U.S. Navy Torpedo Gyroscopes Non-Tumble Type, OP 627(A), 1942, is the basic service manual for the principle U.S. torpedo gyro of WW II.
In this online version of the manual we have
attempted to keep the flavor of the original layout while taking advantage
of the Web's universal accessibility. Different browsers and fonts will cause
the text to move, but the text will remain roughly where it is in the original
manual. In addition to errors we have attempted to preserve from the original
this text was captured by optical character recognition. This process creates errors that are compounded while encoding for the Web.
Please report any typos, or particularly annoying layout issues with the Mail Feedback Form for correction.
NAVY DEPARTMENT BUREAU OF ORDNANCE WASHINGTON 25, D. C.
To all holders of Ordnance Pamphlet 627(A)
insert change; write on cover 'Change 2 inserted'
Approved by The Chief of the Bureau of Ordnance
OP 627(A) CHANGE 2
29 March 1957
By direction of the Chief of Bureau
1 Page _____ Page 1 (with enclosures)
ORDNANCE PAMPHLET 627(A)
is changed as follows:
U. S. NAVY TORPEDO GYROSCOPES
NON-TUMBLE TYPE
1. This publication is hereby downgraded to UNCLASSIFIED. Delete the word RESTRICTED from the top of the front cover, title page, and CHANGE 1.
2. Page C - LIST OF PLATES: Between PLATE 6 and PLATE 7, add:
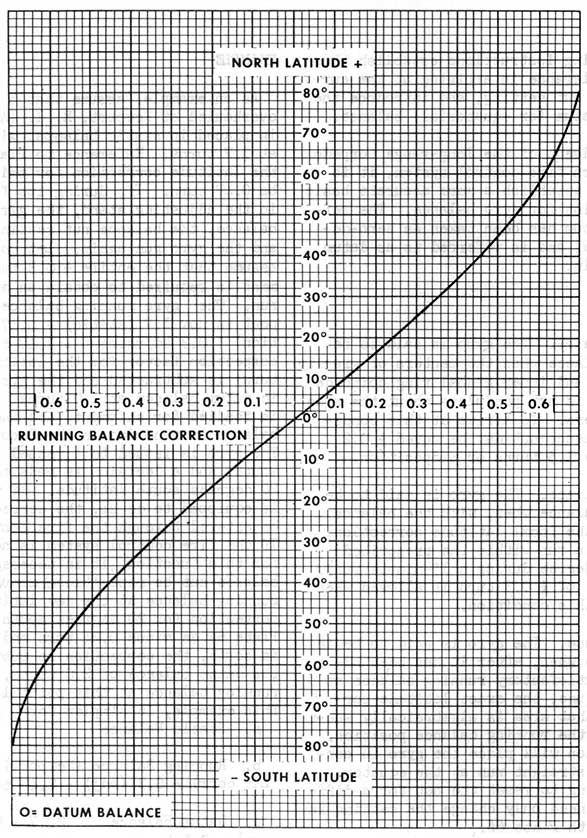
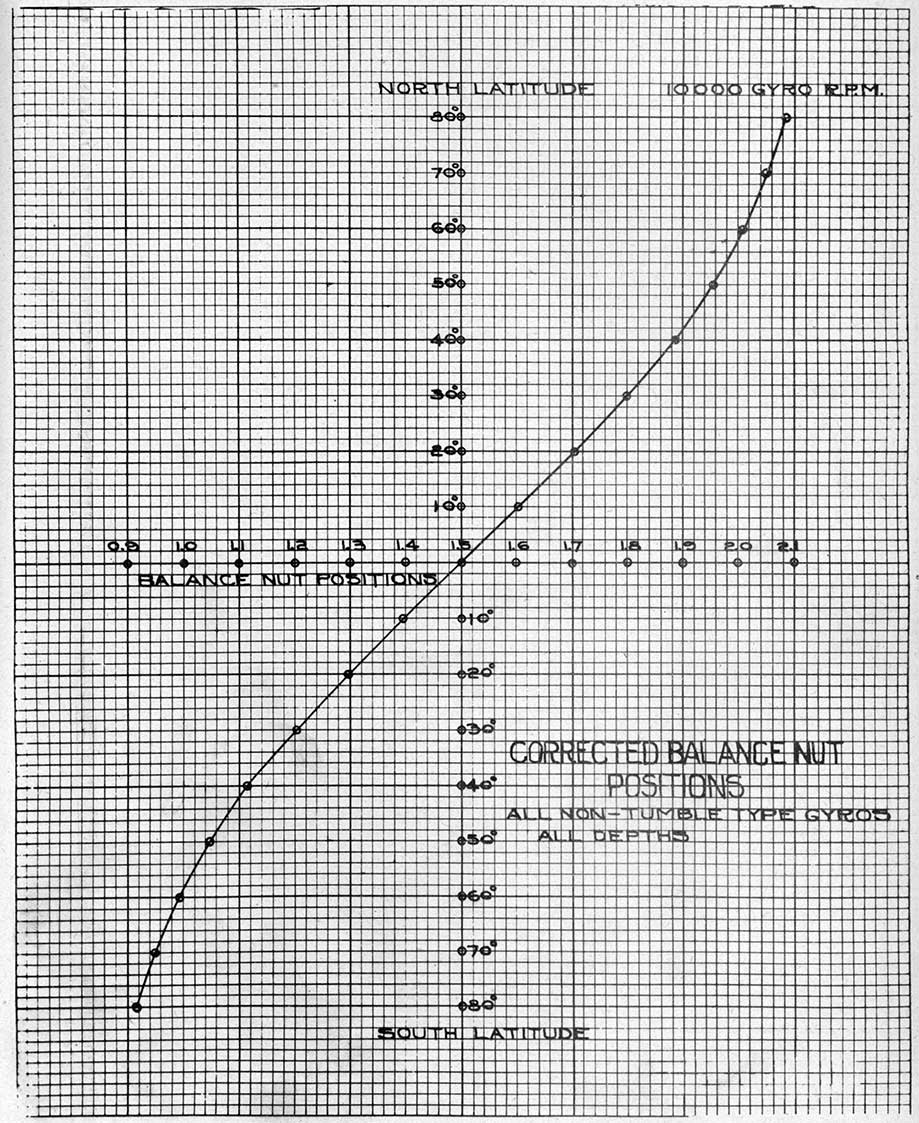
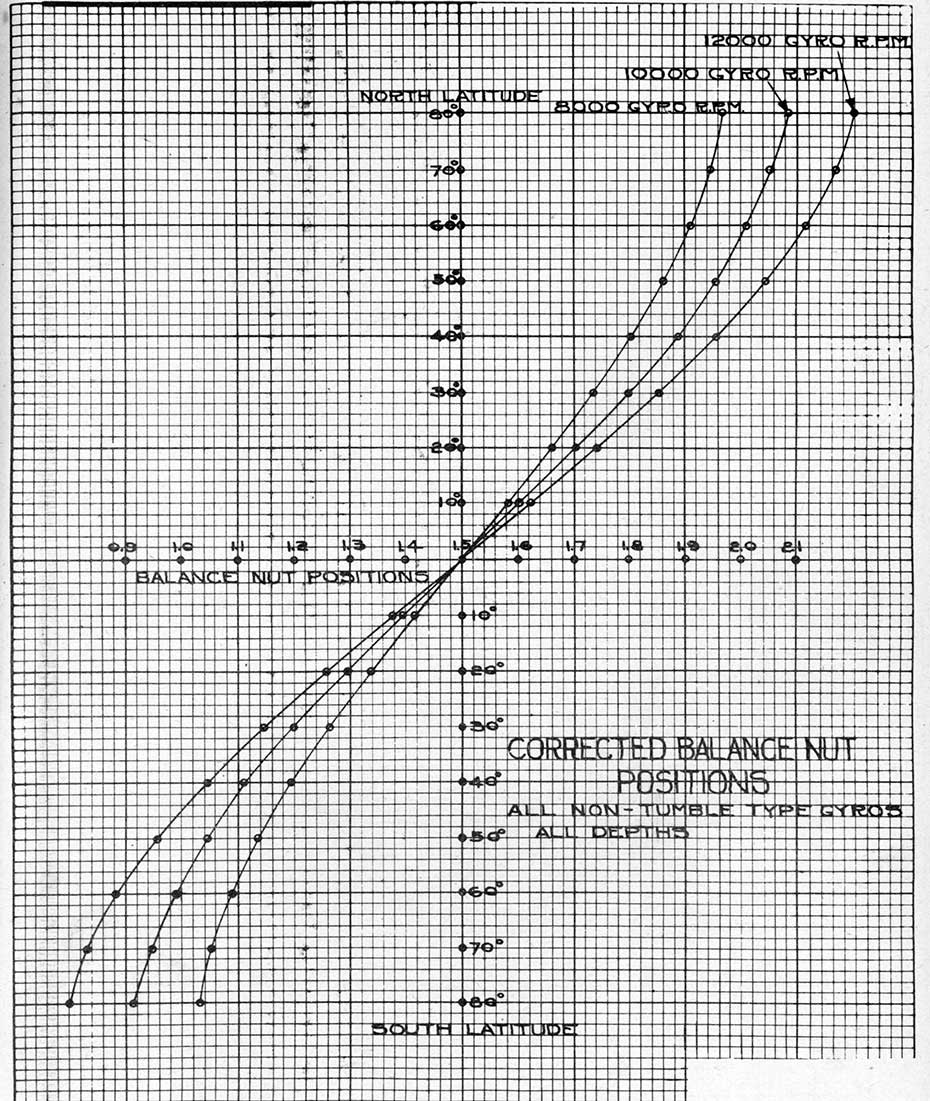
"6A Latitude Correction Chart; Datum Balance 16b".
3. Insert the attached new pages, 16a and 16b, between plate 6 and page 17.
4. After the above insertions have been completed, insert this CHANGE sheet in the front of the book, following CHANGE 1.
OP 627A (CHANGE 2)
GYRO MK 12 MOD 3 - BALANCE NUT SETTING
The following instructions establish the allowable tolerance in arriving at the current balance nut setting, and introduce the concept of datum (or equatorial) balance.
With the advent of the long-range torpedo and the modern fire control system, it is necessary to establish a more accurate basic reference point for gyro balance. The reference or datum has been taken as zero-degree latitude, and is referred to as datum balance herein.
DEFINITIONS
Static Balance. The gyro is said to be in static balance when the centers of gravity of the wheel and inner gimbal ring coincide and the gyro is not pendulous about the side bearing centers. To arrive at this condition, the balance nut may be moved ± 0.2 turn from the 1.5 turns or midposition.
Running Balance. The gyro is said to be in running balance when, with the balance nut set for the local latitude correction, it will make a run within the prescribed limits (1/2 degree during a 15-minute run). An adjustment of ± 0.3 turn is allowed when arriving at this condition.
Datum Balance. The gyro is said to be in datum balance when, after it has been adjusted for satisfactory running balance at a given latitude, the exact latitude correction for that area is algebraically subtracted from the running balance position. This correction will place the gyro in condition for a straight run at the equator. Anyone desiring to reset the nut for a different locale need only change the setting in accordance with Plate 6A.
The above procedure should be followed by all activities overhauling Gyros Mk 12 Mod 3. When datum balance has been determined, it should be entered in the Torpedo Record Book.
EXAMPLE
As an example, assume that a gyro being overhauled at Newport, R.I. (41° 30' N), is placed in static balance, with the nut at 1.7 turns. Reference to Plate 6A shows the latitude correction for this area to be 0.47 turn. If, during its first run in the adjusting stand, the gyro fails to balance, the balance nut setting is changed and the gyro run again. Let us further assume that the entire ± 0.3 turn adjustment is required to obtain an acceptable run. The gyro running balance for Newport is now 1.7 (static) ± 0.47 (correction) ± 0.3 adjustment = 2.47 turns. The correction factor for the latitude (0.47 turn) is subtracted and the gyro is placed in datum balance at 2.0 turns. The gyro is readied for shipment, and the datum balance is recorded in the Record Book. The gyro is issued to a vessel proceeding south, and a decision is made to fire at 20 degrees south latitude. If the vessel is equipped to do so, the correction may be entered through the fire control system. If the fire control system is not equipped for this function, it is necessary that the balance nut be repositioned manually for running balance at the new latitude. The correction for 20 degrees south is given in Plate 6A as minus 0.24 turn and, because it is south, the correction is subtracted from the datum balance of 2.0 turns, making the running balance at this point 1.76 turns. This example, in simpler form, is:
1. The method of assembly and adjustment as described in this pamphlet has been standard procedure at the Naval Torpedo Station, Newport, for several years. The method of balancing is standard for all types. The methods of assembly and balancing described should be followed, insofar as applicable, in the assembly and balancing of gyros in service, with the exception, however, that operations involving the removing of metal for balancing should not be attempted on board ship. The removal of metal for balancing is necessary only in the original assembly of the gyros in the manufacturing plant, or in some extreme cases of overhaul or repair involving the replacement of one or more of the major units of the assembly. The service should not attempt such overhaul work; the gyro concerned should be sent to a torpedo station for repair.
2. This pamphlet is for use in connection with gyros listed below:
Mark of Torpedo
Mark of Gyro
7-2B
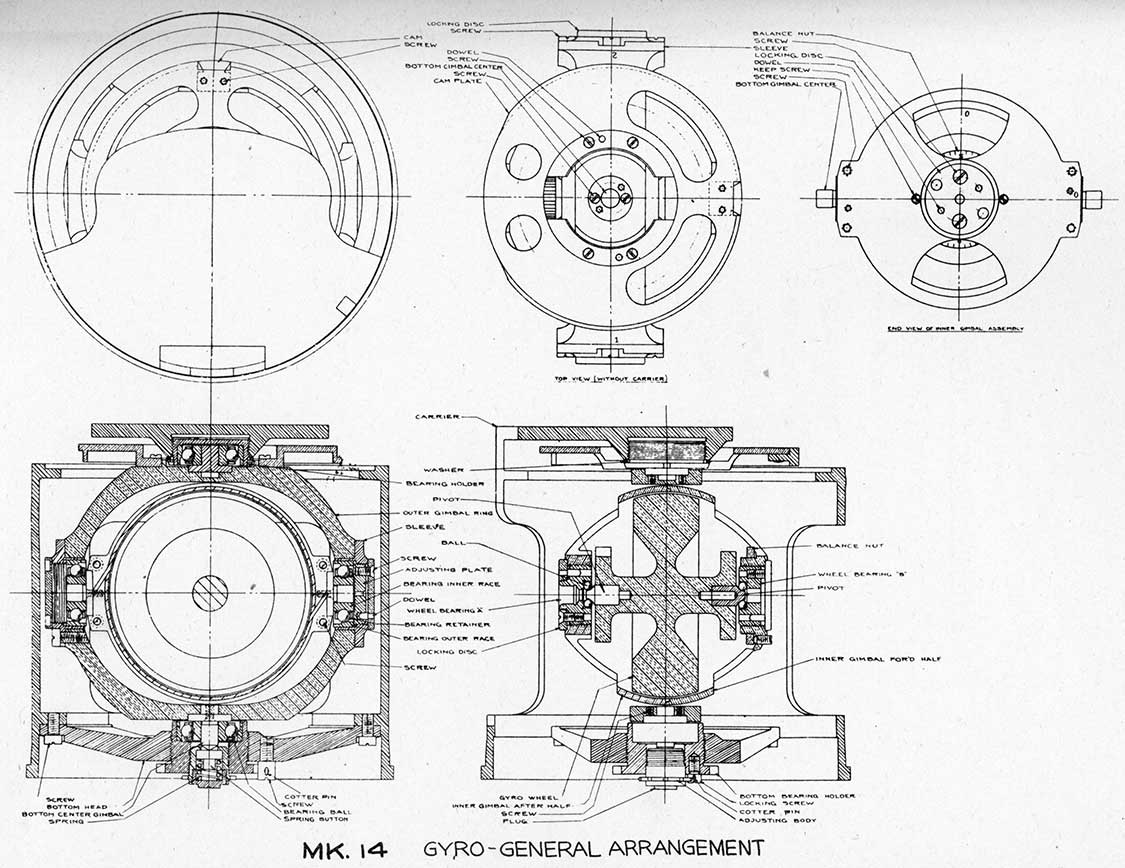
14
8-3C & D (not all)
12 and 12-1
8-8 (not all)
12 and 12-1
10-3
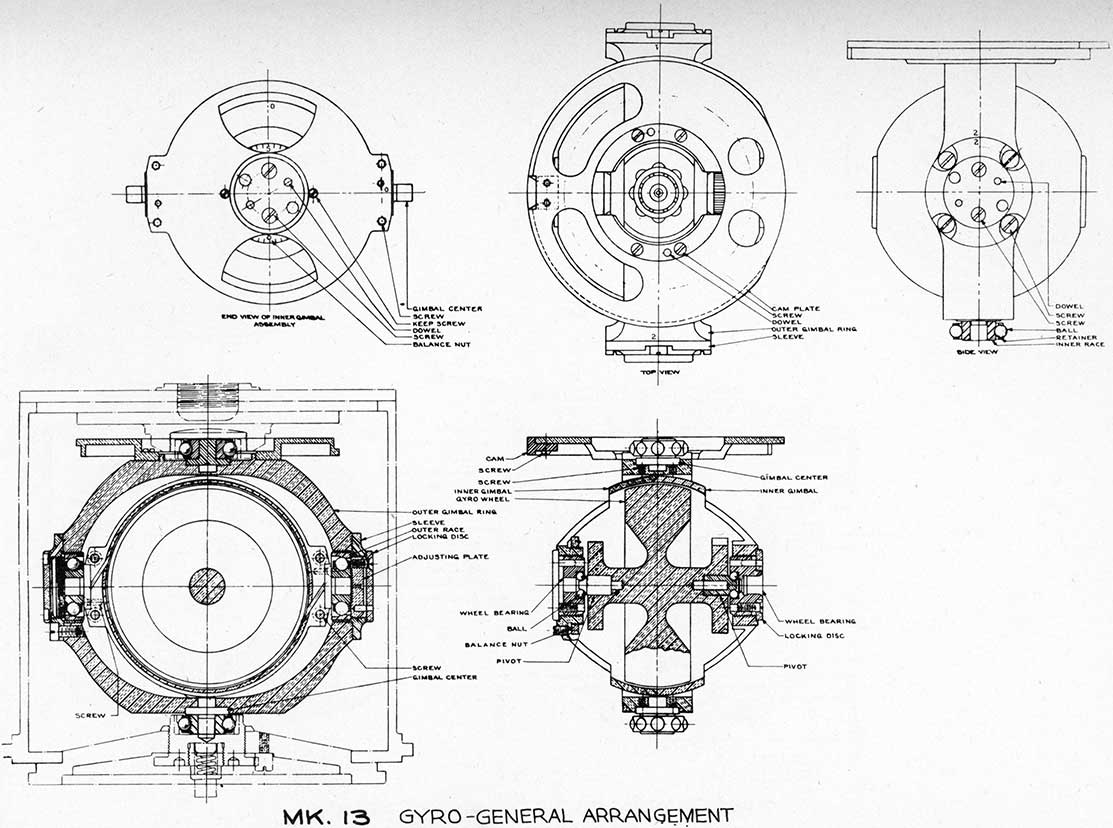
13
11, 11-1, 11-2 and 11-3
12 and 12-1
12 and 12-1
12-1
13, 13-1 and 13-2
12-1
14 and 14-2
12-2
14-1 and 14-3
12-3
15,15-1 and 15-2
12-2
15-1
12-3
3. Gyros in Mark 13, 13-1, 13-2 and 7-2B torpedoes spin "clockwise" viewed from aft; all others spin "counterclockwise" viewed from aft.
-1-
CHAPTER I GYRO GEAR, "NON-TUMBLE", "RUN-DOWN" TYPE
Wheel and Assembly Numerals
Wheel Hood (Inner Gimbal Ring) Assembly
Centering the Wheel
Static Position of Balance Nut
Clip Test
Inner Gimbal Balance on Wheel Pivots
Inner Gimbal Balance on its Centers
Assembly of Cam Plate
Bearing Assembly Marks
Inner Gimbal Clearance
Final Wheel and Inner Gimbal Balance
Static Balance
Method of Checking Gyro During Proof Work
Installing Gyro in Pot
Gyro Carrier
Outer Gimbal Clearance
Upper Bearing Adjustment
Lower Bearing Adjustment
Microscopic Examination of Parts
Renewal of Bearings
Weight of Parts Compensated for
Lapping Tools
Oil
Installing Centers
-2-
GYRO GEAR, "NON-TUMBLE", "RUN-DOWN" TYPE (Cont'd)
Static Balance to Be Maintained
Necessity for Proper Clearances
Thumb Rule for Wheel Bearing Adjustments
-3-
CHAPTER I GYRO GEAR, "NON-TUMBLE", "RUN-DOWN" TYPE
WHEEL AND ASSEMBLY NUMERALS
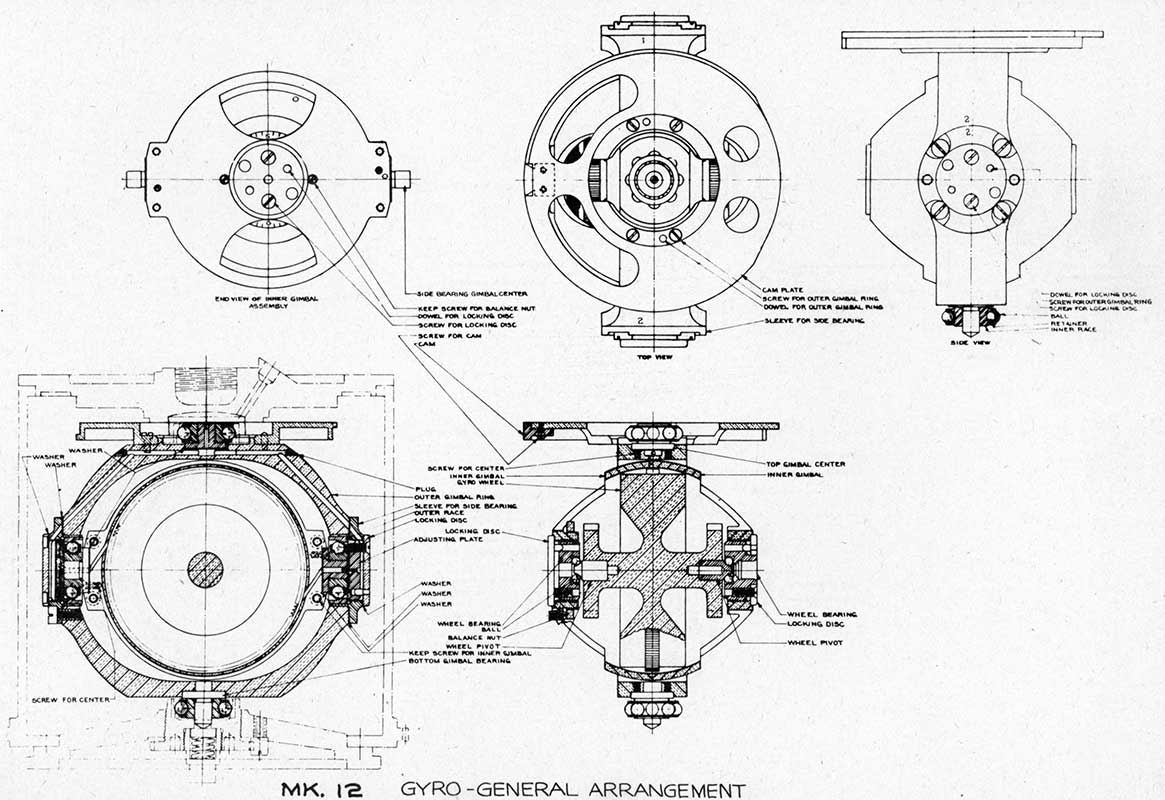
1. Assemble the wheel and inner gimbal. (See Plates 1 and 2). A
zero is stamped on the rim of the wheel, facing the nut end of the gyro. A zero is stamped on the right hand side of the inner gimbal, on the side pivot boss toward the nut. These two zeros upon assembly should face the observer when the nut end is held towards him. The two halves of the wheel hood are likewise marked with numerals on the upper outward face of the right side pivot boss; i.e., the same boss that has the zero referred to above.
WHEEL HOOD (INNER GIMBAL RING) ASSEMBLY
2. In making this assembly the locking end half of the hood is set on a bench with the wheel bearing in the horizontal plane; the wheel is then gently lowered into place, gear end down. The other half of the hood is now placed on the bench in the same manner as the first, and the first half, containing the wheel, is now lifted and the wheel held against the balls by grasping the spinning gear with the fingers in such a manner as to maintain a gentle pressure. The first half is then inverted and placed on the second half, lowering the wheel gently into position so as not to injure the ball path. The precaution referred to above in matching markings should be carefully observed in making this assembly.
3. If the adjustment of the wheel bearings has not been changed since the previous assembly, there will be no danger of damaging them in pressing the two halves of the inner gimbal ring together; however, if the wheel bearing adjustment has been changed, be sure that these wheel bearings will not be too tight when the two halves of the ring are pressed together.
4. This design of combined inner gimbal ring and hood should be capable of being assembled and disassembled with little or no change in wheel bearing adjustment providing the contact surfaces for the two halves of the hood are properly cleaned.
TO CENTER THE WHEEL
5. In order that the gyro wheel may be central in the assembled ring or hood, thus providing equal clearances on the forward and after faces of the wheel, the assembled unit, with the plane of the wheel horizontal, is set on a pair of-parallel bars, in turn resting on a surface plate. A special indicator likewise resting on the surface plate is then used to give the measurement from the face of the surface plate to the upper face of the upper gear flange on the gyro wheel; the assembled unit is then removed from the parallel bars and turned 180°, when this measurement is repeated for the upper face of the other flange. These
-4-
two measurements should correspond when the wheel is central.
6. Since the above measuring equipment is issued only to tenders, ships in general should avoid making changes in wheel bearing clearance other than by moving both wheel bearings by the same amount, and in the same direction, thus guarding against decentralizing the wheel in the hood.
STATIC POSITION OF THE BALANCE NUT
7. The standard procedure for all non-tumble gyros calls for the static balance of the balance nut to be 1.5 turns from the hard-up position against the end bearing boss. The balance nut weighs 120 grains.
8. The balance nut is first screwed against the wheel bearing boss and then turned out for 1-1/2 turns, lining up the numeral 5 on the nut with the bench mark on the upper face of the wheel bearing boss, adjacent. This bench mark is a straight line with a zero stamped on it.
9. In clamping the balance nut with the keep screws provided, use discretion as to the force applied The nut must be secured against loosening due to vibration, but too much force will tend to deform the parts involved.
THE CLIP TEST
10. The wheel bearings are adjusted so that Tool 414A will make four to five double swings (oscillations) or eight to ten single swings when drawn full against the edge of the hood, and released. In making this
test, be sure that when the clip is released it is free to oscillate without interference.
11. Wheel bearings may now be adjusted equally on both ends, to give the proper number of oscillations. When this adjustment is completed, be sure that locking discs are securely clamped.
12. The above test with tool 414A is used exclusively at the Naval Torpedo Station, Newport, and is a very precise method of obtaining this adjustment for clearance.
INNER GIMBAL BALANCE ON WHEEL PIVOTS
13. (This test should not be necessary in the Naval Service).
The Torpedo Station next supports the assembled wheel and inner gimbal ring so that the entire weight is taken on the edges of the gear teeth of the wheel, thus allowing the inner gimbal ring to rotate and make evident any pendulous unbalance about the wheel axis. The Torpedo Station removes metal from the proper side pivot boss to correct any pendulous effect. (It has been found that to obtain a satisfactory test of the inner gimbal balance, the wheel bearings should be set to permit at least five full oscillations of the wheel and clip tool).
INNER GIMBAL BALANCE ON ITS CENTERS
14. This test on wheel and gimbal assembly is necessary only when new parts have been installed, and is not undertaken by the service in general. The side centers are placed on knife edges which in turn are placed on a properly leveled surface plate, and the unit should
-5-
be non-pendulous when the axis of the wheel is horizontal.
15. To obtain a satisfactory test, the Torpedo Station removes the necessary metal from one of the wheel bearing bosses. This is not necessary as a service procedure.
ASSEMBLY OF THE CAM PLATE
16. On the upper face of the outer gimbal is scribed a line for the purpose of properly locating the cam plate on this ring. The corresponding line on the cam plate itself when coinciding with the above line on the gimbal ring, insures proper alignment. The cam plate is dowelled and clamped on the upper face of the outer, gimbal. The clamp screws are set up in elongated slots machined in the inner rim of the cam plate.
BEARING ASSEMBLY MARKS
17. The side bearing sleeves are marked numbers 1 and 2 respectively, the number 1 sleeve being to the left and the number 2 sleeve to the right when the outer gimbal is held with the zero reference mark toward the observer and the cam plate at top. These numbers are stamped on the gimbal adjacent to the bearing sleeves. The bearing sleeves are assembled in the outer unit with corresponding numbers in conjunction.
18. (This test should not be necessary in the Naval Service). The outer gimbal ring with top and bottom bearing centers assembled is balanced on a special fixture, pendulous effects being corrected by removing metal from the edge of the gimbal ring on the heavy side. After assembling the cam plate, metal is removed from holes in the cam
plate to make the assembly non-pendulous about the axis through top and bottom bearings.
INNER GIMBAL CLEAR
19. The inner gimbal with the wheel is now placed in the outer gimbal, and the bearings assembled. It should be noted at this point that the zero marks on the inner gimbal and outer gimbal are on the same side. Care must be exercised in making this assembly that extenders and side bearings are not injured. Two slots are cut in the inner face of the outer gimbal ring diagonally opposite each other, one adjacent to each side bearing, to pass the bearing centers as the inner unit is assembled in the outer ring.
20. The entire unit as now assembled is placed in a special fixture with the vertical bearings in the horizontal plane and the hood and wheel combined are adjusted for proper side clearance. To accomplish this, the side bearings are adjusted by moving in or out as necessary. Note that, whereas the adjusting plates force the outer races "in", to push them "out" it is necessary to use a gentle pressure on the inner side of the inner ring to keep them up against the adjusting plates.
21. This side clearance is a critical adjustment. When it is properly made, the assembled unit is non-pendulous (test with about two grains of putty applied alternately to the upper faces of the side bearing bosses), and there is ".005 side play of the inner gimbal ring-in the outer.
22. This balance places the center
-6-
of mass of the inner gimbal and wheel on the line through the vertical pivots and with proper side clearance. After the side bearing clearances are obtained and also the proper balance, the assembly should be reversed (turned 180°) for a check balance. This test is a service test. With a little experience it should be possible to "feel" this side-clearance with sufficient accuracy. It is better to have too much side clearance than not enough but every effort should be made to obtain ".005.
FINAL WHEEL AND INNER GIMBAL BALANCE
23. At this point the assembled gyro is mounted on a small ring support (to protect the lower pivot) and with the cam plate up. A check is then made for the balance of the wheel and inner gimbal assembly. The inner gimbal is rocked gently and then a small weight of about two grains of putty is placed alternately on one wheel bearing boss and then the other, noting that in each instance the inner ring shows the same tendency to turn on the side pivots. The object is in effect a check on the static balance of the gyro.
STATIC BALANCE
24. As above stated, the gyro is now in static balance. The centers of gravity of the wheel and inner gimbal ring are individually and collectively at the point of intersection of the side and vertical pivots, and the outer gimbal ring is non-pendulous about the center line of the vertical pivots, the gyro wheel is exactly centralized inside the hood, and the combined wheel and inner ring are exactly centralized in the outer gimbal ring.
The balance nut also is set for 1.5. It is permissible, when a gyro is known to be in otherwise good condition, to avoid prolonged periods of adjusting wheel bearings to obtain static balance, by moving the nut to a position slightly different from 1.5. If a new static balance position of the balance nut is used, a record should be kept of it and the same nut correction used when placing the balance nut in the running balance position.
METHOD OF CHECKING GYROS DURING PROOF WORK
25. At the Naval Torpedo Station, Newport, torpedoes are fired with gyros as received from the shop except that a check of static balance is made on the Barge. This is to insure that the nut is properly positioned for the run.
26. After a run, the gyro is immersed in gasoline, and blown dry,
(blow through the air passages of air sustained gyros also), bearings are then oiled, and a check made for wheel oscillations and static balance. Also, the side clearance is checked. Necessary adjustments are made to restore proper clearances, and the balance nut is then reset for the next run. If gyros are found to have been covered with heavy oil or water, following the cleaning with gasoline and blowing down, the side bearing sleeves are removed and the inner assembly removed from the outer gimbal ring; the inner gimbal ring is now taken apart without making any change in wheel bearing adjustment, and the wheel bearings and pivots are carefully cleaned and oiled. The inside of the hood and the air passages are likewise carefully cleaned. It should now be possible to effect
-7-
reassembly without any change in wheel bearing clearance having taken place, also static balance should likewise be as before.
27. It is not necessary to remove side centers during this operation although one side center screw in each case will have to be removed. In case side centers are removed, make sure they are reinstalled with the scribe marks coinciding; it is also advisable to reinstall the side centers on the same side from which they were removed. (Note: - It is necessary to remove side centers on air sustained gyros as otherwise the paper washers will become deformed when the two halves of the hood are fitted together).
INSTALLING GYRO IN POT
28. The next step after the gyro is properly conditioned, is to fit it in the mechanism in the torpedo. The assembled gyro is placed in position in the "pot", being careful not to damage extender and making sure the top bearing balls are well down in the outer race; the bottom head is installed and secured with the screws provided. Measurements are then taken on both the locking end and free end of the inner gimbal, with the gyro locked.
GYRO CARRIER
29. Instead of being mounted directly in the pot, the gyro for some movable top plate mechanisms (Plate 2) is mounted in a gyro carrier, a frame containing the top bearing and the bottom head with bottom bearing. This carrier with gyro contained is in turn mounted in the pot, keyed in place and secured by the clamp plate and cover. Positioning of the gyro with regard to
the centering pin is accomplished by adjusting the top bearing in the usual manner.
OUTER GIMBAL CLEARANCE
30. The outer gimbal clearance is obtained by taking two sets of depth gauge readings, one with the gyro seated against the top and bottom bearings alternately. Adjustment is obtained by varying the lower bearing adjustment providing the centering pin test shows that the upper bearing is properly located, as stated below.
UPPER BEARING ADJUSTMENT
31. The upper bearing adjustment is changed only when necessary to obtain proper insertion of and withdrawal of the centering pin. This adjustment is made by installing a top bearing holder washer of proper thickness.
LOWER BEARING ADJUSTMENT
32. The lower vertical bearings of nearly all our gyroscopes are fitted with a shock absorbing spring which is designed for the accomplishment of two purposes: first, to protect the gyro during firing from aircraft and above-water tubes, and, secondly, to provide an adjustment for lifting the gyro so that the balls will run clear of the curved part of the outer ball race, thus in effect, making this lower bearing a "radial" bearing and freeing it from end thrust. The second objective arises from the fact that a moderately heavy end thrust greatly decreases the sensitivity of commercial ball bearings, such end thrust would therefore be detrimental to deflection performance. Installation and adjustment of the lower bearing
-8-
is outlined in the following paragraph.
33. When installing bottom head, the lower bearing holder must not be set in so far that the balls and races of the top and bottom bearings will be damaged as the bottom head screws are set up, be sure to feel vertical play in the gyro before setting up the screws. After securing the bottom head, the spring button assembly is backed out, and the bearing holder is screwed in (do not force) until there is no vertical play of the gyro. Check to see that the balls have properly entered the top bearing outer race (balls sometimes appear seated when actually they are riding on the narrow shoulder just inside the outer race). The bearing holder is then backed off four notches (".0025 per notch, or a total of ".010), and the lock screw is temporarily set. Next, the spring assembly is screwed full in, great care being exercised not to damage the pointed pivot by exerting too much pressure. The spring assembly set screw is then placed in that one of the three holes which can be aligned to a scallop with the least backing out of the spring assembly. After again removing the bearing holder set screw, the holder with spring assembly contained is then backed out one more notch and the set screw replaced. Split pins are replaced in both set screws. There should now be ".0025 to ".005 end play of the gyro above the spring button, and sufficient vertical clearance of the balls in their outer race to allow ".010 compression of the spring. (NOTE: In an early type of string mount in some torpedoes, the string assembly is not adjustable and is screwed full into the bearing holder, the holder then being backed off
not less than one nor more than two scallops from full in.) The vertical play of the gyro must be held accurately to ".0025-".005 in order to prevent the top bearing balls from riding outside of the outer ball path. Upon completion of the above adjustment, it is well to again check the insertion and withdrawal of the centering pin by locking and unlocking the gyro, in order to make sure that there is no "kick" imparted to the gyro by these operations.
MICROSCOPIC EXAMINATION OF PARTS
34. Balls should be examined through a two-power magnifying glass for stains, pits, and mirror finish. Ball paths should be examined in the same manner and for the same defects, plus dents and scores. Wheel pivots should likewise be examined for finish, denting and scoring.
NOTE:- Small brass chips may be found from time to time on bearings using commercial bearings with brass retainer rings, care should be used to remove such particles.
RENEWAL OF BEARINGS
35. In general, it is far better to renew doubtful bearings; however, the promiscuous scrapping of high priced and efficient material is to be guarded against. A little experience should provide the necessary discrimination in this matter.
WEIGHT OF PART COMPENSATED FOR
36. When replacing new locking discs, bearing sleeves, etc., and the rebalance shows heavy due to this change, stock to compensate should be removed from the new part where no harm will result. Make the new part conform to the old, insofar as possible.
-9-
LAPPING TOOLS
37. Lapping operations should be undertaken only on tenders, which vessels are provided with the necessary special equipment. In general, tissue paper and oil are all that is required for cleaning surfaces of pivots and bearings, when necessary. Much damage can be done by the use of lapping compounds by those unfamiliar with gyro work.
OIL
28. Only torpedo gyro oil as provided by the Naval Torpedo Station, Newport, should ever be used on torpedo gyroscopes. The use of too much oil is to be guarded against. Gyros run better with a light film of oil. Too much oil is likely to upset the balance of the gyroscope or make it too sluggish for the proper standard of performance.
INSTALLING CENTERS
39. When installing centers, be sure that the counterbore is clean and free from foreign particles, and that the hardened steel center base, when entering the counterbore, does not carry with it a shaving from the side of the soft steel hole. A tilted center obviously throws out the axis. (NOTE: Centers conducting air for the air sustaining system of air sustained gyros, are invariably seated on paper washers, as are also side bearing sleeves and locking
discs. These must be carefully installed if satisfactory performance is to be expected.)
STATIC BALANCE TO BE MAINTAINED
40. It is recommended that gyros
be constantly kept in static balance when in storage, thus maintaining a condition of balance easy for inspection. If stored in static
balance, and upon inspection the gyro needs nut correction to bring it to "Static" a change has occurred which probably requires disassembly for cleaning. A gyro stored in a running balance condition cannot be properly inspected without first placing it in "static".
NECESSITY FOR PROPER CLEARANCE
41. Many years of experience in the firing of thousands of modern torpedoes at the Naval Torpedo Station, Newport, R.I. has shown that perfection in deflection performance depends more upon the cleanliness, lubrication, and adjustment of clearances of gyros than all other factors combined. The balance nut position for "running balance" as defined in later paragraphs can always be obtained with the necessary precision and is under easy control. Matters of cleanliness, lubrication and clearances, are far more important and are less easily controlled than balance nut positions.
THUMB RULE FOR MAKING WHEEL BEARING ADJUSTMENTS
42. The following thumb rule will be found useful when making
adjustments of wheel bearings to restore static balance. "1/32
movement in arc of the wheel bearings is equivalent to three-fourths of a full turn of the balance nut."
PLATE 1
PLATE 2
-11-
CHAPTER II GYRO GEAR. "NON-TUMBLE", "CONSTANT SPIN" TYPE
General Description
Low Pressure Air System
Paper Washers
Extenders and Centers
Shape of Inner Gimbal (Hood)
Spur Gears Cut on Wheel Hubs
-13-
CHAPTER II GYRO GEAR, "NON-TUMBLE", "CONSTANT SPIN" TYPE
(Plates 3, 4, 5 & 6)
GENERAL DESCRIPTION
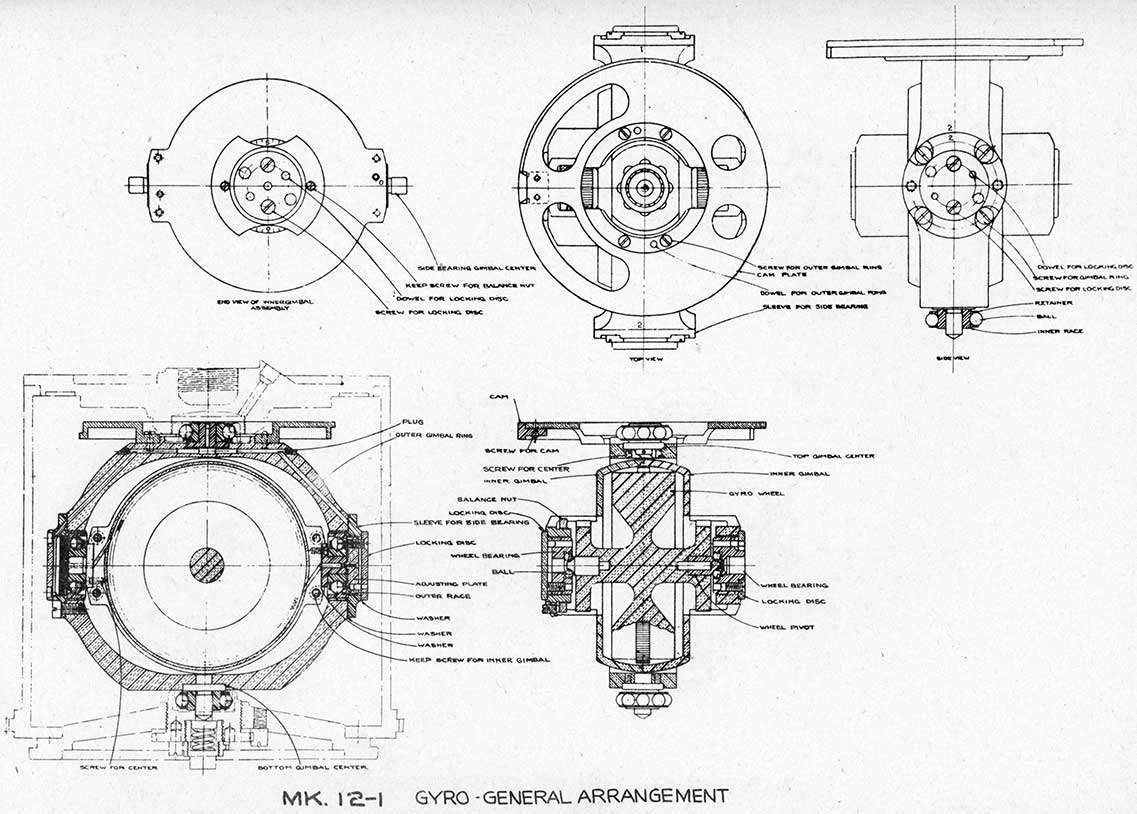
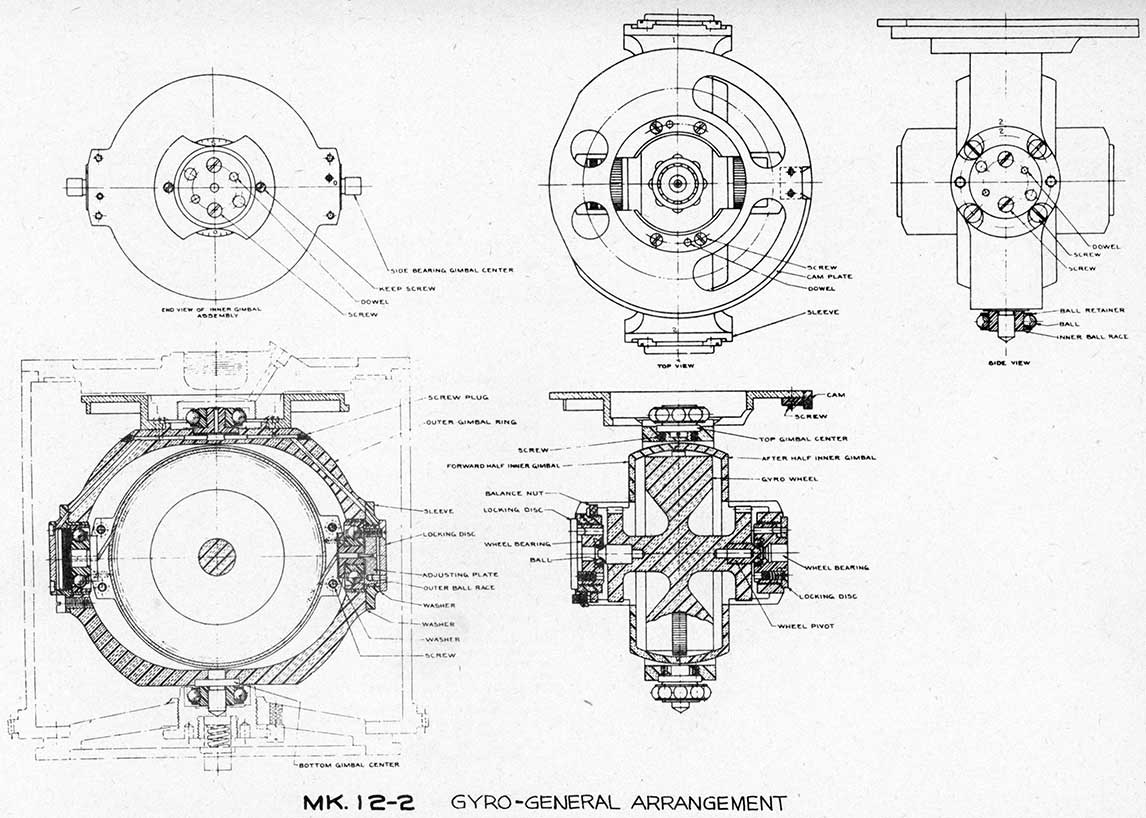
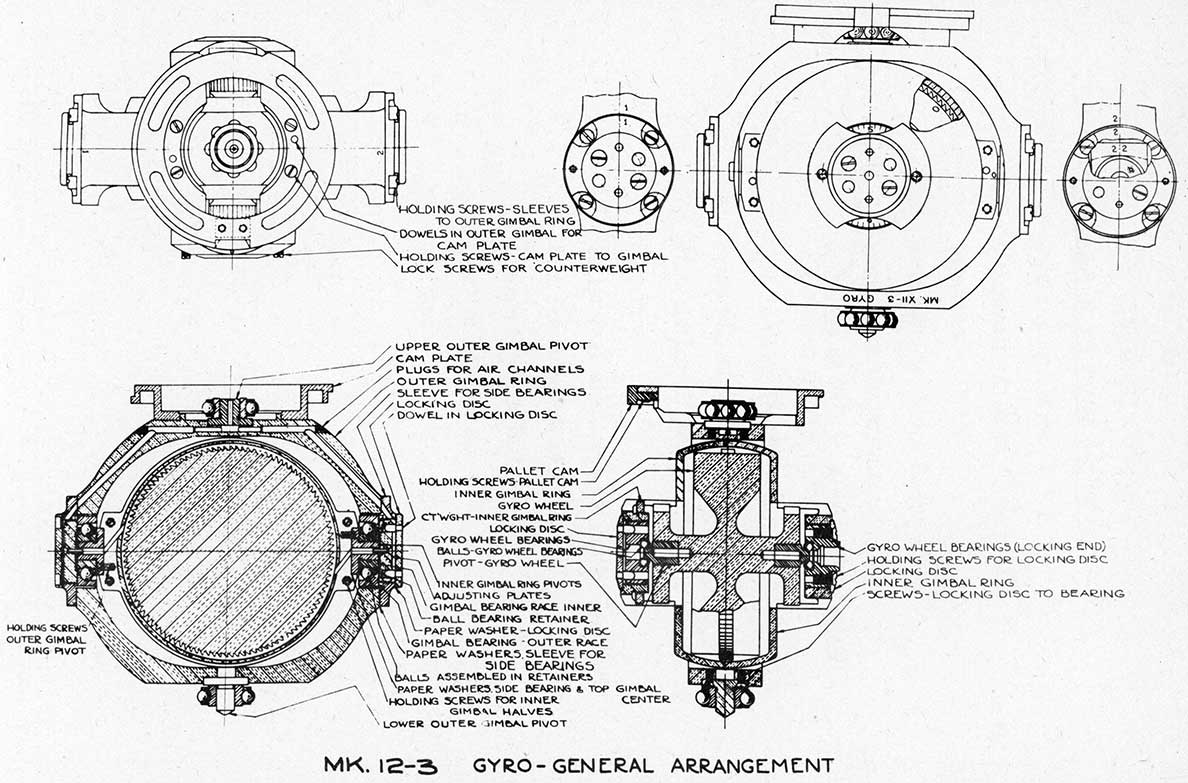
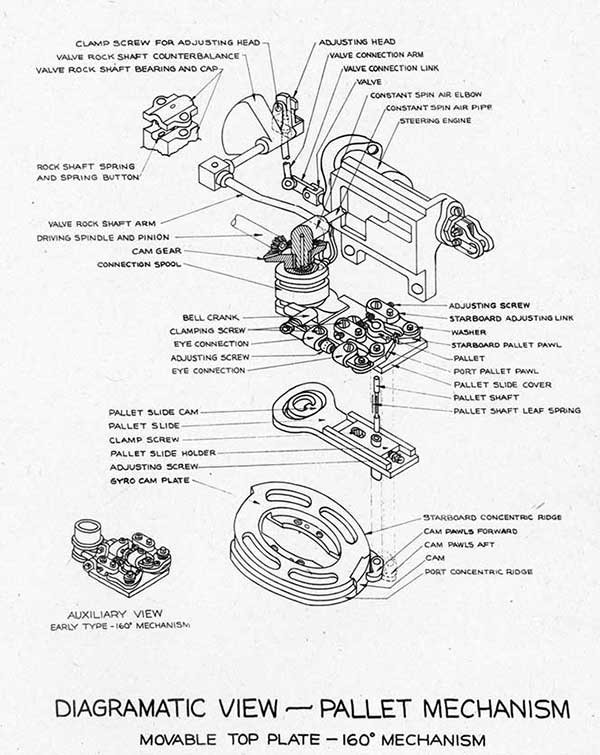
1. The constant spin gyro of the non-tumble type is quite similar to the run down type. The essential differences consist of provision in the constant spin type for a continuous supply of air to the gyro wheel, and machining of buckets on the gyro wheel. The differences between the various Mods. of Mark 12 (constant spin, non-tumble) gyros consist of variations of the cam location (fore or aft), of the size of cam plate (smaller for 160° mechanism) and of the shape of the inner gimbal ring (hood).
2. The information given in Chapter I concerning the assembly, balance, and adjustments of run-down type, non-tumble gyros, applies in full (except as noted) to the constant spin type, and will not be repeated here. In this chapter we will merely review the additional precautions that must be borne in mind in caring for the constant spin type.
LOW PRESSURE AIR SYSTEM
3. Plates 3, 4, 5, and 6 show the passages for air through the various parts of the gyro gear. Air is bypassed from the steering engine air line through a small reducing valve which reduces the pressure from approximately 500 lbs. per sq. in. to 125 lbs. per sq. in. From this
small reducing valve the air, used exclusively for gyro constant spin, is led to the top vertical bearing holder and through an extender inserted in the top center, and thence down through passages drilled in both sides of the outer gimbal ring to the side bearing sleeves. The air then passes through the flanges of the sleeves and diagonally to spaces back of the adjusting plates. From these spaces the air is led through extenders inserted in the center of the side centers, and thence to the nozzle holes drilled diagonally through the inner gimbal ring, and at such an angle that the air will impinge on the saw tooth buckets cut in the periphery of the gyro wheel, and thus impart the necessary force to maintain the wheel at a constant speed.
4. With air at 125 lbs. per sq. in. passing through so many joints in the gyro, it is obvious that care must be exercised in keeping these joints tight. Of material assistance in this matter are paper washers inserted under the top vertical center, and both side centers; also, beneath the flanges of the side bearing sleeves where they contact the outer gimbal ring; also under the locking discs on the side bearing sleeves. In addition to providing washers, all of these bearing
-14-
surfaces are carefully lapped during manufacture, in order to insure a tight seat.
5. Tapered heads of clamp screws are lapped to their seats in the locking discs of the side bearings. Extenders in the top bearing holder and the adjusting plates for the side bearings engage holes in the gimbal centers with sufficient tolerance to permit free turning of the extenders in the centers. Air is prevented from leaking around the outside of the top bearing holder by the copper spacing washer under this bearing holder; this is the spacing washer that is used in controlling the vertical adjustment of the top bearing, as referred to in the previous chapter.
PAPER WASHERS
6. Before installing paper washers, they should be very lightly oiled to insure a tight joint, and extreme care must be exercised that they are installed so that air passages are not blanked off. These washers are stamped out with the necessary holes for screws and air passages; therefore, it is not necessary to make additional perforations.
7. Care must also be exercised in installing paper washers that they are centrally located, thus preventing the jamming of the paper in places where such jamming would prevent obtaining a tight joint.
8. Unless the air system in the gyro is tight leakage of air will occur. This air may be deflected and impinge upon the gyro in such a manner as to cause erratic deflection performance.
EXTENDERS AND CENTERS
9. As above stated, the extenders fit freely in the central holes of the centers (top and both side centers). No special tests are provided for detecting air leakage at these points. The small amount of leakage that occurs is uniformly dissipated and does not affect the gyro balance. Care should be exercised to keep the outer surface of the extender clean and in good condition, and if reasonable care is exercised in handling these parts, no trouble should be experienced in the service. A thin oil film between the extender and the inner surface of the center is the best safeguard against leakage and also provides additional insurance against rubbing which might introduce forces that would cause unsatisfactory gyro performance.
10. During gyro overhaul the fit of extenders and centers can be tested before the centers are assembled on the gimbal rings. This clearance should be a matter of "feel" which a reasonable amount of experience will cultivate.
SHAPE OF INNER GIMBAL (HOOD)
11. In run-down gyros of the non-tumble type, the wheel hood is spherical in shape but with air-sustained gyros the hood more closely follows the contour of the wheel and the exhaust air passages through the hood are brought as close to the center of the hub as it is possible to make them. (Mark 12 air sustained gyros also have the spherical hood).
12. The reason for making these
-15-
exhaust passages more central in the case of air-sustained gyros is that the escaping exhaust air must be prevented from striking the outer gimbal rings or cam plate and thus prevent deflected air currents which might interfere with proper gyro performance. When the original air-sustained, non-tumble gyros were manufactured, they had the spherical hood (as for the run-down type),
but difficulty was experienced from exhaust air currents striking the gyro parts referred to above, thus causing uncertain performance.
SPUR GEARS CUT ON WHEEL HUBS
13. Gear teeth are cut on both ends of the gyro wheel axle to obtain better balance and similarity of windage effects at both ends.
PLATE 3
PLATE 4
PLATE 5
PLATE 6
-17-
CHAPTER III ADJUSTMENT OF THE PALLET MECHANISM
General Description
Disassembly of Parts
Inspection of Parts
Reassembly of Pallet Parts
Preparation for Adjustment
Centering of Pallet, Adjustment of Pallet Clearances and Cam Pawls
Care in Using Tools
Reassembly of Pawls and Links
Installation of Vertical Steering Engine
Stop Pins
Pallet Pawl Adjustment and Valve Clearances
Test for Centering of Pallet
Linkage Friction Test
Check of Adjustments
Air Test
-19-
CHAPTER III ADJUSTMENT OF THE PALLET MECHANISM
GENERAL DESCRIPTION
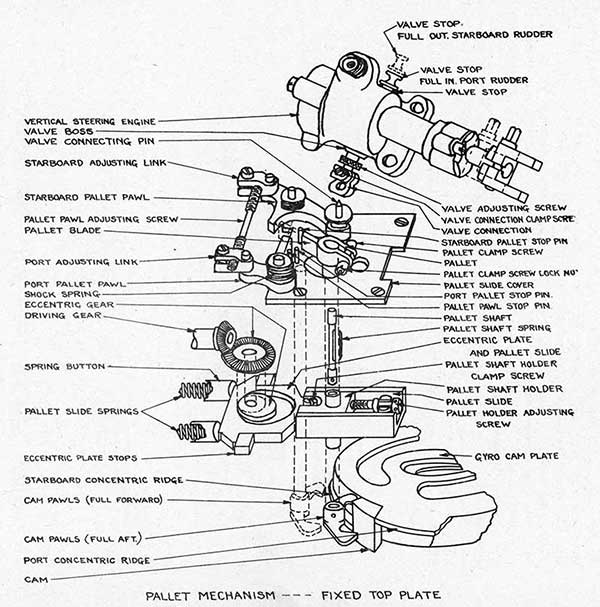
1. There are two types of gyro mechanisms with which non-tumble gyros are used. These two types of mechanisms may be classed as (1) those with fixed top plates, and (2) those with movable top plates. The difference is introduced due to the method of setting for an angle shot. When setting for an angle shot with the fixed top plate mechanism, the gyro pot is set at the desired angle (thus keeping the top plate fixed), whereas with the movable top plate mechanism, the top plate (and pallet mechanism) are set at the desired angle while the gyro pot is fixed.
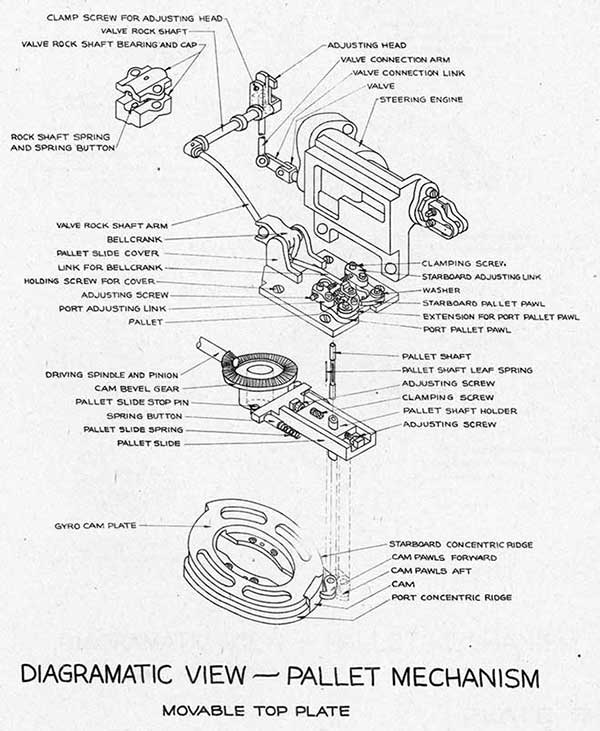
2. Movable top plate mechanisms (those using non-tumble gyros) are at present installed in Mark 13, 14, 15 and Mods. of each, and Mark 7-2B torpedoes, and will probably also be used in later types. (Mark 13 and 13-1 have movable top plates which are locked in place after making centering adjustments during test; these torpedoes are not at present equipped for angle fire setting).
3. The reason for the adoption of the movable top plate mechanism in later torpedoes is that there is far less likelihood of poor deflection performance on angle shots as a result of initial rolling for the first few seconds of the run. Rolling on the getaway of torpedoes is more likely on firings from above-
water tubes than from submerged tubes and during the period of roll the vertical bearings of the gyro cease to be truly vertical, and may even become horizontal if a torpedo rolls 90° thus, in this latter case the gyro momentarily becomes a gyro with two degrees of freedom if the plane of roll is at right angles to the plane of the outer gimbal ring. With neither type of mechanism can this condition exist on straight shots as the plane of the outer gimbal ring is always in the transverse plane of the torpedo; on the other hand, with the fixed top plate type of mechanism, the plane of the outer gimbal ring is turned out of the transverse plane of the torpedo in setting the gyro angle and on 90° angle shots, the plane of the outer gimbal ring is in the fore and aft plane of the torpedo, obviously, with the movable top plate type of mechanism the plane of the outer gimbal ring is still in the transverse plane of the torpedo when it is fired, and during the period of maximum roll; i.e., until the torpedo has started to turn.
4. In the following paragraphs of this chapter, instructions for the adjustment of the pallet mechanism for both types of mechanisms will be given, suitable notation being made where differences occur.
DISASSEMBLY OF PARTS
5. After a torpedo run the gyro mechanism (gyro gear removed) is
-20-
removed from the afterbody thoroughly cleaned in gasoline and blown off with air. The pallet mechanism is then carefully examined, and its operation checked with air connected to the gyro steering engine. If it then appears advisable to disassemble the pallet mechanism proceed as follows:
6. Take off the vertical steering engine, if not already done. Disconnect and lift off both pallet pawls with their adjusting screws and links attached. Slack up the pallet clamp screw and lift off pallet. Reach in the pot and withdraw the pallet shaft with the cam pawl permanently attached. Be careful not to drop and lose the small leaf spring inserted in some pallet shafts. (Note:- On mechanisms with movable top plates the linkage which transmits movement of pallet pawls to the vertical steering engine valve is much longer than with the other type mechanism. It is convenient in some mechanisms to remove the pallet pawls and bell crank together, while in other mechanisms they may best be removed separately. Remove the cap holding the rockshaft in position if it is desired to remove the rockshaft arm, rockshaft and valve lever arm. Exercise care not to deform parts.) The latest type mechanisms (having movable top plates capable of 160° angle shots) include in the linkage between pallet and valve a central spool connection, the disassembly (together with cam gear and cam) of which requires removal of the top bearing holder and spin air connection nipple and elbow.
INSPECTION OF PARTS
7. Examine the shaft, pallet, and cam pawl for burrs, looseness, and
distortion. The pallet shaft is a lapped fit in its carrier. The spring is installed to create artificial "drag". If necessary, the
cam pawls and pallet may be "dressed" on their contact points by the sparing use of an oil stone. Examine and clean the rock shaft springs and spring button. The purpose of these spring buttons is to impress a slight drag on the rock shaft so that the linkage will not chatter due to vibration during the run
(mechanisms with movable top plates only.) Clean all parts thoroughly.
REASSEMBLY OF PALLET PARTS
8. Reassemble the pallet shaft spring (if any) and shaft (cam pawl attached) in the holder and put the pallet on its shaft, allowing just enough up and down motion to feel a little clearance. Set up on the pallet clamp screw lightly - just enough to maintain pallet blade in position during initial adjustments.
PREPARATION FOR ADJUSTMENT
9. Before proceeding further it is necessary that the top bearing in the gyro pot be properly adjusted so that the gyro will lock and unlock freely - this height adjustment has been referred to in Chapter I, and is described in detail in each of several pamphlets issued for various Marks of Torpedoes.
10. Install the gyro in its pot, and screw down the holding screws of the bottom head, noting carefully that the balls of both bearings engage fully in their races. Adjust the lower vertical bearing,if necessary, and lock the gyro. While inserting the gyro have the cam pawl in the "all the way out"
-21-
position to avoid its being struck by the gyro cam plate while the gyro is being installed. Next move the cam pawl to the "all the way in" position, being careful that it doesn't jam on the cam plate and thus bend the pallet shaft. This movement brings the cam pawl into contact with the cam on the cam plate, which it should just straddle without binding and yet be held rigidly in position there.
11. This assumes that the pallet slide is in its approximately correct position. If there is danger of the cam pawl binding on the cam, adjust the pallet holder so that this binding will not take place.
CENTERING OF PALLET, ADJUSTMENT OF PALLET CLEARANCE AND CAM PAWLS PALLET CLEARANCE AND CAM PAWLS
12. These adjustments are made simultaneously, and serve a threefold purpose: (a) to center the pallet blade with respect to the cam pawls, (b) to obtain the proper pallet blade movement to right and left as the cam plate is turned correspondingly, and (c) to obtain the correct clearance between cam plate and cam pawls in the "full in" position.
13. Unlock the gyro, reach a hand through a bottom plate opening (or through the side opening in the pot of movable top plate mechanisms) and slowly swing the cam plate right and left. This action brings both concentric ridges into play, each Operating its respective cam pawl, which moves the pallet left and right between the stop pins as the right and left cam pawls come into contact with the cam.(See Plates 7, 8 ,and 9).
14. Correct engagement of the cam pawls to cam should be accompanied
by a metallic "click" as the transfer from right to left or vice versa takes place. A very light touch will be felt at the instant of transfer, but the slightest feeling of sustained "drag" indicates binding of cam pawl on cam and must be corrected by loosening clamp screw and turning pallet holder adjusting screw to increase clearance between cam pawl and cam.
15. With cam pawls still at "all the way in" position and with pallet blade clamp screw set up only lightly, swing the cam plate (thereby swinging the pallet blade) to one side and insert a ".010 feeler gauge between the pallet and stop pin, if necessary forcing the gauge in so as to turn the pallet blade on the pallet shaft. Then swing the cam, and pallet, to the other side and measure the clearance between pallet and stop pin on this side. If this clearance is not ".010, center the pallet blade by gently tapping (with the end of a screw driver) until equal clearances are obtained at the end of throw to each side, and then adjust the pallet holder adjusting screw until ".010 clearance is obtained at both pins. If, as is seldom the case, ".010 cannot be obtained without causing binding or otherwise faulty engagement of cam pawls to cam, obtain equal clearances between pallet and stop pins of as nearly ".010 as possible while maintaining proper engagement at the cam. Draw up pallet holder clamping screw. Loosening the pallet holder clamp screw sometimes affects the pallet blade clearances; measurements should therefore be made with the clamp screw tight.
16. Move the cam pawl to the "all the way out" position to disengage
-22-
it from the cam, and carefully tighten the pallet blade clamping screw and locking nut. Move the cam pawl back into engagement with cam and check "click" and "drag" and pallet clearance adjustments.
TOOLS
17. When tightening the pallet clamping screw and locking nut, tighten first the screw and then the nut; since, if in using two screw drivers the nut is tightened at the same time as the screw, the screw may become locked before the pallet blade is tight. When using tools be careful not to burr the parts; always use the special tools provided. In backing out the pallet shaft holder clamp screw, be careful not to back it out far enough so the screw head will strike the pallet slide cover when the slide is moved.
REASSEMBLY OF PAWLS AND LINKS
18. Replace the pallet pawls, adjusting screw, and links on the slide cover and install the friction springs (if any), washers and pins. On mechanisms not fitted with-friction springs over pallet pawls to prevent excessive wobble of the pallet pawls, washers on the pawl pivots are bent as necessary to take up play.
INSTALLATION OF VERTICAL STEERING ENGINE ENGINE
19. In mechanisms with movable top plates, assemble the entire valve operating linkage and the vertical steering engine at this time.
20. In mechanisms with fixed top plates, assemble the vertical steering engine as follows: Haul the valve "in" and slip the valve
connection over the valve connecting pin on the starboard pallet pawl. Slack up the valve connection clamp screw and rotate the knurled valve adjusting screw until this connection can be made. Set up on the steering engine holding screws.
STOP PINS
21. During normal operation of the pallet mechanism, no contact is made by the pallet blade or pawls with any of the three stop pins. As mentioned before, clearances between two of the pins and the pallet blade are measured in order to center the blade on the pallet shaft and adjust the angular throw of the pallet blade. The third (offset) pin was originally intended as a safety stop to function in case the valve stop collar became loosened and unscrewed during a run. A clearance of from ".007 to ".012 was required between this pin and the adjacent pawl when the pallet was full out against the other pawl, however, this clearance is now disregarded except during manufacturing assembly. It should be unnecessary in the Naval Service to consider the amount of this clearance as long as at least some, clearance exists.
PALLET PAWL ADJUSTMENT AND VALVE CLEARANCES CLEARANCES
22. From the standpoint of pallet pawl adjustment, pallet mechanisms are divided into four types as illustrated by Plates 7, 5, 9 Auxiliary view, and 9. The method of adjustment of each is affected somewhat by considerations of length of linkage, location of adjusting screws, valve stops, spool connections, etc.
23. FIXED TOP PLATE TYPE, PLATE 7. Loosen clamp screw at valve stem.
-23-
Swing pallet blade to starboard, insert a ".010 feeler gauge (".007 to ".012 clearance allowed) between end of pallet blade and starboard pawl, and move pallet blade toward pawl by rotating the driving gear. Adjust the valve adjusting screw (valve and stem) until, when the valve stop collar on the outboard side of the valve is flush against the valve chest boss and the pallet blade is all the way out, the feeler gauge will be a snug fit between the pallet blade and pawl. Draw up the clamp screw. (In making this adjustment it may be necessary to adjust the pawl adjusting screw to prevent contact between the port pawl and its stop pin).
24. Now swing the pallet blade to port; at the same time shifting the position of the pallet pawls, and loosen the clamping screws on the pawl adjusting screw. Adjust the pawl adjusting screw by turning with a small screw driver until, when the collar of the valve stem is flush against the inboard valve chest boss and the pallet blade is all the way out, the ".010 feeler gauge makes a snug fit between the pallet blade and pawl. Draw up clamping screws.
25. MOVABLE TOP PLATE TYPE, PLATE 8. Adjust first the port pallet pawl. The stop for this pawl is the vertical steering engine valve, as usual. With pallet blade all the way out and swung to port and with the valve hard up against its stop collar, obtain a clearance of about ".010 (measure with feeler gauge) between the pallet blade and the port pawl. This clearance is varied by adjusting the adjusting head on the upper end of the valve arm. Ordinarily this adjustment will not have to be changed and the adjustment on the adjusting head is supposed to be
permanent; hence the bench mark. If the proper clearance between the port pallet pawl and the pallet is not felt, the bench marks on the adjusting head are probably out of line, under which circumstances they should be realigned and securely clamped. If, as will seldom be the case, improper clearance exists and the bench marks on the adjusting head are in line, it will be necessary to reset the adjusting head and to change the bench mark. Never adjust by bending parts unless it is very apparent that extensive accidental bending is the cause of maladjustment.
26. Next, swing the pallet blade to starboard, at the same time changing the position of the pawls, and obtain a clearance of ".005 between the end of the pallet blade and the starboard pawl by means of the pawl adjusting screw. This clearance is made one half as great as at the port pawl in order to offset the effect of additional play in the linkage from valve to starboard pawl, introduced in the connection between port and starboard pawls.
(Latest experience at the Newport Naval Torpedo Station indicates that ".005 at both pawls may be more satisfactory for this type of mechanism).
27. MOVABLE TOP PLATE TYPE, PLATE 9 AUXILIARY VIEW. In this mechanism an additional adjusting screw is provided in the connection between bell crank and pallet pawl, the connection is made to the starboard rather than the port pallet pawl, and the linkage includes a "connection spool". When the adjusting head between rockshaft and valve arm is lined with its bench mark, equal clearances should be obtained for the connection spool at the ends of its travel on the cam gear hub,
-24-
as the valve is operated to full throw in both directions. If clearances approximately equal are not obtained it will be necessary to reset the adjusting head and scribe a new bench mark.
28. After obtaining proper spool clearances, with pallet blade swung to starboard and all the way out obtain a clearance of about ".005 between the pallet blade and starboard pawl (full valve throw) by setting the adjusting screw between bell crank and pawl.
29. With the pallet blade swung to port, obtain a clearance of ".005 between the pallet blade and port pawl, adjust by means of the pawl adjusting screw. NOTE: In this mechanism the clearances are made ".005, or less, at both pawls, rather than ".005 at one and ".010 at the other as for the mechanism of Plate 8, in order to "close up" as well as possible the additional play introduced in the linkage by the spool connection.
30. MOVABLE TOP PLATE TYPE, PLATE 9. This mechanism varies from the one mentioned in paragraphs 27 to 29 above only in that the linkage is connected to the port rather than starboard pawl, and the connection to the pawl is offset to permit free access to the pallet blade and pawl points. The adjustment of this. mechanism- is identically the same as described in paragraphs 27 to 29, except that obviously the order of making pawl adjustments is interchanged because of the change in connection from starboard to port pawl.
TEST FOR CENTERING OF PALLET
31. Now lock the gyro, press the valve in mid-position so that the
contact points of the pallet pawls are exactly opposite each other, and rotate the driving gear. The pallet should oscillate forward and aft between the points of the pallet pawls without touching either. The clearance on each side of the pallet should be about 0".002 (".003 to ".005 total). If less than this, stone
the end surfaces of the pawls to obtain proper clearance, such stoning should be unnecessary unless new parts are installed. NOTE: At one time, this clearance was required to be ".008 total, and will be so found on some old torpedoes. Such clearance is undesirable, but is not considered cause for replacement of parts in the Naval Service.
32. Since the cam pawls straddle the cam with about ".002 side clearance, there is a small amount of angular play in the pallet blade when the cam pawls are engaged (gyro locked). To take this play into account when centering the pallet, proceed as follows: Move the pallet blade out and swing to starboard, moving pawls as necessary to permit swing of pallet. Then slowly move the pallet slide all the way in,thus causing the pallet blade to be straightened out by cam action. Set the pallet pawls in mid-position and move the pallet slide out again, observing the clearance between blade and pawl. Repeat this procedure with the pallet initially turned to port side. The true central position of the blade will then be the mean between the two slightly different "central" positions.
33. If the pallet has correct clearance as per paragraph 31 above, but does not pass between the pawls without striking, the angle setting device probably is not centered. Therefore, slowly turn the angle
-25-
setting device right or left until the pallet finds its central position. In theory this should not be necessary, but allowed tolerances and mechanical errors creeping into assemblages of the many parts make a fixed adjustment impossible. If, with the pallet in its central position, the centering bench mark in the pot is only a few thousandths off zero (equal or less than the width of the mark itself) set the pot back-on zero and correct the centering by loosening the pallet clamp screw and turning the pallet blade on its shaft. (It is very important that this adjustment shall not be so large as to cause the pallet blade to make contact with either of its side stop pins as it is swung from side to side by cam action). If the bench mark is more than its own width off zero, correct by scraping out the old bench mark and scribing a new one, or, in later mechanisms, by shifting the marker.
LINKAGE FRICTION TEST
34. (On movable top plate mechanisms). Adjust the friction in the valve linkage until a force of 10 to 12 oz. on the lower end of the valve lever is necessary to operate the linkage (with valve connected). In addition to stretching the springs of spring buttons under the rockshaft it is often necessary to further increase friction in rockshaft bearing by filing material from joint surface of rockshaft bearing cap. Counterweights on rockshafts of latest mechanisms also help to eliminate flutter from linkage.
CHECK OF ADJUSTMENT
35. At this point all adjustments have been made to insure proper functioning of the pallet mechanisms,
and successful operation should follow. However, THE TRUE TEST OF PROPER ADJUSTMENT IS THE MANNER IN WHICH THE PALLET MECHANISM, OPERATES THE VERTICAL STEERING ENGINE. At the Naval Torpedo Station at Newport, a running stand test is given as a material test and to "run in" all movable parts. This is optional in the service, but is advisable as a test of the operation of the pallet mechanism. If a running stand test is not given, at least an "air test" as described below should be given to insure proper functioning of the pallet mechanism.
36. IT IS IMPORTANT to note that in movable top plate mechanisms, the amount of play in the linkages due to allowed tolerances and to wear and to "spring" in the lever arms make the specification of clearances between pallet pawls and blade only approximations, at best. These stated clearances should therefore be looked upon as fairly exact guides, rather than as indisputable specifications, and reasonable variations of adjustments should be made if necessary to obtain proper operation of the mechanism during the "air test".
AIR TEST
37. This test should be given if a running stand test is not given, to insure proper functioning of the pallet mechanism. For this test, it is not necessary to spin the gyro, but it should be in position in the pot and properly adjusted for height.
38. Mount gyro mechanism with gyro in test stand.. With the gyro locked, rotate the spin wheel to see if the unlocking gear functions after 60 revolutions have been made. See that
-26-
the centering pin has been fully withdrawn and is clear of the gyro.
39. Hook up a 400 lb. per so. in. air lead to the vertical engine. Start the electric motor which drives the pallet slide, (turn pallet driving gear by hand if a test stand is not available), and turn on the air pressure. Swing the gimbal right and left so that the cam pawl will strike alternate sides of the cam on the cam plate, and note the action of the vertical steering engine. The engine should respond with prompt strokes as the gimbal ring is swung from side to side. The exhaust air explosions, if the
valve is central, will ordinarily be equal in intensity, but this is not as reliable a guide as the promptness of the stroke of the piston, watch the piston. If the results appear unsatisfactory, the cause. must be sought for by careful examination of the various parts in operation. No instructions on this checking can be given; the only guide is the application of a reasonable amount of thoroughness and intelligence.
40. When the various requirements indicated have been met, the mechanism is ready for a running stand test if such is considered advisable.
PLATE 7
PLATE 8
PLATE 9
-27-
CHAPTER IV STAND TEST
General Information
Requirements for a Passing Run
Setting of Reducing Valve
Arrangement of Graduated Arc
Description of Data Sheet
Graphic Picture of Test
Illustration of Typical Runs
Value of Stand Test
-29-
CHAPTER IV STAND TEST
GENERAL INFORMATION
1. Our torpedo gyro development has progressed so rapidly in the past few years that considerable doubt is now felt as to the necessity or advisability of stand testing a torpedo gyroscope before firing on a run. The elimination of previously unknown factors adversely affecting gyro performance has now reached the point where if a gyroscope is properly cleaned, assembled and balanced, it will perform as accurately as the basic design permits. Design limitations are imposed not only by theoretical consideration but practical uses as well. For example, theoretically gyro bearings and pivots should be made as small as possible for sensitivity; on the other hand the rigorous firing conditions expected of modern torpedoes demand ruggedness. Ruggedness is so important that sensitivity must be sacrificed therefore.
2. Stand tests are given on newly manufactured gyroscopes at the Naval Torpedo Station, Newport, wherein each torpedo gyroscope is tested with its own mechanism. These units represent newly manufactured parts and under these circumstances a stand test is most desirable to insure that these new parts are functioning satisfactorily. It may, therefore, be stated as a general principle that a stand test should be given to any torpedo gyro and mechanism when new parts have been
installed or there is any uncertainty in regard to adjustments of the various parts of the controlling mechanism. With proficient gyro personnel, even this principle need not be strictly adhered to, and even under these circumstances it should not be necessary to make a full duration run. It must be borne.in mind that every time a torpedo gyro is fired, either in the stand or on the range,wear of parts is involved, and obviously the life of bearings and pivots is limited.
3. The procedure followed by the Naval Torpedo Station, Newport, in proving torpedoes with non-tumble gyros is as follows: The new gyroscope and mechanism are first stand tested in the shops; the balance nut as a result of this stand test is nearly always the static balance position (1.5) with the latitude correction. applied, making it 1.9. A variation from 1.9 will be noticed in the proving runs of some torpedoes; this variation must be regarded as due to the particular set of side bearings used at the time, and is therefore not indicative of performance to be expected with a different set of side bearings. A tolerance of plus or minus two tenths of a turn on the balance nut is allowed to cover such cases, although this tolerance is not necessary with a large majority of gyros. The torpedo then goes to the proving range and is fired for proof. It is required that the torpedo prove with the balance nut setting
-30-
as set in the shops except where it is necessary to renew side bearings on the range, under which circumstances the shop tolerances referred to above are permitted. Analysis of range performances of several hundred torpedoes fired during the 1935 ranging season shows that a variation of plus or minus two-tenths of a turn from the theoretical nut position of Newport makes no appreciable difference in deflection error. On the proving barge, torpedoes are made to prove under these conditions by merely cleaning, reassembling, and readjusting the gyro, with very few cases of replacements of bearings. The proper accomplishment of this task is the factor that governs the balance nut position within the above tolerances, and experience has demonstrated that if the torpedo gyroscope and its mechanism are in satisfactory condition, it will perform best with its balance nut set for static balance with the latitude correction applied. No stand tests of torpedo gyroscopes are given on the proving barge at the Torpedo Station, Newport. The causes of deflection failures on the range in the large majority of cases are changes in adjustment of clearances; improper sensitivity of the bearings; or maladjustment of pallet mechanisms; they are corrected by cleaning, oiling, rebalancing and readjusting, rather than by a balance nut change.
4. This shows that personnel afloat entrusted with the care and adjustment of the gyroscopes and their controlling mechanisms should be proficient in making such adjustments, and once they attain this proficiency, the stand test is of decidedly questionable value.
5. The following instructions are
given in the method of conducting a running stand test for the use of those who desire to do so.
REQUIREMENTS FOR A PASSING RUN
6. The gyroscope and mechanism being in proper adjustment, are installed in the stand and after being spun, the gyro is required to maintain its initial plane of rotation for a period of 15 minutes within limits such that observations of right and left deflection taken in tenths of a degree at intervals of one minute, the algebraic sum of the resultant deflections to any elapsed time when plotted against time shall show a path within 1/2 degree, right or left of the initial position. The deflection of the gyro is determined by oscillating the stand to right and left through the minimum angle required to operate the steering engine, the mean of the angular displacements resulting from these oscillations being taken as the position of the gyro axis.
SETTING OF REDUCING VALVE
7. When using a constant spin gyro the reducing valve to the air line supplying air to the periphery of the wheel is set at 125 lbs. per sq. in. (Mark 13, 14 and 15 and Mods of each torpedo, or as directed in the instruction book for that particular type) before firing on the range. However, for the stand test this pressure is set at 100 lbs. per sq. in. in order that the stand test will more nearly simulate conditions in the torpedo during the run. This reduced regulator setting gives the same number of revolutions to the gyro wheel in the stand, that is given by the higher pressure (125 lbs. per sq. in.) on the range. In other words, a gyro wheel in a
-31-
torpedo running on the range does not attain as high a wheel speed as it would in the stand with the same reducer setting for the reason that the afterbody pressure in a torpedo running on the range slows the wheel down. Thus, in order to get the revolutions of a gyro wheel in the stand that would obtain in a torpedo with the reducer set for 125 lbs. per sq. in., it is necessary that the reducing valve on the stand be set for 100 lbs. per sq. in.
(representative conditions).
ARRANGEMENT OF GRADUATED ARC
8. To enable the observer to register one-tenth degree, the arc upon which the degree scale is scribed on the stand, is advanced from the center of the stand to 21-1/2 inches. The degree scale is then scribed in degrees and tenths of degrees.
DESCRIPTION OF DATA SHEET
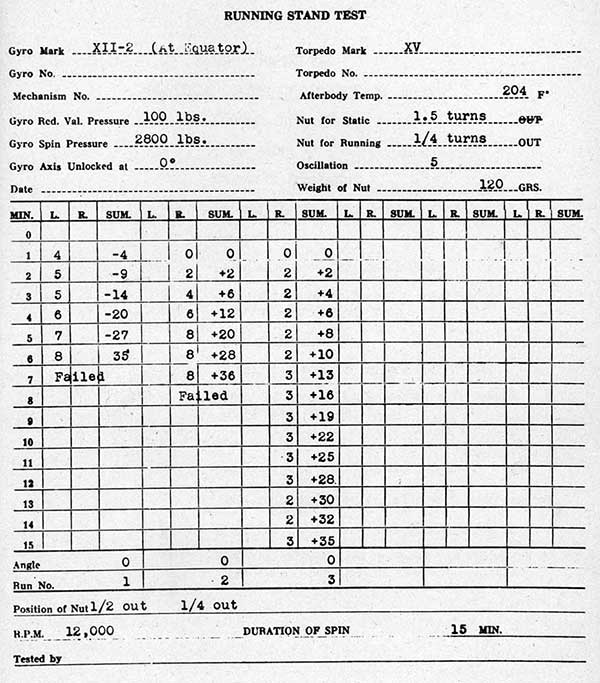
9. A data sheet has been devised for service use upon which may be recorded the readings after each minute (see Plate 10). The first column registers the minutes of the run, the second column registers the amount in tenths of degrees the gyro axis is to the left of the initial plane, the third column resistors the amount in tenths of degrees the gyro axis is to the right of the initial plane, and the fourth column registers the algebraic sum of the right and left deflections as represented in columns two and three. We call one tenth of a degree one unit.
GRAPHIC PICTURES OF TEST
10. If the conditions as expressed above were graphically portrayed on
paper, the allowed limits of performance would be represented by two straight lines originating at the starting point and diverging at an angle from each other equal to the sum of the allowed performances (one degree of arc). A straight line bisecting this angle would represent the initial plane of spin. At the end of any given minutes up to and including 15 minutes, the position of the torpedo should be within these two limiting lines; never outside.
EXPLANATION OF TEST
11. One-half a degree being five-tenths of a degree, and our recordings being in tenths of a degree, (called "units") let us visualize as of the end of each minute, the case of a gyroscope which follows exactly one of the two limiting deflection lines. At the end of the first minute we would charge it with five units; at the end of the second minute we would charge it with ten units; at the end of the third minute we would charge it with 15 units; and so on until at the end of the fifteen minute run it would be charged with seventy-five units total, although the pointer maintained a constant position five units from the initial plane of spin. This gyroscope was therefore just within the passing limit for each minute, for its deflection performance has been one-half degree from the plane of initial spin. This same applies whether our assumed gyro had followed the left or the right limiting line. Had this gyroscope been in a torpedo during an actual run, the torpedo would have steered a straight course one-half degree from the initial plane of spin. If, however, the gyro wheel axle had in the course of
-32-
its fifteen minute run precessed variably to the right and left of its initial plane of spin, so long as the algebraic sum of the units of deflection does not exceed the limiting number of tenths for any particular minute, the performance is considered satisfactory; obviously, the allowed deflection right or left at any given minute is five times the given minutes expressed in the above units.
12. While it might be rightly contended that a gyroscope is in better adjustment if it follows a straight line down the range than if it oscillates from right to left, the fact remains that we are interested in its final deflection error at the end of the fifteen minutes more than at any intermediate point, providing it does not pass outside of our established limits at any intermediate point. The object of the running stand test is to so adjust the gyro that every reading on the scale will be not over five units (from zero or initial spin line) and that the sum of these recordings at the end of any given minute will be not more than five times the given minute.
ILLUSTRATION OF TYPICAL RUNS
13. Typical Run No. 1 - In this example we will give. all right deflections a positive sign and all left deflections a negative sign. Let us assume the first run given on plate 10-. We find on this first run that, the gyro was unlocked with its axis on zero (as is always the case) but at the end of the first minute of the run, the axis was at four units left. At the end of the second minute the axis was at five units left. These having negative signs, according to the above
assumption, are extended to column four and added. When we add algebraically all like signs are added, and negative are subtracted from plusses to get the total sum. We see at the end of the sixth minute the algebraic sum to be thirty-five. The allowed deflection is five times the minute, and in this instance this allowed deflection is thirty units. Hence, the run fails. Since the sum is negative, and thus represents left deflection, we turn the balance nut to the left to effect a correction. It will be noted from the bottom of the sheet for this run that the balance nut was given one-half turn. Since this test is considered as having started with the nut in its static balance position (1.5) as a result of the first run, the nut is now set at 1.0 for the next run. (Note: With clockwise turning gyros the change would be the same, as the balance nut-is aft of the gyro wheel).
14. Typical Run No. 2 - The next run, run No. 2, shows the gyro axis on the right of the zero line throughout, and fails at the end of the seventh minute because the sum is in excess of the allowed amount of thirty-five units. As the deflection error is right, we turn the balance nut right to correct, and as will be observed from the bottom of the sheet, one-quarter of a turn was given, thus leaving the nut position 1.25.
15. Typical Run No. 3 - Run No. 3 shows a typical passing run of a constant spin gyro. At the end of the fifteen minutes the algebraic sum was thirty-five units right and since the allowance is seventy-five units, the gyro is considered passed. It will be noted that in this case there is no point where
-33-
the algebraic sum is in excess of five times the number of minutes of run.
16. Nut Position - The final position of the balance nut in the example cited is therefore 1.25. Since in this example we started the stand test with the gyro in static balance, it is obvious that we assumed this gyro to have been given its stand test on the equator. Had the test been conducted at any other geographical position than, the equator we should have started with a balance nut position equal to static balance plus the latitude correction. This gyroscope used in the above illustration is now ready to go to the range, but we must not forget to set the reducing valve pressure back to 125 lbs. per sq. in. so that during the rum the gyroscope wheel will make the same number of revolutions it made in the test stand; this additional pressure being necessary for the reason stated above as overcoming the slowing down of the wheel due to afterbody back pressure.
17. Over- Reading - It will be noticed that in Run No. 1 our gyro had really failed at the end of the fifth minute; it was allowed to run to the sixth minute merely in order that we could be sure it was going to continue to go off in the same direction. This represents shop practice and was not necessary to prove or disprove the gyro.
VALUE OF STAND TEST
18. This subject has already been generally discussed earlier in this chapter. The results of the stand test conform very closely to the range performance of the gyro. With run-down type gyros on which there are no hoods, the stand test is not a close indication of range performance due primarily to the fact that unless a gyro wheel is hooded, the air particles thrown off by the spinning wheel bombard the inner gimbal ring unsymmetrically when deflected from the inner surface of the outer ring, which in a running torpedo is inclined back from the vertical due to the gliding angle of the torpedo.
19. It appears unlikely that any torpedoes which the service may be expected to handle in the future will be fitted with unhooded gyro wheels, even in run-down types. With the installation of the hood on the gyro wheel, both air-sustained and run-down types, we eliminate adverse windage, which for many years was an unknown and large cause for poor gyro performances. With the elimination of adverse windage our gyros now perform about as may be expected theoretically always providing that they are maintained in proper condition as regards cleanliness and adjustment.
Plate 10
-35-
CHAPTER V THEORETICAL CONTROL OF TORPEDOES BY GYROS
General Information
Precession
Causes of Precession
Lateral Error Due to Precession
Creep
Calculations of Horizontal Creep
Calculations of Balance Nut Position to Correct Horizontal Creep
Speed of Gyro Wheel
Effect of Errors in Balance Nut Setting
Effect of Errors Due to Assuming Incorrect Gyro Wheel Speeds
Inherent Gyro Error
Preparation of the Gyro for a Run
Indeterminate Errors in Deflection Performance
Effect of Firing and Running Conditions on Gyro
Indexing of Directors or Tubes for Firing in Latitude Other Than Balance Nut Latitude
-37-
CHAPTER V THEORETICAL CONTROL OF TORPEDOES BY GYROS
GENERAL INFORMATION
1. A spinning gyro wheel that is unaffected by any external forces such as bearing resistance, air currents, etc., will maintain its axis in the original line of spin, and will continuously point to the same point in space. Such a gyro wheel may be said to be in static balance. A gyro wheel spinning as above maintains its original plane of spin, but due to the rotation of the earth and resultant changes in position of the planes of the meridians relative to the spinning wheel, and as a result of the earth's rotation about its axis, the axle of the gyro wheel appears to creep to the right in north latitudes and to the left in south latitudes, irrespective of the initial direction in which the wheel of the gyro was pointing. This apparent precession due to rotation of the earth we will hereafter call "creep" to distinguish it from "precession" caused by local impressed forces.
PRECESSION
2. The word "precession" as used herein means movement of the gyro axis due to the application of an outside force. Such precession may be in the. horizontal plane, or in the vertical plane. It may be expressed in either angular or linear units of measurement.
CAUSES OF PRECESSION
3. An external force, as referred to above, is any force applied anywhere on the gyro which causes it to "precess", and thus behave in a different manner from what it would were it in pure static balance. An unbalanced force may be caused by a change in the balance nut position; by friction in any of its bearings (except wheel bearings) wherein such friction can be brought into play to oppose the wheel's maintaining its original plane of spin; permanent heel of the torpedo, by causing an inclination of the outer and inner gimbal rings from their original position of spin, may cause the introduction of minute bearing pressures or forces, a large initial roll, or considerable variation in depth may cause "precession" because of the external forces of friction at the bearings, brought into play by these irregularities of torpedo performance; too much lubricating oil on bearings may cause drag which in opposing the natural tendency of the gyro to "creep" will set up external "precessing" forces; air currents which may be allowed to impinge upon gimbal rings, or the wheel itself, may likewise constitute external forces which will cause precession.
4. Fortunately, it is possible to hold these external forces within
-38-
reasonable limits if the gyro is kept cleaned, properly lubricated, and properly adjusted. The design of our later torpedo gyros and mechanisms (those in active service today) has practically eliminated the danger from air currents. It has been the aim of design to make all the gyro bearings as sensitive as possible and yet sufficiently rugged to withstand the shocks incident to firing the torpedo from all types of tubes, and from aircraft. Ruggedness has been the first consideration because erratic performance is sure to follow failure of gyro parts due to weakness. We have had to accept a certain loss of sensitivity in order to meet the problem of ruggedness in service. Even under these circumstances, however, we know that our torpedoes will perform satisfactorily in deflection if the gyroscope is properly cleaned, oiled, adjusted and balanced.
5. Precession of a gyroscope is therefore prevented by proper care of the gyroscope itself; creep is prevented by introducing an external force of such magnitude that it will exactly neutralize it; the external force referred to is applied by a change in the balance nut position from that which it would have when the gyroscope is in static balance.
6. Expressed in other words, this means that the purpose of the balance nut is to correct for creep due to the firing latitude, and for this purpose only; the balance nut therefore introduces a "precession" which should exactly neutralize the "creep" due to latitude. If the gyroscope is properly cleaned,oiled, adjusted and, balanced, there is no other "precessing" force, and therefore
the balance nut does not have to be given a position other than that necessary to offset the creep due to latitude.
7. Expressed still more simply, the above means that if a torpedo gyroscope has the balance nut positioned to compensate for the creep due to latitude, any failure of the torpedo to make a perfect deflection performance is due wholly to the failure to properly clean, oil, adjust and balance the gyroscope.
LATERAL ERROR DUE TO PRECESSION
8. The lateral error of a torpedo at any range, caused by precession resulting from balance nut change, is given by the following formula:- (Balance nut weight 120 grains) (1)
E = (110.5 x t x R) / N (per turn of the balance nut)
E = lateral error in feet.
t = time of run in minutes.
R = range, or distance run in yards.
N = revolutions per minute of the gyro wheel.
Note.- The derivation of this formula is given in Chapter VI.
9. The above formula gives, then, the lateral error in feet, per turn of the balance nut, for a torpedo whose gyro is making a mean speed of N revolutions per minute, during a run of t minutes for a distance of R yards. This formula applies to any non-tumble gyro. This formula shows that the rate of precession varies inversely as the revolutions per minute of the gyro wheel for any one position of the balance nut.
CREEP
10. Creep, as previously stated,
39
shows apparent movement of the gyro axis due to rotation of the earth. Creep from the above cause takes place in both the vertical and horizontal planes. Creep in the horizontal plane causes the torpedo to run to the right in north latitudes and to the left in south latitudes, and depends upon the latitude, other conditions being equal. Vertical creep does not affect the running of a torpedo unless the gyro is prevented from creeping by reason of too much friction in the side bearing. If there is too much friction in the side bearings, the tendency to creep will be opposed and will generate an external force which will cause the gyro to precess horizontally. The reason for this is that it is a well recognized principle of the gyroscope, that it precesses in a plane at right angles to the plane of the external force causing it.
11. Thus we see that while vertical creep of itself does not adversely affect the performance of a torpedo in deflection, yet if the side bearings are not in proper condition, an external force may be set up because of this vertical creep, which will cause the gyro to precess horizontally and thus introduce an error in deflection.
CALCULATION OF HORIZONTAL CREEP
12. The lateral error of a torpedo due to creep is given by the following formula:- (2)
E= .00654 x t x R x Sine Lat.
E = error in feet.
t = time of run in minutes.
R = distance (range) of torpedo run in yards.
Sine Lat. = natural sine of the firing latitude.
Note:- This error is to the right in north latitude and to the left in south latitude (gyros spinning counter-clockwise viewed from aft) no matter what the actual torpedo course may be. The derivation of this formula is given in Chapter IV.
We are not interested in vertical creep because, as stated above, it has no effect on the torpedo performance so long as our side bearings are in proper condition.
CALCULATION OF BALANCE NUT POSITION TO CORRECT HORIZONTAL CREEP
13. Formula (1) above gives us the error of a torpedo in feet, per turn of the balance nut, for any torpedo run we may desire to make. Formula (2) above gives us the error in feet for any run of a torpedo we may desire to make. If we take the same run in both cases, then the balance nut correction we will have to make to correct for the latitude creep, is given by the ratio of formula (2) to formula (1) (formula (2) divided by formula (1)). For convenience, this ratio is given below, and is:
(3)
Nut correction (turns) =
0.0000592 x N x Sine Lat.
Where N equals mean RPM of gyro wheel and Sine Lat. is the natural sine of the firing latitude.
Note:- This nut correction is additive to the static balance position in north latitude and subtractive from the static balance position of the balance nut in south latitude. The derivation of this formula is given in Chapter VI.
14. This formula is of greatest importance to the practical torpedo officer; it gives him the balance nut correction (from static) to be applied for any firing latitude, and providing we know the mean RPM of the gyro for the run. To avoid the necessity of making calculations,
-40-
there is appended Plate 11 which is a graph of the solutions of this formula for all latitudes (north and south) and assuming 10,000 RPM as the mean gyro wheel speed.
SPEED OF THE GYRO WHEEL
15. The gyro wheels of all service torpedoes are given an initial spin of approximately 20,000 RPM. This speed immediately starts decreasing, even with air sustained gyros. If the gyro be of the "run-down", type, this speed will gradually fall to zero due to friction in wheel bearings and air friction losses on the spinning wheel itself, if the gyro be of the "air-sustained" type the RPM will slow down to the, point where the air jets impinging on the buckets of the wheel can just overcome the wheel bearing friction and the drag on the wheel itself due to the density of the atmosphere in which it is spinning.
16. We know that the drag on wheel pivots can be kept to a minimum when we have the clearance required by the proper application of Tool 414-A, previously discussed in this pamphlet. If this wheel bearing clearance be insufficient (too few oscillations as shown by Tool 414-A) too much drag will be applied to the spinning wheel and it will slow down more than is required by satisfactory performance; on the other hand, if we have too much wheel bearing clearance (shown by too great a number of oscillations with the application of Tool 414-A) we may get more freedom for the spinning wheel but we lay ourselves open to more serious consequences in that the shock of firing will tend to damage the wheel bearings and likewise, too much clearance permits
the wheel to move forward or aft in its bearings and thus upset the balance of the entire unit. Wheel bearing clearance must, therefore, be precisely made and Tool 414-A is known from long experience to be the only satisfactory method of accomplishing this.
17. Concerning the drag on the gyro wheel due to the atmosphere in which it is turning, this amount of drag depends upon the density of the atmosphere and therefore increases as the running depth of the torpedo increases because of the increase in pressure and therefore density of the gases, in the after-body. Every running torpedo has an afterbody pressure in excess of the hydrostatic pressure for the depth at which it is running; this is unavoidable and is due to necessary restrictions in the exhaust gas passages by which the exhaust gases are led from the torpedo.
18. Extensive experiments at the Naval Torpedo Station at Newport have determined these pressures, and have enabled us to prepare the curves on Plate 12 which show the gyro wheel speeds in revolutions per minute applied against depths of running. These curves are plotted for multispeed torpedoes but are also applicable to all other types where the speed of the type conforms most closely to that given in the curve for multispeed torpedoes. The "low power" curve is for a torpedo speed of 27-28 knots; the "intermediate power" curve is for torpedo speeds of 34-35 knots, and the "high power" curve (which coincides with the low power curve) is for torpedo speeds of 44-46 knots.
19- The curves of Plate 12 may be
41
considered applicable for all torpedoes in active service today where the speed corresponds most closely to that given by the three curves in Plate 12.
20. A consideration of the variations in wheel speed that might be encountered in service with multi-speed torpedoes as illustrated on Plate 12, will probably raise in the mind of the reader the thought that innumerable changes in balance nut position will be necessary depending upon conditions under which a multispeed torpedo might have to be fired. This fear can be dispelled, however, as it will now be shown: (1) that the balance nut position can be 1/10 of a turn in error one way or the other without introducing a serious error in deflection performance and therefore, (2) that it is not necessary to have a torpedo gyro constantly corrected for the
variation in RPM which would result in variations from depth running at the different torpedo speeds. In short, we may assume a mean gyro wheel speed of 10,000 RPM for all possible conditions of firing of our present service torpedoes, and still not have introduced any serious error in deflection performance.
EFFECT OF ERRORS IN BALANCE NUT SETTING
21. Let us now calculate from formula (1) the errors which will be made in deflection performance due to balance nut changes. We will take the following cases which cover service torpedoes in general:
(1) three speed torpedoes for extreme range runs at each power, assuming a mean gyro wheel speed of 10,000 RPM and, (2) a Mark 10-3 torpedo at a mean speed of 10,000 RPM.
E (low power)
= (110.5 x 15.48 x 15,000) / 10,000
= 2563 ft. per turn of the balance nut (28 knots for 15,000 yards).
E (int. power)
= (110.5 x 8.7 x 10,000) / 10,000
= 961 ft. per turn of the balance nut (34 knots for 10,000 yards).
E (high power)
= (110.5 x 4 x 6,000) / 10,000
= 265 ft. per turn of the balance nut (45 knots for 6,000).
E (Mk. 10-3)
= (110.5 x 3 x 3,600) / 10,000
= 410 ft. per turn of the balance nut (36 knots for 3,600 yards).
42
22. Note that the above errors are caused by one full turn of the balance nut. Such an enormous balance nut change is never made in torpedo work. In practical torpedo firings we are more concerned with the effect of 1/10 of a turn of the balance nut than we are with a full turn; hence, from the above calculations it will be seen that 1/10 of a turn of the balance nut introduces errors of the following magnitudes in the above examples:-
Low power
256.3 feet
Inter. power
96.1 feet
High power
26.5 feet
Mark 10-3
11.0 feet
23. The above calculations show us that considerable errors in balance nut setting can exist on our short range torpedoes with no appreciable effect in accuracy of deflection performance; it is only in the case of long range torpedoes that we need have concern for this factor.
EFFECT OF ERRORS DUE TO ASSUMING INCORRECT GYRO WHEEL SPEEDS
24. Plate 13 shows three curves, each of which is computed from formula (3) using gyro wheel speeds of 8,000 RPM, 10,000 RPM, and 12,000 RPM. It will be noted that these three curves cover the lowest number of revolutions given on Plate 12; the highest number of revolutions given on Plate 12, and a mean number of revolutions which might be assumed as the basis for a balance nut setting under all possible depths and speed settings at which our torpedo may be required to run.
25. These three curves show us that even at 80° north and south latitudes, the resultant error of selecting a mean wheel speed of
10,000 RPM is only about 1/10 of a turn of the balance nut, and that the magnitude of this error decreases with a decrease in latitude. The effect of an error of 1/10 of a turn on the balance nut has already been calculated in the preceding paragraph. Thus it will be apparent that the practical torpedo officer can, with the aid of the curves on Plate 13 obtain a very accurate balance nut setting to cover the most probable conditions under which his torpedoes will be fired, and at any probable point on the earth's surface.
26. These curves on plate 13 show that we need worry about torpedo back pressures and variations in gyro wheel speeds only on our long range torpedoes, and even then it should be possible to avoid an error of any appreciable magnitude.
INHERENT GYRO ERROR
27. Improvements in design of torpedo gyros make it possible to state that there is no appreciable and constant gyro error in torpedoes equipped with gyroscopes of the types covered by this pamphlet. If a torpedo gyro has its balance nut set in accordance with formula (3) as depicted in Plate 13 (interpolating by eye for RPM other than plotted) the torpedo will make a satisfactory run in deflection - if the gyroscope is properly cleaned, oiled, adjusted and balanced.
PREPARATION OF THE GYRO FOR A RUN GYRO
28. The matter of cleaning and oiling of torpedo gyroscopes has been covered elsewhere in this pamphlet; nothing further will be stated on these two subjects at this point. It will do no harm;
43
however, to review the critical factors of adjustment and balance.
29. We will assume, therefore, that our ball bearings and pivots are in proper condition and that the gyro-scope is assembled.
30. We first put the gyroscope in static balance. The static balance position of the balance nut on all of our service gyros is 1.5 turns from the hard up position; the nut must therefore be placed at the static balance position and clamped.
31. We next put Tool 414-A on the spinning teeth of the gyro wheel and obtain the oscillations as a test of freedom of the wheel in its ball bearings. When the proper freedom obtains, we should get from six to ten single swings of this tool before it comes to rest, it having been started swinging from the full over positions. To obtain the proper oscillations it is necessary to move the wheel bearings by methods previously discussed in this pamphlet. The amount and direction of movement will depend upon the particular case but when we have obtained the proper number of oscillations the wheel must be in its mid-position so that the wheel and hood combined, when suspended on its pivots or knife edges, is neither "nut end heavy" nor "locking end heavy."
32. Next, the wheel is assembled in the vertical gimbal ring and the side bearings are so adjusted that a total side play of ".005 is permitted. This is a critical adjustment, and is probably the most important requirement in the entire field of gyro balancing and adjustment. It is the opinion of the Naval
Torpedo Station, Newport, that unsatisfactory deflection performances of torpedoes centers more on proper freedom and adjustment of side bearings than all other sources of error combined. The methods of obtaining this side clearance have already been discussed elsewhere in this pamphlet and will not be repeated here; suffice it to say, however, that the fingers are sufficiently sensitive so that most any man with a little experience can "feel" this clearance with a high degree of precision. Every effort should be made to school personnel making the gyro adjustments to be able to "feel" side bearing clearance of ".005.
33. Next, we install our gyroscope in the gyro pot and must have a vertical clearance of 0".0025. The method of obtaining this clearance, and getting the gyro properly centered in the pot has already been discussed elsewhere in this
pamphlet and will not repeated here. It should again be stated, however, that the accuracy of this adjustment is likewise a matter of "feel" to an experienced gyro man.
34. The gyro, as now installed in the gyro pot, is in exact static balance. The center of gravity of the assembled wheel and hood is exactly at the point of intersection of the transverse horizontal and vertical axes of the completely assembled unit as installed. It is now, ready for the application of the latitude correction to be applied to the balance nut as given in the curves on Plate 13. The gyro should be withdrawn for this purpose, and the nut moved to its new position, and clamped. In clamping the balance nut only sufficient force
44
should be used on the locking screws to insure that the balance nut will not become loose; care must be exercised not to distort any of the parts affected by this operation.
35. We may now state definitions for the terms "static balance" and "running balance".
(a) "Static balance" consists of so assembling the gyroscope that the center of gravity of the gyro wheel and its hood (nut 1.5) lies exactly at the point of intersection of the side and vertical pivots, and with the freedom in its bearings as given by the above clearances.
(b) A torpedo gyro is in "running balance" when it is in all respects in "static balance" except that the latitude correction as given by the curves of Plate 13 (or formula (3)) has been applied.
36. Under the above conditions every precaution has been taken in the preparation of the gyro for a run to insure that it will give the best possible deflection performance and no previous balance nut position that has ever obtained on this torpedo, no matter where it was fired, can be depended upon to give a more satisfactory performance.
INDETERMINATE ERRORS IN DEFLECTION PERFORMANCE
37. Indeterminate errors in deflection performance all center around matters of conditions of balance and adjustment, assuming that bearings and pivots are in
proper condition. It is to be expected that under the average conditions of gyro balance and adjustment these inherent errors will amount to approximately ± 1/10 of a
turn of the balance nut and it is impossible to predict how the torpedo will perform within these limits. For this reason, the balance nut position on the proving range should not be interpreted as being the proper position for any subsequent run unless, of course, it conforms to the balance nut position as required by the curves of Plate 13, or a solution of formula (3). At the Torpedo Station at Newport, torpedoes are proved by service personnel and while they acquire a great deal of experience, there is no question but what just as efficient gyro men are available throughout the Naval Service, especially on tenders. During proof work at Newport, torpedoes frequently run with deflection errors greatly in excess of any errors that can logically be charged to balance nut positions; these torpedoes very seldom repeat their previous deflection performance even within what would be equivalent to 1/10 of a turn of the balance nut.
38. Formerly, in the Naval Service it was considered that torpedoes had inherent errors that must be corrected by arbitrary balance nut setting as found during the proof run at the Torpedo Station; undoubtedly, this was true during the earlier years of our gyro development and especially before the gyro wheel hood was adopted in our design. There is no foundation for such an assumption with our later types of gyros. Unsatisfactory deflection performances can be definitely chargeable to conditions of cleanliness, adjustment and balance, and thus after a gyroscope has been overhauled and cleaned, there is no way of predicting what the deflection performance will be unless this work is efficiently done.
-45-
EFFECT OF FIRING AND RUNNING
CONDITIONS ON THE GYRO
39. Under modern firing conditions of torpedoes,the gyroscope is roughly handled at best. The shock of the suddenly applied impulse charge both in ejection from the tube and during initial spin are a severe tax on any mechanism possessing the limitations of design of the torpedo gyroscope; also, the jar resulting from the impact of the torpedo on the water when dropped from either aircraft or above water torpedo tubes at the various firing speeds that may be expected in service, add their contributions to the other forces tending to impair satisfactory performance. Once a torpedo is in the water, it may be required to make a sudden turn (as during an angle shot) or in the process of getting to its set depth and steadying down to normal running conditions, it may roll and hunt depth; all of which evolutions subject the gyro to periods of abnormal running that cannot be duplicated in a stand test. These conditions are brought to mind not for the purpose of suggesting that the torpedo gyroscope can not be expected to give a satisfactory performance under extreme firing conditions,
but rather to explain why a previous torpedo performance cannot be depended upon to give a meticulous indication of its performance on subsequent runs. The best assurance of satisfactory performance is placing the gyroscope in efficient condition before it is fired, and this means that it must be given the care and attention that will insure that it is in efficient condition.
INDEXING OF DIRECTORS OR TUBES FIRING IN LATITUDE OTHER THAN THE
BALANCE NUT LATITUDE
40. As previously pointed out, when a torpedo is fired with the gyroscope in proper running balance (latitude correction applied on the balance nut)
the torpedo will make a straight run to the target. The preceding discussion in this pamphlet has considered that it will be practicable to keep the balance nut properly set for latitude and that a change in balance nut position will be made for the change in latitude. However, this will not always be practicable, and in fact modern torpedo directors are constructed with a "latitude correction" setting by means of which the director is offset to compensate for the difference between the "firing latitude" and the "balance-nut latitude" (the latter being the latitude for which the balance nut is
actually set). For example, a high speed torpedo carrying vessel might, in time of war, have her torpedoes prepared for firing and with balance nuts set for the latitude of New York, and be dispatched at high speed to some point further south in latitude. Such a vessel could readily change her latitude by 12° in twenty-four hours with no opportunity for resetting gyros in torpedoes.
41. In order to make a proper correction for a sudden change of latitude, with no opportunity to reset the gyro balance-nut, indexing of the director becomes necessary to compensate for the change of latitude. When thus fired, the torpedo does not make a straight run to the target but will curve to right or left (as the case may be) depending upon the difference between firing latitude and the balance nut latitude, indexing the director merely gives the angular displacement to the path so that the torpedo will hit the target. We must therefore know the length of run the torpedo will make from firing ship to target. Indexing of the director is therefore not, a precision method of torpedo firing and
-46-
precision is lost where range to the target is uncertain, the amount of precision lost depending upon the magnitude of the difference between the firing latitude and the balance nut latitude.
42. To provide the Torpedo Officer afloat with a simple and rapid means for determining the amount in degrees by which he will have to index his director (or tube) to allow for a sudden change of latitude when it is impracticable to change the balance nut setting of the gyro, the curves of Plate 14 are provided.The formula by which these curves are constructed is developed in Chapter VI. The practical use of the curves of Plate 14 is as follows:
43. FIRST, from Plate 13 pick off the difference between the balance nut settings for "firing latitude" and "balance-nut latitude" being sure to use the curve that represents the correct gyro r.p.m. SECOND, with this balance nut difference as the ordinate of the curves of Plate 14, move the finger horizontally to the curve representing the correct gyro r.p.m. THIRD, drop vertically downward from this point and read off the corresponding abscissa which gives the amount the director (or tube) must be indexed in degrees, per minute of torpedo run. FOURTH, multiply the amount of index by the estimated number of minutes of torpedo run, and the answer will be the total amount the director (or tube) will have to be indexed to hit the target. Attention is invited to the fact that if the quantity ACTUAL BALANCE NUT POSITION (as set on gyro) minus FIRING LATITUDE NUT POSITION is positive, the director or tube must be indexed to the right whereas if this difference is negative, the director or tube
must be indexed to the left - this regardless of latitude.
NOTE: Special attention is called to the fact that this pamphlet, with Plate 13 and paragraph 43 above, in particular, apply only to non tumble type gyros.
44. As an example, supposing we assume a mean gyro r.p.m. of 10,000 and that the torpedo to be fired was proved in latitude 41° North and therefore has its balance nut set at 1.9, and that the firing ship is now at the Equator and desires to fire its torpedo by indexing the director and without change of balance nut. From the middle curve of Plate 13 we find that the difference in balance nut settings between the two latitudes is plus 0.4 turns. We now turn to Plate 14 and with an ordinate of 0.4 turns we move horizontally to the 10,000 r.p.m. curve and drop vertically downward, reading, the abscissa as .084, thus obtaining the amount the tube must be indexed (in degrees) per minute of torpedo run. If now we estimate that the torpedo will have to run for 15.5 minutes before it strikes the target, then we will have to index the tube an amount equal to 15.5 times .084 or 1.3°, and since the balance nut difference was plus 0.4 turns, then the tube will have to be indexed to the right an amount equal to 1.3°.
45. Note that in using the curves of Plate 14 the proper
r.p.m. curve to use is obtain ed from Plate 12 (depending upon
the power setting and depth setting to be used) in the same manner as has been previously explained. In choosing the proper gyro r.p.m., the effects of after-body back pressure and depth are automatically compensated for.
PLATE 11
PLATE 12
PLATE 13
PLATE 14
-47-
CHAPTER VI DERIVATION OF FORMULAE
Derivation of Formulae
-49-
CHAPTER VI DERIVATION OF FORMULAE
1. The torpedo gyroscope has three degrees of freedom; i.e., the wheel is free to turn simultaneously about each of three mutually perpendicular axes. The gyroscope is said to be in "static balance" when so adjusted and balanced that its assembled elements are non-pendulous about any of its several axes (except for outer gimbal and cam plate about axis through side bearings). Movement of the gyro wheel within its three degrees of freedom is slightly opposed by unavoidable friction in the bearings, the amount of friction depending upon the necessity for designing torpedo gyroscopes with sufficient ruggedness to withstand the wide range of firing conditions to which they are subjected. This bearing friction together with unavoidable mechanical tolerances in the control linkages necessitates accepting some slight variations in performance of gyros.
2. Only short range torpedoes can be fired with the gyro in static balance and still make satisfactory runs. This is because of two things; first,the "creep" of the gyro due to rotation of the earth is negligible; and second, the effect of incorrect balance nut setting likewise has very small effect. The "creep" is neutralized by fitting the gyroscope with a balance nut weighing 120
grains, this nut being adjustable so that the necessary force will be applied to the wheel axis to cause a horizontal "precession" to counterbalance the "creep" due to the rotation of the earth.
3. The law of gyroscopic precession, due to an impressed force is: MOMENT OF IMPRESSED FORCE EQUALS THE PRODUCT OF THE POLAR MOMENT OF INERTIA OF THE WHEEL, THE ANGULAR VELOCITY OF THE WHEEL AND THE ANGULAR RATE OF PRECESSION.
Expressed algebraically, this is
F = I x m x A (1)
F is the force in pounds.
a is the moment arm of force in feet.
I is the polar moment of inertia or the gyro wheel in lbs/ft. units,
w is the angular velocity of the wheel in radians per second.
A is the angular precession (at right angles to the impressed force) in radians per second.
4. In practically all of our torpedo gyroscopes at the present time, we have wheels similar to the Mark 12, the weight of which is 1.7103 lbs.-; polar moment of inertia 0.000347 lbs/ft2; radius of gyration 0".971. On this gyro, the balance nut is 120 grains, and therefore one turn of the nut impresses a moment of
-50-
120 / 7,000 x .03125 / 12 = .0000446 lbs/ft. The calculation for I above is 1.7103 / 32.2 x (.971)2 / 144 = .000347 lbs/ft2. Neglecting these figures for the time being and considering the formula above, we have:
A = (F x a) / (I x w) (in radians per second). (2)
In radians for a run of t minutes, this becomes:
A = (F x a x 60 x t) / (I x w) (3)
Now, A' is the angle (in radians) through which the axle has swung during the run; this angle is obviously twice the mean torpedo course for the time t (assuming that the angular velocity has been constant during the run). Hence,
(mean torpedo course) C = (F x a x 30 x t) / (I x w) (radians) (4)
For a range of R yards, the deflection error of this torpedo in feet
would be:
(Error) E = (F x a x 90 x R x t) / (I x w) (feet) (5)
but w = (N x 2π) / 60
Hence: E = (F x a x 90 x R x t x 60) / (I x N x 2π) (feet) (6)
But I was calculated above as 0.000347 (for a Mk. 12 type gyro) and as we assume one full turn of the balance nut, then F x A is 0.0000446 substituting these above, we get:
E = (.0000446 x 90 x R x t x 60) / (.000347 x RPM x 2π) (feet) (7)
and E (in feet) = (110.5 x t x R) / N (per turn of the balance nut) (8)
5. The above formula gives the lateral error in feet, per turn of the balance nut, of a torpedo whose gyro is making a mean speed of N revolutions per minute, at range R yards, the run having taken t minutes. Note that this formula is applicable to any non-tumble type gyro.
6. Now the RPM of a gyro wheel varies from the moment it gets its impulse, even if air-sustained. It is spun at its maximum rate and then slows to a constant speed, air-sustained, depending upon the afterbody back pressure, which of course varies with torpedo depth and (with multispeed torpedoes) the power setting. Experimental tests at the Naval Torpedo Station, Newport, show that the RPM of Mark 12 (air-sustained) gyros average for a run as shown in the curves on Plate 12. Three curves are shown (high power coincides with low), one for each power, and RPMs are plotted against depth. These curves may thus be entitled "Gyro RPM vs Back Pressure Due to Depth". They give mean values for a full run at the power selected, when running at the depth selected.
7. The angular creep of a gyro wheel at any latitude is given by this formula:
t / 4 x (sin Lat) (where t is the time of run in minutes) (9)
Therefore, the mean course of the torpedo will be:
t / 8 x (sin Lat) (degrees) (10)
-51-
The lateral error of a torpedo at range R yards in feet due to the latitude creep during a t minute run is therefore:
E= .00654 x t x R x sin Lat. (11)
8. Since formula (11) gives us the lateral error in feet due to latitude creep,and formula (8) gives us the lateral error infect that can be corrected by one turn of the balance nut, obviously the correction to be applied to the balance nut for any latitude is the ratio (11) / by (8), or
Nut correction (turns) =
(.00654 x t x R x sin Lat x N) / (110.5 x t x R) (12)
Nut correction (turns) =
0.0000592 x N x sin Lat. (13)
9. This formula is most important; it gives us the balance nut correction (from static) to be added to 1.5 (algebraically) for any latitude, if we know the mean gyro RPM for the run. Note that this correction is independent of the range and time of run. Note also that the sign of the latitude is positive in north latitudes and negative in south latitudes.
10. The only uncertain factor in the above formula is the revolutions per minute of the gyro wheel, but plate 12 gives us the necessary information in graphical form and from this plate we may easily predict the value of N for any condition of firing.
11. Plate 11 is a graphical solution of the above formula assuming a mean gyro wheel speed of 10,000 RPM; in case of great uncertainty this curve on Plate 11 can be used
with very small error to cover all possible firing conditions by any type of torpedo using a Mark 12 type gyro. The curves on Plate 13 provide the Torpedo Officer with graphs of solutions of the above formula, assuming the various values of RPM; these graphs are in form for quick interpolation in case close balance nut settings are possible.
12. To derive the curves of Plate 14 we start with formula (4) above:
C = (F x a x 30 x t) / (I x w) Radians for a t minute run (4)
Converting this to degrees we get
θ = (F x a x 30 x t x 57.3) / (I x w) Degrees for a t minute run
But w equals (2π x N) / 60
Therefore,
θ = (E x a x 30 x t x 60 x 57.3) / (I x 2π x N) Degrees
θ = (.000046 x 30 x 57.3 x 60 x t) / (.000347 x 27 t x N) Degrees
for a t minute run, per turn of the balance nut.
θ = (211.0 x t) / N Degrees for a t minute run per turn of balance
nut.
Now if we let t equal one minute and assume a balance nut change B, then,
θ = (211.0 x B) / N (14)
13. Formula (14) above gives us then the amount of tube indexing (θ), per minute of torpedo run, per change of balance nut B. In Plate 14 B
-52-
are the ordinates, the values of θ are the abscissa, and the
three lines represent three
selected values of N, these values of N covering the range of Plate 12.


 0.47 (Lat corr)
0.47 (Lat corr)