including the apex, of this ridge are filleted.
There is a corresponding triangular annular
groove in the other face of the joint. In addition
to the threaded part of the overlap of the permanent screwed joint between the main body
tube and the taper section of the external casing,
there is an unthreaded overlapping part. The latter part is located farther from the external seam
of the joint than the threaded part, and the exterior surface of the inner overlapping part and
the interior surface of the outer overlapping part
are finish machined or bored to give the closest
and tightest practicable fit. When practicable,
these surfaces are slightly conical. This part of
the joint is tinned and sweated, or coated with
litharge and glycerin.
4. Joints which must be broken for overhaul,
cleaning, or renewal of the optics or internal
mechanism of the periscope are either screwed
joints provided with a shoulder that seats against
a gasket, or are secured by flush, fillister head
screws of a noncorrosive material. The width of
the shoulder of such a joint is at least 3/16 inch.
Rubber gaskets of suitable thickness and at least
3/16 inch in width are inserted in all such joints.
A triangular annular ridge is provided on one
face of each such joint, and a corresponding triangular annular groove is provided in the opposite face of the joint. The faces of each such joint
have a smooth and true finish, and a ground or
scraped fit is preferred. In Type I and Type II
periscopes, an exception to the foregoing may be
made for one such joint at the upper end of the
taper section, in which the width of the shoulder
and the gasket width may be less than 3/16 inch,
and the faces of the joint may be normal to the
axis instead of finished with triangular grooves.
The use of any such joint is subject to the specific
approval of the Bureau of Ships.
5. Cover plates and retaining rings of joints
secured by screws are of such thickness and the
screw spacing is sufficiently close to guard effectively against any possibility of lack of tightness
of the joint caused by springing of the metal between securing screws. However, screwed cover
plates and retaining rings are preferred to cover
plates and retaining rings secured by screws, especially in the case of joints which must be
broken for overhaul, cleaning, and removal of the
optics and internal mechanism of the periscope.
6. In the case of each joint which must be
broken for overhaul, cleaning, or renewal of the
optics or internal mechanism of a periscope, provision as far as practicable is made to enable the
joint to be broken without undue difficulty. To
prevent seepage of water between the threads of
screwed joints of this character, the hermetically
tight part of the joint is, when practicable, external to the threaded part. Special provision is
made to guard against freezing of the threads of a
screwed joint, resulting from corrosion of the
metal caused by the seepage of salt water between the threaded parts of the joint. To provide
for the easy removal of screwed cover plates, a
hexagonal base is provided when practicable.
This base conforms to the size of a United States
standard hexagonal nut.
7. Joints in the eyepiece box casting of a periscope for the passage of moving parts, such as the
operating gear for the power shift, altiscope, or
focusing mechanism, are made in the form of
stuffing boxes. Only motion of revolution is transmitted through a joint in the external casing.
8. Packed joints in the external casing of a
periscope are thoroughly worked in before making the internal 150-pound test that must be
made after assembly of the instrument. No further adjustments of these stuffing boxes are made
after the successful completion of this test.