In its most simple form, the operation of firing a
torpedo tube may be said to consist of releasing
a charge of compressed air into the torpedo tube
behind the torpedo. This charge of air starts the
torpedo on its way out of the tube, after which it
travels through the water under its own power.
Actually, however, the operation is not quite so
simple as that. There are other factors which must
be taken into consideration. The spindles which set
the gyro, speed, and depth mechanisms must be
removed from engagement with the torpedo and retracted from the tube, and the stop bolt which holds
the torpedo in position in the tube must be retracted.
Were these spindles not entirely retracted from the
tube, they would interfere with the ejection of the
torpedo and cause it to jam in the tube.
Hence, the firing mechanism is so planned and
arranged that it can not be set in operation until,
first, the interlocking mechanism described in the
preceding chapter has been properly set; and second,
until the depth and speed setting mechanism spindles have been retracted from the torpedo and are
clear of the tube. The gyro setting mechanism spindle is retracted by the stop rod at the same time the
torpedo stop bolt is raised, the stop rod being attached to the piston of the torpedo stop cylinder.
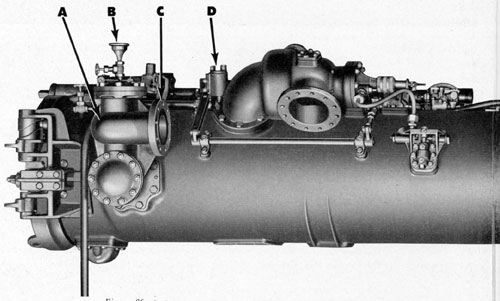
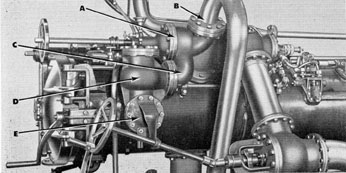
Figure 86 Outboard side of tube, showing position of firing mechanism in relation to other operating mechanisms on the tube. (A) Firing and check valve
housing; (B) Firing valve filling funnel; (C) Connection for stop valve, or to
impulse air line; (D) Electric solenoid.
48
Briefly, the sequence of operation of the firing
mechanism may be described as follows: When the
various interlocks have been properly set so that the
tube is ready for firing and the command to fire
is given, a key in the electric circuit is pressed down,
sending the electric current to the solenoid, which
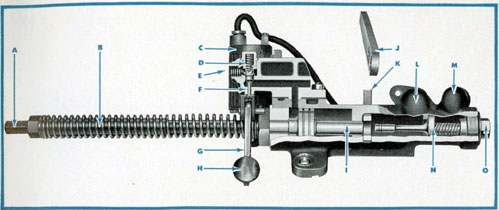
is an electrical magnet. The solenoid raises the firing
lever, opening the stop cylinder valve (F in Figure
96) so as to allow air from the ship's service line
(200 pound) to flow to the stop cylinder. A hand
key also is attached to the firing lever for use in the
event the electric circuit should be out of commission or for testing the firing mechanism.
The air going into the stop cylinder through the
stop cylinder valve moves the stop piston which
raises the torpedo stop bolt and retracts the gyro setting spindle. The stop piston extension then moves
through its matching hole in the firing interlock
shutter bar (J and K in Figure 96), contacts the
pilot valve stem and opens the pilot valve, releasing
the air pressure above the firing valve, thereby
releasing the charge of air into the torpedo tube
and launching the torpedo.
The complete firing system includes, in addition
to the firing mechanism, an impulse tank which
is arranged for charging from the submarine's high
pressure air system through a reducing valve and
manifold; piping to connect the impulse tank to
the firing valve; and electrical firing and indicating
circuits.
The impulse tanks are mounted inside the pressure
hull in some submarines, and outside the
pressure hull in some others, while in other submarines the forward tanks are mounted outside and
the aft tanks inside the pressure hull. Each impulse
tank carries seven cubic feet of compressed air, and
each tank serves one torpedo tube.
The firing mechanism, in its relation to the torpedo tube and the other operating mechanisms, is
shown in Figure 86, this being a view from the
outboard side of the tube, and in Figure 87, which
is a view taken from above, looking down on the
tube. Figure 88 is a view of the inboard side of the
tube showing the position of the hand firing key,
the solenoid, and the firing valve filling funnel,
though the other parts of the firing mechanism are
obscured in this view.
There are eight entirely distinct but related units
which comprise the complete firing mechanism,
each unit having its own particular function. Taking
these units in their sequence of operation, though
it must be understood that the operation is simultaneous, they are as follows:
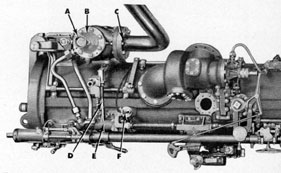
Figure 87 Top of tube, showing position of firing mechanism in relation
to other operating mechanisms. (A) Firing valve filling funnel; (B) Firing
and check valve bonnet; (C) Connection to stop valve, or to impulse air
line; (D) Interlock shutter bar; (E) Stop cylinder and pilot valve body;
(F) Electric solenoid.
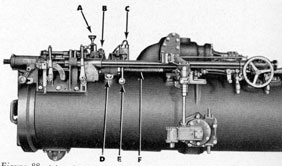
Figure 88 Inboard side of tube, showing position of firing mechanism
in relation to other operating mechanisms. (A) Firing valve filling funnel;
(B) Firing valve body; (C) Electric solenoid; (D) Stop cylinder and pilot
valve body; (E) Hand key for operating firing lever; (F) Stop rod spring.
49
THE SOLENOID
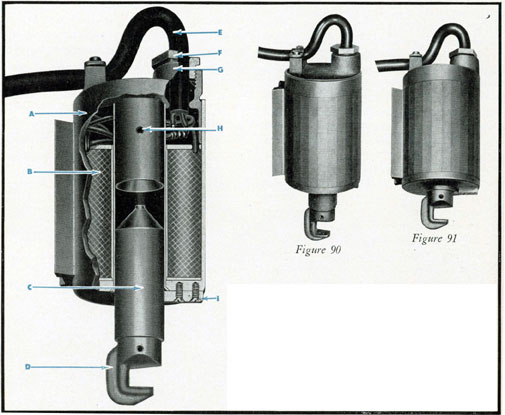
The solenoid, Figures 89, 90, and 91 (also see
Plate One and Figures 86, 87 and 88), is an electrical plunger magnet. It is mounted on a bracket
secured to the stop cylinder casting, and is wired in
series with the firing circuit. In the lower part of
the solenoid (see Figure 89) is a movable iron core
is drawn upward. As the armature is drawn
upward the hook raises the firing lever, thereby
tripping the stop cylinder valve.
Should the electric circuit get out of order so the
solenoid can not be operated, a hand key is attached
to the firing lever so the stop cylinder valve can be
Figure 89 (at left) Electric solenoid, interior, showing
(A) Housing; (B) Magnet wire; (C) Armature; (D)
Firing lever hook; (E) Wiring to electric circuit; (F)
Gland nut; (G) Cap; (H) Armature stop; (I) Armature key. Figure 90 shows the solenoid, exterior view,
with the firing lever hook down, and Figure 91 shows
the firing lever hook up.
or armature, to which is attached a firing lever
hook. Under the influence of the magnetic field
caused by the electric current passing through the
solenoid winding, this movable iron core or armature
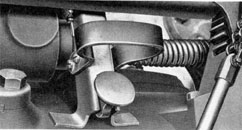
tripped by hand (see Figure 92). In order to prevent this lever from being struck accidentally, a
guard is fitted around it (see Figure 93) in an
effort to avoid unintentional firing.
50
Figure 92 Firing by hand (guard over hand firing
lever not installed).
Figure 93 Guard over hand firing lever to prevent
accidental operation of the firing mechanism.
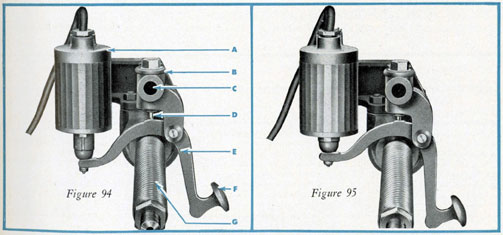
THE STOP CYLINDER VALVE
The stop cylinder valve-piston, when lifted by the
firing lever through the operation of the solenoid
(see Figure 94 and 95), or when the hand firing
key is pressed, permits the passage of air from the
submarine's 200-pound air service line to pass into
the torpedo stop cylinder.
Figure 94 Complete assembly of solenoid, firing lever, and stop cylinder, showing (A) Solenoid; (B) top cylinder valve body; (C) Connection for air pressure supply; (D) Stop cylinder valve stem (valve closed); (E) Firing
lever; (F) Hand firing key; (G) Stop rod spring and connection with stop rod. At right, Figure 95, firing handle is
depressed, stop cylinder valve stem lifted to open valve.
51
THE TORPEDO STOP CYLINDER
The muzzleward end of the stop piston rod is
joined to the gyro setting spindle retraction slide,
which in turn is coupled to the torpedo stop connecting rod which operates the stop bolt. As the
pressure of air enters the torpedo stop cylinder
through the stop cylinder valve, it forces the piston
rod toward the breech, and through the opening
in the interlock shutter bar, retracting the gyro
setting spindle and raising the torpedo stop bolt.
As explained in the preceding chapter, in the
section dealing with the firing interlock mechanism,
the interlocking shutter bar must be in the correct
position to permit the piston rod to pass through
the opening in the shutter bar, as it will when the
firing interlocking mechanism has been properly
set, otherwise the firing mechanism can not be put
into operation.
As the stop cylinder piston moves to the rear,
through the opening in the interlock shutter bar,
it comes in contact with and pushes the pilot valve
stem, thereby tripping the pilot valve and allowing
the firing valve to be opened (see Figure 96).
THE PILOT VALVE
When tripped by the stop cylinder valve piston
rod, the pilot valve opens and releases the banked
up air pressure from above the firing valve, thereby
allowing the firing valve to be forced open by the
pressure of air from the impulse tank.
The stop cylinder body and the pilot valve are
in one housing, as shown in Figure 96, the stop
cylinder valve body being bolted to the upper part
of it (see Figures 97 and 98), the whole being
mounted on the torpedo tube as shown in Figures
87 and 88 on page 49. A view of the interior of
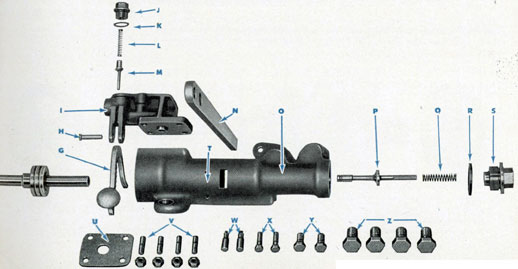
the body is shown in Figure 96 and the parts disassembled are shown in Figure 99.
The muzzleward end of the stop cylinder and
Figure 99 Parts of the stop cylinder valve, stop cylinder, and pilot valve disassembled.
A
Adjusting nut for stop cylinder piston rod
B
Sleeve for stop rod
C
Stop rod spring
D
Spring seat
E
Stop cylinder head
F
Stop cylinder piston rod
G
Firing lever
H
Taper pin for firing lever
I
Stop valve body
J
Plug for stop cylinder valve
K
Washer for stop cylinder valve guide
L
Stop cylinder valve spring
M
Stop cylinder valve
N
Interlock shutter bar
O
Stop cylinder and pilot valve body
P
Pilot valve piston
Q
Pilot valve spring
R
Gasket for pilot valve plug
S
Pilot valve plug
T
Opening in housing for interlock shutter bar
U
Gasket
V
Bolts for attaching stop cylinder valve body to stop cylinder body
W
Locating pins for attaching body to tube
X
Bolts for solenoid clamp
Y
Bolts for attaching vent line
Z
Bolts for attaching body to tube
52
Figure 96 Interior view of torpedo stop cylinder, pilot valve, and stop cylinder valve. (A) Connection with
stop rod; (B) Stop rod spring; (C) Solenoid; (D) Stop cylinder valve; (E) Air, pressure supply to stop cylinder valve;
(F) Stop cylinder valve; (G) Firing lever; (H) Firing lever handle; (I) Torpedo stop cylinder; (J) Interlock shutter
bar, removed; (K) Interlock shutter bar in place; (L) Air exhaust; (M) Opening for releasing banked up air from
firing valve head; (N) Pilot valve; (O) Pilot valve plug.
Figure 97 Torpedo stop cylinder and pilot valve, side
view.
Figure 98 Torpedo stop cylinder and pilot valve, top
view.
53
pilot valve body is bored for the piston, and threaded to take the cylinder head, which is bored for
the torpedo stop piston rod. A spring holds the
piston in its extreme position toward the muzzle
until it is acted upon by the air pressure. A passage
leads to the stop cylinder valve chamber, into which
the 200-pound air service line is connected. The
upper part of this chamber is threaded for the valve
guide, which houses the spring, while the lower
part is drilled to permit the valve stem to project
below, in position to be lifted by the firing lever
when the tube is fired either electrically or by hand.
The valve spring normally keeps the stop cylinder
valve closed.
The breech end of the torpedo stop piston rod
projects through the stop cylinder into a recess
which is open to atmospheric pressure. This recess
has a slot, through which the shutter bar of the
interlocking system slides. When all the related
mechanisms of the interlocking system have been
properly set and the tube is ready for firing, the
hole in the shutter bar is lined up with the torpedo
stop piston rod, thereby allowing the torpedo stop
piston rod to pass through the hole and strike the
pilot valve stem, as shown in Figure 96.
The muzzle end of the stop piston rod is fitted
with an extension which is secured to the gyro
setting spindle retraction slide, and this slide is, in
turn, secured to the torpedo stop operating rod, so
that the stop piston rod, the gyro retraction slide,
and the torpedo stop operating rod act essentially
as one part.
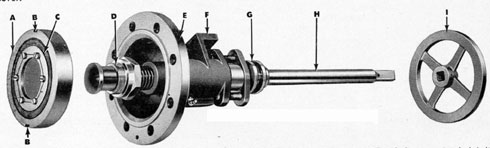
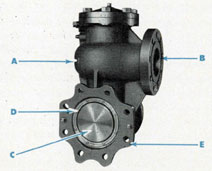
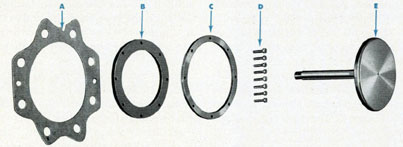
Figure 100 Stop valve, firing, and check valve bodies, showing position on outboard side of tube. (A) Stop valve body, (B) Pipe leading from impulse tank; (C) Stop valve elbow; (D) Firing and check valve body; (E) Check valve cover.
Figure 101 Stop valve body,
showing (A) Key, one of two
which engage valve disc; (B)
Valve seat.
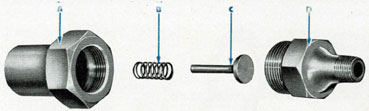
Figure 102 Stop valve disassembled.
A
Valve disc
B
Slots which engage keys in valve body
C
Annular ring for rubber gasket
D
Connection to valve disc
E
Valve bonnet
F
Bracket for interlock shutter bar
G
Valve stem collar which engages interlock bolt
H
Valve stem
I
Hand wheel
54
Figure 103
Figure 104
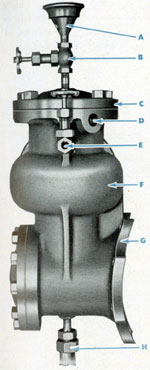
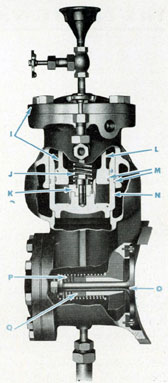
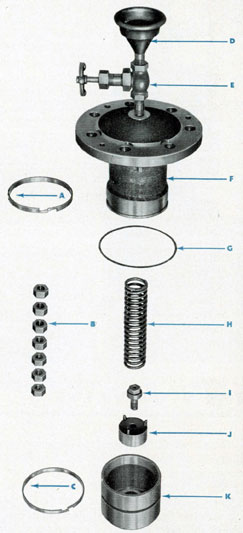
The firing and check valve
body, as it appears on
the tube at left, and interior view at right. (A)
Filling funnel; (B) Filling
valve; (C) Firing valve
cover; (D) Opening for
connection to pilot valve;
(E) Overflow valve; (F)
Firing valve body; (G)
Check valve opening and
flange for attaching to
barrel; (H) Automatic
drain valve; (I) firing
valve head; (J) Firing
valve spring; (K) Orifice
disc; (L) Skirt on firing
valve head; (M) Piston
rings; (N) Firing valve
cup; (O) Check valve
disc; (P) Check valve
spring; (Q) Rubber buffer.
THE STOP VALVE
The purpose of the stop valve as originally included in the firing mechanism was to provide a
closure between the firing valve and the impulse
tank so (1) to prevent accidental firing; (2) to
the lifting of the firing valve during the
operation of charging the impulse tank; (3) to
prevent the loss of air due to a leaky firing valve;
and (4) to permit access to the firing valve without
"blowing, down" the impulse tank.
The stop valve, bolted to a pipe from the impulse
tank and to the firing valve, consists of a stop valve
body (Figure 100) with a seat for the valve and a
connection to the firing valve. To the valve body
(Figure 101) is bolted a bonnet (Figure 102), bored
and threaded for the valve stem and stuffing box.
To the bonnet is bolted a bracket for the shutter
bar and the stop valve interlock bolt.
The valve stem (see Figure 102), which is
threaded to the bonnet, projects through the bonnet and its packing nut. To the outer end of the
stem are fastened a hand wheel and a collar which
engages the interlock bolt. Rotatably mounted on
the inner end of the valve stem is a valve disc, which
is prevented from turning by engaging two keys
formed in the valve body (Figure 101). A rubber
gasket makes a pressure-tight seal.
55
THE FIRING VALVE
The firing valve is housed in the same body with
the check valve as shown in Figure 103 (also see
Figure 100). A break-away view, showing the interior of the firing and check valves, is shown in
Figure 104. Figure 105 shows the firing valve disassembled.
The firing and check valve body is connected at
one end to a pad on the barrel. The other end is
connected by a flange to the stop valve body, where
the stop valve is installed; where the stop valve is
not installed, this end is connected to the impulse
air line.
The firing valve, which occupies the upper part
of the housing, as shown in Figure 104, is of the
differential piston type, held in position by the firing
valve head and the firing valve spring. The firing
valve cup, and a skirt on the firing valve head, each
have a groove in which is inserted a piston ring.
A firing valve orifice disc is secured to the firing
valve cup by a dowel pin and bolt with a locking
screw.
When clean, fresh water is poured in the filling
funnel on the head, and the filling and overflow
valves are opened, the water level is built up around
the firing valve cup and head to the level of the
overflow valve. The firing valve orifice disc in conjunction with the skirt of the firing valve head
forms a throttling orifice to control the rate of opening of the firing valve and, therefore, the air pressure in the tube when the chamber above the valve
is vented. The size of this orifice determines the rate
of opening of the firing valve, and therefore the
maximum tube pressure and the ejection velocity.
One manufacturer of this type of valve has stated
that a diametral increase of .001 inch in the size of
this orifice above the nominal figure will result in
an increase of maximum tube pressure of ten pounds
per square inch.
The operation of the firing valve is as follows
Starting with no air pressure tending to open the
firing valve, which will then be held seated by
spring pressure and gravity, clean, fresh water is put
Bolt for attaching firing valve cup and orifice disc
J
Orifice disc
K
Firing valve cup
56
Figure 106 Removing valve
from firing valve body with
lifter provided in the tool kit.
This lifter may also be used for
exercising the valve or testing
its operation, as explained in
the accompanying text.
in through the filling funnel (see Figure 107)
with both the filling valve and the overflow valve
open, until the water comes out of the overflow
valve, showing that the water level in the firing
valve is correct. The water must flow, not merely
drip, out of the overflow valve. After the water stops
flowing, both the filling valve and the overflow
valve should be closed.
The water goes down into the space inside the
firing valve cup, around the spring, through the two
lower five-sixteenth inch diameter equalizing holes
in the cylindrical projection of the firing valve head
and outside skirt of the firing valve head, to the
overflow level determined by the overflow globe
valve.
Figure 107 Filling the firing valve through the filling funnel.
Only clean, fresh water should be used, and it requires about one
and one half pints to fill the valve.
Assuming that the tube is ready for firing, the
stop valve, if installed, is opened, and pressure in the
impulse tank is built up. Air leaks by the cup ring
and builds up pressure within the cup and head
through the two equalizing holes at the water level
and the seven five-sixteenth inch diameter equalizing holes in the upper portion of the head.
The forces which now tend to keep the valve closed
are (1) the impulse tank pressure built up above
the cup; (2) spring pressure; and (3) the weight
of the cup. The spring pressure and the weight of
the cup are relatively negligible as compared with
the impulse tank pressure built up about the cup.
The only force tending to open the firing valve
cup is the impulse tank pressure against the 45
degree beveled edge of the cup next to the seat.
When the air pressure which holds the firing valve
cup seated is vented through the exhaust pipe (as
explained in the description of the pilot valve on
page 52 of this chapter), the impulse tank pressure
against the beveled edge of the cup lifts the cup,
allowing air to go to the tube.
As an alternative to opening the stop valve (if one.
is installed) at the point indicated in the foregoing,
it may be left closed up to the time when preparing
to fire. However, if this is done, the stop valve
should not be opened to the full extent rapidly.
It should first be "cracked" to allow pressure to
build up above the cup by leakage past the cup
ring to equalize that pressure on the 45 degree
beveled edge of the cup which tends to lift the cup.
Opening either the filling valve or the drain or
overflow valve of the firing valve after impulse air
pressure is on the firing valve may fire the tube.
To prevent this being done, accidentally or unintentionally, the replacement of the hand wheels originally fitted on these two valves, using small square
knobs in their place, has been authorized. This has
been done for the purpose of making it necessary
to use a wrench or pliers to open these two valves.
Also, there is no way of knowing exactly how
many shots one priming of the firing valve is good
for. Very little, if any, of the priming water should
be lost, either by firing or by evaporation. However,
the possible excessive tube pressures due to firing
57
with too little water in the throttling chamber are
considered sufficient to warrant the extra trouble of
filling the throttling chamber frequently, especially
when firing is anticipated.
The firing valve may be exercised by hand, as it
should be frequently to test its operation, by removing the filling funnel and inserting the firing valve
lifter, which is a rod threaded at the end to fit into
the tapped hole in the head of the bolt which
secures the orifice disc to the firing valve cup. Figure
106 shows the firing valve lifter being used to remove the valve from the firing valve body.
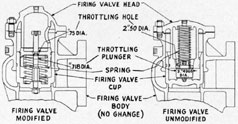
As this pamphlet goes to press, a modification is
being effected in firing valves with the object of
making their operation less critical, more uniform,
and less subject to variation under actual operating
conditions. The modification is not supposed to
change the operating principle of the valve in any
particular. The basic features of the modification
are:
The throttling diameter is reduced from 2".50 to
".75, which increases the width of the throttling
orifice in inverse proportion, thus making it unnecessary to adjust the "firing valve clearance" with any
thing like the degree of accuracy hitherto necessary
in order to insure proper performance.
The inner bearing for the firing valve cup has
been divorced from the skirt of the firing valve
housing cover, so that even if this cover is bolted
down more tightly on one side than on the other,
the firing valve cup will not thereby be jammed as
may be the case in the original design.
The differences between the original valves and
the modification will be apparent from the line
sketch which is reproduced below.
THE CHECK VALVE
The purpose of the check valve is to keep the sea
water out of the firing system when the torpedo
tube is flooded. If the space between the check valve
disc and the firing valve cup should fill with water
Figure 108 The check valve seat, showing check valve in place.
(A) Firing valve body; (B) Connection for stop valve; (C) Check valve disc; (D) Retaining ring for, check valve seat; (E) Flange for connecting to barrel.
there would be no air cushion, and the full impulse
tank pressure would be transmitted to the torpedo's
afterbody when the firing valve first opened. Also,
after firing, water would tend to pass the firing valve
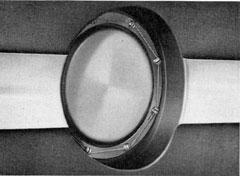
Figure 109 The check valve as it appears looking into the tube
through the breech door. Its purpose is to keep sea water out of
the firing system when the torpedo tube is flooded, closing by
spring pressure after firing.
58
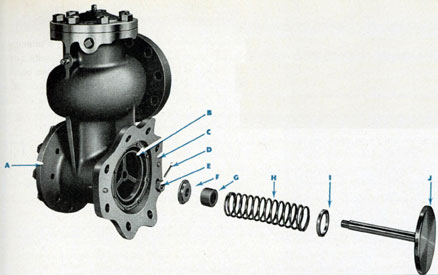
Figure 110 The check valve seat, showing parts disassembled.
A
Check valve cover flange
B
Check valve seat
C
Flange for connecting to barrel
D
Cotter pin for (E)
E
Nut for valve disc stem
F
Spring washer
G
Rubber buffer
H
Check valve spring
R
Spring seat
I
Check valve disc
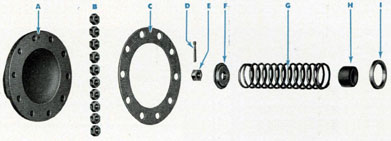
Figure 111 Check valve parts, housing end. (A) Check valve
cover; (B) Nuts for attaching cover to body; (C) Gasket; (D) Cotter pin for (E) Nut for valve disc stem; (F) Washer for valve spring; (G) Valve spring; (H) Rubber buffer; (I) Spring seat.
Figure 112 Check valve parts, barrel end. (A) Gasket for attaching to barrel; (B) Rubber check valve seat; (C) Retaining
ring for rubber check valve seat; (D) Machine screws for attaching
retaining ring; (E) Check valve disc.
59
and back up in the impulse air line.
The check valve is located, as already described,
in the lower part of the same housing with the firing
valve (see Figures 103 and 104), at the point where
the firing valve body opens into the torpedo tube,
as shown in Figure 108. The valve disc as seen from
the inside of the barrel is shown in Figure 109. Disassembled views showing the parts of the check
valve are given in Figures 110, 111, and 112.
Normally, the check valve is held by a spring
against a rubber seat (see Figure 104). It opens
under a slight air pressure, the spring washer taking
up against a rubber buffer.
The rubber buffer must be very carefully inspected when the tube is being overhauled. This is
important. Wear and aging reduce the length of
the rubber buffer, which will cause the check valve
to open more than it should so that the disc may
strike the outboard rudder bearing on the tail vanes
of a torpedo. On the other hand, should the rubber
buffer be too long it would prevent the check valve
from opening completely, and throttling of the
impulse pressure might then occur at the check
valve rather than at the firing valve cup.
An automatic drain valve is provided, as shown
in Figure 104, this being located just behind the
check valve. This drain valve remains open by
spring pressure (see Figure 113), thereby allowing
any water which leaks into this section of the firing
valve body to drain out. The drain valve closes
when air pressure enters the firing system.
It is essential that this automatic drain valve be
kept tight, in order to prevent loss of impulse air
with resulting lower tube pressure.
As described in Chapter 4, the firing mechanism
can not be set in operation until the firing interlock
lever is set at "Tube Ready to Fire" as shown in
Figure 83 on page 45. Before this interlock lever
can be, moved to that position, however, the breech
and muzzle door interlock lever must be set at
"Muzzle Door Unlocked" position, and the drain
valve and muzzle door interlock lever must be
set at "Drain Valve Locked" position, as shown
in Figure 79 on page 43. The depth and speed setting spindles also must be retracted.
With these interlocks set, and the spindles retracted, the muzzle door operating shaft is released
so the muzzle door can be opened. After the muzzle
door is opened, the firing interlock lever can be
moved to "Tube Ready to Fire." This rotates the
interlock sleeve to lock the other mechanisms, and
also brings the firing interlock bolt down, as shown
at C in Figure 83 on page 45, thereby preventing
movement of the muzzle door operating shaft and
locking the muzzle door open.
At the same time, moving the firing interlock
lever to "Tube Ready to Fire" position moves the
firing interlock shutter bar to lock the impulse stop
valve open, and also brings the opening in the
shutter bar into line with the piston extension of
the torpedo stop cylinder so that, when the firing
key is pressed, that extension may pass through the
opening in the shutter bar to trip the pilot valve
piston, thereby setting the firing valve in action.