The depth setting mechanism on the torpedo tube
sets the mechanism in the afterbody of the torpedo
for the depth under water at which it is determined
the torpedo is to travel while on its course to its
target. The mechanism in the torpedo is so designed
that, once the depth has been determined and the
mechanism set, the torpedo will maintain that
depth. Should the torpedo incline upward or downward from its set depth, a pendulum arrangement,
with a hydrostatic valve and a steering engine, offsets the inclination up or down and brings the
torpedo back to its horizontal course at the predetermined set depth.
Set in the afterbody of the torpedo is a socket in
which is a spindle with a square male shank for
setting the depth mechanism. This spindle in the
torpedo is engaged by a spindle which has a squared
socket wrench at its lower end, this socket being
suspended flexibly, in pendulum fashion, and passing down into the tube from the depth setting mechanism attached on the outer side of the barrel. The
socket is moved down into the tube to engage
the spindle in the torpedo, and raised or retracted,
by means of the engaging lever. When the socket
has engaged the spindle in the torpedo, the depth
mechanism is set by means of the depth setting
crank which can be turned only when the spindle
is engaged in the socket. One revolution of the
depth setting crank equals two feet of depth setting.
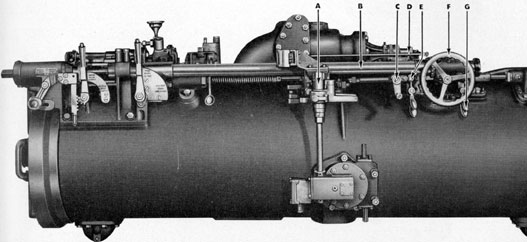
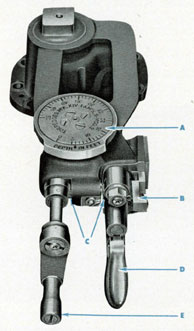
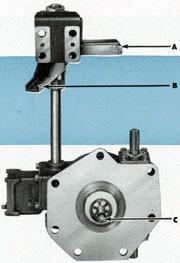
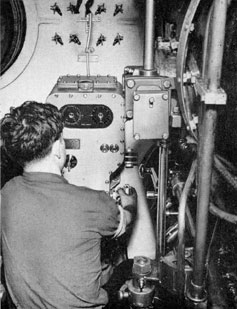
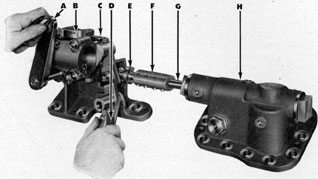
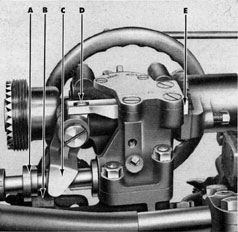
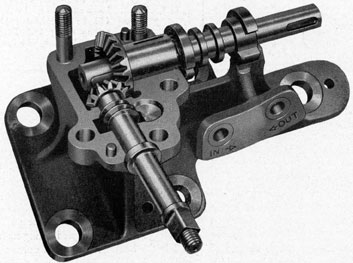
The position of the depth setting mechanism in
relation to the other operating mechanisms is shown
in Figure 147, a view of the inboard breech end of
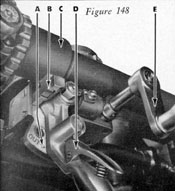
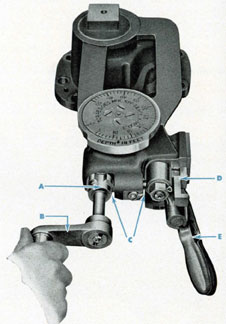
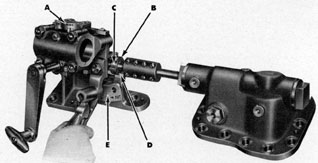
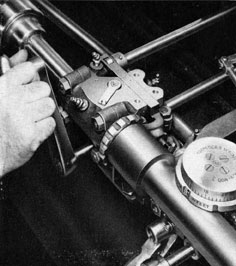
the torpedo tube. A close up view of the engaging
lever and the hand crank for operating the depth
setting mechanism as attached on the tube is shown
in Figure 148. In this view, the depth setting
socket is disengaged or in the out position, as
shown by the arrow, the lever being down. The
interlock bolt is engaging the lug on the interlock
sleeve, and the setting lever is released so it may be
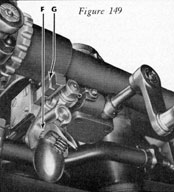
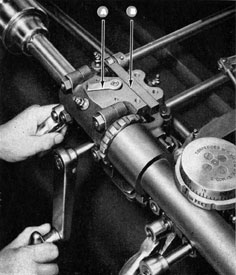
moved to spindle in position, as shown in Figure
149. In this position, a lug on the engaging lever
locks the interlocking bolt and prevents the firing
interlocking lever on the tube interlocking system
from being moved to "Tube Ready to Fire" position.
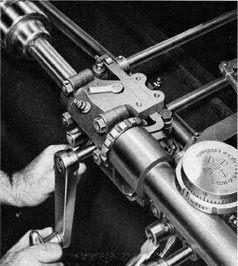
Figure 150 shows the engaging lever moved to
spindle out position, releasing the interlocking bolt
and also the lug on the collar of the interlocking
sleeve.
The closely interrelated operation of the interlocking mechanism described in Chapter 4 is emphasized here when it is understood that the depth
setting mechanism has its own individual connection with the interlocking mechanism, as has every
other unit of the operating mechanism, to prevent
improper or unintentional firing of the tube. That is
the function of this interlock bolt shown in the three
illustrations, Figures 148, 149, and 150. The interlocking bolt is also shown in the other views which
follow.
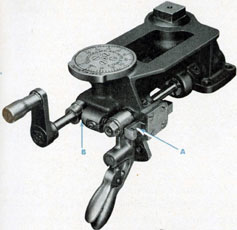
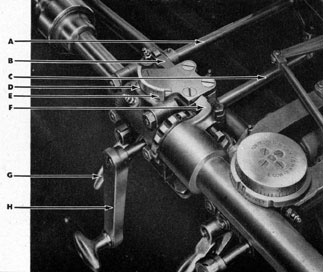
The depth setting mechanism, assembled, but detached from the barrel, is shown in Figure 151.
Here the interlock bolt is shown in locked position,
the engaging lever is in spindle out position, and the
hand crank is locked by the detent plunger which
passes through the extension of the housing between
the setting lever and the hand crank, and is engaged
by a lug on the setting lever when the lever is in
spindle out position. When the setting lever is
moved to spindle in position, the lug on the lever
disengages the detent plunger so it is released from
the slot in the detent wheel on the hand crank, as
76
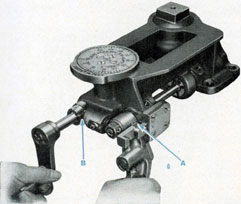
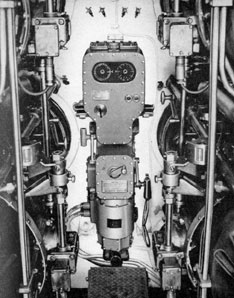
Figure 147 Inboard side of tube, showing position of torpedo setting mechanism. (A) Gyro setting mechanism; (B) Interlock sleeve; (C) Hand crank for rotating depth setting spindle; (D) Depth index dial; (E) Lever for engaging and disengaging depth setting spindle; (F) Operating wheel for speed setting mechanism; (G) Lever for engaging and disengaging speed spindle.
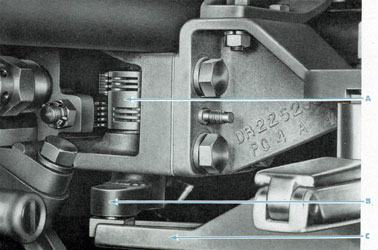
The depth setting controls. (A) Arrow showing the "Spindle Out" position of engaging and disengage lever; (B) Interlock bolt engaged by lug on (C) collar of interlock sleeve; (D) Lever for engaging and disengaging spindle; (E) Hand crank for rotating spindle; (F) Engaging and disengaging lever in "Spindle In" position; (G) Interlock bolt engaging lug on collar of interlock sleeve; (H) Interlock bolt releasing lug on collar of interlock sleeve and engaging (I) Lug to lock (J) Lever in "Spindle Out" position.
77
Figure 151 Depth setting mechanism assembled, but
detached from barrel. (A) Index dial; (B) Interlock bolt;
(C) Decent plunger engaging decent wheel to lock hand
crank; (D) Engaging and disengaging lever; (E) Hand
crank for rotating spindle to set depth.
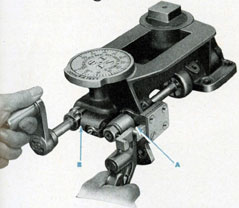
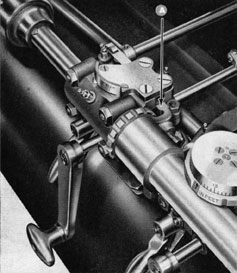
shown in Figure 152, thereby unlocking the hand
crank for operating the depth setting mechanism.
Another view, from the side, showing the setting
lever in spindle out position, and the interlock bolt in
locked position to prevent moving the setting lever
after the spindle has been disengaged from the
socket in the torpedo and retracted from the tube, is
shown in Figure 153. It will be noticed that the
bolt has been moved back so the lug on the setting
lever can not enter the opening in the interlock bolt,
and the detent plunger is engaging the detent wheel
on the hand crank.
Figure 154 shows the interlock bolt moved forward to disengage the setting lever, and Figure 155
shows the setting lever moved to spindle in position,
the lug engaging the opening in the interlock bolt,
Figure 152 Turning hand crank after (A) Slot in detent
wheel on (B) Hand crank has been released by (C) Detent plunger when (D) Lug on engaging and disengaging
lever engages interlock bolt as (E) Lever is moved to
"Spindle In" position.
thereby locking the interlocking mechanism until
the bolt is released by moving the setting lever back
to spindle out position.
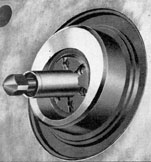
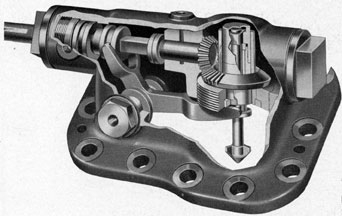
Figure 156 gives a worm's eye view of the depth
setting mechanism, looking up into the housing
from below, to show the engaging socket on the
spindle in the down position, as it would be when
engaging the spindle in the torpedo to set the depth
mechanism.
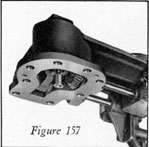
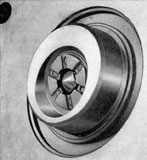
In Figure 157, also a worm's eye view, the engaging socket is shown up, in the position in which
it would be when retracted from the tube after
setting the depth mechanism in the torpedo.
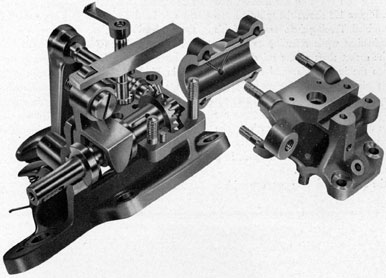
Figure 158 is a break-away view showing the
interior of the housing, giving a better idea of the
action of the mechanism.
78
Figure 153
The interlock bolt (A) locking engaging and
disengaging lever in "Spindle Out" position,
and causing detent plunger to engage detent
wheel (B) on hand crank, preventing hand
crank from being moved.
Figure 154
Interlock bolt (A) moved forward to release
engaging and disengaging lever so it can be
moved to "Spindle In" position. Detent plunger
(B) still engaging detent wheel on hand crank.
Figure 155
Engaging and disengaging lever moved to
"Spindle In" position, lug on lever engaging
interlock bolt (A), decent plunger releasing
detent wheel (B) on hand crank so spindle
can be rotated to set depth.
79
Figure 156 Worm's eye view of depth setting
mechanism showing spindle with socket down in
position to engage socket in torpedo.
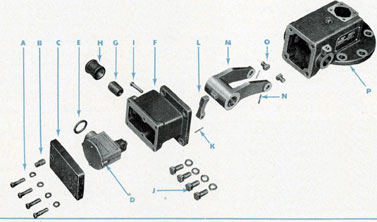
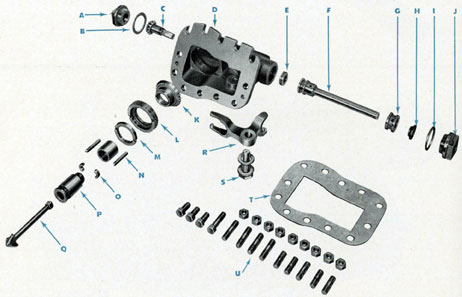
The parts of the depth setting mechanism, disassembled, are shown in Figures 159 and 160, Figure 159 showing the parts that are assembled in the
housing horizontally, and Figure 160 those parts that
are assembled in the housing vertically.
As the engaging lever is moved to spindle out or
to spindle in position, the shaft attached to the
Figure 157 Same as Figure 156, but showing
spindle up, or in retracted position.
setting lever operates a fork (see Figures 156 and 157)
which raises or lowers the sleeve in which the engaging socket is secured by means of a rivet pin.
The socket lies in a vertical plane through the tube
axis within a tolerance of 0.015 of an inch to permit
self-alignment with the depth setting spindle in the
torpedo. Engagement of the socket with the spindle
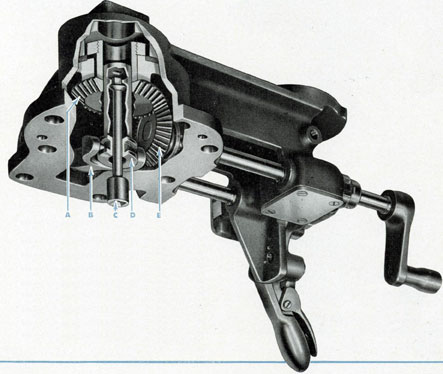
Figure 158 View of the interior of the depth
setting mechanism, showing operation of raising
and lowering the spindle, as well as rotating it.
(A) Bevel gear operated by pinion gear; (B)
Socket fork, which raises or lowers (C) Spindle
and socket; (D) Sleeve for spindle and socket;
(E) Pinion gear.
80
in the torpedo is facilitated by an allowed lost motion
between the spindle to which the socket is
attached and the socket sleeve.
Rotation of the depth setting socket is accomplished
by means of the hand crank attached to the
shaft, which turns the sleeve by means of the bevel
gears keyed to the sleeve and the bevel pinion
attached to the shaft. This is shown in Figure 158.
An index dial (see Figure 151) graduated in feet
from 0 to 50, is driven from the depth setting shaft,
operated by the hand crank. Two forms of index
dials are used, one, as shown in Figure 151, having
the graduations on the flat top surface so as to be
read from above looking down. This form of dial is
used for middle and lower bow tubes and for lower
stern tubes. The other form of dial, used for upper
bow and stern tubes, has the graduations on the
outer circumference of the dial so as to be read from
the side instead of from the top of the dial.
Rotating the hand crank when the socket is not
fully engaged with the depth setting spindle in the
torpedo is prevented by means of the detent plunger,
which engages the detent wheel on the hand crank,
as shown in Figures 151 and 152. When the engaging and disengaging lever is in the in position as
shown by the arrow (see Figure 152), a lug on the
setting lever is withdrawn from behind the detent
plunger, which is then free to move under the impulse of its spring, disengaging the detent wheel on
the hand crank (see A and C in Figure 152), allowing the hand crank to rotate the setting shaft. At
the same time, the lug on the setting lever engages
and locks the interlock bolt (see D in Figure 152).
When the engaging and disengaging lever is in
the out position, the lug on the setting lever blocks
the detent plunger, preventing it from moving out
of the slot in the detent wheel on the hand crank,
thereby locking the hand crank.
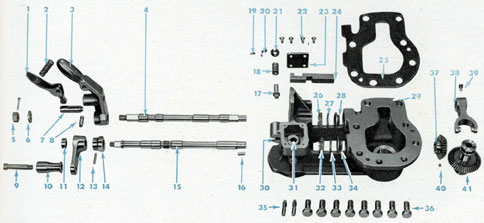
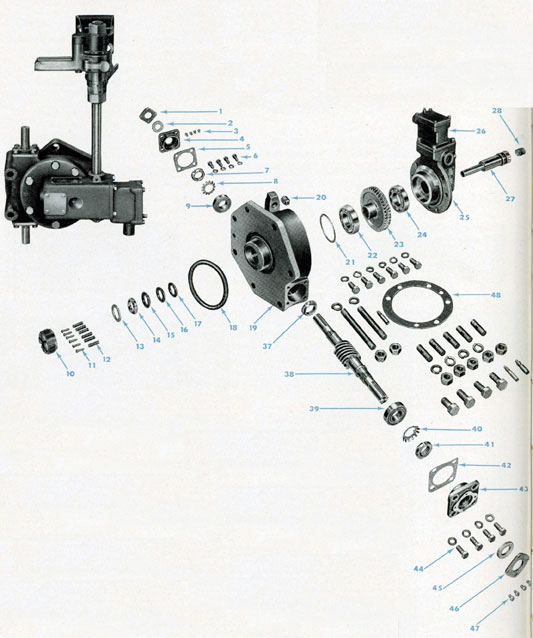
Figure 159 Parts of depth setting mechanism to be assembled in the housing horizontally. (1) Latch and (2)
Latch spring for (3) Engaging and disengaging lever; (4)
Shaft for raising and lowering spindle and socket; (5) Nut
and cotter pin for attaching lever to shaft; (6) Washer for
shaft; (7) Latch plunger; (8) Screw for latch and lever;
(9) Handle screw; (10) Handle; (11) Special nut for operating shaft; (12) Crank; (13) Pin and (14) Bushing for
(15) Operating shaft; (16) Key for fastening operating
shaft to bevel pinion gear; (17) Detent plunger and (18)
Spring; (19) Set screw for attaching (20) Clip;
(21) Collar for detent plunger; (22) Screws for attaching (23)
Cover plate; (24) Interlock bolt; (25) Gasket; (26).(27), (28) Gland, washer, and leather packing for engaging and disengaging shaft; (29) Housing; (30) Opening
for detent plunger; (31) Opening for parts operating index
dial; (32), (33), (34) Gland, washer, and leather packing
for operating shaft; (35) Location pins and (36) Bolts for
attaching housing to barrel; (37) Pinion gear for operating
shaft; (38) Socket fork; (39) Dowel screw; (40) Set screw
for pinion gear; (41) Bevel gear.
81
If the index dial is not on a foot mark, a tooth
space will not be in line with the plunger, and the
engaging and disengaging lever can not be moved
to spindle out position. Two tooth spaces are cut in
the detent wheel on the hand crank so that the
depth setting can be made to the nearest foot, one
revolution of the hand crank moving the index dial
two graduations, or the equivalent of two feet in
depth. The teeth on the detent wheel are cut wide
enough to allow a little movement either side of the
graduation to help in engaging the socket on the
spindle of the torpedo.
Before loading a torpedo into the tube, the depth
index dials, on both the torpedo and the depth
setting mechanism on the tube, should be set at the
10-foot setting.
As previously mentioned, the firing interlocking
lever, a part of the tube interlocking mechanism,
can not be moved to "Tube Ready to Fire" position
when the engaging and disengaging lever is in the
spindle in position. This is due to the fact that a lug
on the collar attached to the interlock sleeve engages
a slot in the sliding interlock bolt, which in turn
engages a lug on the engaging and disengaging
lever, as shown in Figures 148, 149, and 150.
When the engaging and disengaging lever is in
the spindle out position, the lug on the lever is clear
of the sliding bolt, thereby releasing the lug on the
collar of the interlocking sleeve, and permitting the
firing interlocking lever to be moved to "Tube
Ready to Fire" position. In this position, the body of
the sliding interlock bolt is in the way of the lug on
the engaging and disengaging lever, preventing it
from being moved to the spindle in position.
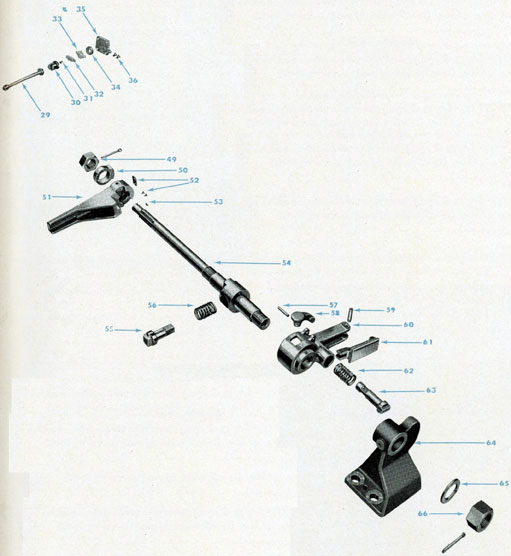
Figure 160 Parts of depth setting mechanism to be
assembled in the housing vertically.
Figure 160 (left)
A
Spindle and socket.
B
Socket sleeve.
C
Keys for attaching bevel gear to socket sleeve.
D
Bevel gear for socket sleeve.
E
Housing.
F
Access opening.
G
Special nut and set screw for bevel gear.
H
Washer.
I
Plug for access opening.
J
Screws for attaching cover plate.
K
Cover plate for access opening under index dial.
L
Special nut and cotter pin for end of dial shaft.
M
Key for attaching worm wheel to dial shaft.
N
Worm wheel for rotating index dial.
O
Opening for detent plunger.
P
Index dial housing.
Q
Dial shaft for rotating index dial.
R
Index dial.
S
Dowel pin and screws for attaching dial to shaft.
82
THE GYRO SETTING MECHANISM
In the opening chapter of this manual, the torpedo
tube was likened to a naval gun or a rifle, in
that its purpose is to fire a projectile at a target.
There are decided differences, of course, and one of
those differences is the manner of sending the projectile,
the weapon is aimed directly at, or in the
direction of, the target. This is not so, however,
with the torpedo tube.
It is easily seen that it would be an impossibility
to turn the submarine so the tubes would be aimed
directly at the target each time a torpedo was to
be fired, especially so when in action where seconds
count. Hence, in the afterbody of the torpedo, along
with the other mechanisms which control the depth
under water and the speed at which the torpedo
shall travel, and so on, there is what is known as the
gyro mechanism, which controls the direction, or
rather the angle of travel, the torpedo shall take
after it has left the tube.
The gyro mechanism in the torpedo, in combination with the vertical steering engine through the
vertical rudders, will bring the torpedo around to
whatever angle has been determined it should take
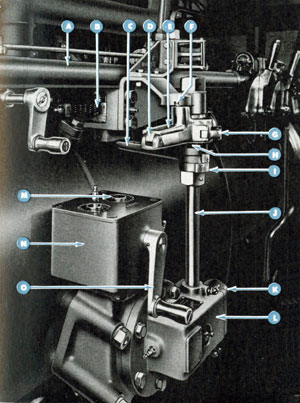
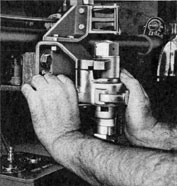
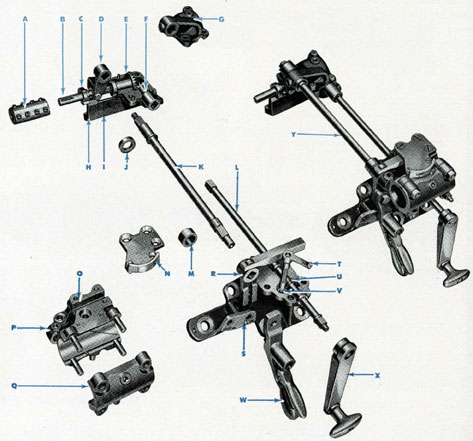
Figure 161
Figure 162 Operating engaging lever
and release button.
Spindle retracting gear and tube
unit (Note: The housing "N" with dials "M" and
handcrank "O" are not part of a ship installation).
A
Interlock sleeve.
B
Disengaging ratchet, chain, and sprocket.
C
Disengaging lever.
D
Engaging lever.
E
Latch, or handle lock release.
F
Lever, locked.
G
Release button.
H
Mating toe on retracting lever.
I
Indicator showing spindle in or out.
J
Clutch fork shaft.
K
Indicator switch housing.
L
Spindle housing.
M
Indicator dials.
N
Housing for mechanism to rotate spindle.
O
Hand crank for setting gyro angle.
83
from the direction in which it has been launched,
and will keep the torpedo from deviating one way
or the other, to starboard or to port, from its predetermined course.
The gyro mechanism in the torpedo must be set
for each shot, and the setting must be done in the
last moments before firing. For that purpose, the
gyro setting mechanism is included as one of the
operating units on the outside of the barrel, with a
spindle projecting through into the barrel and engaging a socket connected with the gyro mechanism
in the afterbody of the torpedo.
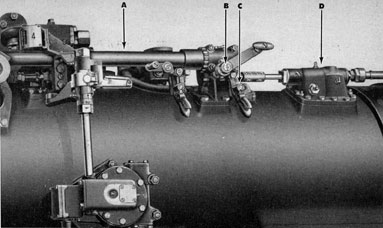
The gyro setting mechanism, as installed in
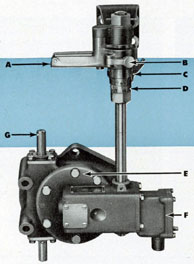
Figure 163 Gyro setting spindle and retracting mechanism, complete assembly, detached from tube. (A) Engaging lever; (B) Release button; (C) Retraction lever;
(D) Indicator for showing spindle in or out; (E) Spindle
housing; (F) Indicator switch housing; (G) Drive shaft
which operates gears to rotate spindle for setting gyro
angle.
submarines, together with the associated apparatus and
the torpedo control equipment, is designed for the
purpose of giving the submarine a freedom of action
in the operation of firing the tubes that will com
pare with the freedom of action obtained in surface
vessels due to the fact that they are able to point
torpedo tubes in train.
There are variations in the arrangements of the
gyro setting mechanisms in different submarines,
The system described here is strictly applicable to the
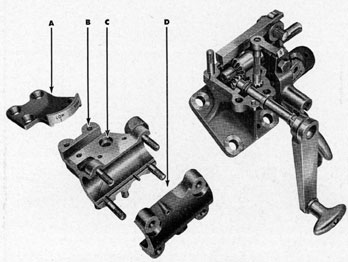
installations in SS198 and up, only. For other installations, refer to O.P. 586 (SS170 and up) or O.P.
281 (SS167-169).
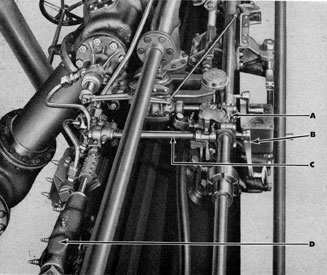
Figure 164 The reverse side of the gyro setting mechanism, showing the flange which attaches to the barrel.
(A) Setting lever and latch; (B) Retraction lever, connected by ratchet, chain, and sprocket to the stop rod
for retracting the spindle automatically when the firing
mechanism is set in action; (C) Spindle, in the in or
engaged position.
84
Figure 161 shows the gyro setting mechanism as
it is attached on the barrel, the levers for engaging
and disengaging the spindle being in line with the
top of the barrel, the shaft (clutch fork shaft)
extending down to the spindle housing below. The
housing, "N" in Figure 161, with the dials "M"
and the handcrank "O," is part of a shop test installation
and is not installed in any ship.
Figure 162 shows the engaging and disengaging
lever, one hand pressing the release button, the
other hand moving the lever, having pressed the
latch in the upper part of the lever to unlock it.
Figure 163 is a close-up view of the engaging and
Figure 165 Close-up
view of the gyro setting spindle
housing, reverse side, showing the
spindle in the in or engaged position.
disengaging lever and the spindle housing, detached
from the barrel. Figure 164 is a view from the other
side, the side which attaches to the barrel, showing
the spindle which projects into the tube to engage
the socket in the torpedo, also the retraction lever
which is attached by gearing to the stop rod which
raises the stop bolt, so that the gyro setting spindle
is automatically retracted at the same time as the
stop bolt, after the firing key has been pressed and
the firing mechanism is set in operation, as explained
in Chapter 5 on the firing mechanism.
A close-up view of the spindle in the in or engaged
position is shown in Figure 165, and one showing
the spindle in the out or retracted position is shown
in Figure 166.
The parts of the gyro setting mechanism, disassembled,
and arranged as nearly as possible in the
order and the position in which they would be
assembled, are shown in Figures 167 and 168.
The gyro setting mechanism, while directly connected as one unit, in reality consists of two distinct units, one for moving the spindle into or out
of the socket (for engaging or disengaging the spindle), the other unit for rotating the spindle to set
the mechanism in the torpedo after the spindle has
been engaged in the socket on the torpedo.
The spindle is engaged in the socket of the torpedo by means of the engaging lever (D in Figure
161, this being connected to the clutch fork shaft
which extends down to the spindle housing. In the
spindle housing, attached to the lower end of the
Figure 166 (at right) Close-up
view of gyro setting spindle in
the out or retracted position.
shaft is a clutch fork the arms of which engage the
spindle sleeve, to which the spindle is attached with
a certain degree of looseness to allow flexibility for
engaging the socket in the torpedo.
As the engaging lever is moved to engage or to
retract the spindle, the position in or out is shown
by means of an indicator plate attached to the shaft,
and an arrow on a pointer plate (see I in Figure
161, also D in Figure 163).
The gyro setting spindle has a square shank at the
end which engages the socket in the torpedo for setting the gyro mechanism. This squared shank of
the spindle must line up with the socket in the torpedo-that is, the sides of the squares on both the
spindle shank and the socket must be parallel. The
spindle, as previously stated, is mounted in the sleeve
with a slight looseness, and is centered in the sleeve
by means of a spring, which facilitates engaging the
85
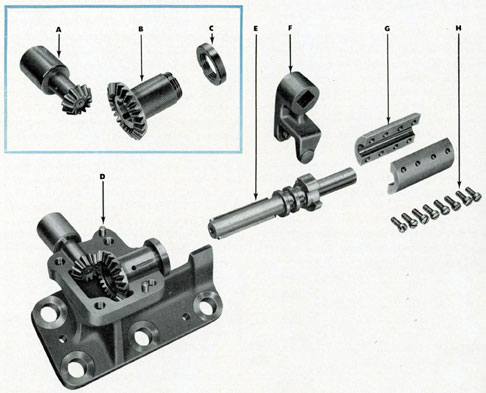
THE GYRO SETTING SPINDLE MECHANISM
Figure 168 Indicator switch, clutch fork, etc., which
assemble into the spindle housing (25) and the switch
housing (26) of Figure 167. (A) Bolts and washers; (B) Plug; (C)
Cover plate; (D) Push button switch; (E)
Washer; (F) Indicator switch housing;
(G) and (H) Connections for wiring to
switch; (I) Pin for lever; (J) Bolts and
washers for attaching indicator housing;
(K) Cotter pin; (L) Lever; (M) Clutch
fork; (N) Taper pin; (O) Pins for clutch
fork arms; (P) Spindle housing (same as
25 in Figure 167).
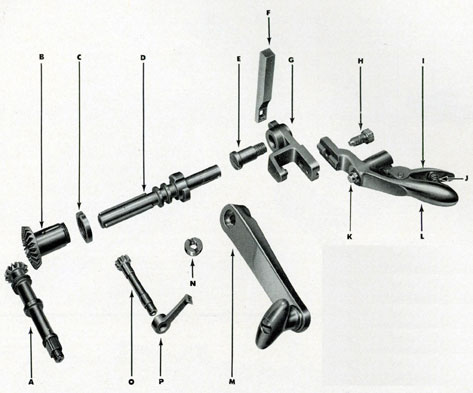
Figure 167 (below and next page) The parts of the gyro setting
spindle mechanism, disassembled, are shown
on these two facing pages as nearly as possible in the position in which they would be
assembled in the housing.
86
1
Cover.
2
Packing.
3
Screws for cover.
4
Bearing retainer.
5
Gasket.
6
Bolts and washers for bearing retainer.
7
Bearing nut.
8
Lock washer.
9
Bearing.
10
Gland,
11
Rivet pins.
12
Gland springs.
13
Gland washer.
14
Adapter ring.
15
Packing.
16
Packing.
17
Packing.
18
Rubber gasket.
19
Spindle drive housing.
20
Oil filling plug.
21
Ball bearing spacer.
22
Bearing.
23
Worm wheel.
24
Bearing.
25
Housing for spindle (flange attaches to (19) spindle drive housing).
26
Indicator switch housing.
27
Spindle sleeve.
28
Spindle spring.
29
Spindle.
30
Plug.
31
Key stud.
32
Key.
33
Lock washer.
34
Gland nut,
35
Access cover plate.
36
Screws for cover plate.
37
Oil shield.
38
Worm drive shaft.
39
Bearing,
40
Lock washer.
41
Bearing nuts.
42
Gasket.
43
Bearing retainer.
44
Washers and bolts forbearing retainer.
45
Packing.
46
cover.
47
Screws for cover.
48
Gasket, with bolts, washers, nuts, and pins, for attaching spindle housing to spindle drive housing.
49
Nut, with cotter pin, for clutch fork shaft.
50
Indicator collar.
51
Retracting lever.
52
Pointer plate, with screws.
53
Key for shaft.
54
Clutch fork shaft.
55
Latch;
56
Latch spring.
57
Rivet pin.
58
Latch release.
59
Pivot pin.
60
Engaging lever.
61
Latch, grip.
62
Latch spring.
63
Latch.
64
Top bracket.
65
Washer.
66
Nut, with cotter pin, for top of shaft.
87
spindle in the socket and allows for any slight
misalignment.
When a torpedo is loaded into the tube, both the
torpedo gyro and the setting spindle should be set
at zero to insure lining up of the spindle and the
socket. (This applies except when it is desired to
check the actual setting on the torpedo at some
other angle than zero, and a torpedo is withdrawn
from the tube for that purpose.) At the zero setting on both the spindle and the socket, the sides of
the squares on both the spindle and the socket are
horizontal and vertical.
If it is found hard to enter a spindle into the
socket of the torpedo, the spindle may be rotated
slightly in either direction by means of the hand
drive of the gyro setting indicator regulator.
The spindle sleeve passes through a stuffing box
to enter the tube. The spring pressure on the chevron-type sealing rings in this stuffing box (parts 15,
16 and 17 of Figure 167) is not adjustable, and has
been held to the minimum so as not to bind the spindle sleeve. Split sealing rings should not be used.
Before new rings are installed, they should be soaked
in hot neats-foot oil. After new rings are installed
they should be exercised by rotating the setting spindle sleeve for 20 minutes, occasionally also working
it in and out.
A stuffing box drain is provided in the housing
base to drain off small quantities of water which
may leak past the stuffing box before it can do any
damage. This drain must not be obstructed in any
way; otherwise any leakage past the stuffing box will
back up into the tube unit housing, and will corrode
the working parts.
When engaging the spindle, the operating handle
is grasped, as shown in Figure 162, and the latch or
handle lock release, which is mounted in the top of
the handle, is pressed down to unlatch the handle
from the handle lever bracket. Pressing the latch
or handle lock release acts to pull down the handle
lock bolt. The handle is then turned to the in position shown on the indicator plate (D in Figure
163). When the handle has been moved to this position, the shaft bolt release button (G in Figure 161)
is pressed to disengage the handle shaft bolt from
the handle, and to engage it with the mating toe on
the retracting lever (H in Figure 161). Holding
the shaft bolt release button in, the operating handle
is returned to its latched position, as shown at F
in Figure 161.
The foregoing process is reversed to retract or disengage the spindle manually. The operating handle
Figure 169 Gyro spindle retracting lever, with retracting chain and slide. (A) Chain and sprocket connected with stop rod
for retracting the spindle automatically; (B) Intermediary multiplying lever, carrying slide block which engages (C) Spindle retracting lever.
88
Figure 170 Gyro setting indicator-regulator by which
the gyro angles of all torpedoes in one nest of torpedo
tubes are set.
or lever is unlatched from its latched position and
rotated until the handle shaft bolt snaps into engagement
with it while releasing itself from the retracting
lever. The operating handle is their returned
to its latched position, carrying with it the handle
shaft, setting spindle, and all connecting parts.
For retracting the spindle automatically, the disengaging or retracting lever is connected, by means
of a sprocket and chain, to the stop rod which also
retracts the torpedo stop bolt. The stop rod is connected
to the piston of the stop cylinder as described
in Chapter 5 on the firing mechanism. As the firing
key is pressed, admitting air from the ship's
service line through the stop cylinder valve to the
stop cylinder, the piston of the stop cylinder, to
which the stop rod is connected, moves to contact
the piston of the pilot valve which releases the air
to open the firing valve. As the piston of the stop
cylinder moves, it draws the stop rod with it, thus
retracting, first, the gyro, setting, spindle and, next,
the stop bolt, before venting the fixing valve.
The connection between the retracting lever and
the stop rod is shown in Figure 169. This connection can also be seen in Figures 161 and 162. A slide
block engages the retraction lever, the slide block
being carried on a pin which is secured in the end
of the in multiplying lever. A sprocket, is
fixed to the axle of the intermediary multiplying
lever, and a chain which engages this sprocket has
both ends fastened to the retraction slide, so that
motion of the stop rod and retraction slide toward
the breech rotates the intermediary multiplying
lever, which in turn rotates the, retracting lever and
the clutch fork shaft so as to retract the gyro setting
spindle.
When the tube has, been fired, the stop rod and
the gyro spindle retraction slide are returned to
their original positions by the stop rod spring, carrying with them the intermediary multiplying lever
and the retracting lever. The wide upper slot in the
clutch cam permits this to be done without throwing
the gyro setting spindle to its in or engaged position,
Figure 171 Operator at gyro setting indicator-regulator.
89
The gyro setting spindle may be removed from
the housing, for inspection or replacement, without
removing or disturbing the spindle sleeve. To-do
this, the cap (35 in Figure 167) covering the access
opening in the spindle housing is removed. The ears
on the locking washer, which are intended to prevent the threaded and socketed plug from backing
out, are then bent down, and the plug is removed,
being eased out so that the pressure of the spindle
spring will not eject it violently. Following this, the
spindle rotating plug, together with its key and
locking washer, also the spindle and its spring, are
removed. As some of these parts are quite small,
care must be taken not to lose any of them. The
removal of the spindle may be facilitated by pushing
it out from within the tube.
To reassemble, the foregoing process is reversed. It
will be noticed that there are four .04 inch chamfered sections, each .25 inch long, at the horizontal
and vertical center lines on the inner circumference
or periphery of the threaded collar upon which the
cap screws. The spindle sleeve should be entered
with its keyways lined up with either pair of these
chamfered sections. In this way, the spindle will be
squared up so as to enter the setting socket of a
torpedo with the gyro set at 0 degrees or any multiple
of 1 1/4 degrees, since one turn of the spindle equals
5 degrees of gyro setting.
An indicator switch ("micro" type), D in Figure
168, is mounted in a housing, F in Figure 168, which
in turn is bolted to the setting spindle housing. The
switch is of the "normally open" type and is closed
to light an indicating lamp by the action of a cam
on the clutch fork, M in Figure 168, and the lever,
L in the same figure, when the setting spindle is
thrown to the "In" position.
Basic and spread gyro angles are set by the operation of the gyro setting indicator-regulator. See
NAVORD. O.D. 2585.
The tubes described throughout this manual were
designed principally for the use of the Mark 14 and
Modifications torpedoes. Other types of torpedoes
are also used in these tubes, and in some of these it
is necessary to use a gyro setting socket adapter in the
gyro setting socket in order to permit the setting
spindle of the tube unit to engage the socket to
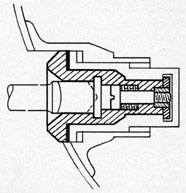
Figure 172 Adapter for gyro setting spindle
socket, used when torpedoes other than the Mark
14 and Modifications are used in tubes described in this pamphlet.
set the gyro mechanism in the torpedo.
This is due to the fact that in earlier submarines
the gyro setting mechanisms were on the outboard
side of the tube, and the stroke of the gyro setting
spindle (upon which there was no particular reason
for imposing any limitation) was established as
about 3.30 inches. For greater convenience of operation, the gyro setting mechanisms were later placed
on the inboard side of the tube, and the restricted
space between the port and the starboard tubes
made it necessary to decrease projections inboard of
the tubes. Hence the stroke of the gyro setting spindles was reduced to 2.20 inches.
The adapter (shown in Figure 172) is installed in
the gyro setting socket of the torpedo by means of
a square locking plate. The sides of this locking
plate are in alignment with the sides of the square
end of the adapter body when the adapter is inserted
in the gyro setting socket of the torpedo, and are
held in this position by the engagement of a key
on the locking plate with a keyway on the end of
the adapter body, the parts being held in engagement by the pressure of a spring under the head of
the locking screw, to which the locking plate is
rigidly secured.
After the adapter is completely inserted in the
gyro setting socket, the engagement between the key
90
on the locking plate and the diagonal keyway on
the end of the adapter body is released by the pressure of a screw driver applied to the slot in the head
of the locking screw, and the locking plate turned
until the key is, brought into alignment with a second keyway in the end of the adapter body at an
angle of 45 degrees to the first keyway.
Upon the release of the pressure on the head of
the locking screw, the spring pressure will cause the
locking plate to become engaged with the adapter
body in the new position, and the adapter will be
securely held in the gyro setting socket by the engagement of the corners of the locking plate with
the undercut in the bottom of the gyro setting
socket.
In submarines of latest construction at the date of
issue of this pamphlet, the following measures ate
being taken to minimize the noise produced by gyro
setting mechanisms, and to reduce its transmission
to the hull plating (from whence it is "broadcast"
through the water):
(1) Certain gears are made of phenolic com
pound.
(2) Parts of similar material are introduced in
shaft couplings.
(3) Housings in which noise is apt to originate
are mounted on material which does not readily
transmit sound.
The materials so used are not as strong as metal,
and are apt to wear quicker. They should, therefore,
be given particular attention whenever they show
signs of weakness or excessive wear.
THE SPEED SETTING MECHANISMS
Certain torpedoes used in submarine torpedo tubes
contain mechanisms for controlling the speed, high
or low, at which the torpedo will travel after it is
discharged from the tube. The rate of speed determines not only the speed with which the torpedo
travels to its objective, but also its range or the distance it will travel before its power becomes
exhausted.
A torpedo set for low speed, for instance, may
travel at a rate of 32 knots, and its range will be
approximately 9,000 yards. Set for high speed, the
torpedo may make 47 knots, and its range will be
about 4,500 yards.
The speed, low or high, is determined in accordance with other factors which pertain at the time
of preparing to fire, the same as with the depth
setting and the gyro angle. Hence the speed setting
mechanism on the torpedo tube is so arranged that
the speed can be set up to the time when the firing
mechanism interlock lever (A of Figure 68) is
thrown from "Muzzle Door Unlocked" to "Tube
Ready to Fire," the same as the depth setting mechanism.
Also, like the depth and gyro setting mechanisms, a spindle operates in a housing on the outer
side of the tube, projecting through and into the
tube to engage a socket in the torpedo.
When loading a torpedo into the tube, the mechanism on the torpedo is set at low, if a two-speed
torpedo, or to intermediate if three-speed. Likewise,
the setting mechanism on the tube must be set at
low.
Briefly stated, a speed setting mechanism consists
of a spindle having a three-lobed head which is
specially formed so that it will engage the socket in
the torpedo only in one position, with a crank, shafting and gearing for turning the spindle, a handle
with associated lever for engaging and withdrawing
the spindle, and interlock details which engage the
interlock sleeve so that the tube can not be fired
with the spindle engaged, so that the spindle can not
be engaged when the tube is ready to fire, and so
that the spindle can not be turned except when all
the way in nor retracted unless fully thrown to either
of its two positions.
91
Figure 173 Simple type of
speed setting mechanism,
mounted on tube. (A) Interlock sleeve; (B) Hand crank
for rotating spindle; (C) Lever
for engaging and disengaging
spindle; (D) Spindle housing.
There are two types of speed setting mechanisms,
the simple and the cross over. Both are the same in
operating principle, the difference being due to
whether the mechanism is attached to a port or star
board tube. On a port bow tube or a starboard stern
tube, the socket in the torpedo which is engaged by
the spindle is on the inboard side of the tube,
the side nearest the center line of the vessel, when
the, torpedo is placed in the tube. Hence, the simple
form of speed setting mechanism, as shown in Figures 173, 175, 176, 182, 183, 193, 194,195 and 196, is
used on these tubes. It will be noticed that the spindle housing and the operating handle and lever are
together, side by side, on the inboard side of the tube.
On starboard bow or port stern tubes, the socket
in the torpedo is on the outboard side of the tube,
the side farthest away from the center line of the
vessel, hence the cross over type of speed setting
Figure 174 Cross over type
of speed setting mechanism. (A) Indicator plate;
(B) Hand crank for rotating spindle (engaging and
disengaging lever concealed); (C) Shafts extending over tube to intermediate pedestal and connecting with (D) Spindle
housing.
92
Figure 175 Simple type of speed
setting mechanism, dismounted from
tube. (A) Hand crank in low speed
position; (B) Indicator plate; (C)
interlock bolt; (D) Engaging and
disengaging lever; (E) Index collar
and shaft; (F) Coupling; (G)
Socket shaft; (H) Spindle housing.
Figure 176 Simple type of speed
setting mechanism. (A) Pointer
shown at high speed on indicator
plate; (B) Index collar locked in
high speed position; (C) Slot for
locking index collar in low speed position; (D) Lug on base engaging
index collar; (E) Indicator showing
spindle out or in, lever being at
spindle out position.
Figure 177 Cross over
type of speed setting mechanism. (A) Engaging and
disengaging shaft; (B) Interlock bolt, spindle out
position; (C) Speed setting shaft; (D) Pointer
showing low speed on (E)
Indicator plate; (F) Lug
on collar of interlock sleeve
locking interlock bolt in
spindle out position; (G)
Engaging and, disengaging
lever; (H) Speed setting
hand crank.
93
Figure 178 Showing lug (A) on collar of interlock
sleeve releasing interlock bolt to permit movement of
engaging and disengaging lever to spindle in position.
Figure 180 Showing pointer moved to high speed position as hand crank is moved up, interlock bolt still engaging lug on collar of interlock sleeve.
Figure 179 Indicator plate removed to show (A)
Pointer, at low speed position, also (B) Interlock bolt in
spindle in position, engaging lug on interlock sleeve.
Figure 181 Showing interlock bolt moved to release
lug on collar of interlock sleeve as engaging and disengaging lever is moved to spindle out position, torpedo
having been set for low speed.
94
mechanism, as shown in Figures 174, 177 to 181,
and 184 to 192, is used on these tubes. In this cross
over type, the operating handle and lever are on
the inboard side of the tube, but the spindle housing
is on the outboard side.
The simple type of speed setting mechanism is
shown, detached from the tube, in Figure 175.
Here the right hand is holding the lever for engaging
and disengaging the spindle, the palm of the
hand pressing the latch which locks or unlocks the
lever so it can be moved from one position to the
other. In this case the lever is in the spindle in
or engaged position. The left hand is holding the
crank for rotating the spindle to set the speed, the
position shown being for low speed, as shown by
the pointer on the indicator plate. Note that the
index collar (E) in Figure 175, which will be
described more fully later, is released from the lug
on the base, unlocking the hand crank so it can be
rotated.
Figure 176 shows the engaging and disengaging
lever in spindle out position, and the speed setting
hand crank in high speed position, as shown by the
pointer on the indicator plate. Note, also, that the
index collar is engaged by the lug, locking the hand
crank in the high speed position so it can not be rotated
while the spindle is disengaged from the socket
in the torpedo.
The cross over type of speed setting mechanism,
as already stated, operates on the same basic principle
as the simple type, the difference being that
the two shafts (the engaging shaft connected with
the engaging and disengaging lever, and the worm
and shaft connected with the speed setting handle)
extend across the tube to an intermediate pedestal
on the outboard side, this pedestal carrying the fork
and gear which moves and rotates the operating
shaft leading to the spindle housing, as shown in
Figure 174. This is shown again in Figure 177,
which also shows the location of the speed setting
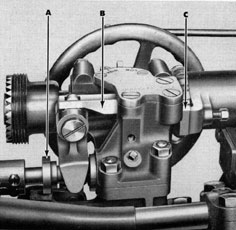
controls with relation to the depth setting mechanism.
The speed setting mechanism, like all the other
operating mechanisms, is linked up with the tube
interlocking system. Referring to Figure 177, (F)
shows the lug on the collar of the interlock sleeve
Figure 182 Back view of speed setting mechanism
(showing setting wheel now being replaced by hand
crank). (A) Index collar and (B) Lug on base which
engages index collar to lock speed setting wheel or hand
crank; (C) Fork on engaging and disengaging lever
which moves operating shaft horizontally to engage or
disengage spindle; (D) Interlock bolt connected by lug
on fork attached to engaging and disengaging lever;
(E) End of interlock bolt engaging lug on interlock sleeve.
Figure 183 Back of speed setting mechanism, showing
(A) Index collar engaged by lug on base; (B) Interlock
bolt in spindle out position, releasing (C) Lug on interlock sleeve.
95
Figure 184
Figure 185
Figure 186
engaging the interlock bolt (B) to prevent moving
the engaging and disengaging lever. In the position
shown, the firing interlock lever (A in Figure 83)
would be in the "Tube Ready to Fire" position, the
speed setting spindle would be out, or disengaged
from the socket in the torpedo.
In Figure 178, the lug on the collar of the interlock sleeve has moved to release the interlock bolt
so the engaging and disengaging lever can be moved
to spindle in position, as shown in Figure 179.
Here, in Figure 179, the indicator plate has been
removed to show the pointer which moves back
ward and forward to show low or high speed as the
speed setting handle is rotated. Also, this shows the
full view of the interlock bolt which is thrown by
the rotation of the spindle engaging cross shaft in
such a way that the interlock sleeve, when the firing
interlock lever is in the "Muzzle Door Unlocked"
position, can not be rotated until the spindle is retracted, and conversely, so that, when the spindle is
out, it can not be re-engaged so long as the firing
interlock lever is in the "Tube Ready to Fire"
position.
Figure 180 shows the pointer moved over to
high speed position as the speed setting hand crank
is turned upward, the interlock bolt still engaging
the lug on the interlock sleeve.
In Figure 181, the engaging and disengaging
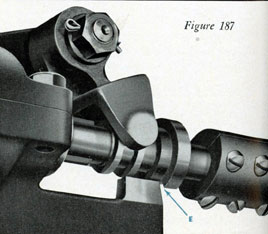
Figure 187
96
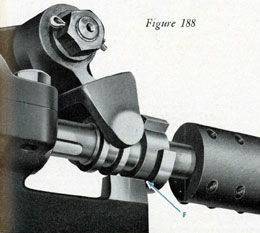
Figure 188
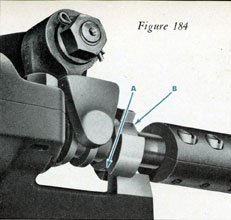
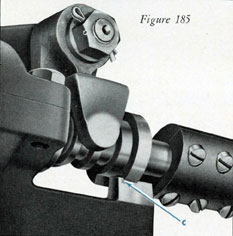
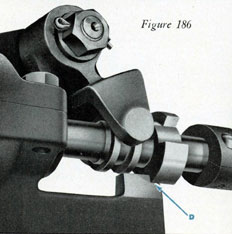
Figures 184, 185, 186, 187, 188 The speed setting mechanism index collar, engaged and unlocked,
in high and low speed positions. (A) Slot in index
collar engaged by lug in high speed position; (B)
Slot which is engaged when in low speed position;
(C) Slot engaged in low speed position; (D) Index
collar unlocked, high speed position; (E) Index collar
unlocked, low speed position; (F) Index collar, unlocked, halfway between high and low speed positions.
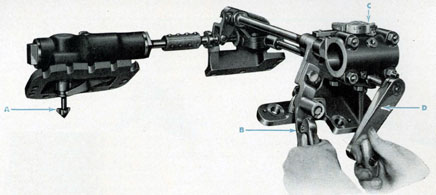
Figure 189 Cross over type of speed
setting mechanism, dismounted from the
tube, showing (A) Spindle in in or engaged position; (B) Engaging and disengaging lever in engaged position; (C)
Pointer and indicator plate, showing
high speed, (D) Hand crank in high
speed position.
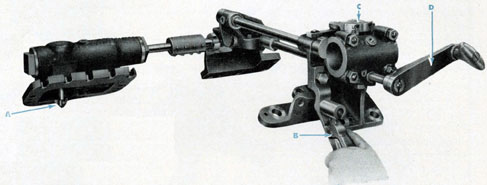
Figure 190 Spindle (A) out or disengaged; (B) Lever moved to out position; (C) Pointer and indicator plate, showing low speed; (D) Hand crank in low speed position.
97
Figure 191 Cross over connections for speed
setting mechanism, disassembled at left, assembled
at right. (A) Coupling for spindle operating shaft
(index collar and shaft); (B) Spindle operating
shaft; (C) Index collar; (D) Fork attached to lever
for moving shaft horizontally; (E) Gear, and (F)
Pinion attached to speed setting shaft for rotating
spindle operating shaft; (G) Cap for pedestal;
(H) Lug on pedestal for engaging index collar;
(I) Pedestal; (J) Shaft collar; (K) Engaging and
disengaging shaft; (L) Speed setting shaft; (M)
Shaft collar; (N) Indicator plate; (O) Where indicator plate is attached; (P) Body; (Q) Body cap;
(R) Lever hub; (S) Plate on base showing spindle
out or in; (T) Pointer which moves to show high or
low speed on indicator plate; (U) Worm on setting
shaft engaging gear on index shaft to rotate pointer;
(V) Index shaft for rotating pointer; (W) Engaging
and disengaging lever; (X) Speed setting crank;
(Y) Parts assembled.
98
lever has been moved to spindle out position, moving
the interlock bolt back to disengage the lug on the
interlock sleeve collar, thereby releasing the interlock sleeve so that the firing interlock lever may be
thrown to the "Tube Ready to Fire" position.
A close up view of the interlock bolt from the
rear of the housing is shown in Figure 182 (this
showing the hand wheel which was originally fitted
but is being replaced by the hand crank for rotating
the spindle). Here the engaging and disengaging
lever is in the spindle in position, the interlock bolt
being moved over to engage the lug on the interlock
sleeve.
Figure 183, the same view as Figure 182, shows
the interlock bolt moved back as the lever is moved
to disengage the spindle, the end of the bolt clearing the lug on the interlock sleeve. Both Figures
182 and 183 illustrate the simple speed setting
mechanism.
Note that the interlocking system acts to lock the
speed setting mechanism after the speed has been
sot and the spindle removed or retracted from the
socket in the torpedo. And conversely, the interlock
halt on the speed setting mechanism locks the interlocking system and thereby prevents improper operation of other mechanisms while the speed setting
spindle is engaged in the socket of the torpedo for
setting the speed.
Still referring to the simple mechanism: As the
interlock bolt acts to lock or release the engaging
and disengaging lever, so also does the index collar
on the operating shaft act to lock or release the
speed setting hand crank. This index collar is
shown in Figures 175 and 176, also in Figures
182 and 183. As shown in Figure 182, the operating shaft is moved horizontally, backward or forward, by the fork attached to the engaging and
disengaging lever. When the spindle is disengaged
from the socket in the torpedo, one of two slots in
the index collar is engaged by a lug on the base of
the housing, as shown in Figure 183. In Figure
182 the index collar is shown released from the
lug so the operating shaft can be rotated to set the
speed.
The speed setting hand crank can not be turned
to rotate the operating shaft while the engaging and
disengaging lever is in the spindle out or disengaged
position, the index collar on the operating shaft being
engaged by the lug, thereby serving to prevent movement of the hand crank once the speed has been set.
Also, as better shown in Figures 184 to 188, the
index collar is formed so that abutting surfaces engage the lug on the base of the housing, even though
the spindle is fully engaged, when the mechanism
is properly set at high or low speed. This feature
acts as a pair of stops to prevent forcing the mechanism in the torpedo past the designed limits. However, the forces afloat reported that speed setting
shafts (A in Figure 193 and L in Figure 191) had
been bent and twisted by the application of force
to the setting crank after the index collar had come
against the lug in the base of the housing. Accordingly, the Bureau requested that positive stops acting
upon the setting crank be installed in new construction, and, although not shown by any illustration
hereon, such stops are installed in a number of vessels. These stops consist of an elongated hub upon
the crank shaft, upon which there is mounted, free
to turn, a stop collar having a projecting portion
which is engaged by two pins, one fixed in the
crank and one fixed in the housing. The width of
the projecting portion of the stop collar is such that
the setting crank is stopped from turning more than
480 degrees.
In the cross over type of mechanism, the operation is essentially the same as in the simple type.
The index collar has two slots, as shown in the close
up view in Figure 184. Here one slot in the index
collar is engaged by the lug after the mechanism has
been set for high speed and the spindle has been
retracted. Figure 185 shows the second slot in the
index collar engaged by the lug after the mechanism
has been set for low speed. The index collar unlocked, and in high speed position, is shown in Figure 186. Figure 187 shows the index collar unlocked and in low speed position, and Figure 188
shows the collar half way between the high and low
speed positions.
When studying these views of the index collar it
is well to recall that, as previously stated, the operating shaft is moved horizontally by the engaging
and disengaging lever to engage or disengage the
99
spindle in the socket of the torpedo. For setting the
speed after the spindle is engaged, the operating
shaft is rotated by the speed setting wheel or hand
crank. Thus the horizontal movement of the operating shaft when moved by the fork attached to the
engaging and disengaging lever causes the index
collar to slide onto the lug on the base of the housing when the slot in the collar is in the proper
position.
Figure 189 shows the cross over type of speed
setting mechanism detached from the barrel. The
spindle is shown in the in or engaged position, the
engaging and disengaging lever being in that position. The hand crank is shown in high speed position, the pointer being at high on the indicator
plate.
Figure 190 shows the spindle in the out or disengaged position, the lever being in that position as
shown by the arrow on the part of the housing over
which the lever moves. It will be noted here that a
plunger engages one of the two holes in the projection on the base of the housing, locking the engaging and disengaging lever when it is in the out or in
position, this plunger being released by pressure on
the latch which forms a part of the hand grip on
the lever.
Figure 191 shows the parts of the cross over attachment, disassembled at the left, and assembled
at the right, while Figure 192 shows the parts
which assemble into the intermediate pedestal. Tracing the operation of this part of the mechanism from
the parts as shown in these illustrations, it will be
Figure 192 Parts for intermediate pedestal on cross
over type of speed setting mechanism. (A) Pinion and
socket for speed setting shaft; (B) Gear; (C) Ring nut
for gear; (D) Pedestal, showing pinion and gear in place;
(E) Index collar and shaft; (F) Fork attached for engaging and disengaging lever; (G) Coupling; (H) Machine
screws for coupling.
100
Figure 193 Operating shaft and
connecting parts for simple type
of speed setting mechanism. (A)
Pinion and worm; (B) Gear; (C)
Ring nut for gear; (D) Index collar and shaft; (E) Pivot screw;
(F) Interlock bolt; (G) Lever fork;
(H) Screw pin; (I) Latch; (J)
Latch spring; (K) Latch plunger;
(L) Lever handle; (M) Speed
setting crank; (N) Special nut;
(O) Index shaft; (P) Pointer.
noticed that the engaging lever is connected to the
engaging shaft which, at the lever end, is connected
with the lever hub on the top of which is a lug
which moves the interlock bolt backward or forward. At the far end the engaging shaft is attached
to a fork which moves the spindle operating shaft
to engage or disengage the spindle. The speed setting hand crank is connected with the speed setting
shaft, a worm at the handle end engaging a gear on
the index shaft to rotate the pointer to show low or
high speed on the indicator plate. The far end of
the speed setting shaft is attached to a pinion which
meshes with the gear on the end of the spindle
operating shaft to rotate the shaft for setting the
speed after the spindle is engaged in the socket of
the torpedo.
Figure 193 shows the operating shaft and connecting parts (disassembled) for the simple type of
speed setting mechanism. Figure 194 shows the
operating shaft, levers, and connecting parts as assembled in the housing, with the upper part of the
housing removed to show the position of the different parts. Figure 195 shows the position of the
operating shaft and the speed setting shaft as assembled in the housing. Figure 196 shows the housing
and assembled parts from the back, indicating more
clearly the action of the gear and fork on the operating shaft.
101
Figure 194 Operating shaft, lever,
hand crank, pointer, interlock bolt,
and connecting parts assembled in
housing, with (A) Indicator plate;
(B) Body; (C) Location of indicator
plate; (D) Body cap.
Figure 195 Operating and speed setting shafts assembled in housing.
102
Figure 196 Housing and assembled parts
shown from the back.
Figure 197 Interior of spindle housing, showing operation of raising and
lowering the spindle, also rotating it
to set speed.
103
Figure 197 is a view of the spindle housing
with the outer casing broken away to show the
operation of raising and lowering the spindle, and
also rotating it. Figure 198 shows the spindle housing parts disassembled. Tracing the operation of this
part of the mechanism while referring to Figures
197 and 198, the socket shaft of the spindle housing is coupled to the index collar and shaft operated by the engaging lever and the setting hand
crank. In the spindle housing, the socket shaft engages a bell crank fork, which in turn engages the
spindle sleeve in which the spindle is attached. The
horizontal movement of the socket shaft as the engaging lever is moved operates the bell crank fork
to lower or raise the spindle sleeve.
The end of the socket shaft also connects with a
pinion which engages a gear attached to the spindle
sleeve, so that as the speed setting handle is turned,
rotating the shaft, the pinion and gear act to rotate
the spindle sleeve and with it the spindle for setting
the mechanism in the torpedo.
The socket shaft (F in Figure 198) enters the spindle housing through a stuffing box, as shown at the
left in Figure 197, the parts being shown at F, G,
H, I, and J in Figure 198. This stuffing box, like all
other stuffing boxes on the torpedo tube, should be
kept tightened just enough to prevent leakage of
water that enters the spindle housing. It should not,
however, be tightened to the extent that it interferes with the movement of the socket shaft and
prevents proper operation of the speed setting
mechanism.
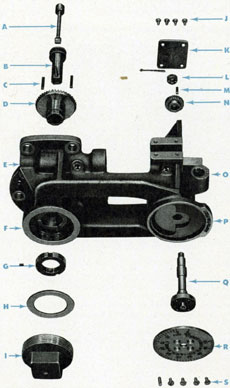
Figure 198 Parts for speed setting spindle housing.
A
Plug.
B
Gasket.
C
Pinion.
D
Housing.
E
Retaining ring.
F
Socket shaft.
G
Bearing.
H
Leather packing.
I
Gasket.
J
Plug.
K
Gear.
L
Retaining ring.
M
Adjusting ring.
N
Sleeve cap and keys.
O
Spindle retainer.
P
Spindle sleeve.
Q
Spindle.
R
Bell crank fork.
S
Pivot screw and washer.
T
Gasket.
U
Bolts studs, and nuts for attaching housing to barrel.