The boilers installed in both the DD445 and DD692 class destroyers can be termed superheat control boilers with enclosed draft. This means that the superheater is heated through firing of an entirely separate furnace from that which generates the steam. Enclosed draft means that air is delivered from the blowers to these boilers through a space which is between the inner and outer casings of the boiler. The fireroom, therefore, is under atmospheric pressure only. The maximum operating pressure of the boiler is 615 p.s.i. in the steam drum, and the maximum allowable temperature of the steam leaving the boiler is 850 degrees F. The presence of these two furnaces in the boiler permits the control of steam temperature through a range from that of saturated steam to 850 degrees F. total temperature. Four burners are installed in the saturated side of the furnace and three burners in the superheater side. By varying the relative firing rates of the two furnaces, the temperature of the steam finally discharged from the boiler may be controlled. The DD445 class destroyers have boilers of two different designs; i.e., the Babcock & Wilcox type boiler having a convection superheater, and the Foster Wheeler "GUEST" type boiler with a radiant superheater. DD472-481, 581-597, 649 and 662-665 have the Foster Wheeler "GUEST" type boilers, while all other vessels of this class have the Babcock & Wilcox type boilers. Figure 28A illustrates the general arrangement of No. 2 and No. 3 Babcock & Wilcox boilers, looking at them from the firing platform. The No. 1 and No. 4 boilers are built to the opposite hand, so that they are, reversed from this arrangement when looking from the firing platform. Figure 28B illustrates the general arrangement of the No. 2 and No. 3 Foster Wheeler boilers, looking from the firing platform. The No. 1 and No. 4 are also to the opposite hand.
2. ECONOMIZERS (both types of boilers)
These boilers are fitted with a single uptake which is located above the saturated tube nest. In this uptake is installed the economizer. To all intents and purposes. this economizer is nothing
but a feed water heater. It is composed of sixty-two 2-inch U-tubes. Before entering the boiler the feed water flows through a myriad of passes through these 2-inch tubes, finally discharging into the boiler steam drum. Exhaust gases from the furnace of the boiler pass around these tubes and, in passing, transmit a portion of their heat through the tubes into the feed water. A series of aluminum fins is attached to the economizer tubes. These aluminum fins furnish an extended surface for the transfer of heat. The rise in temperature of the water in its passage through the economizer is approximately 100 degrees F.. which means that water leaving the deaerating tank at 240 degrees F. will enter the boiler at approximately 340 degrees F. This does away with the necessity for any feed heater in the system. The aluminum fins fitted to the economizer have a relatively low melting point and, therefore, must not be overheated. If there is no circulation of water through the economizer the heat collected from the exhaust gases will not be carried away by the water. This heat will then build up in the tubes and fins to the point where the fins will melt down. If the fins should melt, a baffle will be formed in the boiler uptake which may well be the cause of a flare-back into the fireroom. Therefore. while steaming the feeding of water into the steam drum should never be stopped completely, as this will stop the circulation of water through the economizer. If the water level becomes so high that this may appear to become necessary, it is far more advisable to blow the boiler down to reduce the water level than to shut off the feed water. When lighting off it is of course impossible to feed until the boiler is put on the line. To protect the economizer in this case no more than two burners, with the port-use sprayer plates, should be used to bring up the pressure. If any work has been done in the uptake of the boiler, it is desirable that an inspection of the economizer top be made before lighting off the boiler, since some piece of metal may have been left resting in contact with the fins of the economizer. Should this be the case, the point of contact would be a point of concentrated heat which would cause the fins to overheat.
53
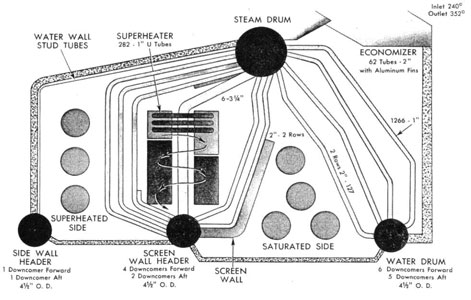
SCHEMATIC ARRANGEMENT
BABCOCK & WILCOX SUPERHEAT CONTROL BOILER
Fig. 29
3. GENERATING SIDE (B & W design)
Between the steam drum and the. water drum (fig. 29) are installed the saturated side generating tubes. The two rows of tubes which are closest to the furnace are 2-inch tubes of which there are 127 in the 2 rows. These 2 rows, being in closest proximity to the fires in the furnace, receive more heat than any other and therefore require a greater volume of water to carry away this heat and take care of their resultant greater generation. The remaining 1,266 tubes in the saturated tube nests are 1-inch tubes arranged as shown. The total generating area of the saturated side is 4,002 square feet. These tubes are supplied with water by 4 1/2-inch downcomers which run from both ends of the steam drum to the water drum, between the inner and outer casings of the boiler. Six downcomers leach into the forward end of the water drum. and five downcomers lead into the after end. In the generating side of the boiler,
water flow's through these downcomers into the water drum and circulates up through the generating tubes into the steam drums. Steam is formed by the conduction of heat from the furnace through the tubes. This mixture of steam and water entering the steam drum is treated there as described in the discussion on internal fittings, and finally leaves the steam drum as dry steam flowing into the superheater.
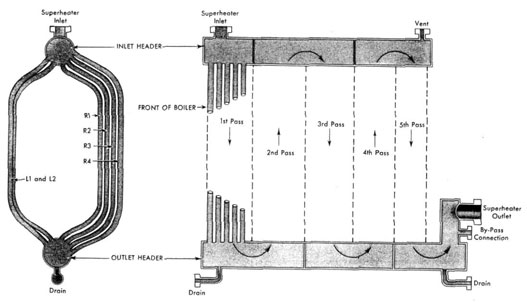
4. SUPERHEATER
(a) General Description (B & W design).-The superheater is composed of 282 1-inch "U" tubes which lead between four headers at the rear of the boiler, as shown on figure 30. These tubes extend to the front end of the boiler and are supported by being clipped to two superheater support tubes which run from the screen wall header to the steam drum. The headers are arranged as shown on the sketch of the superheater header arrangement to allow for four passes of the steam
through the superheater. The baffles for all but the last pass are formed by having separate headers, but that for the last pass is welded into the outlet header. Each header is fitted with both a vent and a drain. The drains discharge either to the atmosphere or into the high pressure drain system through a constant-flow trap. As previously mentioned, the superheater tubes are supported by two superheater support tubes. These are 3 1/4-inch tubes, and behind these two tubes are four more 3 1/4-inch tubes. These last four serve as steam drum support tubes. Extending from the screen wall header to the steam drum on each side of the superheater are two rows of 2-inch generating tubes. To separate the saturated furnace from the superheater furnace, a
screen wall is built up on the right-hand row of tubes in the superheated side. This screen wail is formed of chrome ore plastic which is pounded into place about the tubes, being retained by metallic studs attached to the tubes. This screen wall extends only from the screen wall header to the top of the highest saturated burner. The opening between this wall and the steam drum is left to allow passage of gases from the superheater furnace through the saturated furnace and into the uptake. To the left of the superheater furnace a single raw of 2-inch tubes leads from the steam drum to the side wall header. This row of tubes is, with the exception of the tips of the studs, embedded in chrome ore plastic. This furnishes the side wall of the superheater furnace.
56
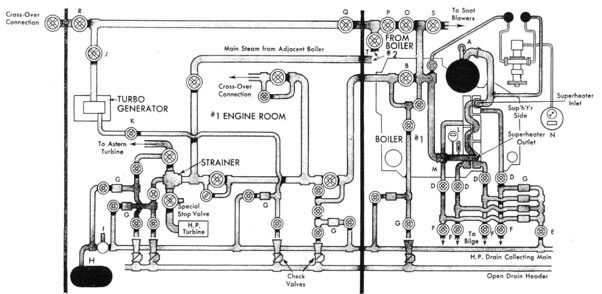
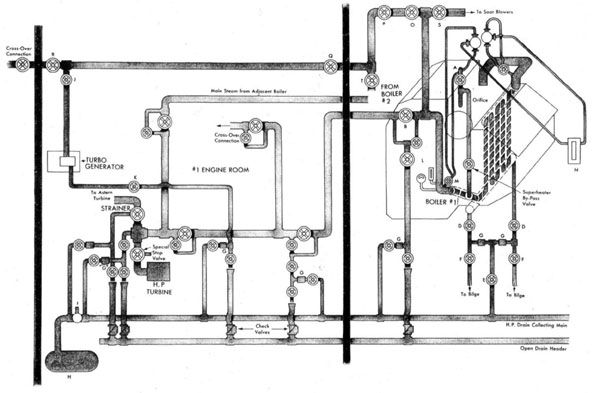
BABCOCK & WILCOX BOILER INSTALLED IN DD 445 CLASS AND DD 692 CLASS DESTROYERS
A SATURATED STEAM CONNECTION AT STEAM DRUM
B MAIN STEAM STOP VALVE
C STRAINER DRAIN VALVE TO DRAIN HEADERS
D DRAIN VALVES AT SUPERHEATER HEADERS
E SUPERHEATER DRAIN TO H.P. DRAIN MAIN
F SUPERHEATER HEADER DRAINS TO BILGE
G IMPULSE TRAPS IN H.P. DRAIN LINES
H DEAERATING FEED WATER HEATER
I RELIEF VALVE IN H.P. DRAIN SET AT 40 LB. PER SQ. IN.
J TURBO-GENERATOR THROTTLE VALVE
K TURBO-GENERATOR STEAM CHEST DRAIN VALVE
L SUPERHEATER OUTLET STEAM TEMP. THERMOMETERS MERCURY AND DIAL
M HIGH SUPERHEATED STEAM TEMPERATURE ALARM ACTUATING BULB
N BAILEY SUPERHEATER PROTECTION DEVICE
DIAGRAMMATIC ARRANGEMENT SHOWING PORTION OF MAIN STEAM PIPING AND SUPERHEATER DRAINS
FIG. 30A
57
Small baffles of chrome ore are located as shown on the accompanying sketch. Under no circumstances should any burner in the boiler, either superheater or saturated, be lighted off unless the drains from the superheater headers are open, allowing steam to flow through the superheater. If this is not done, steam will not flow through the superheater to carry away the heat transmitted from the furnace. Heat from the saturated furnace will carry over into the superheated side and. therefore, it is necessary to do this when the saturated side is lighted off as well as when the superheated side is lighted off.
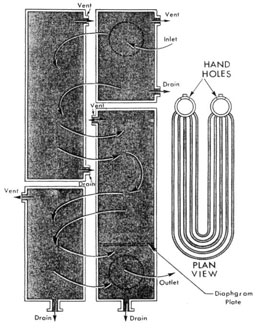
(b) General Description (Foster Wheeler design).-DD472-481, 581-597, 649, and 662-665 destroyers of the DD445 class have superheat control boilers with radiant superheaters. The radiant superheater is composed of one hundred and fifty six 1 1/2-inch O. D. bent tubes which lead between two headers. The fireside rows of superheater tubes, i. e.. rows L1, L2, R1, and R2 are of 18 percent chromium, 8 percent nickel, titanium stabilized alloy steel. There is butt welded to each end of the 18-8 tubes a 4- to 6-percent chrome tube end. These tube ends are necessary in order that tight rolled joints may be maintained after roiling the tubes into the 4- to 6-percent chrome headers. The remaining superheater tubes, i. e., rows R3 and R4, are of 4- to 6-percent chromium, 0.5-percent molybdenum, titanium alloy steel. However because of the development of circumferential cracks at the "knuckles" of the tubes, due to high coefficient of expansion of the "15-8" tubes, the Bureau has authorized the installation of 4- to 6-percent chrome replacement tubes. The tubes extend from the superheater inlet header at the top of the superheater furnace to the superheater outlet header at the bottom of the same furnace. Diaphragms are installed inside both superheater headers to allow five passes of the steam through the superheater. The superheater inlet header is fitted with a vent, while the superheater outlet header is fitted with two drain connections. The drains discharge either to the atmosphere (bilge) or into the high-pressure drain system through a constant-flow impulse trap. The superheater outlet header is supported from two slotted lugs, which allows for vertical, expansion of the tubes. The superheater outlet header is supported by saddles mounted on the boiler foundation. A superheater bypass line is installed between the superheater outlet and the auxiliary steam line to induce flow through the
superheater when the boiler stop valve (B) is closed, in order to make the steam flow through the superheater under the above condition, an orifice is installed in the auxiliary steam nozzle (ahead of the junction where the superheater bypass line joins the auxiliary steam line). Orifice plugs having a one-half-inch diameter hole in them are installed at the entrance of the R3 and R4 tubes in the first and second passes to increase the steam mass flow through the L1 and L2 tubes of these passes.
(c) Notes on Operation.-The Engineer Officer should thoroughly familiarize himself with all the latest Fleet and Bureau directives relative to superheat control, and instruct his watch officers and leading petty officers in carrying out their provisions. Nothing stated in the following paragraph should be construed as superseding such directives. When maneuvering at low rates, especially on four boilers, it is recommended that the superheater furnace not be lighted off and that the ship be operated on saturated steam, through the superheater. Under the frequent changes of speed necessary in this condition it will not be possible to maintain any sort of constant superheat and, therefore, not only will the economy of operation be less but the chance of damaging the superheater will be greater. However, operation of the turbo-generators will provide an appreciable flow through the superheater. With two boilers in operation it should not be necessary to secure the superheater when a stop bell is received, as this flow will provide protection for the superheater. No superheater should be lighted off unless by direct order from the control engineroom. If carrying superheat when an astern bell is received the steam temperature should not be reduced.
(d) Superheater Operation (Babcock and Wilcox boiler)
(1) SAFETY PRECAUTIONS
(a) When a boiler unit is first fired with the superheater side in use, set high-temperature alarm to sound at approximately 860 degrees F., and check frequently for proper operation. This alarm must be maintained in proper operating condition at all times.
(b) When steaming a boiler unit with the superheater side in use, the thermometers at superheater outlet (both the mercury and dial type) should be in place and reading correctly. If at any time there is any reason to believe these thermometers are not reading correctly, they should he immediately checked, and replaced if necessary.
58
FOSTER WHEELER BOILER INSTALLED IN DD 445 CLASS DESTROYERS
A SATURATED STEAM CONNECTION AT STEAM DRUM
B MAIN STEAM STOP VALVE
C STRAINER DRAIN VALVE TO DRAIN HEADERS
D DRAIN VALVES AT SUPERHEATER HEADERS
E SUPERHEATER DRAIN TO H.P. DRAIN MAIN
F SUPERHEATER HEADER DRAINS TO BILGE
G IMPULSE TRAPS IN H.P. DRAIN LINES
H DEAERATING FEED WATER HEATER
I RELIEF VALVE IN H.P. DRAIN SET AT 40 LB. PER SQ. IN.
J TURBO-GENERATOR THROTTLE VALVE
K TURBO-GENERATOR STEAM CHEST DRAIN VALVE
L SUPERHEATER OUTLET STEAM TEMP. THERMOMETERS MERCURY AND DIAL
M HIGH SUPERHEATED STEAM TEMPERATURE ALARM ACTUATING BULB
N BAILEY SUPERHEATER PROTECTION DEVICE
DIAGRAMMATIC ARRANGEMENT SHOWING PORTION OF MAIN
STEAM PIPING AND SUPERHEATER DRAINS
FIG 30B
59
(c) Keep steam pressure and temperature under constant observation. When the high-temperature alarm sounds, immediately reduce the firing rate under the superheater side until the steam temperature drops back to normal.
(d) Never keep a lighted burner in use under the superheater side of a boiler unit unless the superheater protection device indicates at least 2.0 inches of water pressure differential across the superheater.
(e) When there is no steam flow through the super-heater, that is, when all of the steam taken from the unit is from the auxiliary steam connection, a steaming rate of 15,000 pounds of saturated steam per hour per boiler (equivalent to a firing rate of approximately 1,000 pounds per hour per boiler) must not be exceeded except in an emergency.
(f) Fireroom and engineroom personnel should become thoroughly acquainted with boiler construction, arrangement of main and auxiliary steam lines, location of valves and drains, and with the procedure as outlined below, so that in an emergency prompt and proper action can be taken. If in doubt on any of these items, ask questions.
(g) The proper handling of a superheat-control boiler requires the closest cooperation between fire-room and engineroom personnel, if damage to the boiler, superheater, and/or the main steam line and turbine is to be avoided. Wherever these instructions require the opening or closing of valves or drains in the engineroom, the fireroom personnel should make sure that such operations have been accomplished be-fore proceeding with subsequent operations in the fire-room. If, for any reason, it becomes necessary to close a steam line valve in the engineroom while the plant is in operation, the engineroom personnel must inform the fireroom personnel of such action, in order that the burners on the superheater side can be secured and damage to the superheater prevented.
(h) The primary object of these instructions is to familiarize the fireroom and engineroom personnel with the proper procedure for placing in service, maintaining, and removing from service the super-heater side of the boiler.
(e) Superheater Operation, Foster Wheeler Boiler.
(1) SAFETY PRECAUTIONS:
(a) See paragraphs 4. (d), (1) (a) through 4. (d), (1) (d) ; and 4. (d), (1) (f) through 4. (d), (1) (a), above.
(b) Preparatory to lighting off a boiler, check to insure that the root valves in the connecting piping to the bead chambers are in the wide open position. The dividing line between the green and red zones oil the dial should be set at 2.0 inches of water mark on the graduated scale. When the pointer of the super-heater protection device indicates a pressure differential of 2.0 inches of water, the steam flow through the superheater is approximately 5,600 pounds per hour. If the steam flow through the superheater is less than 5,600 pounds per hour, the pointer on the superheater protection device will be in the red zone.
(e) Never light a burner in the superheater side furnace when the pointer is in the red zone, i. e., less than 2.0 inches of water, as this indicates insufficient Steam is flowing through the superheater.
(d) When starting up a cold boiler, open both the superheater header drain valves to the bilge (D) & (F) and valve in superheater bypass line. As soon as boiler pressure exceeds that in the high pressure drain system, superheater drain valve (E) to high pressure drain main should be opened wide and bilge valves (F) closed. The superheater bypass valve should remain in the open position as long as the boiler is fired with the superheater outlet stop valve secured. When the superheater stop valve is opened, the superheater bypass valve should be secured. However, if superheater side burners are lighted off and a sudden reduction in speed or stop bell may be expected, the superheater bypass valve should be opened. At speeds above 20 knots the flow through the superheater bypass line will be reversed, causing a decrease in steam temperature of approximately 5 degrees-10 degrees.
(e) When there is a change in the steaming rate for any reason, immediately vary the oil flow to the superheater burners, either by operating the micrometer valve or by cutting in or out burners so as to carry the designated steam temperature. It is very important that the amount of oil fired (superheater side oil pressure) be changed gradually to prevent overheating of tubes in localized areas.
(f) Superheater bypass valve shall always be in the open position when an oil burner(s) is in use, with the main steam stop valve (B) secured.
(g) Superheater side oil burners should never be operated with the air registers more than one-half closed. Closing the air registers beyond this point causes the flame to impinge on the superheater tubes, resulting in overheated tubes.
(h) At very low rates of boiler operation with the superheater side in use, several small size sprayer plates should be employed on the saturated side in lieu of one large size plate in order to reduce the air pressure required. By lowering the air pressure at this rate, flame mushrooming and white smoke in the superheater side furnace is reduced if not prevented.
5. BOILER OPERATION
(Refer to fig. 30A for Babcock and Wilcox boiler, and fig. 30B for Foster Wheeler boiler)
(a) Starting One Boiler From Cold Condition.-Assume the machinery plant is being started up from a cold condition, and the first boiler is being lighted: All superheater drains (D) and (F) to the bilges should be opened wide, and superheater drain (E) to the high pressure drain system should be closed.
(1) Bring the unit up to pressure with only the saturated side in use by following the procedure out-lined in the boiler instruction book for DD445 class and DD692 class destroyers. Steam taken from the auxiliary steam connection (A) on the boiler drum will then be available for auxiliaries operated with saturated steam.
60
(2) Check the air registers of all oil burners on the superheater side, to assure that the doors are tightly closed.
(3) Check all main steam and turbo-generator steam stop valves to assure they are dosed.
(4) While bringing the unit up to pressure, open bypasses around the boiler stop valve (B) and other main steam line valves between the boiler stop valve and main engine to be warmed up. Crack valves (O), (P), (Q), and (J) in line leading from boiler to turbo-generator; open all drains on both steam lines to open drain header. This will permit a gradual warming up of the piping as the steam pressure is being raised.
(5) When the steam pressure in the boiler and steam lines exceeds that in the high-pressure drain system, all drains leading into the high-pressure drain collecting main should be opened and all valves leading to bilge (F) and to the open drain header should be closed. The high-pressure drain header leading to the deaerating heater (H) is fitted with a relief valve (I) set at 40 p.s.i. pressure. It is therefore important that the impulse traps be periodically checked to assure that they do not stick in the open position. After the boiler pressure is in excess of the relief-valve setting, the popping of this valve may be an indication that one or more traps are stuck in the open position.
(6) As soon as the boiler pressure has been built up to approximately 500 p.s.i. with only the saturated side in use, slowly open stop valves (O), (P), and (Q) in the steam line leading to the generator turbine throttle valve (J). Drain all condensate and, using saturated steam, proceed to place the generator in service in accordance with the turbogenerator instruction book.
(7) This will establish a steam flow through the superheater. The superheater protection device (N) will register the amount of steam Hawing through the superheater by measuring the pressure differential across the superheater. When the flow of steam is in excess of 5,000 pounds per hour in (B & W) boilers or 5,600 pounds per hour in (F. W.) boilers, or 2.0" of water pressure differential, the instruction sign on the Bailey superheater protection device "Secure Burners" will not be illuminated, while the pointer on the Yarnall-Waring instrument will be in the green zone. In the event tile pressure differential as shown by the superheater protection device falls below 2.0", all superheater side oil burners should be secured.
(8) Increase the steam flow through the super-heater by loading turbogenerator and warming main engine until the superheater protection device registers a pressure drop of 2 or more inches of water. With this condition met, the superheater side can now be placed in service by lighting off the first burner (identified by the (A) on the boiler front) under this side of the boiler. This burner should be fitted with the smallest size sprayer plate (5015F) available. The firing rate under both the saturated and superheater sides should then be regulated to maintain the desired steam pressure and the temperature at the
superheater outlet, which can be kept under observation by watching the gage and thermometers provided for this purpose.
(9) When the boiler is first fired with the super-heater side in use, the high temperature alarm (M) should be adjusted to sound at approximately 860 degrees F. As a safety precaution, it is important that this alarm be properly set and maintained in good working order at all times.
(10) The air register doors of those burners on the superheater side which are not actually in service should be retained in the closed position.
(11) Up to the time of actually firing the super-heater side, the superheater can be considered as a portion of the main steam piping which extends from the boiler drum to the generator being placed in service.
(b) Putting Unit on Line When One or More Boilers Are Supplying Superheated Steam.
(1) NORMAL OPERATING PROCEDURE-SUFFICIENT TIME AVAILABLE:
(a) Bring the additional unit up to line pressure by firing under the saturated side only, following the procedure outlined in the Boiler Instruction Book for these ships.
(b) On the boiler or boilers in service supplying steam to the main steam line and turbo-generator to which the incoming boiler is to be cut in, gradually reduce the firing rate on the superheater side at a rate not to exceed 50 degrees F. every five minutes until the steam temperature has been reduced to approximately 600 degrees F. at the superheater outlet. Be sure that all air register doors of the burners on the superheater side and those not lighted off on the saturated side are in the fully closed position.
(c) Prior to cutting in the additional boiler, be sure that the auxiliary steam line has been thoroughly warmed,
BEFORE ANY BOILER IS CUT IN ON THE MAIN STEAM LINE. IT SHOULD FIRST BE CUT IN ON THE SATURATED STEAM LINE. IN ADDITION, ANY COMBINATION OF BOILERS CONNECTED TO A COMMON MAIN STEAM LINE MUST ALSO BE CONNECTED TO A COMMON AUXILIARY STEAM LINE.
Before cutting in the additional boiler, be sure that the piping leading from this boiler to the steam piping which is filled with superheated steam from the other boilers is properly warmed up and that this piping lead has been thoroughly drained.
(d) With the incoming boiler pressure 5 to 10 p.s.i. higher than the superheated steam line pressure, proceed to cut in the boiler under saturated steam conditions by cracking the main steam stop valve and allowing pressures to equalize, then slowly open the superheater outlet valve wide.
(e) When the steam flow through the superheater is sufficient to produce a pressure drop through the superheater equal to or greater than 2.0 inches of water as shown by the Superheater Protection Device (N), the first superheater side burner A may be
61
lit off. A lighted torch should be passed through the special lighting-off tube provided for this purpose. This lighting-off tube is constructed on the principle of an air lock. The torch is first introduced through the shutter at the outer front plate. This shutter is then closed and the shutter at inner front plate opened. The torch can then be introduced into the furnace and held so that the flame from it will be in the line of the oil spray. The valves between the oil header and the burner should then be opened, the last one gradually. The air-register doors should be kept closed until ignition occurs, following which they should be regulated to maintain ignition. After the burner has ignited, pull the torch back into the tube, close shutter at the inner front plate, open shutter at the outer front plate and remove the torch. This construction permits lighting a burner on the superheater side even though a high air pressure prevails in the double front. It prevents the torch flame from being blown out or being blown back, and possibly causing injury to the operator. In lighting-off the remaining burners on the superheater side the air doors should be kept fully closed while each burner in turn is being lighted.
(f) Steam temperature on the incoming boiler should be raised to 600 degrees F. at the superheater outlet. The steam temperature on all boilers should then be raised to approximately 850 degrees F. at a rate not to exceed 50 degrees F. every 5 minutes.
(g) When the ship is operating under ahead conditions, the steam temperature should be carried at approximately, but not in excess of, 850 degrees F. When operating under astern conditions, the steam temperature should be reduced to approximately 700 degrees F. Every care should be exercised to keep the steam temperatures within these limits whenever the boiler is on the line. When operating under steady conditions, the steam temperature at the superheater outlet should be held constant, and .when necessary to change this temperature it should be done gradually, to avoid opening rolled or gasketed joints in the superheated steam system.
(2) EMERGENCY PROCEDURE-TIME LIMITED: When it is necessary to cut in an additional boiler expeditiously, the boiler may be cut in "saturated" to the main steam line without reduction of the main steam line temperature provided the following precautions are adhered to:
(a) Bring the additional unit up to line pressure by firing under the saturated side only, following the procedure outlined in the Boiler Instruction Book for these ships.
(b) Insure all drains, (D) and (F), on all super-heater headers and superheater outlet valve are open and complete drainage of the superheater assured prior to cutting in on the twain steam line. Strict precautions on complete drainage are necessary under these conditions because any carryover of water may cause opening of flanged joints by the sudden cooling effect produced thereby. These drains should remain open to the high pressure drain main as long as the boiler is under steam at line pressure.
(c) When operating with the saturated side only in use, both before and after cutting in on the main steam line, air leakage through the superheater furnace must be reduced to a minimum by keeping the air registers on the superheater side tightly closed and by operating the boiler with as low an air pressure as operating conditions permit (approximately 0.5 of an inch of water air pressure or less).
(d) Warm up the auxiliary steam line and open the auxiliary stop valve as described under "Normal Operating Procedure."
(a) With the pressure on the boiler to be cut In at least 10 p.s.i. higher than line pressure prior to cutting in, slowly open the superheater outlet stop valve to the wide open position.
(f) When lighting off the superheater side after steam flow through the superheater has been established equal to or greater than a pressure drop through the superheater of 2.0 inches of water pressure as indicated on the Superheater Protection Device (N), care should be taken that a minimum amount of air enters the furnace before the burner is actually lighted. Instructions to "purge the furnace" as contained in Chapter 51 of the Bureau of Ships Manual and in the Boiler Instruction Look shall not apply to the super-heater side furnace of superheat control boilers.
(g) With the boiler cut in on the auxiliary steam line and a steam flow through the superheater (a reading of 2.0 inches of water or more on the Superheater Protection Device), the first burner should be lighted off as described in paragraph 5 (b), 1 (e) above. The steam temperature on the cut-in boiler should then be raised to that being carried by the other boilers at a rate not to exceed 50 degrees F. every 5 minutes.
(3) CUTTING IN WITH SUPERHEATED STEAM-ADEQUATE STEAM FLOWING THROUGH THE SUPER-HEATER:
In the event that a steam flow through the Super-heater (main steam stop valve closed) can be established equal to or greater than that which will give a drop of 2.0 inches of water as indicated by the Super-heater Protection Device, the boiler may be cut in on the line with superheated steam by following directions listed below. A study should be made of figure 30A or 30B. The operator should make himself thoroughly familiar with the drain arrangement as shown on this sketch, to assure himself that these instructions can he properly followed. To start the procedure, check:
(a) That the unit is up to line pressure.
(b) That all individual superheater header drain valves (F) to the bilge are closed.
(c) That valves (D) and (E) in the drain lines from each superheater header lone drain line per header), are open, permitting drainage into the high pressure drain main. It is important to note that impulse steam traps are located in the drain lines to the high pressure drain system, and that these traps should be kept in good working order. Then proceed as follows:
(d) Warm up the boiler outlet steam line; open by pass valves around the main steam stop valve and
62
crack open main steam stop valve (B). Bypasses can be opened up to, but not including, the last valve with line pressure on its far side. Open drains of line stop valves to the low pressure drain system.
(e) Valves in drain lines from each superheater header and superheater bypass line leading to the fresh water drain main or bilge should be opened the maximum amount possible without causing unbearable conditions in the fireroom, in order to obtain tile maximum possible flow through the superheater.
(f) If opening the drains to the bilge, and to the high pressure and open header drain mains as specified above does not produce a steam How through the superheater equal to or greater than 2.0 inches of water on the superheater protection device, the steam flew through the superheater (assuming boiler No. 1 is being cut in, and No. 2 boiler is supplying steam to No. 1 engine room) can be increased by slowly ripening valve (O) and (P), and slowly closing valve (T); i.e., slowly transferring the turbogenerator steam load from the No. 2 boiler to the No. 1 boiler. If the No. 2 boiler is supplying superheated steam at approximately 800 degrees-825 degrees F., to a turbo-generator, the period of transition from No. 2 boiler to No. 1 boiler should be about fifteen minutes when the total load is shifted (steam temperature at turbo-generator is lowered from approximately 800 degrees to 490 degrees F,). Only enough load should be transferred to the No. 1 boiler as may he required to build up the flow to 5,000 pounds per hour in (B & W1 boiler's or 5,600 pounds per hour in (F. W.) boilers. If the steam temperature at turbo-generator is not dropped to saturation temperature, the time required to lower the steam temperature will be proportionately less, i.e., both No. 1 and No. 2 will be supplying steam to the turbo-generator.
(g) Light off the first burner on the superheater side, using a sprayer plate of the smallest size 5015F) at prevailing oil pressure.
(h) With sufficient steam flow through the super-heater, and with a burner lighted off an the super-heater side, as described, the steam temperature as indicated by the thermometer at the superheater out-let, should slowly rise and reach 525 degrees F. within a period of 5 minutes after the burner was lighted off. If this condition prevails, the firing rate on the super-heater side may then be slowly increased until the steam temperature indicated by the superheater outlet thermometer(s) equals that being carried on the main steam line to which the boiler is to be cut in (approximately 10-15 minutes after lighting off first burner).
(i) With main steam line valves in engine room open and the pressure on the boiler to be cut in at least 10 p.s.i. higher than line pressure prior to cutting in, to assure continuation of steam flow through the super-heater. and the steam temperature at the superheater outlet of the incoming boiler equal to that of the main steam line in operation, slowly open the main steam stop valve (B) to the wide open position. If valves in steam line to turbo-generator have been operated as noted above, open valves (O), (P), and (T) slowly to the wide open position.
(j) After the boiler has been cut in, and steam flow through the superheater and steam line to a machinery unit using superheater) steam has been definitely established, all bypass valves and drains discharging either to the bilge or to the open header drain main can then be closed. The firing rate on the saturated and superheater sides should then be readjusted to maintain the desired steam pressure and temperature.
(c) Operation Under Steady Conditions.-While a boiler is being operated under steady steaming conditions with the superheater side in use. the superheater outlet steam gage and thermometers should he kept under constant observation. Any minor load change should be taken care of by manual readjustment of the oil pressure under the two sides of the unit, in order to maintain the desired steam pressure and temperature. This can be accomplished by means of the fuel-oil pressure regulating valves located in the fuel oil header lines leading to both the saturated and superheater sides of the boiler.
(d) Operation When Maneuvering.
(1) Under maneuvering conditions and with the superheater side in use, it is particularly important to keep superheater outlet steam gage and thermometers under constant observation, It is also extremely important that all steam line valves between the superheater outlet and the propulsion and generator turbines be kept under observation, to insure that one will not he inadvertently closed, thus stop-ping steam now through the superheater and making thermometers and alarm at superheater outlet inoperative. With no steam flow these instruments will not indicate the true steam temperature at the super-heater outlet.
(2) To meet the changes in load called for by maneuvering conditions, it will be necessary to cut out or cut in burners under both the saturated and superheater sides. On a reduction in load, first cut out one burner on the superheater side, then one on the saturated side and. if necessary, continue this procedure until all burners have been extinguished. On an increase in load, first cut in two burners on the saturated side, then one on She superheater side and then, alternately, one on the saturated and super-heater sides until the load requirement has been met, as indicated by the superheater outlet steam gage and thermometer.
(3) After steady steaming conditions have again been established, check all boilers for uniformity as to the number of burners in service under the saturated and superheater sides of each boiler unit. Final adjustment to maintain desired steam temperature at superheater outlets can then he made by proper manipulation of the fuel-oil pressure regulating valves in the fuel-oil header line leading to the saturated and superheater side of each unit.
63
(e) To Secure Boiler.
(1) To secure a boiler, start on the superheater side and, alternately, secure one burner each on the superheater and saturated sides and continue this procedure until one burner on the superheater side and two on the saturated side remain in service. These three remaining burners should then be secured as quickly as possible; the one on the superheater side to be secured first.
(2) The main steam stop and turbo-generator steam line stop valves should then be closed, to stop the flow of saturated steam through that superheater, and the boiler allowed to vent any steam which may be generated after burners are secured, through the auxiliary steam connection on the boiler drum. After the generation of steam has ceased, the auxiliary steam stop valve should be closed.
(3) After the boiler pressure has dropped to below that prevailing on the high-pressure drain system, the individual superheater header drains should be opened to the bilge. (Close valve (E) and open valves (F), fig. 30A,)
(f) Superheater Casualty.-In the case of a superheater casualty which requires securing the boiler, proceed as outlined in Paragraph 5 (e) (1). In addition, as soon as all burners have been secured, see that the air registers of all burners are in the fully closed position and that the forced draft fans are immediately secured. This will allow the superheater tubes to cool gradually and thus prevent the possibility of an air quenching action which would cause embrittlement of the tube metal and ultimate tube failure.
6. INTERNAL FITTINGS
(a) General Description.- A number of internal fittings are installed in the steam drum which furnish various services to the boiler. The dry pipe runs the entire length of the steam drum, and is suspended in the top of the drum. The top of this pipe is perforated throughout its entire length with a number of three-eighths inch holes. Connections from the dry pipe pass through the top of the steam drum to the boiler mountings from which steam passes to the auxiliary steam line and to the superheater. The holes are located in the top of this dry pipe because the steam in the top of the drum is the dryest steam and it is this steam which must be taken off. The internal feed pipe extends along the entire length of the steam drum, at the bottom (fig. 31). Through it feed water is admitted from the economizer to the drum in a manner which distributes it evenly throughout its length, through three-eighths inch holes to allow for the discharge of the water. The surface
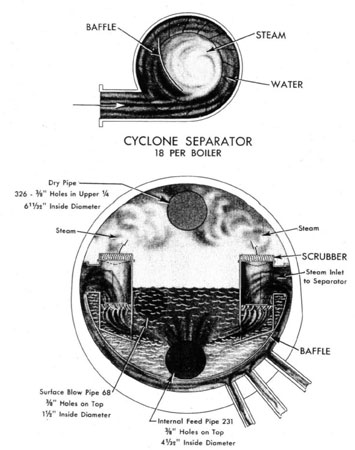
blow pipe is located just below the normal water level of the drum. This pipe also extends the length of the drum, with a single row of three-eighths inch holes drilled in its top. When the surface blow valve is open this pipe serves to carry off scum and foam from the surface of the water in the drum. A continuous baffle, raised about 3 inches from the drum itself but below the internal feed pipe, is fitted as shown from about the middle of the drum on one side to the middle of the drum on the other side. This baffle extends in length from just forward of the generating tubes to just aft of them but does not reach as far as the downcomers. The forward and after ends of the space left between this baffle and the drum are closed by a sealing bar attached to the drum. The baffle is attached at both sides to a flat bar which is hung from the drum as shown and extends the full length of the baffle. In each of these flat bars are cut nine ports. Over each of these ports is placed a cyclone separator. This arrangement makes the space between the steam drum and the baffle an entirely enclosed space, with the exception of the ports leading to the cyclone separators. The flow of steam and water through the drum is as follows: water enters the drum through the internal feed pipe and flows through the downcomers into the water drum. In the water drum the circulation is upward through the generating tubes where heat is transmitted to the water, and steam is formed. The generating tubes discharge this mixture of steam and water into the space behind the baffle. Since this space is entirely enclosed, the only passage available for the steam and water is through the ports admitting to the cyclone separators. The nine separators on each side of the drum have sufficient capacity to pass all the steam and water which may flow, up to 120 percent of rated load. As the mixture passes through the cyclone the steam is separated from the water and passes through the top of the separator. The water discharges from the bottom of the separator. As the steam leaves the cyclone separator it passes through a scrubber where it is dried and then finally leads to the top of the drum where it can be picked up by the dry pipe.
(b) Cyclone Separators.-The details of the cyclone separator, its strainer and scrubber are shown on the drawing of the internal fittings (fig. 31). The steam enters the separator through its inlet connection which is tangent to the separator body. Entering on this tangent, a rotating motion
64
INTERNAL BOILER FITTINGS
FIG. 31
is imparted to the mixture of steam and water. Due to the greater weight of the water it is thrown to the outer side of the cyclone separator body and the steam, being lighter, remains toward the center. An internal baffle is so located that the water passes outside of the baffle and the steam is deflected by the baffle to the center, thus allowing the steam to rise through the center of the separator while the water, with its greater weight, gradually falls to the base of the separator. Curved vanes can be seen in the bottom of the separator.
These vanes are stationary and serve the purpose of maintaining the water in its rotating motion until it is finally discharged from the bottom of the separator. In the center of the separator and attached to these vanes is a flat plate, the vanes being located only around the periphery of this plate. This serves to prevent the steam, in the center of the separator, from being carried out the bottom by the water. The vanes, being located only around the periphery of this plate, allow the water to pass from the separator only around the
65
outer edge of the body. The two end cyclone separators on each side are fitted at their base with a flat baffle. This flat baffle directs the flow of water from the separator to the center of the steam drum where it will mix thoroughly with the rest of the water in the steam drum and not flow directly from the separator into the down-comers. The action of this cyclone separator serves to deliver dry steam to the dry pipe with a minimum of agitation of the water, thereby reducing the possibility of priming.
7. SAFETY VALVES
(a) General Discussion.-Each boiler is fitted with three safety valves on the steam drum, and one safety valve on the superheater outlet elbow. These valves are generally designated as follows:
A valve is the first drum safety, or "drum pilot" valve.
B valve is the second drum safety valve.
C valve is the third drum safety valve.
D valve is the superheater safety valve.
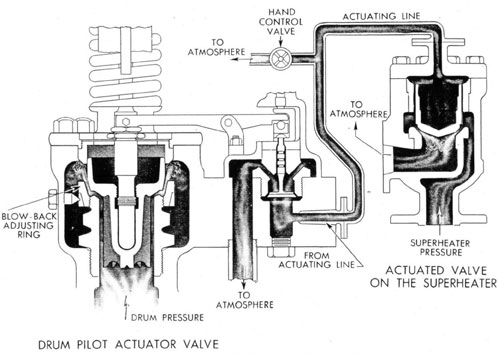
The A valve is set to lift at 634 p.s.i. and to re-seat at 615 p.s.i. Since this valve is connected mechanically to the superheater actuator valve, the superheater valve (or D valve) will be caused to lift at the same time. The B valve is set to lift at 639 p.s.i. and to reseat at 620 p.s.i. The C valve is set to lift at 644 p.s.i. and to reseat at 625 p.s.i. It will be noted that the reheating pressure of the first drum safety valve is the sane as the maximum boiler operating pressure. Figure 32 shows sectional views of the drum pilot valve A, the superheater actuator and the superheater safety valve. No sketch is shown of the B or C valves since the operation of the A valve is exactly the same in spite of the minor differences in construction.
(b) Operation.-As indicated in figure 32 the steam drum pressure is in contact, with the bottom of the valve disc of the A valve at all times. This steam pressure exerts a force on the disc. tending to force it. open, which increases as the pressure in the drum increases. The heavy spring, located above the valve bonnet, exerts a force downward against the valve stem which continuously tends to keep the valve closed against this steam pressure. When the total force exerted on the bottom of the valve disc becomes greater than the force of the spring pressing down, the valve disc will start to lift from its seat. In ordinary relief valves the amount of this lift is directly
proportionate to the pressure of steam supplied. In the case of a safety valve this cannot be al-lowed, as the pressure in the boiler must be pre-vented from rising further. Therefore, the valve must be caused to open fully when lifting pressure is reached. To accomplish this a flat collar, called the feathering ring, is machined in the valve disc above the valve seat. As soon as the valve starts to lift pressure passing through the seat comes into contact with this feathering ring. This adds an additional area against which the steam drum pressure can work and increases the total force on the disk so far above that of the spring that the valve is thrown wide open. This is what causes a safety valve to "pop" instead of creep open.
(c) Blowback.-The blowback of the valve is the pressure drop in the steam drum required before the valve will reseat. Because of the additional area presented by the feathering ring the valve will not. resent at the lifting pressure. but only at a pressure where the spring force and the force of steam applied to the new total area of the valve are equal. With no method of adjusting the balance of these forces, the resenting pressure would be far below the normal boiler operating pressure due to the additional area of the feathering ring. In order to balance these forces at the proper pressure a blowback ring (fig. 32) is provided, and an orifice is drilled through the valve disc from the chamber up to the space above the valve disc. Adjusting the location of the blowback ring by screwing it up or down will vary the area available for steam to escape past the valve disc, and will therefore vary the pressure built up in the annular space below the feathering ring. This will cause an increase or a decrease in the pressure working against the feathering ring and a corresponding increase or decrease in the pressure bled through the orifice. Proper adjustment of the blowback ring can be made so that the balance of forces on these two areas will allow the valve to resent with the blowback required, 19 p.s.i. in this case.
(d) Drum safety Valves.-The action of the drum safety valve is the same as that of the drum pilot valve. They differ in construction by not having the skirt shown below the valve disc on the drum pilot valve and by having, in proportion to their size, a smaller degree of lift. Adjustment of the blowback ring is accomplished in the same manner as in the description of the drum pilot valve.
66
DRUM PILOT ACTUATOR VALVE
FIG 32
67
(e) Superheater Actuator and Superheater Safety Valves.-Built into the same body casting as the drum pilot valve is the superheater actuator valve. Opening of this valve is what finally causes the superheater safety valve to lift. A rocker arm working from the valve stem of the drum pilot valve rests against a ball which is in contact with the valve stein of the actuator valve. When the drum pilot valve lifts this rocker arm causes the actuator valve to open. The outlet side of this actuator valve is connected to the atmosphere through an open drain. The inlet side of the actuator valve is connected to the superheater safety valve as shown in figure 32. The superheater safety valve consists of a piston type disc, with no stem, which is held in line by the cylinder in which it works. The bottom of this valve disc is connected with the atmosphere through the escape piping. As shown in figure 32, steam enters from the superheater outlet elbow and gathers around the valve disc above the seat. A feathering ring similar to that shown in the A valve is machined into this disc also. It is apparent from the drawing that the only pressure working above the valve disc is the superheater pressure against this feathering ring. Small ports are provided through which steam from the super-heater can bleed into the space above the super-heater safety valve disc. This space is connected by a pipe to the inlet side of the actuator valve. With the actuator valve closed this makes a closed system, and steam bleeding through the above-mentioned ports will cause pressure to build up in this system until it is equal to that in the super-heater outlet elbow. This pressure on top of the valve disc holds the valve closed. Then, if the superheater actuator valve is opened by causing the A valve to lift, this will open the enclosed space to the atmosphere and allow the pressure to bleed off. When this pressure is bled off the only remaining force on the superheater valve disc is that working against the feathering ring on the superheater valve discs. This is sufficient, with no pressure above the superheater disc, to force the superheater valve open and allow steam pressure to be relieved from the superheater. When the actuator valve closes due to resenting of the drum pilot valve, pressure bleeds rapidly into the space above the superheater valve disc, building up a pressure on top of the disc and thereby closing the valve. It is obvious that when the drum pilot valve lifts due to excessive pressure in
the steam drum, the superheater safety valve must lift immediately thereafter. And when the drum pilot valve resents the superheater safety valve must also reseat.
(f) Operation.-It is to be noted that the superheater safety valve does not lift due to excessive pressure in the superheater but only when excessive pressure is reached in the steam drum. This is necessary to protect the superheater. Should a drum safety valve lift without the superheater safety valve also lifting, the pressure in the steam drum might blow down without blowing down the pressure in the superheater. This would destroy the drop in pressure through the superheater and, therefore, the steam flow through the superheater would cease. In extreme cases steam might even flow backward from the superheater to the drum. In any case, it would cause overheating of the superheater since there would be no flow of steam through the superheater to carry away the heat transmitted into it. The blowback ring here-to-fore mentioned, is prevented from vibrating out of position by a pin inserted through the body of the valve. The tip of this pin extends between notches of the blowback ring and prevents it from turning. Care must be taken to insure that the tip does not press against one of the raised edges. When the pin enters fairly into a notch it can be screwed fully home by hand. Attached to the yokes of the three drum valves are levers. These levers are all connected by wires to a single hand-wheel. Turning this handwheel will lift successively, the three levers and open by hand the three safety valves. When the A valve is lifted, the superheater safety valve will also be caused to lift by the actuator valve. This should always be done if lighting off a boiler when the drum pressure reaches 500 p.s.i. Leading from the actuating line between the actuator valve and the superheater safety valve is a hand-operated valve which connects to the atmosphere. Opening this valve will bleed the pressure from the actuating line and cause the superheater valve to lift without lifting the A valve. This hand valve should not be used for testing the superheater valve, but should be operated only when it is necessary to increase the steam flow through the superheater, while still maintaining operating pressure in the steam drum. This condition might occur when it is necessary to raise superheat on the boiler before placing it on the line.
68
8. SUPERHEATER PROTECTION DEVICES
(a) Superheater protection devices are instruments which measure the drop in pressure through the superheater. The pressure drop through the superheater is an indication of the amount of steam flowing through it. For any superheater, the pressure drop varies directly as the square of the steam flow. The instruments are installed to guide the fireman in the operation of the superheater side oil burners. When sufficient flow has been established through the superheater as indicated by the superheater protection device (2.0 inches of water) the superheater side burners may be cut in. Likewise, when the steam flow through the superheater drops below 2.0 inches of water, the superheater side burners must be secured to prevent overheating of the superheater tubes due to insufficient cooling by the steam. There are two different types of superheater protection devices used in naval vessels, namely, Yarnall-Waring and Bailey Meter. DD445 class destroyers are equipped with either the Bailey Meter or the Yarnall-Waring devices. DD692 class destroyers have Yarnall-Waring instruments.
(b) Yarnall-Waring.- This device responds to the difference in pressure on two columns of water. A constant water level is maintained in the two reservoirs or head chambers. The upper head chamber is physically attached to the lower head chamber, but two inches above the lower head chamber to provide a slight pressure differential across the instrument. A high pressure connection from the superheater inlet steam piping leads to the upper head chamber, while a low pressure connection from the superheater outlet steam piping leads to the lower head chamber. Root valves are installed in these connections to permit isolation of the device in case of failure. These valves should normally be locked or sealed in the open position. At the indicating unit the heads of water are terminated on opposite sides of a diaphragm. The diaphragm in turn is connected by pin point linkage to a deflection plate, which deflects in sensitive response to the differential pressure acting on the diaphragm. A permanent magnet is rigidly mounted to the extended end of the deflection plate and its poles straddle a thin tubular well. Inside the tubular well a spirally formed strip armature is axially mounted on jeweled bearings and a counter-balanced pointer is attached to the end of the mounting shaft. Relatively slight amount of movement of the magnet along the axis
of the well in response to variation in pressure causes greatly amplified rotary response of the armature and attached pointer hand. The pointer hand swings over a brightly illuminated vertical dial divided into red and green zones to represent safe and unsafe conditions of operation. All superheater protection devices on the DD445 and DD692 classes should have the division line between the red and green zones set opposite the 2-inch mark on the graduated scale.
(c) Bailey Meter.-Bailey Low Flow super-heater protection device also responds to a difference in pressure on two columns of water. A constant water level is maintained in radiator reservoirs. Pressure piping, one from each reservoir, connects the reservoirs to the superheater inlet and outlet steam piping. Root valves are located in these lines where they tap onto the steam line to shut off the instrument in cases of emergency. The valves should normally be sealed in the open position and closed only by authorized personnel. This device is an electronic telemetering system consisting of three basic elements: (1) transmitter which is actuated by differential pressure, (2) indicating receiver, and (3) a vacuum tube amplifier and motor control unit.
(d) A transmitter is connected to the radiator reservoirs so that a differential pressure is applied across a bellows. A nonmagnetic rod running between the free end of the bellows and the iron core of the movable core transformer, transfers the motion of the bellows to the core. The rate of flow through the superheater i.e., the pressure differential, as represented by the position of the iron core is transmitted electrically as a ratio of the output voltages from the two secondary windings of the transformer. Care must be exercised when cutting the transmitter in or out of service in order to prevent rupture of the bellows by applying full pressure to only one side of the bellows. An equalizing valve is instalIed on the side to the transmitter so that the pressure can be equalized while cutting the transmitter in or out of service.
(e) The indicating receiver consists of a calibrated slide-wire potentiometer unit which is positioned by a small high torque reversing induction motor to balance the voltages as set up by the transmitter. This reversing motor positions the indicating pointer through linkage, and also operates a contact which should be set to close at 2 inches of water on all DD445 class vessels (approximately 5,000 pounds of steam per hour). When the steam
69
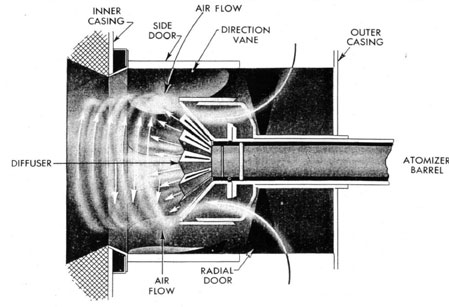
TODD AIR REGISTER
FIG. 33
flow through the superheater is less than 5,000 pounds per hour, the contact closes an electrical circuit which illuminates the instruction plate which reads. "Secure Superheater Burners." The amplifier and motor-control unit detect any electrical unbalance of the bridge formed by the secondary windings of the movable core transformer at the transmitter and the slide-wire of the receiver. When unbalance is caused by movement of the iron core. due to a change in the rate of steam flow to the superheater, this unit operates the reversing motor to move the slide-wire and rebalance the circuit.
9. FUEL OIL BURNERS
(a) General Discussion.-Four fuel-oil burners are installed on the saturated side and three on the superheater side. Either of two different types may be installed; the Todd fuel-oil burner or the B & W Carolina fuel-oil burner. A fuel-oil burner consists of, first, an atomizer, the purpose of which is to break the fuel oil up into a fine spray; and, secondly, an air register, the purpose of which is
to admit air to the boiler in the proper amount and direction to accomplish complete intermixture with the oil spray. Figures 33 and 34 show the two different registers. Figure 35 is the fuel-oil atomizer. The only difference between the atomizer in use with the Carolina register and that in use with the Todd register is the presence of the bearing collar on the Todd atomizers.
(b) Todd Register.-The Todd register is attached as a single unit between the inner and outer casings of the boiler. so that the air pressure leading between the casings of the boiler surrounds the register. Air is admitted to the furnace and passes through the side and radial doors shown in figure 33. These doors are interconnected so that by means of canes and operating levers they are all opened and closed simultaneously. Operation of the ]ever outside the boiler causes these doors to open or close to the degree at which the lever is thrown. The diffuser indicated in figure 33 is attached to the outer barrel and consists of a fan-shaped cone with slots cut in it. The atomizer passes through the outer barrel and discharges its
70
THE "CAROLINA" AIR REGISTER
FIG. 34
spray of oil from the center of this diffuser. Opening the radial doors admits air to the rear of the diffusers which causes the air to flow parallel to and around the cone of oil spray. The slots in the diffuser allow a small amount of air to pass through and come directly into contact with the oil, but do not allow sufficient air to pass through to destroy the form of the oil cone. Air entering the side doors is forced first to pass over the direction vanes shown. These vanes are curved so as to force the entering air to flow in a rotating direction and thereby wrap itself around the cone of oil spray. This action insures a complete mixture of the air with the oil in the cone, yet does not allow the rush of air to destroy the form of the oil cone. The atomizer is inserted in the outer barrel and the tip is located at the base of the diffuser. The outer barrel is capable of being moved back and forth to adjust the position of the atomizer and diffuser relative to the furnace cone. The outer barrel is graduated to show inches of withdrawal and adjustment of the location of this barrel is necessary to obtain clean and efficient combustion at different firing rates.
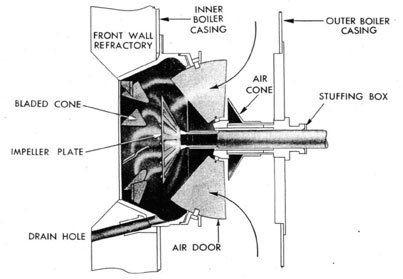
(c) Carolina Register.-The Carolina register serves the same purpose as the Todd register and by a different arrangement causes the air and oil to be thoroughly mixed, by rotating the air around the oil cone. Only a single set of doors is provided in this register, all opening simultaneously by the operation of a crank. Before these doors is located an air cone which causes the air to flow to the outer area of the door before entering the register. An impeller plate. which corresponds to the diffuser of the Todd register, is located in approximately the same position as the diffuser. Slots are cut into this impeller plate and the metal from the slots is bent away. The air entering through the doors strikes this impeller plate. Part of it is forced to flow parallel to the oil cone and part is allowed to pass through the slots and is directed by the metal bent away, in a manner which causes it to rotate around the cone of oil. The bladed cone causes the air which enters outside of the impeller to flow in a rotating motion and also serves to maintain the rotation of the air passing through the slots. This rotation accomplishes the same purpose discussed with the Todd register;
71
FIG. 35
i.e., the complex mixture of air with the oil discharged from the atomizer. The atomizer is inserted into an outer barrel which is very similar to that of the Todd burner and which can also be moved in and out relative to the furnace of the boiler to accomplish most efficient operation of the burner at various firing rates.
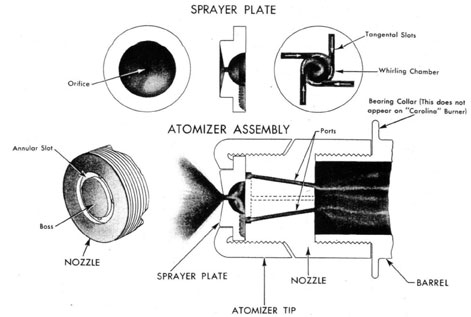
(d) Fuel Oil Atomizer.-The four major parts of the atomizer are the barrel, nozzle, sprayer plate and tip. Figure 35 is a sketch of the Todd atomizer. The Carolina atomizer does not have the bearing collar shown on the barrel. However, in all other details these atomizers are the same and their operation is the same. Screwed onto the barrel, as shown, is the nozzle. Ports are drilled through this piece which lead into an annular space in the face of the nozzle. The rear face of the sprayer plate is pressed against the face of the nozzle by the atomizer tip. The only purpose for this tip is to hold the sprayer plate in position. The sprayer plate is constructed as shown in figure 35. The slots in the rear face of the sprayer plate enter the whirling chamber at a tangent to the chamber and, leading from the center of the whirling
chamber, is an orifice through which the oil discharges from the atomizer. Oil passes through the barrel, enters the ports of the nozzle, and discharges into the annular space into the face of the nozzle. The tangential slots in the sprayer plate reach across the annular space and receive oil from this space. Flowing through the slots, oil reaches the whirling chamber and, since it enters that chamber on a tangent, it is caused to rotate rapidly. This rapid rotation causes the oil leaving the orifice to be broken up into a fine spray. This fine spray is in the form of a hollow cone. It is this cone of oil with which the air admitted by the register mixes to obtain proper combustion in the furnace. The entire assembly is held against the oil connection outside the boiler by a gooseneck and locking screw. A swing check valve is provided to close off the outer barrel when there is no atomizer inserted. The Todd register has this check valve arranged to swing inward into a housing while the Carolina register has its check valve arranged to swing outward. Sprayer plates are furnished in various sizes for various rates of combustion; the larger the hole in the face of the sprayer plate the
72
SOOT BLOWER LOCATIONS AND ARCS
FIG. 36
greater the rate of oil discharge. The angle of the cone of oil spray and the degree of atomization depend upon the relation between the cross-sectional area of the tangential slots and the area of the discharge orifice. On the face of each sprayer plate is stamped two pairs of numbers. The first pair indicates the size of drill used to make the discharge orifice; therefore the larger the number the smaller the hole, and the smaller the capacity of the sprayer plate. The second pair of numbers indicates the ratio between the total cross-sectional area of the dots and the cross-sectional area of the discharge orifice. The first pair of numbers is the more important of the two pairs since for each air register and each drill size it different relation between the cross-sectional areas must be maintained to obtain the required spray angle. Therefore, the only definite indication of capacity is in the size of the first pair of numbers. The Todd sprayer plates are marked by a capital "T" between the second and third digits.
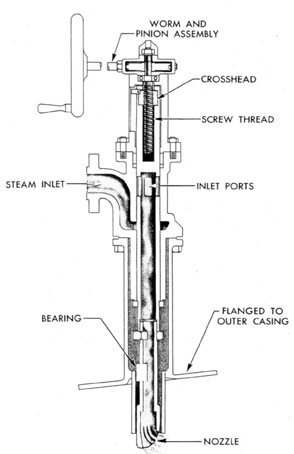
10. SOOT BLOWERS
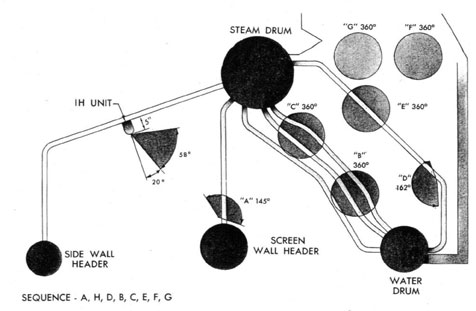
(a) General Discussion.-Eight soot blowers are installed in each boiler, the purpose of which is to admit jets of steam to the tube nests at high velocity in order to remove soot from the tubes and allow the flow of gases to carry it up the stack and out of the boiler. Seven of these soot blowers are of the Diamond G9B type, consisting of a tube extending from one end of the boiler to the other through the tube nest. Five of these G9B soot blowers are arranged so that they will blow steam through the entire 360 degrees of rotation. Two will admit steam only through a part of their arc of rotation. Figure 36 shows the location of these blowers and the arcs through which they blow steam. The eighth soot blower is of the Diamond "IH" type which consists merely of a spray nozzle extending into the superheated furnace and blowing steam from a single nozzle across the super-heated tube nest.
(b) The G9B Blower.-The G9B soot blower
73
SOOT BLOWER HEADS
FIG. 37
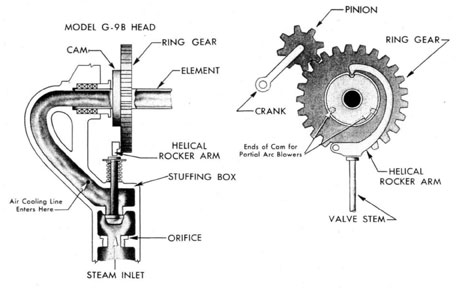
consists of a single tube extending through the tube nest, which has a series of nozzles drilled into it. These nozzles are so arranged that steam discharging from any one will not impinge directly on an adjacent tube. Steam is admitted to this tube through the arrangement of a cam and helical rocker arm (fig. 37) . The earn is rotated by operating the gears shown in the same figure. Steam enters directly from the superheater outlet and when the gears are rotated, it passes through the valve to enter the soot blower tube or element. To allow for steam blowing through only a partial arc the cam is cut away and appears only for that portion of arc through which it is desired to blow steam.
(c) IH Soot Blower.-The IH unit consists of a hollow tube carrying a fan shaped nozzle at its end. When in the secured position, this tube rests in a shrouding between the inner and outer casings of the boiler. When operated, turning the hand-wheel will cause this tube to be extended as far as five inches into the superheater furnace. As the tube reaches the end of its travel ports line up with
the steam inlet connect ion and steam is allowed to blow through the tube, into and across the super-heater tube nest. The angle of discharge of the nozzle is 58 degrees. Figure 38 provides a good illustration of this soot blower.
(d) Operation.-As will be noted in figure 36, each soot blower element is indicated by a letter. These letters are used to facilitate explanation of the order in which they should be operated. A specific order of operation should be used in order to obtain the greatest efficiency of cleaning. The sequence of this operation should be as follows: A, H, D, B. C, E, F, and G. In some instances it may not be possible to operate these separately in this sequence since the time allowed for blowing tubes may not be sufficient. In this case a fairly efficient cleaning may be accomplished by operating the soot blowers in pairs in this order: A and H, D and B, C and E, F and G. A drain valve is provided in each soot blower steam system to drain the piping before admitting steam to the elements. This must be opened before operating the soot blowers. To provide continuous drainage during operation
74
MODEL "IH" SOOT BLOWER
FIG. 38
75
a one-eighth-inch hole is drilled through the valve disk. To provide for cooling of the soot blower elements when not in operation a pipe line is led from between the inner and outer casings of the boiler and enters the soot blower gooseneck beyond the valve. This allows for a continuous flow of air through the soot blower element to prevent it from overheating. A check valve is provided in this line so that steam will not flow back into the casings when the soot blower is operating. When operating a soot blower it should be maintained continuously in rotation. If the soot blower is not continuously rotated, the reaction from the flow of steam through the nozzles will cause the soot blower element to become bowed between its bearings, thereby preventing it from rotating.
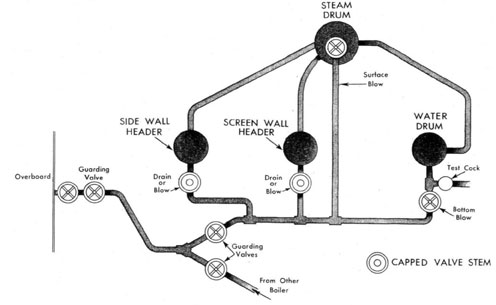
11. BOILER BLOW PIPING
A boiler blow line is provided for the purpose of blowing down the boiler to reduce the salinity of the boiler, discharging overboard. A valve is attached to the mud drum of the boiler and leads (fig. 39) through a guarding valve, and finally overboard through another guarding valve and a sea valve. The surface blow line also leads into this line before the first guarding valve. The screen wall header and the side wall header also have valves fitted to them which discharge into this boiler blow line before the first guarding valve. However, no handwheel is provided on these valves from the two headers, since they should serve in most cases as drain valves only. The valve stem is fitted with a cap which must be removed and the valve opened by wrench or a portable handwheel. A salinity valve is led from the same fitting on the steam drum as the bottom blow valve, the purpose of which is to remove a sample of water from the boiler for test. For both boilers in one fireroom the same sea valve and outboard guarding valve are used. The first guarding valves from each boiler however are separate, their discharge leading into a Y which then leads to the overboard connection. It is apparent that to blow down any boiler it is necessary to open four valves-the two guarding valves, the sea valve, and finally the bottom blow valve.
12. FORCED DRAFT BLOWERS
(a) General Discussion.-The forced draft
blowers installed for furnishing air to the boilers are of the propeller type. These blowers take their suction from the space between the inner and outer
smokepipes. This allows the air to be slightly preheated, as well as accomplish a certain degree of cooling of the smokepipe. They discharge into a duct which leads to the boiler between the inner and outer casing and finally through the air registers into the boiler. In each discharge duct is a set of flaps, constructed like venetian blinds, which will close automatically when only one blower is running on the boiler, and prevent the air from the operating blower from discharging back through the secured blower. Also these ducts are fitted with relief valves which are set to lift at 30 inches of air pressure, to protect the duct from damage due to excessive pressure,
(b) Operation.-The blower fads themselves are of the propeller type which are capable of discharging air to the casings even if they are operating at widely different speeds. With the old type of centrifugal fans the blowers would not parallel properly unless they were operated very closely together in speed. In this case the speeds can be apart as much as 1,000 r.p.m. and the blowers would each deliver air though the load would be unequally divided.
(c) Turbine.-The fans are driven by a horizontal turbine which is directly connected to the blower shaft. Control of the speed of this turbine is accomplished by two different methods, depending upon the ship in which it is installed. Some turbines are controlled by opening and closing a series of nozzle valves in the turbine. Both blowers for one boiler have their nozzle valves attached to a single handwheel on the lower level of the fireroom so that operating this handwheel will cause the valves on both blowers to open simultaneously. The nozzle valves open successively as it is desired to increase the speed of the blowers. If one blower is in operation alone it is necessary to close the root valve of the secured blower, since the nozzle valves of both blowers will open simultaneously. In other installations the four nozzle valves mentioned above do not appear, the nozzle block of the turbine being continuously open to the steam line. In this arrangement the root valve lending steam from the auxiliary steam line to both blowers is fitted within an extension rod to the lower level. Varying the opening of this root valve would of course vary the steam pressure to the blower chest and consequently vary the speed. To run one blower alone the root valve to the other must be closed to keep the steam pressure from
76
BOILER BLOW PIPING
FIG. 39
getting to the secured blower. The speed of these blowers is limited by a speed limiting governor which is a standard type of centrifugal weight governor operating on a governor throttle valve to control the steam pressure to the turbine, thereby limiting the speed of the turbine. The rated speed of these blowers for full power operation is 5,075 r.p.m., which means that the two blowers in parallel would not have to run over this speed for full load operation of the boiler. The governors are set to limit the speed of the blower at 6,350 r.p.m. which allows for sufficient excess speed for operation of the boiler at 120 percent load.
(d) Operating Instructions.-In the case of the blowers fitted with four nozzle valves no further nozzle area is required to bring the speed up to 6,350 r.p.m. In the case of the other type an overload nozzle valve is provided to allow additional nozzle area to bring the blower up to limit speed when operating with 30 inches of air pressure. This additional nozzle valve should not be
opened at any time unless it is necessary to increase the blower speed beyond that obtainable with the original nozzles. Without this overload nozzle the blower will operate at about 6,100 r.p.m., which should be sufficient for 120 percent operation. This overload nozzle is particularly valuable when it is desired to operate a blower with a low steam pressure. But if opened when steam to the blower is throttled it will not only reduce the efficiency of the blower but will reduce the blower speed, due to the consequent reduction in nozzle inlet pressure. Whenever one blower is operated alone the flaps from the other blower should be checked to see that they are closed, otherwise air discharging backward through the idle blower will cause it to rotate backward. When this happens, the oil pump will operate backward and, no oil being discharged into the bearings, the bearings will burn out. This has been a frequent derangement in many DD445 class ships, and can be avoided by careful maintenance and checking of the flaps.