5-INCH GUN MOUNT MARK 40 - INSTALLATION INSTRUCTIONS, OD 4707, 1944, describes the installation of the five inch, 25 caliber, wet mount gun used on U.S.N. submarines near the end of WW II.
In this online version of the manual we have attempted to keep the flavor of the original layout while taking advantage of the Web's universal accessibility. Different browsers and fonts will cause the text to move, but the text will remain roughly where it is in the original manual. In addition to errors we have attempted to preserve from the original this text was captured by optical character recognition. This process creates errors that are compounded while encoding for the Web.
Please report any typos, or particularly annoying layout issues with the Mail Feedback Form for correction.
The purpose of this publication is to set forth information
and instructions relative to the installation of the mounts aboard ship, and to the assembly and testing operations that may be required anticipatory to this installation.
SA 48374
4968
NEG.31080
31082
31268
31269
31274
31276
O.S.1445
O.P. 762
1029
1105
O.D. 1914
O.Std. 52
NOTE 1: All drawing numbers relating to the mount assembly will be found on the drawing lists indexed on the assembly sketch that corresponds to the assembly number of the mount. The following assembly (and sketch) numbers have been assigned to 5" Mounts Mark 40:
Assembly No. 1325
Sk. 108355
Assembly No. 1420
Sk. 132215
NOTE 2: The following listed drawings are mount assembly general arrangements; (with Sight Mk. 42) Drs. 253584, 253585, 253586 and 253587; (with Sight Mk.42 Mod. 1) Drs. 256951, 256952, 256953, and 256954.
NOTE 3: O.P. 1029* sets forth the description and operation of 5" Mount Mark 40 Assemblies.
O.P. 1105 sets forth applicable general requirements relative to cleaning and storage.
O.P. 762 contains general instructions relative to the alignment of ordnance installations on board skip.
* A very limited number of copies of O.P. 1029 (tentative issue) will be available at the Naval Gun Factory for distribution
to parties most concerned. The regular edition should be available about September 1944.
3
PRELIMINARY PROCEDURE
(a) Upon receipt of the equipment the mount should be assembled complete with gun installed, and tested as required, (see Par. 4 to 12, incl., below). The equipment should be thoroughly cleaned, and serviced in accordance with the lubrication charts (Drs. 253589 and 253590). At the same time a careful inspection should be made, and any damaged or missing part called to the attention of the Naval Inspector or other authorized personnel in order that the required steps toward correction may be initiated. Where paint has been chafed or otherwise rubbed off, such places should be repainted as soon as possible. (This equipment is painted with Paint No. 39 of Ordnance Standard No. 52.)
(b) Awaiting readiness of the ship, the assembly should be stored indoors, with dust-protective covers on the gun muzzle and over the housing and sight. (In this connection, also refer to note in Par. 8(d) below.). The equipment should be serviced in accordance with the lubrication charts, and inspected at regular intervals (two weeks, minimum).
4. GENERAL REQUIREMENTS RELATIVE TO ASSEMBLY OPERATIONS
(a) A check should be made to ensure that units at hand to be installed or assembled tally in accordance with shipment records *, so that the integrity of the mounts as manufactured will be maintained. Any element of the mount that is designated (such as being wired at the point of employment) for a particular application, should be installed accordingly.
*and markings on the units.
(b) Before installation of parts, faying and working surfaces thereof should be cleaned and carefully checked for burrs.
(c) Working parts that are brought together should be slushed with the lubricant with which they operate (see lubrication charts, Drs. 253589 and 253590).
(d) Before operation of any part of the mount, ensure that all mechanisms involved have been lubricated (see lubrication charts).
4
(e) Before assembly of faying surfaces (or non-moving mating parts) between which accurate bearing or fit is required rust preventive compound (Polar Type), Navy Dept. Spec. 52-C-18 Grade 1 is to be applied to the surfaces for protection against corrosion. However, where surfaces are in such close proximity on assembly to parts lubricated with bearing grease O.S. 1350 as to make the use of the rust preventive compound impractical, the bearing grease may be used for protection. Surfaces between which accurate bearing or fit is not required should be painted in accordance with Ordnance Standard No. 52 before assembly. NOTE: Generally speaking, the type of treatment for particular interfaces should be the same as was provided during primary assembly of the equipment. This treatment may be ascertained by examination of the surfaces in question.
(f) Parts on which assembly operations have been performed and/or that have been handled during such operations, should be painted as necessary.
5. ASSEMBLY OF UPPER AND LOWER SECTIONS
When the gun-and-mount assembly is received broken down into upper and lower sections (by detachment of the carriage detail from base ring), as shown on N.G.F. Negatives Nos. 31268 and 31269 (upper section) and Nos. 31274 and 31276 (lower section), assembly is accomplished as set forth below.
(a) Refer to N.G.F. Negative No. 31274. The lower section may be lifted by means of four 1-1/4" eyebolts assembled at equal spaces in holes for securing the carriage to the base ring. Place and secure the section on a flat foundation ring that is suitable for the subsequent operations. (NOTE: Bottom of stand and top of foundation ring should be clean.) Refer to Dr. 253936: Disassemble the securing screws and remove the training circle cover section (Dr. 253907-1) on which the training pinion bracket installs.
(b) Refer to Dr. 253431 and N.G.F. Negative No. 31269. Before installation of the upper mount section on the lower section, the training pinion bracket unit (Dr. 253462) is to be removed. This operation, which may be accomplished before removal of the upper mount section from the shipping skid, is performed as follows: Disassemble the train connecting coupling arrangement shown on Dr. 254068 by removing the taper pin (Dr. 253466-7) and tapping the coupling (Dr. 253461-3) forward. Then disassemble the four screws securing the pinion bracket unit to the carriage and remove the unit.
5
(c) The upper section may be rigged for lifting by use of a lifting beam, Dr. 253249; or, if the slide counterweight (Dr. 256958-1) is not installed, by a sling arrangement as shown on N.G.F. Negatives Nos. 31080 and 31082. In both of these arrangements the forward slings are attached to the assembly by means of suitable clips bolted at the kicking machine securing holes in the slide. When raising the section, the base of the carriage should be placed in a horizontal position by operation of the elevating hand wheels.
(d) Refer to Drs. 253481, 253482, 253483, and 253484. Lower the upper mount section onto the lower section, mating keys and keyways. Assemble the dowels and the securing bolts, drawing up the bolts and nuts uniformly and tightly.
(e) Install the training pinion bracket unit, ensuring that the bench mark on the pinion matches the corresponding mark on the training circle. Reinstall the connecting coupling arrangement. Replace the training circle cover section previously removed.
6. INSTALLATION OF GUN, HOUSING, AND SLIDE ASSEMBLY
Where the gun, housing, and slide are received assembled but not installed in the mount, this installation is accomplished as set forth below. In conjunction with this work, subsequent installation of the sight, as described In Par. 8 below, is also required.
Refer to Drs. 252716, 253482, 253483, and 253485.
(a) Relative to lifting of gun, housing, and slide assembly, refer to Paragraph 5 (c) above.
(b) The trunnion caps (Dr. 252723-1 and 2), also trunnion roller bearings (Dr. 252714-1, O.S. 1445), if installed, should be disassembled from the carriage. The trunnion clips (Dr. 253540-1) and shims (Dr. 253540-6), if assembled on the slide, should be removed.
(c) Place the trunnion roller bearings in position on the slide trunnions. With the gun, housing, and slide assembly in a horizontal position lower same into the carriage, ensuring that the bench mark on the elevating pinion matches that on the arc.
6
(d) install the trunnion caps on the carriage. Install the trunnion clips (Dr. 253540-1) and shims (Dr. 253540-6), and the retaining rings (Dr. 254019-2) and shims (Dr.254019-3); after final installation of these parts the countersunk securing screws (Dr. 253540-5) are to be locked in place by staking metal into the screw driver slots.
NOTE: Correct installation of the trunnion bearing assemblies using the identical parts as furnished involves the following requirements:
(1) Each roller bearing must maintain the integrity and placement of parts and must be installed facing the same way on the same trunnion as during primary installation. (Each roller bearing is a matched set meeting the requirements of O.S. 1445. Bearings are installed with the "X" side inboard.)
(ii) Each shim Dr. 253540-6 must be installed on the same trunnion as during primary installation. (During primary installation these shims are sized so that a ".002 clamping action of the clip Dr. 253540-1 against the outboard cone of the particular roller bearing is obtained.
(iii) Each shim Dr. 254019-3 must be installed on the same trunnion as during primary installation. (During primary installation these shims are sized so that a ".002 clamping action of the retaining rings Dr. 254019-2 is obtained that will ensure the roller bearing cups of the particular bearing being tight against the spacer, thereby providing correct bearing preload.)
(e) The components of the hydraulic firing mechanism that assemble on the slide are shown on Drs. 253485 and 256909. The mechanism should be filled and adjusted as required (see Pars. 7 and 11(2)(iii) below).
7. FILLING AND ADJUSTING HYDRAULIC FIRING MECHANISM
(Refer to Drs. 253482, 253485, and 256909)
(a) Filling
(i) Depress gun or manipulate hose so no air is trapped in system.
(ii) Remove lower housing vent plug and upper housing fill plug.
(iii) Fill with recoil cylinder liquid, O.D. 1914; when lower housing is full, replace vent plug.
7
(iv) Continue to fill to overflowing, replace fill plug, pump foot pedal 20 to 30 times, remove fill plug.
(v) Repeat operation (iv) two or three times. The last time pull upper bellows push rod out about 1/4" and secure while filling and pumping. Allow push rod to return to normal to expel excess liquid. Secure filling plug.
(b) Adjusting
(i) Engage safety latch by backing push rod end, 254023-4, away from trigger lever, 256907-4, until outer plunger, 254025-2, is at free length.
(ii) Adjust push rod end against trigger lever until outer plunger is compressed ".10. Secure with locknut, 12-Z-23-21.
(c) Checking
(i) Engage safety latch. Cock firing pin; it should be impossible to fire with either trigger lever or foot pedal.
(ii) Press handle of safety latch down and release; it should be possible to fire with either trigger lever or foot pedal.
(iii) Remove firing pin mechanism and observe action of sear, 253509-1, while performing checks (i) and (ii). With safety latch released, approximately ".17 of sear shoulder should be in position to restrain firing pin. (Refer to Drs. 253489 & 253490)
(iv) Replace parts and engage safety latch.
NOTE: The safety latch is normally actuated into engagement by action of recoil when each round is fired (or when the gun is kicked; see Par. 11 below). Prior to firing, the latch may be released through inadvertence or other factor; therefore: WARNING 1: For mounts not provided with a safety latch engaging feature (see Sk. 142878), the safety latch should be regarded as inoperative (and suitable precautions taken in this regard) when loading the first and any other round where engagement of the safety latch is questionable.
A suitable tag with the above note and warning should be attached to this type of equipment.
WARNING 2: For mounts provided with a safety latch engaging feature (see Sk. 142878), the safety latch should be engaged before loading the first and any other round where engagement of the safety latch is questionable.
INSTALLATION OF SIGHT
(Refer to the applicable sight general arrangement drawing No. 253404 for Sight Mark 42, No. 256177 for Sight Mark Mod. 1.)
8
(a) Refer to Dr. 253485. The counterbalance weight (Dr. 256958-1) if installed on the slide, must be removed therefrom. Place the thrust spacers (Dr. 253540-3) on the correct respective trunnion clips. Assemble the sight counterweight brackets (Dr. 253410-1 and 253411-1) on the trunnion clips and secure with the required details; after final assembly and test of sight, the countersunk securing screws (8-Z-1000-249) are to be locked in place by staking metal into the screw driver slots.
(b) Ensure that the sight elevating arcs (Dr. 253408-Sub-Assembly No. 2) are installed on correct respective hand of the slide.
(c) Position mount horizontal. Position and secure the sight counterweight brackets so that the surfaces on which the sight proper assembles are horizontal. Operate the sight hand wheel to set the mechanism at 2000 minutes. Lower sight carefully, with mounting faces horizontal, into position on the counterweight brackets, ensuring that the sight setting is not disturbed in this operation, and secure with the required details.* Operate the sight throughout its range in elevation (observe any necessary precautions as to interference between the sight and the mount handwheel brackets) and ensure that the action is smooth and even throughout, and that complete design range is obtained on the drum between the limits of the stops. Install the slide counterbalance weight previously removed.
(d) For Sight Mark 42 - The telescope holders and open sights are installed as shown on Dr. 253404. Ensure that provision has been made for locking the open sight bars in the brackets, in accordance with Dr. 253409, sub-assembly Nos. 2 and 3, 253412-7, and 247178-Pc. 2. NOTE. The taper pins (Dr. 253421-4) may be removed and the sight bar sub-assemblies turned down, to prevent damage thereto during shipping, storage, etc.
The Mark 29 type telescopes are installed in the holders as shown on Dr. 119653; as a primary adjustment the telescopes should be centralized in the holders by the adjusting screws provided.
(e) Sight Mark 42 Mod. 1 - The Mark 86 Telescopes are installed as shown on Dr. 256177.
(f) Check the sight installation, using the procedure outlined in Par. 10 below, or an equivalent technique.
* This procedure is to ensure that the timing of the elevating arc teeth and those of the mating pinions in the sight proper is the same as when these gears were fitted at primary assembly. If bench marks are provided on mating gears, the governing requirement is that these marks shall match.
9
9. INSTALLATION OF GUN AND HOUSING
(Refer to Drs. 253485 and 253486.)
(a) The slide should be in the horizontal position. The cam plate (253573-1) should be held in retract with a suitable 1/2" screw assembled in the hole provided for this purpose (items are shown on Dr. 25350). The breech mechanism hand operating lever on the slide should be in latched position.
(b) The breech block should be in closed position. The gun and housing assembly is lifted by means of a single sling applied to the gun barrel at the center of gravity of the unit (about 26".0 forward of the housing). Insert the muzzle end of the gun into the rear of the slide and move the assembly forward, guiding it so that the grooves in the guide rails of the housing receive the slide guide rails, until the assembly is as far forward as the sling will permit it to go. Block up the assembly at its breech end and move the sling aft to apply on the gun barrel adjacent to the housing.
(c) Refer to Drs. 252737 and 253526. Move the gun and housing assembly forward until the locking sleeves Dr. 253535-3 and 253538-5 on recoil and counterrecoil rods of slide can be screwed into the respective openings in the housing. Install keeper screws for the locking sleeves in accordance with Dr. 253503 and the above reference drawings.
(d) Check recoil and counterrecoil actions, together with operation of the breech mechanism, in accordance with Par. 11 below.
10. SIGHT TESTS
(Refer to O.P. 1029 for additional details of procedure)
I. Alignment Test - This test is to ascertain that in elevation the lines of sight move in planes perpendicular to the axis of trunnions; and in azimuth in planes perpendicular to the axis of mount rotation.
10
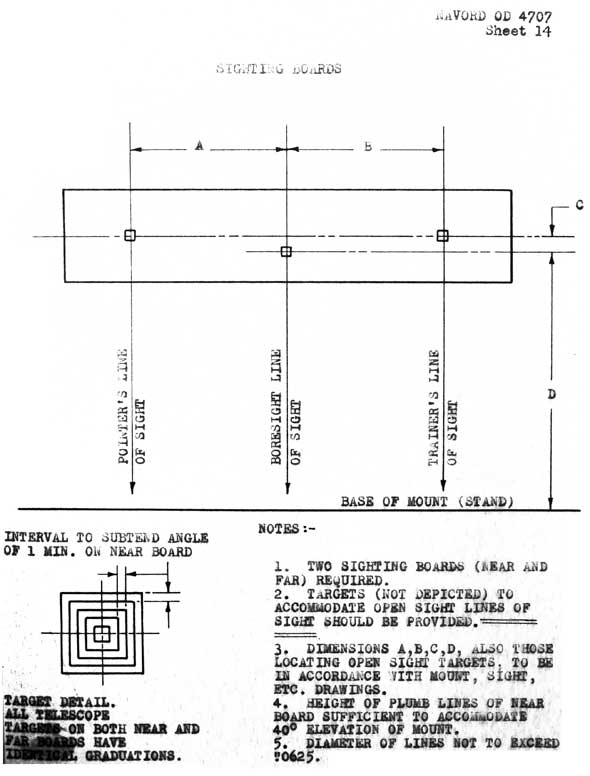
(a) Near and far sighting boards as shown on Sheet 14 should be erected about 50 and 100 feet respectively, from the mount. The sighting boards should be located so as to be at right angles to the bore of the gun when making the adjustments described. To reduce parallax and to centralize the eye in the telescope, diaphragms or discs-having the smallest practical drilled peep hole in exact center should be used in conjunction with rubber telescope eyeguards.
(b) Install the bore sight details In the gun and housing and adjust the bore sight telescope so that its cross lines are centered on the muzzle disc peep hole. Then remove the muzzle disc without disturbing the telescope.
(c) To ensure validity of this test as described, the mount must be accurately emplaced. To check for this condition proceed as follows: Lay the gun to position the bore sight crosslines on the near bore sight target. Elevate the gun 40°. The vertical crossline of the bore sight telescope should remain on its plumb line throughout this operation. If necessary, shim under the mount to obtain this condition.
(d) With the sight set at 2000 minutes sight angle and 500 mils deflection, lay the gun to position the bore sight cross lines on the near bore sight target. Note the position of the vertical cross lines of the pointer's and trainer's telescopes on their respective targets. Lay the gun to position the bore sight cross lines on the far target, and again note the position of the crosslines. In these operations the vertical cross line of pointer's and trainer's telescopes should fall at identical positions relative to the respective plumb lines on the near and far targets; if necessary, adjust lines of sight so as to obtain this condition. Also verify alignment of the open sights during these operations.
(e) Lay the gun to position the bore sight cross lines on the near bore sight target. Note the position of the vertical cross lines of the pointer's and trainer's telescopes on their respective targets. Elevate the gun 40°. (In this operation the vertical cross line of each telescope should remain on, or maintain its distance from, the respective plumb line.) Depress the sight until the telescope lines of sight again fall on the targets. The horizontal shift of the vertical crosslines of the telescopes should not exceed an angle of 1 min. as indicated by the graduated lines on the targets.
11
(f) Lay the gun to position the bore sight cross lines on the near bore sight target. Note the position of the horizontal cross lines of the pointer's and trainer's telescopes on their respective targets. Train the mount to the right twelve degrees, then deflect the lines of sight to the left until the telescope lines of sight again fall on the targets. The vertical shift of the horizontal crosslines of telescopes should not exceed an angle of one minute, as indicated by the graduated lines on the targets. Bring the mount and sight back to their original positions and repeat this test in the opposite direction.
II. Lost Motion Check - This check indicates lost motion in the sight elevating gearing, and for new equipment installed in accordance with Par. 8 above is indicative of whether satisfactory assembly of the sight proper with respect to the elevating arcs on the slide has been obtained*:-
(g) Lay the gun to position the sight crosslines on the near targets. Position the gun at some elevation and depress the sight until the horizontal crosslines in the pointer's and trainer's telescopes fall on the horizontal crosslines of the respective targets. (Care should be taken to approach the setting with sight depressing). Note the reading on the sight angle drum. Depress the sight a few more degrees then elevate until the same reading on the drum is obtained. (Care should be taken to approach this setting with sight elevating.). The vertical, shift of the horizontal crosslines in the telescopes should not exceed an angle of 1 min. as indicated by the graduated lines en the targets. This check should be run for several different elevations of the mount.
11. CHECK OF RECOIL AND COUNTERRECOIL ACTIONS
The gun and mount assembly is checked by kicking the gun (forcing it 20".0 out of battery, then releasing to permit free return), and ascertaining that correct operation of the various systems is obtained. It is desirable that this check be performed on every mount just prior to, or after, installation aboard ship.
The following drawings show various mechanisms involved in this test: Nos. 252737, 253526, 253482, 253485, 253484, 253487, 253568, 253569, and 256909. See O.P. 1029 for a complete description and operation of these mechanisms, and for additional details of procedure for this test.
*A further check of satisfactory assembly is that handwheel pulls to elevate (or depress) the sight run about 10-12 lb.
12
(a) A kicking machine is shown on S.A. 4968.
CAUTION: Extreme care should be taken while lifting the kicking machine when attached on gun, that no strain is put on the elevating gear teeth.
(b) The gun may also be kicked as follows: With the mount secured to the floor or deck, the recoiling assembly is suitably rigged, and pulled out of battery by means of a chain fall attached to the floor or wall of the shop, or deck of the ship. The mount should be elevated and trained so that the force of the pull will act in the line of the bore of the gun. Releasing is effected by means of a pelican hook or equivalent facility. (Refer to Drs. 253526 and 253537 for assembly and details, respectively, of counter-recoil springs).
(c) Before kicking ensure that the hydraulic firing mechanism is filled and adjusted (see Par. 7 above).
(d) Kick the gun at various positions of elevation and with an empty cartridge case in the breech, and ascertain that the following requirements are obtained:
(i) The gun returns to battery smoothly and with satisfactory cushioning at end of counterrecoil stroke. The time required for return to battery should be 1 second (maximum) at 0° elevation and 4 seconds (maximum) at 40° elevation. Ascertain that no galling or scoring of parts takes place in the guide rail assemblies or in other working parts involved.
(ii) On counterrecoil, automatic opening of breech with associated case ejection is satisfactory.
(iii) satisfactory resetting of the firing plunger and safety latch on the slide, as well as full return of gun to battery, is obtained. (Ascertain that with the breech block in closed position the firing mechanism therein can be tripped by the trigger or foot-firing mechanism if the firing safety latch has been released, and cannot be tripped if the safety latch has not been released.)
12. INSTALLATION OF DEPRESSION STOP CAM & TRAINING STOPS
The depression stop cam blanks (Dr. 253940-1 and 2) are to be shaped and the training stops (Dr. 253940-3) are to be located, to meet the requirements of the particular ship (and position) on which the mount is installed. These requirements may be ascertained from ship's plans of firing clearances, or derived by bore sighting after installation of the assembly aboard ship.
13
NOTE 1: It has been the policy of the Bureau of Ordnance to install fire-restrictive devices on guns which will prevent the projectiles fired from these guns striking the ship's structure, equipment, and personnel when it is not possible to make any disposition of the material and personnel that would clear the line of fire, but which will not restrict firing so as to prevent damage to personnel or equipment within the danger blast curve of the gun or to material that can, but that has not been moved clear of the line of fire. A clearance of one caliber is to be maintained between the extension of the axis of the gun bore and fixed structure.
For these mounts the positive stops are to be installed to prevent train into zones where firing at some elevation is prohibited by the above requirements but where laying at this elevation cannot be prevented by the depression stop cam owing to its limited height.
13. EMPLACEMENT OF MOUNT ABOARD SHIP
(Refer to the applicable working circle drawing, No.253588 or 256955; and Dr.253477 and 253475.)
(a) The gun foundation aboard skip should be spotted in to a true plane that will provide for the vertical axis of the mount to be perpendicular to a horizontal plane that is parallel to the base line of the ship. Spotting in should be carried out until at least 75% bearing is obtained. No welding of the gun foundation should be performed subsequent to spotting in, except tack welding of the securing bolts, if required.
(b) Set the drill jig S.A. 48374 on the gun foundation aboard ship, orient the jig so that the arrow etched thereon is positioned on the center line of the gun foundation and points in the stowed direction of the gun, and secure. Using the required slip bushings (see drill jig drawing), drill and ream the stand securing bolt holes in gun foundation in accordance with the mount working circle drawing and applicable ship's plan.
(c) Unless other technique is specified, the surface of the gun foundation that is covered by the mount on installation should be coated with pigmented rust preventive compound, Navy Dept. Spec. 14-C-66, Type B, or red lead. The mount is to be placed in position on the foundation while this coating is still tacky, and secured with the required details. The securing bolts should be drawn up uniformly and tightly,