(a) Description.-The condensate system is that part of the steam cycle in which water flows from the main condenser toward the boilers while it is being prepared for use as feed water. The several elements of this system are: the main condenser in which steam is condensed and collected as condensate; the main condensate pump which removes condensate from the main condenser; the main air ejector, through which condensate is passed to serve as cooling water, and which has the function of removing air from the main condenser; and the deaerating tank. which finally prepares condensate for use as feed water. Piping connects all these elements. thereby requiring that each element operate in perfect coordination with each other element in order that proper operation of the system, as a whole. may be maintained. As in all other systems, hereinafter discussed, we will first describe the action within each element and thereafter show by description of the piping how all these elements are connected together into a single system.
(b) Notes on Vacuum.-In all ocean-going marine power plants a condenser is employed to convert the steam exhausted from the main engines back into water so that it can be returned to the boiler as feed water. In these condensers a vacuum is maintained at as high a level as possible in order to obtain maximum economy and maximum power. In a strict sense, the vacuum in the condenser is not a vacuum. All gages indicate pressures which start with zero at atmospheric pressure. Therefore, we use the term "vacuum" to indicate that the pressure is less than atmospheric. The average atmospheric pressure at sea level is 14.7 p.s.i. If we have a pressure which is 4.7 p.s.i. less than atmospheric the gage will indicate a vacuum, but there will be 10 p.s.i. of pressure remaining. This pressure is referred to as "absolute" pressure to differentiate it from "gage" pressure (above atmospheric). These absolute pressures are generally referred to as "vacuum" in inches of mercury. A column of mercury with 0 p.s.i. absolute pressure
above it will he held up by the atmospheric pressure (14.7 p.s.i.) to a height of 30 inches, where the weight of the column of mercury becomes equal to the 14.7 p.s.i. of atmospheric pressure. If an absolute pressure greater than 0 p.s.i. exists above the mercury, the height of the column will be reduced by approximately 2 inches for each 1 p.s.i. of pressure. Thus, when we say there is 28 inches of vacuum, there is actually 1 p.s.i. of absolute pressure. Atmospheric pressure is, however, variable. With a constant absolute pressure in the condenser, variations in atmospheric pressure will create corresponding variations in the amount of vacuum shown on a gage. Therefore, a change in vacuum gage reading may not necessarily indicate a change in condition of the condenser but may merely reflect a change in atmospheric pressure. Checking the absolute pressure gage or the barometric height will indicate whether such is the case.
(c) Condenser Temperatures.-Under normal operation the condenser will he filled with steam under the absolute pressure existing in the condenser. A definite relation exists between the pressure of saturated steam and its temperature. An absolute pressure of 1 p.s.i. will give a corresponding gage reading in vacuum of approximately 28" of mercury. The temperature of saturated steam at 1 p.s.i. absolute pressure will be 101.2 degrees F. If some external condition causes the condenser temperature to remain hotter than this, or if the cooling water temperature is not held below this, the steam will not be condensed and the absolute pressure in the condenser will rise, reducing the vacuum shown on the gage. It is apparent that the greater the vacuum obtained, the lower will be the temperature of the steam. The lower the temperature of the steam in the condenser, the more heat we have available for conversion into mechanical energy in the engines. For maximum power, then, the vacuum should be carried at as high a level as possible. In doing this, care should be exercised to see that. the temperature of the condensate and of the cooling water discharged is not reduced
15
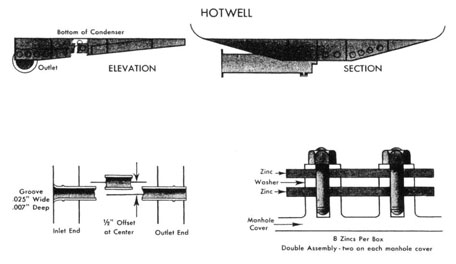
MAIN CONDENSER DETAIL
FIG. 10
materially below that of the condenser temperature (temperature corresponding to existing vacuum). This condition might cause a reduction in feed temperature which could well reduce the capacity of the boilers to the extent that the over-all power is reduced. To maintain maximum economy of operation the temperature of the circulating water discharge should be maintained 5 degrees to 8 F. below the temperature of the existing vacuum. This will allow for maximum vacuum consistent with an economical temperature of the condensate. It will, in many cases, be necessary to reduce the amount of cooling water to obtain this effect. This can be done by reducing the speed of the main circulating pump (but not so low that it may stop). In case the flow of water must be reduced to the extent that the tubes will not all be filled, the overboard discharge valve may also be choked down but should never be closed more than three-quarters. On ships employing reciprocating circulating pumps (not the case in these ships) the overboard discharge valve should never be choked with the pump in operation.
2. MAIN CONDENSER
(a) General Description.-The main condenser installed in all DD445 and DD692 class destroyers, is a single-pass condenser containing 6,404 tubes, with a cooling surface of 11,000 square feet. The overall length of these tubes is 10 feet 8 5/8 inches. Their outside diameter is 5/8 inches with a wall thickness of 0.049 inch. Circulating water from the sea flows through these tubes to provide the cooling medium necessary for condensation of the steam discharged into the condenser. This water is furnished either by means of a main circulating pump or through a scoop connection. The scoop connection can be used to supply sufficient water to the main condenser for all speeds during ahead operation above 6 knots. At speeds less than 6 knots and during astern operation the main circulating pump must be operated.
(b) Tubes.-The tubes used in this condenser are made of copper-nickel alloy. No ferrules are used in either tube sheet, the tubes being expanded into both inlet and outlet sheets. Those at the inlet sheet are belied to provide for fair entry of the
16
water and are cut off flush with the tube sheet. At the outlet tube sheet, the tubes are not belied and are allowed to extend about one-eighth inch beyond the sheet. Grooves (fig. 10) are cut around the hole in each tube sheet to allow for positive sealing of the tube. As the tubes are rolled, metal from them is pressed into these grooves. The grooves are 0.007 inch deep and 0.025 inch wide. To provide for expansion of the tubes and to allow for easy drainage of all water from the tubes, they are installed with a bow which allows the tube to rise one-half inch in the center of the condenser. After a preliminary operating period plastic ferrules are installed at the inlet end of each tube for the purpose of preventing the rapid erosion encountered due to the velocity of water entering the tube. This is done after this preliminary period to allow for the correction of any leaks discovered during the preliminary operation. The tube sheets into which these tubes are rolled are made of a solid sheet of copper-nickel alloy.
(e) Baffling.-The condenser is divided, by baffling, into four air cooler sections through which all air to be exhausted from the condenser must pass and which are connected, by pipes, to the air suction connection at the top of the condenser. The lower portion of the condenser is baffled lengthwise to prevent surging of condensate from one end to the other. Sealing plates are welded to the bottom of the condenser throughout its length to prevent the free flow of steam into the air coolers. A condensate collecting tray is installed below each group of condenser tubes and is formed by longitudinal baffle plates welded to the bottom of the condenser. These plates have serrated top edges and are divided into small compartments by transverse baffles. This allows a steady flow of water into the hot well while maintaining a seal of 3 inches of water in each compartment unless the ship lists more than 15 degrees .
(d) Hot-Well.-The hot-well is built up of welded plates on the base of the condenser. This is made up of flat plates all of which slope toward the condensate outlet. The hot-well is also baffled in both directions in a manner which will prevent surging of water but still allow free flow to the condensate outlet connection. Figure 10 illustrates this method of baffling.
(e) Zinc Plates.-The presence of salt water in the inlet and outlet water boxes will cause electrolytic action to be set up which may cause the
destruction of the metallic elements of the condenser. It has been found that the presence of zinc in the water boxes will prevent destruction of this metal, while the zinc itself will be eaten away. The zincs can be readily replaced, while the condenser cannot. Therefore, in order to prevent the eventual destruction of the condenser, several zincs are placed in each water box. These zincs are attached, in assemblies, on each of the manhole plates in the headers. Two zincs are mounted in each assembly, as shown in figure 10, separated from one another by spacers three-fourths inch thick and secured to the manhole cover by studs. They must make a good contact with the metal of the manhole cover. Two of these assemblies are mounted on each manhole plate, providing 8 zincs in each water box, or 16 in all.
(f) General Notes.-There are two relief valves installed on each condenser, one on the salt water side which is adjusted to lift at 20 p.s.i., and one on the fresh water side which is adjusted to lift at 5 p.s.i. After installation but before being put into operation, the fresh water side of each condenser is tested under 10 p.s.i. hydrostatic pressure. and the salt water side is tested under 13.5 p.s.i. hydrostatic pressure. From the inlet water box of the main condenser, salt water is led into the lubricating oil cooler to furnish cooling water for that unit.
3. MAIN CONDENSATE PUMPS
(a) General Discussion.-As noted in the discussion of the steam cycle, condensate is removed from the hot-well of the main condenser by means of a condensate pump. Two condensate pumps are installed in each engineroom, both of which are capable of taking suction from the hot-well of the main condenser. Both of these pumps are vertical two-stage centrifugal pumps. The DD445 class destroyers have one electrically driven condensate pump installed, in which both pump and motor operate at a speed of approximately 1,150 r.p.m., and one turbine driven pump with the steam turbine connected to the pump end through a worm and wheel reduction gear. The turbine speed will vary slightly with the make of turbine but in general will be about 5.300 r.p.m., while the pump operates at approximately 1,150 r.p.m. The DD692 class has two turbine-driven main condensate pumps.
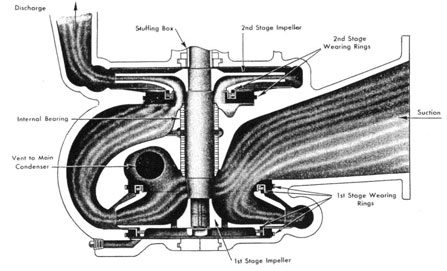
(b) Operation.-An examination of figure 11 will show the suction connection arranged to lead
17
MAIN CONDENSATE PUMP - PUMP END
Fig. 11
Water from the hot-well down into the 1st stage impeller where it flows through the entrance. ports around the pump shaft. The speed of rotation of the impeller imparts centrifugal force to this water, and by this centrifugal action the water is thrown from the impeller into the discharge casing of the first stage, under pressure.
A connecting pipe, built into the pump casing leads from the first stage discharge casing up to the second stage suction. As the sketch shows, water enters the second stage from below the impeller, passing through the inlet ports, also around the shaft, and is discharged under pressure from the second stage impeller, through the same centrifugal action as in the first stage. From the second stage casing, the condensate, under pressure, is led off into the condensate piping system.
(c) Wearing Rings.-Since the impellers of this pump must rotate and the casing remain stationary, it is essential that a clearance be maintained between the impeller and casing. The presence of this clearance would make it possible
for water from the discharge casing of either stage to leak back into the suction side of the impeller and thereby lower the discharge pressure and reduce the capacity of the pump. In order to prevent this, the clearance must be made as small as possible to allow a minimum of water to pass. For a new installation about 0.008 inch is considered proper clearance. Were the impeller and casing machined to this clearance, the rapid rush of water, however small, through the space, would cause wear which would gradually increase this clearance. Eventually the clearance would become sufficiently great to materially reduce the capacity of the pump and then it would be necessary to restore the clearance to its original figure. This would mean renewal of the impeller. In order to allow us to restore this clearance, whenever necessary, without renewing the impeller, removable rings, manufactured of gun metal or a similar material, are installed on both impeller and casing. Normal wear will now occur on these rings and not on the impeller or the casing. When the clearance becomes too great it is then
18
only necessary to renew the removable rings in order to restore the clearance. These rings are called wearing rings, and spares are provided so that when the clearance between the impeller and casing wearing rings exceeds 0.030 inch they can he renewed to restore the clearance to its original design of approximately 0.008 inch. As will be noted in figure 11, in the main condensate pump there are three sets of wearing rings, one set at the side of the first stage impeller, providing a seal between first stage suction and discharge; the second set, made necessary by the equalizing holes through the impeller, installed at the base of the first stage impeller; and the third set at the side of the second stage impeller, providing a seal between the second stage suction and discharge. Due to the small clearance between the wearing rings any undue heating of the pump will cause an expansion of the rings and eventual contact between the impeller rings and casing rings. This will, of course, seize the pump. Overheating of these pumps may be the result of several things, but basically they all stem from one condition, that is, the lack of circulation of water, through the pump, to carry away the heat built up by the speed of rotation. If, for instance, the discharge line from the pump is closed off, the impellers will rotate in stationary water. The heat built up due to this rotation will remain in the pump, since water is not flowing through it to carry this heat away. This will eventually cause heat to build up to such an extent that the wearing rings expand and seize. If vapor is allowed to enter the impeller, this vapor, having little weight, will not be affected by the centrifugal action of the impeller and will remain in the impeller, preventing water from flowing to it and destroying water circulation through the pump. Precautions may be taken to prevent any of the above occurrences. In the first place, the discharge line from the pump must be open so that the flow of water can be maintained from the pump at all times. This means that the piping of the condensate system must be fully lined up before starting the main condensate pump. In the case of the second possible occurrence, a recirculating system is installed which provides for recirculation of water to the hotwell of the main condenser for use whenever insufficient water is entering the condenser to provide suction to the main condensate pump. This means that when warming up and securing the main plant, the recirculating system
must always be in operation. To provide against
the pump becoming vapor bound a vent connection is supplied on the suction casing of the first stage. This connection leads back to the main condenser and any vapor which may enter or flash in the first stage suction casing will, if this connection is open, be vented back into the maul condenser before entering into the impeller. This means then that the vent connection from the first stage must be always open whenever the pump is in operation. In this connection, it should be noted that, when securing one pump and starting the other the vent on the pump to be secured must be closed to prevent destruction of the vacuum in the main condenser. This is noted here because it has in the past been a common casualty causing reduction of main condenser vacuum.
(d) Lubricating System.-The steam pump has a self-contained lubricating system, the sump of which is the reduction gear case. An attached lubricating oil pump delivers oil to all parts of the system through a lubricating oil cooler. The lubricating oil cooler is serviced with salt water, for cooling, from the salt water service system of the ship. Pressure in the lubricating oil system is held down to about 8 p.s.i. by a relief valve which discharges into the sump tank. The oil now recommended for use in these wormwheel reduction gear systems is Navy Symbol 3080. In connection with the lubricating system it should be noted that the pump should not be brought up to full speed until the temperature of the oil flowing to the bearings is at least up to 90 degrees F.. and that a good running temperature for oil entering the bearings is between 120 degrees and 130 degrees F.
(e) Turbine Control.-The speed of the turbine of the steam pump is controlled only by a limit speed governor. The function of this governor is to reduce the steam flowing to the turbine when the turbine speed approaches its maximum allowable r.p.m. so that the turbines will never exceed this maximum allowable r.p.m. This is accomplished by a centrifugal weight governor which acts through a rocker arm to vary the opening of a piston valve which consequently varies the steam delivered to the pump turbine. Adjustment of the speed to which the turbine will be limited call be made by removing the cover from the governor assembly and changing the tension of the spring which works against the weights. The total travel from fully closed to fully open of the governor valve should be adjusted to be one
19
fourth inch, and this travel adjustment should be checked alter each readjustment of the spring. The pump is normally operated with the throttle valve wide open, passing full steam pressure to the governor valve and thereby allowing the governor valve to control the speed of the pump at its limit speed. Then, as the load on the pump increases power will always be available to meet it. An increase in load will cause the pump to slow down and this will cause the governor valve to open wider, increasing the steam delivered to the turbine. This has a tendency to require the governor valve to act as a constant speed governor, a function for which it is not designed, but, while the speed of the pump may vary somewhat with the change in load, the variation will not be sufficiently great to cause any unsatisfactory functioning of the unit.
4. MAIN AIR EJECTOR
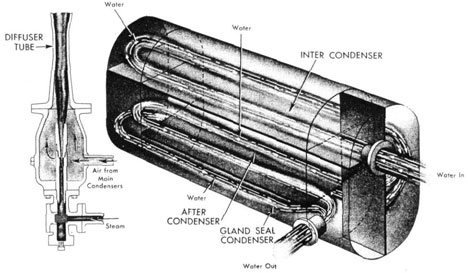
(a) General Discussion.-The main air ejector installed in both DD445 class and DD692 class destroyers is a two-stage condensing air ejector. The condensate which has been discharged from the main condensate pump passes through the condensers of this air ejector to act only as cooling water in these condensers. The function of the air ejector is to remove from the main condenser all air liberated in that condenser, consequently maintaining a high level of vacuum. There are two sets of air-ejection nozzles attached to the air ejector, and the shell consists of three condensers banked one over the other. These three condensers are, in order from top to bottom, the inter-condenser, the after-condenser and the gland steam condenser. Only the inter- and after- condensers are a part of the air ejector, the gland steam condenser being included here only for convenience. Condensate from the main condensate pump enters first the inter-condenser and, making two passes, enters the after- and gland-steam- condensers simultaneously, its flow dividing. Two passes are made in each of these condensers, and the flow again joins and discharges into the condensate line and finally to the deaerating feed tank.
(b) Operation.-Each air ejector nozzle consists of a steam nozzle, air suction chamber, and a diffuser tube. As shown in figure 12, the steam nozzle is installed in the center of the air suction chamber and discharges into the diffuser tube which is flanged to the air ejector condenser.
The air suction chamber is piped directly to the suction connection of the main condenser or, in the case of the second stage, to the inter-condenser. The action of the nozzle is as follows: steam passes through the nozzle, is expanded and its velocity greatly increased. This high velocity causes an evacuation of the air suction chamber forming a vacuum within the chamber. This vacuum being in direct connection with the main condenser causes the liberated air and any uncondensed vapors in the main condenser to flow into the air suction chamber, from where it is continually withdrawn by the action of the nozzle. This necessitates that there always be in the air suction chamber a slightly higher vacuum than in the main condenser, perhaps 0.2 inch. The steam from the nozzle mixes with the air, just drawn from the main condenser, in the diffuser tube, and from there passes into the air ejector condenser. This diffuser tube is an essential part of the nozzle, since without it we would be unable to maintain much difference between the vacuum in the condenser on the discharge side of the nozzle and that on the suction side of the nozzle. The slight restriction in this diffuser tube causes the pressure to build up to a slightly higher level than that in the condenser on the discharge side. This forms a seal between the air suction chamber and the condenser and prevents equalization of vacuum between the two, while at the same time providing for continuous flow of steam into the condenser. As previously mentioned, this is a two-stage air ejector, which means that there are two sets of nozzles. The first-stage nozzle takes suction from the main condenser and discharges into the inter-condenser of the air ejector. Here the steam is condensed, and the air removed from the main condenser is liberated into the inter-condenser shell. This air could be exhausted to the atmosphere were this a single-stage air ejector, but since this would allow the possibility of a. direct connection between the atmosphere and the main condenser, the second stage is introduced. Introduction of this second stage not only prevents this possible connection but also greatly increases the efficiency of the first stage. The second stage nozzle obtains its suction from the shell of the inter-condenser and discharges into the after-condenser. The steam from this nozzle is condensed here, and the air liberated into the after-condenser shell, from where it is removed by the gland exhauster. The gland exhauster is installed
20
MAIN AIR EJECTOR
Fig. 12
21
mainly to draw vapor from the gland seal condenser but, since it is in such close proximity to the after-condenser, it can be used to remove the air with little difficulty. The combined steam, vapor and air in the inter-condenser is forced by baffles to go through three passes before being picked up by the second-stage nozzle. Condensate formed in the inter-condenser is returned to the main condenser through the loop seal. The steam, vapor and air in the after condenser are forced by baffles through two passes, and the condensate returned to the low pressure drain system by gravity. A discussion of the loop seal through which the inter-condenser drains are returned to the main condenser is included in the next paragraph.
(c) Notes on Operation.-The capacity of the nozzles of this air ejector is sufficient so that under all conditions of normal operation, including full power, one nozzle for each stage is sufficient. If a great amount of air is leaking into the condenser it may be necessary to use two nozzles for each stage in order to maintain much vacuum. However, when this condition occurs, you cannot expect to have as much vacuum as normally, since the increased temperature in the air ejector will cause a reduction in the possible vacuum. The steam pressure required by these nozzles is 275 p.s.i. This pressure is sufficient for capacity operation and if carried lower than 275 p.s.i. will not provide full vacuum for the main condenser. If carried much higher than 275 p.s.i. a reduction in the vacuum can be expected, due to overheating of the air ejector. To place the air ejector in operation, first insure that condensate is circulating through the air ejector condensers, then place the second-stage nozzle in operation, first opening the valves at the discharge and air suction connections of the first-stage nozzle. This will allow the second-stage nozzle to form a vacuum in the inter-condenser and, through the first-stage nozzle, in the main condenser. It is not desirable to admit steam to the first-stage nozzle until there is at least 16 inches of vacuum in the inter-condenser. With these installations, however, it is possible for the second-stage nozzle alone to draw 26 1/2 inches of vacuum on the main condenser. This is sufficient vacuum for all purposes until steam is to be admitted to the main condenser from the main turbines. Before the main turbines are to be turned over with steam preparatory to getting
underway, the first-stage nozzle should be placed in operation, forming full vacuum in the main condenser. When shifting nozzles while underway, it is necessary, with this installation, to shift the nozzles of both stages. To do this, the new nozzles must be warmed up and placed in operation before opening their air suction valves. If this is not done the inter- and after-condensers will be equalized in vacuum and the inter-condenser will he equalized, through the first stage, with the main condenser. With the nozzles in operation, however, before opening the suction valves, a vacuum will be formed in each air suction chamber before the cross connection is made. For a moment then, both sets of nozzles will be in operation. The set to be secured should have the air suction valves closed before securing steam to the nozzles.
5. LOOP SEAL
(a) General Discussion.-As noted in the text on the main air ejector, the condensate formed in the inter-condenser is returned to the main condenser through the loop seal. Were a direct connection between the inter-condenser and the main condenser used to return this condensate, the vacuum would be equalized in the two condensers. Since the main condenser is capable of carrying a higher vacuum than that in the inter-condenser, it is necessary that some form of seal be maintained in this drain line to prevent this equalization of vacuum. To provide this seal, the loop seal is installed in the drain connection.
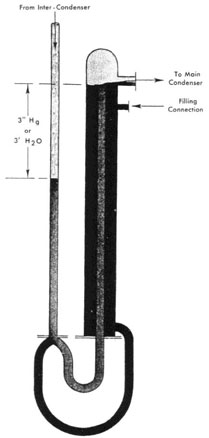
(b) Operation.-Figure 13 is a diagrammatic representation of the loop seal. Water from the inter-condenser passes down through the small one-inch pipe, then through the short loop and up through the internal pipe shown. The larger pipe surrounding the internal pipe is 3 inches and is connected, as shown, to the main condenser. Water overflowing the internal pipe fills the external pipe and the larger loop. Before vacuum is formed in either condenser water from the inter-condenser would flow through the 1-inch pipe and overflow into the main condenser. This would mean that the water level in the primary leg of the 1-inch pipe would stand at the same height as the connection from the external pipe to the main condenser. When vacuum is formed in both condensers, there would be, under normal operation, a difference between the vacuum held on the main condenser and that on the inter-condenser
22
of about 3 inches, that is, with about 29 inches on the main condenser, there will be about 26 inches on the inter-condenser. If we reduce this vacuum to absolute pressure, we will have 1/2 p.s.i. of absolute pressure working down on the internal and external pipes and 2 p.s.i. of absolute pressure working down against the water level in the primary 1-inch pipe. This means that the pressure of 2 p.s.i. from the primary pipe will push water through that pipe and cause it to overflow from the external pipe into the main condenser. To maintain a seal in this assembly it is necessary to retain at all times a level of water in both legs of the loop. This means that under some condition of water level, the pressure of both legs must be balanced so that the water cannot be pushed entirely out of the loop. As the water level is pushed down in the primary leg, water overflowing into the main condenser causes the level in the main condenser leg to remain stationary clue to the overflow into the main condenser. When the level of the primary leg is about 3 feet below the level of water in the secondary leg, the additional weight of water present in the secondary leg will provide the extra 1 1/2 p.s.i. necessary to counteract the 2 p.s.i. absolute pressure against the primary leg. Thus a static condition will be obtained with the water level in the primary leg 3 feet below that in the secondary leg. If water is added to the primary leg from the inter-condenser the level on that sick will rise and the additional weight of water will cause water to be pushed over into the main condenser from the secondary leg thereby restoring the loop to its original static condition. In this way water is drained from the inter-condenser back to the main condenser by adding water to one side of the loop and removing it from the other side. This causes the maintenance of a solid body of water in the base of the loop and prevents the passage of air through the loop to cause equalization of vacuum. The total height of this loop seal is approximately 7 feet 3 inches, and in order for the difference in water level to become great enough to allow for emptying of the loop the difference in vacuum between the two condensers must be about 7 inches. Since it is practically impossible for this to occur, the loop should never become unsealed unless initially placed in operation without sufficient water or unless a bubble of air enters the base of the loop. To prevent breaking of the seal, due to the entrance of a bubble of air, the external pipe and the large loop are installed. Should a bubble
THE LOOP SEAL
FIG. 13
of air reach the Y where the two loops separate, the water from the external pipe would flow through the outer loop and passing into the inner loop, prevent that bubble of air from reaching a point which could cause breaking of the seal. The filling connection shown allows condensate to be pumped directly from the main condensate pump and discharged into the loop seal in order to provide for positively filling the loop before placing it in operation. A valve is provided at the main condenser
23
DEAERATING TANK
FIG 14
to cut off drainage from the loop seal. Closing this valve will provide another means for filling the loop seal. If it is closed, drains from the inter-condenser will not be allowed to pass into the main condenser and, therefore, will remain in the loop seal and eventually fill it. This method, however. should be used only in case of a casualty to the filling connection. Should the seal become broken it will be readily apparent by an inspection of the vacuum gages on the main and inter-condensers; they will both show the same vacuum. This vacuum will he slightly higher than normal for the inter-condenser and far less than normal for the main condenser. Opening the filling connection valve for several minutes should correct this condition unless there is an air leak in the loop. If an air leak exists, it will be necessary to correct it before the loop will remain properly sealed.
6. DEAERATING FEED TANK
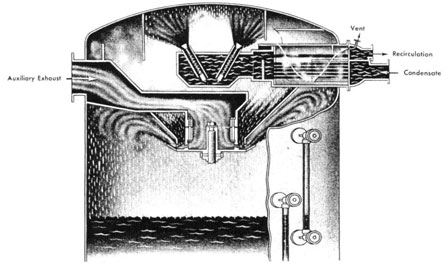
(a) General Discussion.-Water from the main condenser, having been discharged from the main condensate pump, passes through the main air ejector and finally into the deaerating feed tank. This tank has three functions, namely (1) to free
the condensate of all entrained oxygen and air, as indicated in the discussion of the steam cycle; (2) to heat the water to a degree which will allow the economizer to introduce all the further heat required before discharge to the boiler and; (3) to act as a reservoir in which to store water to take care of rapid increases in feed requirements and to store surges in condensate. The deaerating feed tanks installed in the DD445 class destroyers are of two general types, (1) of Cochrane design and (2) of Elliott design. All destroyers of the DD692 class, have installed deaerating feed tanks of the Elliott design. Both types of tanks operate on the same basic principle, the method of construction being slightly different. Since the operation of the Cochrane tanks seems easier to discuss, we will explain its operation first and later note the differences in detail and operation of the Elliott tank.
(b) Operation.-The water enters the tank through the condensate inlet header shown on figure 14. From this header it passes through a nest. of tubes. This nest. of tubes is a heat exchanger and is termed the preheater and vent
24
condenser. Vapor and air pass around these tubes on their way to be exhausted from the tank, thereby heating the water in the tubes as well as accomplishing condensation of the vapor entrained with the air. From this preheater the water passes into the water box. Extending from the water box is a series of eight spring loaded nozzles, so designed that when water is discharged under pressure it is broken up into a fine spray. This spray is discharged into the dome of the tank where it is restricted into the center of the tank by a circular baffle attached to the tank top. Breaking up the water into this fine spray, while in its partially heated condition, causes a great amount of the entrained oxygen and air to be released. After striking the baffle and the top of the tank the water drops downward and is caught by the inverted conical baffle shown in the sketch. It is directed along this baffle to its base and then drops vertically down around the steam control valve. Steam enters the tank from the auxiliary exhaust line through the connection shown on the left. It passes through the pipe into the center of the conical baffle and down onto the top of the steam control valve. Passing through the ports of this valve, the steam is sprayed out and deflected upward by the flanged disk of the valve. The water dropping vertically from the conical baffle is picked up by this spray of steam and driven along with it. This causes the water to be heated and scrubbed by the steam, thereby releasing all oxygen and air from solution with the water. This mixing of water and steam causes condensation of part of the steam which, with the water, falls to the bottom of the tank. The uncondensed steam rises in the tank outside the conical baffle, carrying the liberated air with it and, passing around the baffle in the path shown, enters the dome of the tank where it mixes with the water being discharged from the spray nozzles. Here, the steam is mixed with the water spray and condensed. The freed air, plus a small amount of vapor, travels from the dome through the baffles in the preheater and vent condenser, where the vapor is condensed and the air exhausted from the tank through the vent box.
(c) Steam Control Valve.-The steam control valve, mentioned above, controls the amount of steam admitted to the deaerating feed tank. The degree of opening of this valve is controlled by an arrangement of springs and weights attached externally to the tank. This control gear is so
adjusted that the valve will automatically vary its opening to admit sufficient steam to the tank to maintain the tank pressure at a point which is 2 p.s.i. less than the pressure of steam in the auxiliary exhaust line. This figure of 2 p.s.i. has been arrived at by considering the steam velocity necessary to drive out all the absorbed oxygen and air from solution with the water. Experiment has shown that the velocity obtained through this valve with an existing pressure drop of 2 p.s.i. is sufficient to do this. Should increased load be placed on the tank, and additional water be pumped to it, this would cause increased condensation of the steam in the tank, thereby reducing the pressure. This reduction in pressure would cause a greater drop between auxiliary exhaust and the tank pressure. Consequently, the steam control valve would open wider and admit more steam to maintain the drop still at 2 p.s.i. Should the load he reduced less water would enter the tank and the tank pressure would tend to rise. The rise in pressure would reduce the drop through the control valve, thereby causing the control valve to close and reduce the amount of steam admitted to the tank. Attached to the control gear is a manually operated device by which the degree of maximum valve opening can be controlled. By turning the handwheel until its pointer shows the desired percentage. the setting of the steam control valve can be adjusted to any specific percent of maximum opening. When adjusted in this manner the control gear prevents the valve from opening beyond the figure set on the percentage scale but will not prevent the valve from closing below that figure. Under normal operation, it will be only necessary to set the handwheel at 100 percent and leave it there. The valve will then operate automatically at any and all conditions of load to maintain the tank pressure at a point which is 2 p.s.i. less than that of the exhaust line. The only time it should be necessary to operate the hand control wheel is when it is desired to hold the deaerating tank at a pressure which is lower than 2 p.s.i. less than the exhaust pressure. This might occur when for some reason the auxiliary exhaust cannot be controlled and rises to a pressure which would allow the temperature in the deaerating feed tank to rise to an excessive height. The temperature of water in the base of the deaerating feed tank will always be at a temperature which is equal to that of saturated steam at the pressure existent in the tank. If the
25
pressure in the tank is at its normal level of about 13 p.s.i. the temperature of water in the hot-well should be approximately 240 degrees F. Should the tank temperature rise too high for normal operation, due to some external means such as the high-pressure drains, a recirculating connection is provided leading from the base of the tank into the main condenser. This will provide increased circulation through the tank and the water will be discharged back into it after being cooled by the condenser, thereby causing a reduction in pressure and temperature within the tank. When securing it is very frequently necessary to use this recirculating connection. If the tank tends to overheat due to high pressure drains. closing the steam inlet will not reduce the temperature since the steam control valve will close any way when the tank pressure rises above 2 p.s.i. less than the auxiliary exhaust pressure.
(d) Condensate Recirculating System.-It will be noted that the water inlet header is divided into two compartments. Condensate flows into the lower one and, passing through the lower rows of tubes, discharges against a vertical baffle. This vertical baffle directs the water to the upper part of the water box where it is communicated to he single upper row of tubes. This upper row of tubes leads into the upper compartment of the inlet header. Water can flow back through this upper row and be removed through the recirculating connection from the tank before it has passed into the tank. A discussion in detail as to methods of operation of this recirculating system will appear in the general discussion of the main condensate piping system.
(e) Feed Water Level Control.-Methods of controlling the water level in this tank can only be fully understood if discussed in connection with the piping system and, therefore, this discussion also will appear in connection with the condensate piping system.
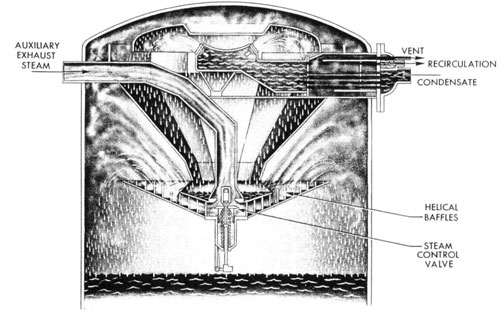
(f) Elliott Deaerating Feed Tank.-Some destroyers of the DD445 class and all destroyers of the DD692 class have the Elliott deaerating feed tank installed. The purpose of this tank is the same as that of the Cochrane tank, but its method of accomplishing this purpose and some of its details of construction differ. An inspection of figure l will show this difference in construction.
(g) Operation.-The condensate flowing from the air ejector enters the tank in the same manner as the Cochrane tank, through a Preheater and
vent condenser, and flows under pressure into the water-box. Here appears the first difference in operation. The spray nozzles extending from the water-box are spring loaded to open all at once. There are 12 nozzles in all, so designed as to open at a very low pressure and maintain good atomization even under very low loads. The water spraying from these nozzles is retained in the center of the tank by the baffle shown and drops into the conical baffle. At the base of the conical baffle a cup-shaped recess catches the water. Surrounding this cup-shaped recess is another baffle in the shape of an inverted cone which carries in it baffles extending from its center in a helical shape. The overflow of water from the cup-shaped recess drops into these helically shaped baffles. Steam enters the tank from the auxiliary exhaust line through the pipe shown at the left and is led down on top of the steam control valve. The steam control valve in this tank does not act to effect deaeration as in the Cochrane tank but is merely a check valve to prevent excessive pressure in the tank from backing into the auxiliary exhaust line. Due to the presence of the helically shaped baffles a specific pressure drop is not necessary to accomplish deaeration. The valve is wide open whenever the tank is operating normally, and the flow of steam into the tank is controlled by the rate of condensation of steam in the tank. Under normal conditions the pressure drop between auxiliary exhaust line and tank will be one-half p.s.i. or less. At low loads the water overflowing the cup-shaped recess will fill the space within the conical baffles. This will cause a cessation of steam flow until the tank pressure has decreased, by condensation, to the point where the pressure drop is great enough to cause steam to blast through the leg of water in the helical baffles. This continuously repeating action drives the water out of the baffles and at the same time accomplishes the deaeration necessary. At higher loads the rate of steam flow is great enough to prevent the accumulation of water in the helical baffles, the steam driving the water out as it overflows the cup-shaped recess. This effects the deaeration at higher loads. The only pressure drop appearing at the higher loads is due to the friction encountered by the steam in passing through the helical baffles. A shaft extends from the steam valve through the side of the tank and has a lever attached to it. When this lever is thrown in one direction it presses a collar against the check valve
26
THE ELLIOTT DEAERATING TANK
FIG 15
27
and forces it fully closed. When the lever is thrown in the opposite direction another collar forces the check valve open. When the lever is locked in the center neither collar bears and the valve is free to operate automatically. Except for the above discussion, all instructions anti notes on the operation of the Cochrane deaerating feed tank apply as well to the Elliott tank.
7. CONDENSATE SYSTEM PIPING
(a) General Discussion.-The main condensate system is composed of the following elements: (1) the main condenser hot-well; (2) the main condensate pumps; (3) the main air ejector; (4) the loop seal; and (5) the deaerating tank. We have discussed the operation of these separate elements individually in earlier pages so we will here discuss the manner in which they are piped together to function as a system. The piping description which follows applies to the forward engine room. The differences between that and the after engine room piping will be noted later.
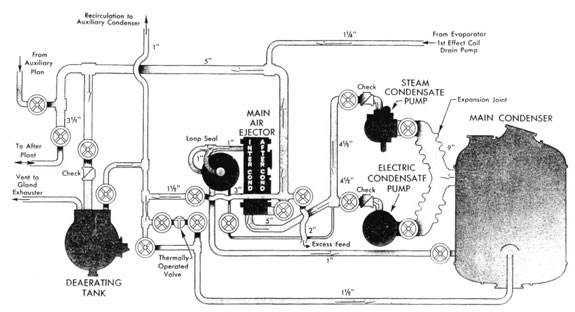
(b) Piping.-The main condenser hot-well serves as a primary reservoir of condensate. From here the main condensate pumps take suction through a 9-inch line which branches to each pump. In this line ahead of each pump is a corrugated expansion joint, followed by a gate valve. This expansion joint absorbs the expansions and contractions of the pipe and prevents it from putting a stress on the pump casing. The valve serves merely as a suction cut-out valve. Water discharging from the pump passes first through a vertical check valve, then through the pump discharge cutout valve and finally into a 4 1/2-inch discharge riser. These risers from both pumps join together into a common 5-inch discharge line which leads to the inlet of the inter-condenser of the main air ejector. Here the condensate passes through the inter-, after-, and gland-seal condensers of the main air ejector, finally leaving the air ejector through a line cut-out valve. It should be especially noted here that there is no valve on the inlet to the main air ejector, thus making it impossible to have the condensate pumps operating without at least having water in the air ejector condensers. From the outlet valve of the air ejector, a 5-inch line leads the condensate overhead and finally to the deaerating feed tank through a cut-out valve and a check valve. From the outlet side of the air ejector discharge valve a 2-inch branch leads through a stop valve into the make-up and excess feed system.
This is the excess feed line which will be fully discussed when we take up that system. Leading off from the 5-inch line by the deaerating tank, there is a 3 1/2-inch branch. In this branch there is a cut-out valve, and the line finally joins with the condensate system in the after engine room. This forms the cross-connection between the two condensate systems. Entering the condensate line before the deaerating tank, is a branch leading from the auxiliary air ejector. This is the condensate discharge line from the auxiliary plant to provide for operation of the deaerating feed tank when operating the auxiliary plant. In addition, there is in the forward plant only, a branch line leading from the evaporator first-effect coil drain pump and discharging into the condensate discharge line, as shown on the sketch. Condensate from the evaporator first effect coils is hot and. therefore, its discharge directly into the deaerating tank will retain this heat. This condensate can also be discharged into the low pressure drain system, but where this is done it would have to pass through the main condenser where it would be cooled and the heat lost. Air suction from the main condenser is led through a 6-inch line which branches into two 5-inch lines, one leading to each first stage air ejector nozzle. Condensate from the inter-condenser passes through a 1-inch line. through the loop seal, finally discharging into the main condenser. The loop seal filling line leads directly from the condensate pump common discharge line into the external pipe of the loop seal.
The above description applies in detail to the condensate system of the DD445 class. The DD692 class is similar except for the installation of the 4,000 gallons per day distilling plant in the after engine room requires a connection from the first-effect tube nest drain pump of this plant.
(c) Recirculating System.-Operation of the main condensate pumps requires that water be provided at all times for suction to these pumps. If steam is not entering the main condenser to provide condensate for this suction, arrangements must be made for recirculating water from the discharge side of this pump through the air ejector condensers and back to the main condenser hotwell. This arrangement is made to lead water from the condensate system on the outlet side of the main air ejector. Two sources are provided for this recirculating water, one from the recirculating connection on the deaerating tank, as indicated in the discussion of that tank, and the other from
28
CONDENSATE SYSTEM
#1 ENGINE ROOM
FIG. 16
29
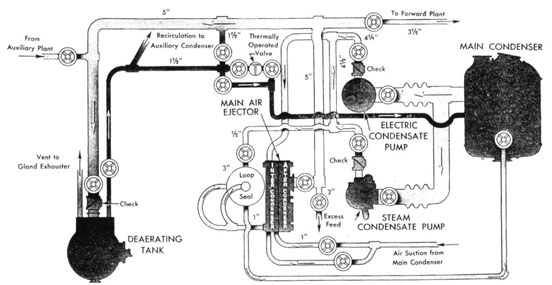
CONDENSATE SYSTEM
#2 ENGINE ROOM
FIG. 17
30
the condensate discharge line before the deaerating tank. Both of these connections lead to a thermally operated valve, through this valve and finally into the main condenser. A bypass around this thermally operated valve is provided to allow recirculation when the valve may not operate. This thermally operated valve is controlled by means of a capillary unit placed in the circulating water header of the main air ejector. When the temperature of the water in this header rises above 140 degrees F., the valve will start to open automatically and provide passage of water from the condensate line back to the main condenser, thus setting up additional circulation through the air ejector. When warming up the plant, however, the thermally operated valve will not open soon enough to prevent the main condensate pump from burning up in case all water is pumped from the main condenser hotwell. In order to provide circulation back to the main condenser hot well, the bypass around the thermally operated valve should be opened to maintain water suction for the condensate pump It is recommended that water not be led from the deaerating tank to provide this recirculation but that water be taken directly from the condensate line before the deaerating tank. If the deaerating tank is not to be placed in operation this will be necessary but even though the deaerating tank is in operation it is still desirable to use this connection. In any case, whenever there is insufficient steam entering the main condenser to provide proper suction for the main condensate pump it will be necessary to recirculate water back to the main condenser through the bypass around the thermally operated valve. The thermally operated valve is valuable only when the plant is being operated at very low rates which will provide sufficient water flow through the condensate pump to prevent its burning up but insufficient flow through the main air ejector to prevent its overheating. This means that the recirculating line from the deaerating tank should be left open when underway and that the cut-out valves around the thermally operated valve should be left open to allow for operation of this valve when necessary. When underway. the bypass around the thermally operated valve should be closed. Whenever sufficient steam is being discharged into the main condenser, from whatever source, to keep sufficient water in the hot well for suction to the main condensate pump the recirculating system may be set up on the thermally operated valve. Since the
condensate system provides cooling water for the condensers of the main air ejectors, it is necessarily the, first system to be placed in operation when warming up the plant.
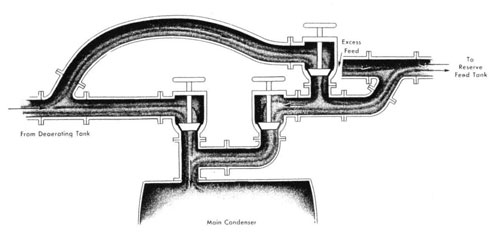
(d) Water Level Control.-Controlling the water level in the deaerating tank is done by use of the make-up and excess-feed valves. The makeup feed valve provides additional water in the main condenser for discharge into the deaerating tank. The excess-feed valve leads water from the condensate discharge line before the deaerating tank and provides for its return to the reserve feed tanks. Adjustment of these valves can be made to maintain a constant level of water in the deaerating tank. When maneuvering it will he noted that the deaerating tank level will not remain constant, but will surge up and down at times as much as a foot. These surges are not actually changes in the amount of water in the system but are merely apparent changes, since a change in the rate of evaporation in the boilers may cause a greater or less percentage of the feed water in the system to be in the engineroom. An increase in speed will cause an increase in the amount of water carried in the engineroom and a decrease in speed will cause a decrease in that amount of water. due to the increased or decreased volume of steam present in the boiler. When maneuvering, a condition of this sort is only temporary and when operation is returned to normal, the water level in the deaerating tank will also return to normal. Under these conditions do not attempt to keep the water level constant.
(e) After Plant.-The arrangement of the condensate system in the after engineroom is the same as that in the forward engineroom with the following exceptions. The condensate cross-connection line, leading from the after system. lasses forward through its own valve, and joins the forward system close by the outlet side of the main air ejector. The evaporator first-effect coil drain pump discharge line does not appear since the evaporator is only in the forward engineroom. In the case of the DD692 class, there is an evaporator first effect coil drain line leading into the condensate system aft because in this class of ship a 4,000 gallon per day distilling plant is installed in the after engineroom.
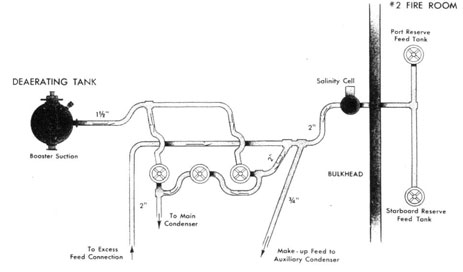
f) Make-up and Excess Feed System-The make-up and excess-feed system appears as a service system to the main condensate system. Its purpose is to provide additional fresh water for
31
MAKE-UP AND EXCESS FEED
#2 ENGINE ROOM
FIG. 18
the main feed system to take care of loss in water throughout the steam cycle and also to provide a means to return water to the reserve feed tanks when a change in rate of steaming makes this necessary. Each engine room can take make-up feed water only from the reserve feed tanks in its own fireroom. A 2-inch line leads from each reserve feed tank, with a valve at each tank, and. joining together, passes through the bulkhead into the engine room. Just inside the engine room is a salinity cell which indicates on an instrument at the main gage board the salinity of the reserve feed water. This same line leads aft, over the main condenser, and into a three-valve manifold attached to the main condenser. Through the center valve of this three-valve manifold water can be drawn from the reserve feed tanks, by the vacuum in the main condenser. The excess-feed line, shown also in the condensate systems, leads water from the outlet side of the main air ejector into this 2-inch line and allows for water to be pumped under pressure, back into the reserve feed tank. It is apparent then that the same pipe line
is used to take make-up feed from the reserve feed tanks that is used to discharge excess feed back into these same tanks. From the bottom of the deaerating tank a 1 1/2-inch line leads to the forward and after valves of this three-valve manifold. The after valve will allow water to be run from the deaerating tank back to the main condenser and the forward valve will allow water to be run from the deaerating tank into the reserve feed tanks. Figure 19 shows how this is done. On starting tip the main condensate pump. it is necessary to provide water in the main condenser hot-well for the condensate pump suction. The after valve will allow water to be run from the deaerating tank for the purpose. To take makeup feed water into the auxiliary condenser an additional branch is provided from the 2-inch line leading directly into the auxiliary condenser. Discharging into this same line is the distiller fresh water distributing pump which allows fresh water from the evaporator to be discharged directly into the make-up feed system or to the reserve feed tanks. When under normal operation if the water
32
MAKE-UP AND EXCESS FEED
#1 ENGINE ROOM
FIG. 19
33
Level in the deaerating tank begins to drop, we can replenish the condensate system with water from the reserve feed tanks by opening the center valve of the manifold and drawing water in to the main condenser. Before opening this valve to connect the "vacuum drag" up to the main condenser you must insure that there is sufficient water in the reserve feed tank being drawn on to prevent the suction of air into the condenser. Failure to do this has very frequently been the cause of a casualty involving loss of main condenser vacuum. When the water level in the deaerating tank rises too high we can return some of this water to the reserve feed tanks by opening the excess-feed valve. This excess-feed valve, being after the main air ejector. allows a full flow of water to pass through the air ejector condensers and takes it off, afterwards, to return to the
reserve feed tank. Under certain conditions the run-down valve from the base of the deaerating tank may be used as a recirculating valve. If the deaerating tank temperature is held too high due to excessive high pressure drains, opening this run-down valve will provide recirculation front the deaerating tank back to the main condenser before discharging it back into the deaerating tank thereby causing the deaerating tank to be carried at a lower temperature. The arrangement of both make-up and excess-feed systems is exactly the same in both engine rooms. For the DD445 class, there is no discharge into the after system for the distiller fresh water distributing big pump, but in the DD692 class a discharge is provided from the pump of the small distilling plant in the after engine room.