Physically a shipyard outside machinist will need to meet no special requirements other than that he have no physical handicaps, since
his work calls for use of all his faculties and limbs. He must necessarily be healthy because the work is physically hard. To be a successful mechanic, one should be mechanically inclined and able to analyze
the specific job he is called upon to do.
HEALTH
Knowing that the loss of an eye, limb, or health may impair his
usefulness in his trade, a mechanic should be careful to acquire correct
habits in performing his work. In going up and down ladders and companionways he should face the ladder or companionway. In climbing, he
should make certain of good hand holds and sure footings. He should
keep his balance at all times while working on scaffolding and make a
practice of avoiding awkward positions during all operations performed
while on a scaffold. Rope-hung scaffolding should be anchored with tie
ropes to prevent swaying.
Hazards
There are a few hazards that, perhaps, are peculiar to the shipyard outside machinists' work and deserve special attention, namely;
The danger of fire and explosion from gas and inflammatory material in
pipe lines, pumps, etc., and the danger of someone's releasing steam or
hot water into an open pump or pipe line around which work is being performed.
EXPLOSIONS AND FIRE
Explosions and fires are most likely to occur aboard tank ships
that have carried inflammatory or explosive cargoes previous to work
being done upon them. Cargo tanks are "gas freed" before repair work is
started on them. The workman should check with the chemist before
starting work, for the pipe line may still contain dangerous liquids or
gases. The only safe procedure in disconnecting equipment that has contained or may still contain dangerous materials is to disconnect the
equipment to be worked upon and take it out into the open. If it is
necessary, a hacksaw or chisel may be used to work on equipment, but
there is still danger of friction heat or a spark causing a serious accident.
It should be remembered that fuel lines and tanks on any type of
ship present the same fire and explosive hazard as lines on tank ships.
4
STEAM AND HOT WATER
Steam and hot water lines may be temporarily freed of steam or hot
water by closing a valve between the equipment to be worked on and the
source of steam or hot water. The problem is to prevent the valve from
being opened until it is safe to open it. Locking the valve, disconnecting and capping the pipe, or blanking out a flange coupling between the
work and the valve are safe practices. Be sure to remove the blanks
when the job is finished. Signs on a valve are not trustworthy because
there are workmen who do not believe in signs.
All manholes, hatches, and other openings normally are covered or
closed. When it is necessary to open these covers to get at work
through these openings, a helper should stand guard to keep someone from
falling into the opening and to prevent someone's replacing the cover
and locking anyone inside. While this may not be fatal, at least it is
an unpleasant experience.
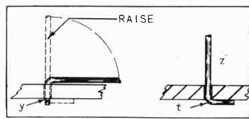
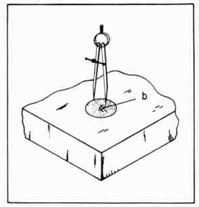
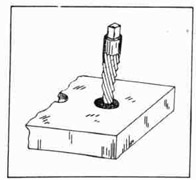
Shafts and other equipment are lowered into and pulled out of the
hold of a ship by means of ropes. These ropes must be tied securely,
and they must be in good condition. If there is a connection on the
shaft, any good knot will be sufficient to hold; but where there is no
connection, two clove hitches should be tied around the shaft to hold
it. A clove hitch is not difficult to tie. It is used because it gets
tighter as the pull becomes greater, and when the pull is slacked off it
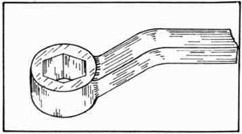
is easy to untie. See Fig. 1. Other forms of slings and lifting devices are employed for certain jobs. Such information will be given in
connection with the job later on.
Fig. 1
When lifting a crank shaft, precaution should be taken to keep the
shaft from turning. If the shaft should turn while lifting, there is
danger of serious injury in someone's getting caught between the turning
crank and a stationary object.
Before lifting a heavy load with a steel cable, the operator should
carefully examine the cable for defects and kinks.
5
Never use connected shackles where additional length is required
for lifting a load. Secure a steel sling of the proper length.
When lifting extra heavy loads, fasten with pads welded to the
load instead of shackles and beam clamps. The welded pad will not
slip or break as easily as the shackles and clamps.
Keep on guard and in the clear as much as possible when using
heavy strong backs and pull bolts with hydraulic jack. If something
should break or slip there is danger of personal injury.
Always keep entirely out from under lifted loads. Any load is
likely to slip or break loose.
Be extremely careful when opening up cargo pumps and valves in
cargo line. There may be gas in line or pump which may cause a fire.
When working on boilers where one boiler has steam on it, be
sure that the valves do not leak before opening up. In some cases,
blanks have to be used in the boiler feed line, auxiliary steam line,
and the blow-down line. Be sure to remove blanks when job is finished.
When working on boilers, one of which has steam on, the man in charge
of the job should lock the connecting valve between the boilers with
a chain and padlock.
Wear goggles at all times when using grinding wheels or chipping
guns, also when using hot bearing metal.
Keep tools in good condition at all times.
In hooking or tying loads always use wire cable sling in preference to a chain.
When eye bolts are used for hooking heavy loads, the bolt should
be screwed down full to the eye. If threads will not permit this, use
washers or nuts as spacers. Keep cables as nearly vertical as possible.
Never use two hand hammers or sledge hammers against each other.
If necessary to use a handle tool, secure backing-out hammer or set
hammers to place against the work. When hand hammers or sledge hammers are hit together, a piece is likely to chip off because of their
degree of hardness, and cause personal injury. This practice is especially dangerous because it invites eye injury.
Use common sense at all times to avoid injury. Determine the
safest method to do a job and do it the safe way even though it may
take a little more time.
6
QUESTIONS AND ASSIGNMENTS
1. What are the physical requirements for an outside machinist?
2. Name some of the hazards of the shipyard outside machinist
trade.
3. Under what conditions are explosive gases encountered?
4. What precautions should the workman observe when working
where explosive gas may be encountered?
5. What safety measures should be taken when working on steam,
gas, hot water, or oil connections?
6. What precautions should be taken while working in manholes
or similar openings?
7. Demonstrate the proper method of tying a rope around a
shaft.
*Adapted from "Shipyard Outside Machinist" by State Department of Education, Alabama.
Location of Shops
New men should become familiar with the locations of the various
store rooms, tool rooms, stock piles, and other places about the shipyard. Instructions are given to new men by the group leader or some
person whose responsibility it is to instruct new men as soon as they
reach the yard.
Outside machinists and helpers are called upon to get material,
tools, and equipment from many parts of the shipyard during the course
of a day's work. It is the duty of every man employed on the job to
give strict attention to instructions about how to find his way around
in order that no time may be lost.
The store rooms are usually located immediately under the ways
upon which the ship is being erected. Tool rooms, where various
tools and special equipment are kept, are located at certain points
in the shipyard where they may be reached in a reasonable length of
time. The workman's badge must be shown at all tool rooms and store
rooms, and necessary orders for materials must be obtained from group
leaders before such tools and supplies will be issued. Keep this in
mind and save time and confusion. Workmen who are not sure should
ask someone in authority before starting out on an errand.
Be on the alert at all times when crossing the yard or when walking along traffic lanes. Watch for overhead hazards, and avoid making the other fellow try to guess what you are going to do next. Do
not change direction quickly without first making sure the way is
clear.
7
Tools and Equipment
A FIRST CLASS OUTSIDE MACHINIST IS EXPECTED TO HAVE THE FOLLOWING TOOLS:
1. 6" Steel Scale
2. 6' Steel Tape
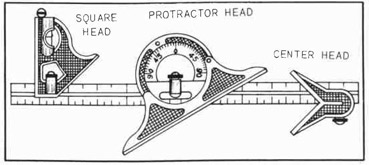
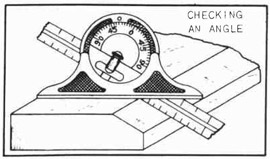
3. Combination Square, 12" Blade with Centerhead and Protractor
4. 10" Lock Joint Inside Caliper - of Different Sizes
5. 8" Lock Joint Outside Caliper
6. 8" Dividers
7. 10" Dividers
8. 8" Hermaphrodites
9. 1 1/4 lb. and 1 3/4 lb. Machinists' Hammer (Ball Peen)
10. 4" Prick Punch, Size D, Starrett Catalog No. 26 or equal
11. 5" Center Punch, Size E, Starrett Catalog No. 26 or equal
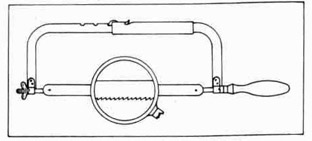
12. Hack Saw, 12"
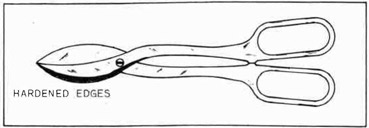
13. Tin Snips, 10" to 14"
14. Open End Wrenches up to 1 inch
15. Screw Driver, 6" to 10"
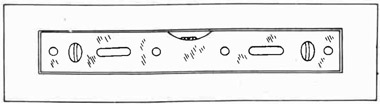
16. 6" Level
17. Pocket knife
18. Plumb Bob and Line
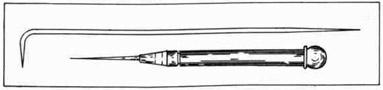
19. Scriber
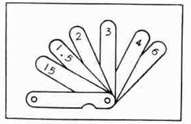
20. Thickness Gauge, .002 to 1/16 inch or more
21. Several Adjustable Wrenches, Suggested Sizes: 4", 6", and 10"
22. Stillson Wrench, 14"
23. 10" Monkey Wrench
24, 6" Pliers
25. Set of 12 Point Box Wrenches up to 1" Size
8
Tools and Equipment
TOOL CRIB: TOOLS FOUND IN TOOL CRIB, USUALLY COMPANY OWNED
1. 50' Steel Tape
2. Files: Assorted
3. Cold Chisels: Flat, Round Nose, Gouge, Cape, Diamond Point
4. Reamers: Hand, Shell, Roughing, Taper
5. Hack Saw, 12"
6. Tin Snips, 10" to 14"
7. Drift Punches, 1/8" to 3/8", Assorted Sizes
8. Caulking Tools: Air
9. Fox Wedges
10. Taps and Dies
11. Chalk Line
12. Hand Scraper
13. Flat and Bull Nose Scraper
14. Straight Scraper
15. Three Corner Scraper
16. Micrometer
17. Straight Packing Hook
18. Screw Packing Hook
19. Approved Set of Goggles
20. Oil Stone
21. Drifts and Drift Punches
22. Stillson Wrench over 14"
23. Drills
24. 12 Point Box Wrench
25. Hexagon Box Wrench
26. Trammels
27. Straight Edge: 2' to 8'
28. Socket Wrenches
29. Thread Gauge
9
General Arrangement of a Ship
SHIP TERMS AND LOCATIONS
1. Ship's Anchor
2. Anchor Windlass
3. Chain Locker
4. Ammunition Trunk
5. Dry Cargo
6. Ammunition Chamber
7. Fore Peak Tank
8. Deep Tank
9. Pump Room Forward
10. Cofferdam
11. Walk Way or Cat Walk
12. Ship's Cargo Booms
13. Foremast
14. Navigating Bridge and Quarters for Officers
15, Life Boat
16. Fresh Water Tanks and Storage Place
17. King Post
18. Hose Boom (Booms for Lifting Hose to Make Fast--For Loading Cargo)
19. Main Mast
20. No. 1 Cargo Tank
21. No. 2 Cargo Tank
22. No. 3 Cargo Tank
23. No. 4 Cargo Tank
24. No. 5 Cargo Tank
25. No. 6 Cargo Tank
26. No. 7 Cargo Tank
27. No. 8 Cargo Tank
28. No. 9 Cargo Tank
29. Ventilator and King Post
30. Smoke Stack
31. Life Boats
32. Quarters for Officers
33. Quarters
34. Cofferdams at Sides
35. Cargo Pump-Room
36. Cargo Pump-Room Trunk
37. Fuel Oil Tanks
38. Turbo-Generator
39. Main Propulsion Motor
40. Boiler
41. Distilled Water Tank
42. Propeller Shaft
43. Feed Water Tanks or Double Bottom Tanks
44. Feed Water Tanks or Double Bottom Tanks
45. Propeller
46. After Peak Tank
47. Steering Gear
48. Fresh Water Tank
49. Rudder
50. Bosun's Stores
51. Chain Locker
52. Deep Tank and Dry Cargo
53. Forward Pump Room
54. Cargo Tank No. 1 Port
55. Cargo Tank No. 1 Starboard
10
56. Cargo Tank No. 2 Port Wing Tank
57. Cargo Tank No. 2 Center Port
58. Cargo Tank No. 2 Starboard Center
59. Cargo Tank No. 2 Starboard Wing Tank
60. Cargo Tank No. 3 Port Wing Tank
61. Cargo Tank No. 3 Center Port
62. Cargo Tank No. 3 Center Starboard
63. Cargo Tank No. 3 Starboard Wing Tank
64. Cargo Tank No. 4 Port Wing Tank
65. Cargo Tank No. 4 Center Port
66. Cargo Tank No. 4 Center Starboard
67. Cargo Tank No. 4 Starboard Wing Tank
68. Cargo Tank No. 5 Port Wing Tank
69. Cargo Tank No. 5 Center Fort
70. Cargo Tank No. 5 Center Starboard
71. Cargo Tank No. 5 Starboard Wing Tank
72. Cargo Tank No. 6 Port Wing Tank
73. Cargo Tank No. 6 Center Port
74. Cargo Tank No. 6 Center Starboard
75. Cargo Tank No. 6 Starboard Wing Tank
76. Cargo Tank No. 7 Port Wing Tank
77. Cargo Tank No. 7 Center Port
78. Cargo Tank No. 7 Center Starboard
79. Cargo Tank No. 7 Starboard Wing Tank
80. Cargo Tank No. 8 Port Wing Tank
81. Cargo Tank No. 8 Center Port
82. Cargo Tank No. 8 Center Starboard
83. Cargo Tank No. 8 Starboard Wing Tank
84. Cargo Tank No. 9 Port Wing Tank
85. Cargo Tank No. 9 Center Port
86. Cargo Tank No. 9 Center Starboard
87. Cargo Tank No. 9 Starboard Wing Tank
88. Fuel Oil Tank
89. Cofferdam
90. Cargo Pump Room
91. Cofferdam
92. Fuel Oil Tank
93. Engine Room
94. Shaft Alley and Machinery Space
95. After Peak Tank
96. Cargo Hatch Covers
97. Heating Coils
98. Heating Coil Piping on Keel Plate
99. Boiler Room
100. Deck Winch
11
Fig. 2
12
QUESTIONS
1. Cargo tanks are numbered 1 to 9. Is No. 1 Cargo Tank
forward or aft?
2. State the location of the cargo pump room.
3. Where are the fuel oil tanks located?
4. Is the main propulsion motor nearer to the bow or the
stern of a tanker?
5. What is the purpose of the propeller shaft?
6. When facing the stern of a ship, is the port side on the
right or on the left?
7. Explain the reason for the steering gear and give the
location.
8. Where is the deep and dry cargo tank located?
9. Cargo tanks have port wing, center, and starboard wing
divisions. Are these divisions separated from each other?
10. What jobs will be done by the outside machinist in the
engine room?
11. Give the location of the engine room.
12. What is the name of the deck on which deck stands are
installed?
13. Where are the cargo pump valves located?
14. What is meant by the cargo pump room trunk?
Mechanics' Scale
RULES AND SCALES
Several types of scales are used by outside machinists as they go
about their work. "Scale" is the term or name given to what a carpenter calls a rule.
STANDARD MEASURE
In order for the outside machinist to have his work agree with
the blueprint he must follow the sizes given and measure from the center lines or other points exactly as shown. He must use the same type
of measuring tool which was used by the draftsman. It follows, then,
13
that all scales are STANDARD; that is, the length of one inch or one
foot on one scale is the same length as one inch or one foot on another
scale.
SCALE DIVISIONS
When we examine a scale, we find there are many marks or fine
cuts along the edge of the tool. These marks are for the purpose of
dividing the length of the scale into many equal parts. No matter
how long the scale may be, each inch is found to be exactly the same
length. If all the work to be measured was an exact number of whole
inches in size, a scale divided into inches would serve the purpose.
But this is not so.
READING MEASUREMENTS
Measurements are given in feet and inches, or in feet, inches,
and parts of an inch. For example: A certain piece of steel plate
or steel strip, may be measured and the length found to be 2 feet,
4-1/2 inches; the width 1 foot, 2 inches; and the thickness 3/4 of
one inch. Another way of saying the same thing would be: 2' 4-1/2"
x 1' 2" x 3/4". The x used here means "by". For example: 2" x 4"
is read "two by four inches". Sizes are sometimes given in feet and
inches, and sometimes the sizes are given in inches or parts of one
inch.
READING MEASUREMENTS CORRECTLY
A mechanic must be able to read a scale quickly or he is not a
good mechanic. He will lose a lot of time and cause others to lose
time unless he can read a scale correctly, at the first attempt. The
mechanic must thoroughly understand the markings on the scale before
he can read it correctly.
ONE INCH GRADUATIONS
Suppose we talk about a one-foot scale first. There are 12 inches in one foot; so a one-foot scale would have 12 equal spaces, but
not 12 marks or dividing lines. The lines mark off the spaces. The
spaces are called graduations,. With a scale like this we could measure as close as one inch. See Fig. 3.
Fig. 3
14
The markings on the scale show one graduation or division which in
this case is 1 inch. Of course this scale would do all right to measure
even inches, but anything less than one inch could not be measured. To
overcome this objection, each division or graduation is marked off in
half-inches. See Fig. 4.
HALF-INCH GRADUATIONS
Fig. 4
Now the markings on the scale show two graduations or divisions of
the same length in one inch. The scale may be used to measure as close
as 1/2 inch. But the work has to be much closer than 1/2 inch. Therefore, the graduations or divisions must be made still finer. Fig. 5
shows about two inches of a mechanic's scale divided into very small
parts. Examine Fig. 5 carefully and it is plain that there are 64
spaces between the left-hand end of the scale and the mark numbered "1".
Therefore, these graduations are each 1/64 of one inch long.
Fig. 5
The markings on the scale between the mark numbered "1" and the
mark numbered "2" divide this inch into 32 parts. Therefore, these
graduations are each 1/32 of an inch long. At the same time, it is
plain that the longest marks divide the inch into halves, (1/2); the
next longest marks divide the inch into quarters, (1/4); and so on down
to the finest graduation.
15
GRADUATIONS IN ONE INCH
It should be clear that there are:
2 halves in one inch
- Read each division 1/2 inch
4 quarters in one inch
- Read each division 1/4 inch
8 eighths in one inch
- Read each division 1/8 inch
16 sixteenths in one inch
- Read each division 1/16 inch
32 thirty-seconds in one inch
- Read each division 1/32 inch
64 sixty-fourths in one inch
- Read each division 1/64 inch
Notice that each division or graduation is just half of the one
before and that the figure used to name the graduation is just twice
as large as the one before. The finest measurement that may be taken
with a scale divided or graduated as above is 1/64 of an inch.
TYPES OF SCALES
There are several types or kinds of mechanics' scales. One scale
widely used is a six-foot tape, made of steel ribbon. The steel ribbon
is about 1/4" to 3/4" wide and very thin. The steel ribbon is graduated as fine as 1/16" and rolls up into the casing. Some casings have
a spring inside to help in winding up the tape. See Fig. 6.
Fig. 6
USING THE TAPE
A small tab is shown on the end of the tape in Figure 6. This
tab may be hooked over the end or edge of a piece of material while
the mechanic stretches the tape tightly. The reading is then taken.
A tape must never be allowed to "sag" or get slack when measuring the
work. Always take the measurement from the inside of the tab.
FIFTY-FOOT STEEL TAPE
Another type of steel tape is 50 feet long. Very long measurements are taken with a fifty-foot steel tape. These tapes must be
used correctly or wrong measurements will result. On the end of the
tape there is a loop of stiff wire. See Fig. 7.
16
THE FIRST GRADUATION ON SOME 50' TAPES
IS 6" FROM THE OUTSIDE OF THE LOOP
LOOP END OF 50' STEEL TAPE
Fig. 7
CAUTION
Notice that it is one inch from the outside end of the loop to the
Figure "1" on the tape. This loop prevents the tape from being lost in
the casing when the mechanic winds it up after using. Always measure
from the outside end of the loop. Do not allow the loop to become folded over or under.
All steel tapes used where accuracy is required should be checked
frequently with the tape belonging to an official of the company and
kept by him for this purpose. Some mechanics check their tapes twice a
week on regular days, Monday and Thursday, before starting work on those
days. To make the check, reel out the official's tape far enough to
check the total footage marked on the tape to be used on a specific job.
Run out the tape to be checked, place the zero of each tape even, and
check the highest foot mark on the tape with that foot mark on the official's tape. If they correspond exactly, the tape checked may be put
into use. If there is any discrepancy at the highest foot mark, do not
use this tape for accurate work.
In using a steel tape always keep it straight. Never hold it or
lay it down in such a way that it will kink. A kinked tape is inaccurate and will soon break.
In placing the one-foot mark on a point, the center of the scale
mark must be put exactly on the point.
Never walk on a tape or drop anything on it, because it is a fragile, sensitive tool.
When measurements are to be taken that will necessitate unreeling
the full length of the tape, unreel the full length and carefully lay
the tape alongside the line on the floor where measurements are to be
made. Stand the reel or case up on the floor to keep all of the tape
right up to the case perfectly flat.
If a tape is to be left any length of time stretched out on the
floor, lay template boards close up to the tape for the full length of
the stretched-out portion. The edge of the template board will prevent
17
anyone from actually stepping on the tape. A shoe will clear the tape
because of the thickness of the edge of the template board, forcing the
shoe to "bridge" over the tape lying alongside.
To pull a steel tape to get slack out of it, place the thumb on top
of it and fingers of the same hand under the tape and pull. Do not press
the thumb to the floor. To do so will make a sharp bend in the tape back
of the thumb and may permanently damage the tape by kinking it. Pull
the tape at a point 12 inches beyond a mark, and press the tape to the
floor at the mark which will be 12 inches from the thumb and fingers
pulling the tape, and no possible kink can result. See Fig. 8.
Fig. 8
FOLDING RULE
Six-foot folding rules, either metal
or wood, are often used to advantage.
With care, very close measurements may be
taken. The rule folds up into 12 sections
which makes a small bundle about 7-1/2 inches long, 3 to 3-1/2 inches wide, and
possibly 3/4 inches thick, depending on
the width of the rule.
Fig. 9
SPECIAL FEATURES
This is a very handy rule for several 'reasons: The rule may
be adjusted at the joints to form an angle; the rule may be pushed up as
high as a man can reach, straight overhead without buckle; or it may be
18
supported at two points along the length while the mechanic steps back
to take a sight on some part of the work, when working alone.
ACCURACY OF THE FOLDING RULE
A folding rule is not so accurate as a steel tape, for when the
rule becomes worn at the joints, a difference of as much as 3/16 of an
inch error is possible in six feet, owing to the looseness of the joints.
Therefore, a steel tape is always the better to use when accurate measurements are to be taken. Six-foot rules are graduated to 1/16 of an
inch. From this fact it is clear that this type of rule was not. intended for very close measuring.
Fig. 10
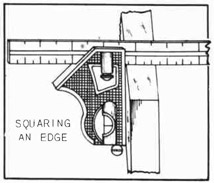
THE SIX-INCH STEEL SCALE
Many jobs require the use
of a six-inch steel scale.
These scales are graduated to
64ths of an inch and are used
when measuring for "chock-fitting", checking diameters of
holes and shafting, and other
fine measuring work. The
chock-fitter also uses a six-inch scale as a straight-edge
when testing small chocks for a level surface. See Fig. 10. When measuring for chocks, all sizes are given to the shop in 64ths.
Fig. 11
Measuring the depth and width of a
slot. The slot is 3/4" wide. Hold
the scale square with the surface
from which the measurement is taken.
Fig. 13
Fig. 12
Lay the scale parallel with the
center line of the piece. This
cylinder is 4-5/8" long. Notice
when the 1" graduation is placed at
the end of the piece the dimension
reads 1" less than shown at the
other end of the scale.
Fig. 14
19
The index mark on the scale, in
this case the 4" mark (Fig. 13), is
lined up exactly with the end of
the piece. The mark on the work is
found to be 1-5/8" from the other
end of the scale. Subtracting
1-5/8" from 4" leaves 2-3/8". It
should be clear from this that it
is not necessary to have the 1"
graduation at the starting point.
Any graduation may be used.
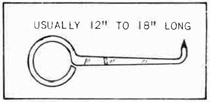
A hook rule or scale (Fig. 14) is
a very convenient tool to use for
quick, accurate measuring. The inside edge of the hook is exactly
even with the end of the scale. Always hold the scale exactly square
across the work. Allowing the
scale to "slant" across the work
will result in costly errors.
Hold the scale firmly with one hand while marking with the scriber
held in the other hand. See Fig. 15. If the scale slips, chalk the surface of the work and begin all over. One line is enough. Two or more
lines only confuse the mechanic.
When measuring the diameter of a cylinder, measure exactly across
the center of the cylinder to avoid error. See Fig. 16. Where this
cannot be done use calipers. See Fig. 23, Calipers, Dividers, etc.
When measuring the diameter of a hole, measure exactly across the
center of the hole. Tilt the scale just enough to catch against the
side of the hole. Swing the scale back and forth just enough to make
sure to measure the full diameter. See Fig. 17.
When measuring the thickness of an irregular piece, hold the scale
parallel with the center line of the hole. Use another scale in the
left hand as a stop from which to measure. See Fig. 18. A hook rule
could be used on this job to good advantage.
20
QUESTIONS
1. Explain the purpose of the marks on a mechanic's scale.
2. Which is the graduation: The mark? or the space between
the marks?
3. Are all sides of a scale graduated in quarter inches?
4. When measuring with a six-foot tape, is the measurement
taken from the outside or inside of the tab?
5. When measuring with a 50' tape, is the measurement taken
from the outside or inside of the wire loop?
6. What are the finest graduations on a six-inch scale?
7. Name one or two places where the six-inch scale may be
used as a straight edge.
8. Explain the advantages and disadvantages of a folding
rule.
9. What precautions should be taken when measuring with a
fifty-foot steel tape?
10. Is it better to measure from the end of a scale or from a
graduation mark when taking a close measurement? Why?
21
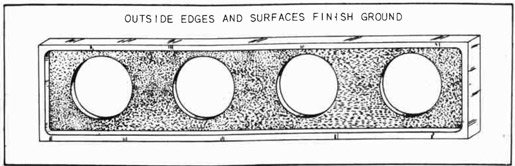
22
ALL CENTER LINES ARE IN THE CENTERS OF OPENINGS
1. What is distance "X"?
2. How long is opening "G"?
3. What is the total width of opening "G"?
4. What is distance "Y"?
5. Give the distance from C.L. "A-A" to C.L. "H-H".
6. What is the vertical distance from center of opening "A" to center
of opening "D"?
7. State the horizontal distance from C.L. "K-K" to C.L. "H-H".
8. What is the distance from C.L. "B-B" to C.L. "C-C"?
9. How much does distance "Z" measure?
10. Measure distance from C.L. "C-C" to center of opening "A".
23
Calipers, Dividers, and Morphs
PURPOSE OF CALIPERS
Diameters of shafting, sleeves, holes in couplings; the thickness of plates; sizes of rods and distances between faces, have to
be measured very accurately. These items just mentioned have to fit
other parts when installations are made throughout the ship.
USING CALIPERS AND A SCALE
It is impossible to measure these sizes accurately by using only a scale. The machinist uses a tool called a caliper to obtain the
size or distance and then places the caliper on the scale to read the
measurement. Illustrations of the use of calipers are shown on succeeding pages.
CARE OF CALIPERS
Calipers should not be allowed to get rusty. A little oil or
wiping with an oily rag will prevent rust. Never use a caliper roughly. Allowing calipers to be thrown around or to become mixed up with
bolts and other material on the job will destroy their accuracy.
KIND OF CALIPERS
There are two kinds of calipers: Outside calipers and inside calipers. See Figs. 19 and 20.
SPECIFIC USE OF INSIDE CALIPERS
Inside calipers are used to measure inside diameters of holes or
the distance between two faces or surfaces. See Figs. 21 and 22. It is
important to keep the caliper at right angles with the work.
SPECIFIC USE OF OUTSIDE CALIPERS
Outside calipers are used to measure the diameters of shafting,
cylinders, the thickness of plates, the diameters of bolts, and the
distances from outside to outside of two surfaces. See Figs. 19, 23,
and 24.
CONSTRUCTION OF CALIPERS
Calipers are made with a "firm joint" or with a "C" spring joint.
See Figs. 19 and 25.
CHECKING OUTSIDE DIAMETERS CORRECTLY
Measuring the outside diameter of a shaft or a bolt is a common use
for outside calipers. The procedure is as follows: Hold the work, or
piece to be measured, in the left hand and adjust the calipers with the
right hand until the caliper points will just pass over the work with a
slight "feel". The instructor will demonstrate how this feel is obtained.
When the work is too heavy to hold in the hand, make sure the caliper
passes a short distance beyond the center of the work. For accurate results, the caliper must be held at right angles or square with the center
line of the piece being measured. See Figs. 19 and 23.
24
"SETTING" THE CALIPERS
The process of adjusting the calipers to the work is called "setting
the calipers"; and after the adjustment has been completed, the caliper
is said to be "set". Never pick up a pair of calipers and change the
"set" without first finding out if it is all right to do so. Someone
else may be using that setting for some important measuring which was
hard to get.
CHECKING INSIDE DIAMETER WITH OUTSIDE DIAMETER
Sometimes it becomes necessary to find out if a certain shaft will
fit a hole in a piece of work. If the job is small enough to carry around
easily, it is a simple matter to pick the shaft up and try it in the hole.
Many pieces, however, are too heavy to do this; it is then necessary to
measure the hole, or the shaft, with the right caliper and then set the
other caliper to the first caliper used. See Fig. 26.
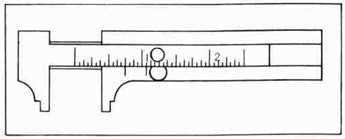
POCKET SLIDE CALIPER
A very convenient form of caliper is the pocket slide caliper. See
Fig. 27.
These slide calipers come in two sizes, 3-inch and 5-inch. The
three-inch size has a capacity for measuring inside or outside diameters
up to 2 inches. The five-inch size has a capacity for measuring inside
or outside diameters up to 3 1/2 inches. There are two register marks on
the sliding part of the caliper. One mark is used when measuring inside
diameters, and the other mark is used when measuring outside diameters.
A convenient lock nut may be tightened to hold the setting. The approximate diameter of the work may be read without removing the slide caliper.
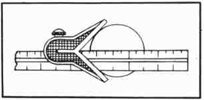
HERMAPHRODITE CALIPERS
Hermaphrodite calipers, commonly called "Morphs", are used principally for scribing lines parallel with surfaces or edges. The points
are hardened and may be adjusted up or down for the best results. See
Fig. 28.
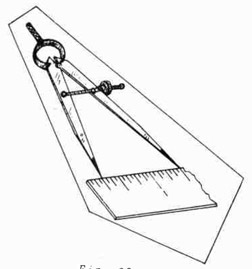
DIVIDERS
Dividers are made in many sizes and in many styles. The Yankee
pattern divider, shown in Fig. 29, is most commonly used. The points
are hardened and great care must be taken not to break these important
parts of the divider. Close work cannot be done with a stubby divider
point.
Dividers are used to make circles, find centers of circles, find
centers of broken bolts, divide distances into equal spaces, and other
such operations. Lay the dividers down as flat as possible when setting them to scale dimensions. This saves the points, and greater accuracy is possible. See Fig. 30.
QUESTIONS
1. Why is a caliper used to measure instead of measuring with
a scale?
25
2. Explain the reason for having inside and outside calipers.
Why have two kinds?
3. State the purpose of an hermaphrodite caliper. (Morphs.)
4. What may be the result if the "setting" of calipers or dividers is changed before finding out if someone is using the
tool?
5. Which tool is used to make a circle?
6. Explain why it is necessary to keep divider points sharp.
7. Which tool is used to scribe a line parallel to an edge or
surface?
8. In measuring the diameter of a hole which caliper is used?
Fig. 19 - Lock-joint Outside Calipers
Measuring the thickness of
a piece of steel plate.
When the calipers are set,
find the scale reading as
shown by Fig. 24.
Measuring the distance between two faces.
Fig. 20 - Lock-Joint Inside Calipers
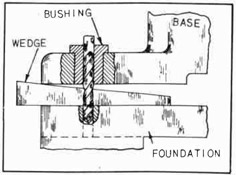
Using inside calipers to measure the distance between tow plates such as a machine base and a foundation. The distance is found by trying the calipers on a scale after measuring. The instructor will demonstrate the correct way to place the calipers on the scale.
Fig. 21
26
Fig. 22
Using inside calipers to find the
inside diameter of a hole. Keep the
calipers square with the center
line. The instructor will demonstrate the correct method of "swinging" the calipers to get the exact
diameter.
Fig. 23
Pass the calipers back and
forth over the shaft until
the points just touch. Keep
the calipers square with
the center line. The instructor will demonstrate
this.
Fig. 24
One point of the calipers
should always be held against
the end of the scale as shown.
Never try to check a size by
having both points on the
scale.
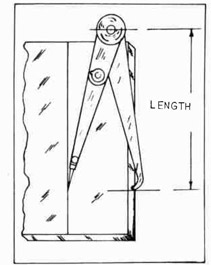
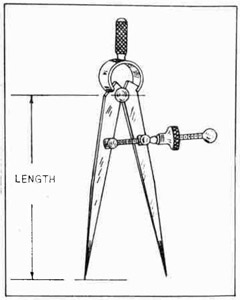
The length of a caliper or divider is always measured as
shown in Fig. 25.
These calipers are adjusted
with a screw and thumb nut.
Inside calipers are made of
the same type. The "C" spring
keeps the caliper at the
"open" position.
Fig. 25
27
Lay the caliper points flat on a table, plate or bench when setting one to the other. Doing this keeps the points in line for an accurate measurement.
Fig. 27 - Pocket Slide Caliper
Fig. 28-Lock-Joint Hermaphrodite
The pocket slide caliper is a very
useful tool for getting approximate sizes
quickly, either inside or outside diameters. The tool in the illustration is
set at 3/4" opening. Note the register
mark on the body of the slide. The register mark at the right is for inside diameters.
Scribing a line parallel with the
edge of the work.
Hardened points, screw adjustment.
Dividers with dull or broken points
are useless.
Fig. 30
Fig. 30 shows dividers set to 1-1/4"
on the scale. Always lay the dividers down flat, with the points in
a graduation mark. Doing this will
protect the points from being
dulled, and a closer setting may be
obtained because a clear view may
be had of the scale and divider
points.
Reading the Micrometer
PURPOSE OF MICROMETERS
The ordinary type of mechanics' scale is graduated as fine as
64ths of an inch only. Many measurements must be taken which are much
finer than this. Such measurements are so fine that it would be impossible to engrave the dimensions on a scale so they could be read.
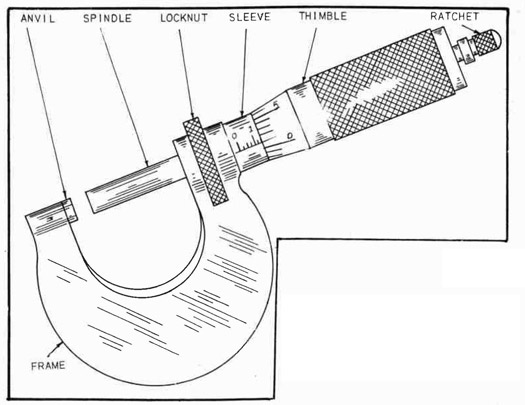
The tool which is used to do this fine measuring is called a micrometer,
and it is possible to measure sizes to .0001 of an inch. Fig. 31 illustrates the general construction of an outside micrometer and gives the
names of the principal parts.
OUTSIDE MICROMETERS are used to measure outside diameters and
thicknesses. INSIDE MICROMETERS are used to measure inside diameters,
the distance between surfaces, and other similar dimensions.
CAPACITY OF MICROMETERS
Micrometers are listed according to the measuring capacity. See
Starretts catalog No. 26, pages 97-139, for complete details.
29
Fig. 31
Diameters of shafting, drills, reamers, machined and ground pins and thicknesses of accurately machined plates or bars, may be measured with micrometers.
When speaking of a one-inch micrometer it is understood that any
measurement from nothing up to and including 1 inch may be taken. 4
two-inch micrometer measures distances from 1 inch up to and including
2 inches; a three-inch micrometer is used for jobs from 2 inches up to
and including 3 inches, and so on.
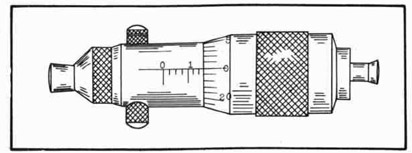
Fig. 32 - Inside Micrometer
Inside micrometers, see Fig. 32, are equipped with extension pieces
called rods and a handle for getting the tool into narrow places. The
instructor will demonstrate the use and handling of micrometers.
30
READING A MICROMETER
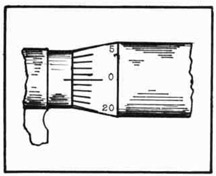
Outside or inside micrometers are read exactly the same way. Fig.
33 shows the thimble set to zero
on the sleeve. One full turn of the
thimble opens the gap between the
anvil and the spindle nose exactly
.025 of an inch (twenty-five thousandths). It should be quite clear
that if the thimble is given four
full turns the gap between the spindle nose and the anvil will be .100
of an inch, (one hundred thousandths)
or .1 of an inch (one-tenth). Notice
the figure 1 on the sleeve. The figures on the sleeve indicate tenths
of an inch or hundred thousandths.
Fig. 33
The figures on the thimble (Fig. 31) show that the thimble is
graduated all around. These graduations are exactly twenty-five in
number. Moving the thimble one graduation, opens or closes the gap
between the anvil and spindle nose .001 of an inch (one thousandth).
The setting on the illustration, Fig. 31, is .151 of an inch.
On Fig. 32 the setting is .175 of an inch. Reading micrometers is
simply a matter of counting the number of full turns of the thimble
on the sleeve and adding the number of spaces on the thimble which
have passed the zero mark.
For example: Measuring 1/8 inch with a scale is the same as
.125 when measuring with micrometers, except that the micrometer measurement is much closer.
The decimal equivalent table, Page 33, illustrates how easy it is
to select the correct decimal for any fraction found on a mechanic's
scale.
ADDING AND SUBTRACTING
When adding 3-1/2, 2-1/4, 4-11/16, 9-5/16, 2-3/16, 1-9/64, it is
much easier, quicker, and more accurate if done this way:
3.5
2.25
4.6875
9.3125
2.1875
1.140625
--------
23.078125 or 23-5/64
Always be sure to have
the decimal points directly in a vertical line,
and check the addition from
top to bottom after adding.
The value of .078125 is found in the table of decimal equivalents.
The total distance may now be laid off with a common mechanic's scale.
After a little practice the mechanic will have memorized many of the
decimals and will not need to refer too frequently to the table. In
any event the decimal equivalent of the fraction can be found by dividing the number above the line by the number below the line.
31
When called upon to subtract 9-11/84 from 15-15/18 it is much
easier to say 9.171875 from 15.9375 is:
15.9375
Minus
9.171875
--------
6.765625 or 6-49/64
MULTIPLICATION
When it becomes necessary to multiply 9-11/64 by 15-15/16, the
calculation is much easier if decimals are used. For example:
(a) 9.171875 x 15.9375
There are as many decimal position of the places in the product of the two numbers as the total number of places in both numbers.
Place one number under the other, disregarding the decimal points.
9.171875
15.9375
-------
45859375
64203125
27515625
82546875
45859375
9171875
--------------
146.1767578125
(b) Multiply .037 by .006
.037
.006
-------
.000222
There were only three figures in the answer until three zeros
were placed in front of the three twos. This is always done when
there are not sufficient figures in the answer to make up the total
number of decimal places in the two numbers being multiplied. Always
place the zeros before the number. The above result is read: Two
hundred twenty two millionths. An easy way to read a decimal is to
write the decimal as follows:
extend the decimal point below the line making it into a figure 1 as
follows:
then add as many zeros after the one as there are figures to the right
of the decimal point above the line as follows:
DIVISION
The division of decimals is sometimes more difficult than addition.
subtraction, or multiplication. The placing of the decimal point in
the answer is very important. A few examples of placing the decimal
point correctly are given below.
Example A:
Divide 2.50 by 1.25 . Move the decimal point to the right, two
places, making both numbers whole numbers. Then 125., "goes into"
250., twice.
Example B:
Divide 1.25 by 2.50 . Move the decimal points to the right, two
places, making both numbers whole numbers. Then 250 will not "go
into" 125. Add a cipher making 125. read 125.0 . Now 200. will "go
32
into" 125.0 , 5 times. But since there was one decimal place in the
dividend and no decimal places in the divisor, there will be one decimal place in the quotient, or .5 .
Rules for Placing the Decimal Point
The examples given above show that the following rules must be
observed:
Rule 1. Move the decimal point to the right in both divisor and
dividend the same number of places, in order to change the decimals to
whole numbers. Add zeros to the right, in the dividend, to balance
the first result by multiplication.
USING RULE 1
Divisor
Dividend
Quotient
1.25)
2.50
(-------
(a) Move decimal point to the right, the same number of places
in the divisor and in the dividend.
125.)
250.
(2._____
25.0
Since there are no decimal places in the divisor or dividend, there
are none in the quotient.
(b)
1.25)
.25
(______
Move decimal points to the right, the same number of places in
the divisor and in the dividend. A zero is added to the right, in the
dividend, to balance the result by multiplication.
125.)
25.0
(.2
25.0
Rule II. Point off the same number of decimal places in the quotient as the places in the dividend exceed the places in the divisor.
USING RULE II
The decimal point in the quotient in example "b" is placed by
Using Rule II. Since there were no decimal places in the divisor and
there was one place in the dividend, the places in the dividend exceed
the places in the divisor by one. Therefore point off one place in
the quotient. The result is .2 .
Rule III. When there are more decimal places in the divisor than
in the dividend, add zeros after the last figure in the dividend until
the decimal places in the dividend equal those in the divisor. Then
proceed as in ordinary division.
NOTE: Add more zeros to the dividend if necessary. Adding zeros
to the last figure in the decimal, to the right of the decimal point, in no way alters the value of the decimal. To
check the result after dividing a number having decimals
by a number which has more decimal places than the number
being divided, inspect all of the numbers carefully. The
answer should be pointed off to show the number in the
33
quotient to contain as many whole numbers as the number of
places in the divisor exceeds the number of places in the
dividend, plus one.
For example: 672. / 336 = 2000.
There are three decimal places in the divisor.
There are no decimal places in the dividend.
The decimal places in the divisor exceed the decimal places
in the dividend by three.
Three plus one (3 + 1) = 4.
There will be four whole numbers in the answer.
Use Rule I, "a" and the problem is 672000. divided by 336.
Dividing, we find the result to be 2000.
To double check any division, multiply the divisor by the
quotient. The answer should be the same as the dividend,
within a few thousandths.
USING RULE III
When the divisor contains all decimals:
.25
250.
(_______
Move decimal points to the right, the same number of places in divisor and dividend.
.25)
25000.
(_______
25
It was necessary to add two zeros to 250. before the decimal point
could be moved two places to the right. When this was done, the problem then was to divide 25000. by 25.
PROBLEMS
Use a separate sheet of paper. Find the answers to the following
problems:
Multiply:
1.
3-7/16 by .1875
3.
17.0032 by .0625
2.
9.25 by 1.375
4.
.0073 by 1/4
Divide:
5.
.375 by .1875
7.
3.1416 by .7854
6.
1.9375 by .875
8.
2-1/2 by 1.414
CIRCUMFERENCE
The distance around the circumference is Pi times the diameter.
What is the diameter of a circle, the circumference of which is 6.28327
DIAGONAL
The distance across the corners of a square is 1.414 times the
length of one side of a square.
Find the length of one side of a square when the distance across
the corners is 4.2426.
34
Decimal Equivalents of a Fraction of an Inch
1/64
.015625
1/32
.03125
3/64
.046875
1/16
.0625
5/64
.078125
3/32
.09375
7/64
.109375
1/8
.1250
9/64
.140625
5/32
.15625
11/64
.171875
3/16
.1875
13/64
.203125
7/32
.21875
15/64
.234375
1/4
.2500
17/64
.265625
9/32
.28125
19/64
.296875
5/18
.3125
21/64
.328125
11/32
.34375
23/64
.359375
3/8
.3750
25/64
.390625
13/32
.40625
27/64
.421875
7/16
.4375
29/64
.453125
15/32
.46875
31/64
.484375
1/2
.5000
33/64
.515625
17/32
.53125
35/64
.546875
9/16
.5625
37/64
.578125
19/32
.59375
39/64
.609375
5/8
.6250
41/64
.640625
21/32
.65625
43/64
.671875
11/16
.6875
45/64
.703125
23/32
.71875
47/64
.734375
3/4
.7500
49/64
.765625
25/32
.78125
51/64
.796875
13/16
.8125
53/64
.828125
27/32
.84375
55/64
.859375
7/8
.8750
57/64
.890625
29/32
.90625
59/64
.921875
15/16
.9375
61/64
.953125
31/32
.96875
63/64
.984375
1
1.0000
35
36
Machinists' Hammer and Center Punch
PURPOSE OF A MACHINISTS' HAMMER
A machinist uses his hammer for tapping bolts home; for making center punch marks; for chipping with a cold chisel; for driving wedges; for
knocking off small pads; for driving pins in and out; for marking gaskets; for cutting holes in gaskets; and for many other such purposes.
The principal reason for listing the above operations is to fix in
the mind of the student the fact that a hammer has a definite place on
the job. The use of a bolt, a bar of steel, or other makeshift, should
never be considered. Always use a hammer to do these jobs.
CORRECT USE OF A HAMMER
A careful study of a hammer will show that the handle is evenly
balanced in the head. The length of the handle may vary, to suit the
individual, but the hand should always grasp the handle close to the
outer end and not up at the head end. Holding a hammer close to the
head is called "choking the hammer". This is bad practice and causes
accidents.
SAFETY
Never strike a hardened surface with a hammer. The face and peen
of the hammer are hardened, and two hardened surfaces striking together
with force may cause the hammer to "spall"; that is, small chips crack
off and fly, which may result in eye injury or cuts.
Never use a hammer with a loose handle or a loose "wedge". The
wedge is in the end of the handle to hold it tightly in the head.
Never use the handle as a lever with which to lift or pry.
AN EXAMPLE OF USING A HAMMER
As a hammer and center punch are used frequently, this operation is
chosen to describe briefly the correct procedure.
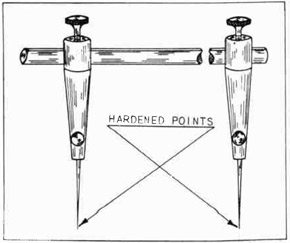
1. When using a prick punch, strike a light blow or use a light
hammer. A heavy blow will break the point of the prick punch
and may cause the mark to be "off center". See Fig. 34.
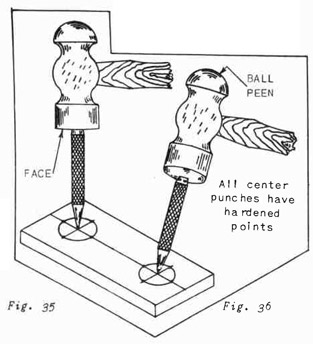
2. When using a center punch, see Fig. 35, one should use a heavier hammer. One blow with the right weight hammer is all that
is necessary, in most cases. Using a light hammer on a heavy
center punch is not permissible.
3. Hold the center punch square with the work unless it is necessary to "draw" the punch mark. See Fig. 36.
4. When using a heavy center punch, strike a light blow first to
be sure the mark is "on center". Then set the mark deeper with
a heavy blow.
Center punch sizes are given by letter in tool catalogs. However,
many mechanics dress their own center punches to suit their own requirements.
CAUTION
The top of the center punch will "mushroom" after repeated use.
Grind the mushroom off before it spalls and causes injury. See Fig. 37
for an illustration of good practice.
37
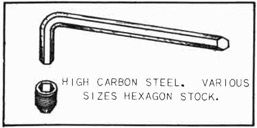
Fig. 34
Common type of center punch. It has a hardened point. The knurled body gives a better gripping surface for the fingers.
The prick punch. It is smaller and shorter than a center punch. In striking the punch with a hammer, keep the punch straight up and down. when the center mark is not exactly true, lean the punch and "draw" the center over as shown.
(Fig. 36.)
Fig. 37
Half size heavy center punch. It is used for very heavy work. Hexagon Steel.
QUESTIONS
1. Why should a hammer always be used instead of some make-shift?
2. State the correct way to hold a hammer and give reasons.
3. Explain why a hardened surface should never be struck with
a machinists' hammer.
4. Point out correct practice in using a hammer with a prick
punch and with a heavy center punch.
5. What is likely to happen to a prick punch if it is struck
too heavy a blow?
6. Explain the different uses of a prick punch and a center
punch.
38
Cold Chisels: Types and Uses
TYPES OF COLD CHISELS
Many different operations have to be done with cold chisels. There
are several types of commonly used chisels. See figures below.
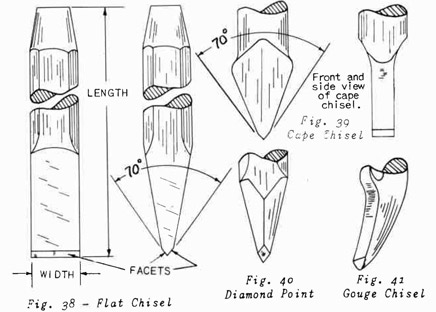
The flat chisel, Fig. 38, is used for chipping rough spots off of flat surfaces, chipping
off burrs, smoothing edges, and cutting sheet
metal.
The cape chisel, Fig. 39, is forged narrow
one way, but it is wide the other way for extra
strength. Narrow grooves, slots, and keyways
are cut with the cape chisel.
The diamond point chisel, Fig. 40, is adapted for cutting V-shaped grooves and for chipping out rough spots in
square corners.
The gouge chisel, Fig. 41, and the round nose chisel, Fig. 42, are
much alike. The gouge is used for roughing out round corners, cutting
oil grooves, or drawing a drill to center.
The round nose chisel may be used for trimming round corners off of
sheet metal or for roughing off convex surfaces and round corners. Cold
chisels may be any width or length to suit the job.
39
CHISEL TEMPER (Use .75 to .85 Carbon Steel)
All steel is not suitable for making cold chisels. As a chisel must
withstand heavy blows repeatedly, it is not practical to harden the whole
tool. After the chisel is forged into the desired shape it is annealed,
and the cutting edge is tempered and ground to the desired angle. The
temper extends about 3/4 inch from the edge. Flat cold chisels and cape
chisels are ground on one face only. The stock used is generally octagon
in shape, but round stock is often used.
SAFETY
Mushrooming of the top of the chisel will result from ordinary use.
Keep the mushroom down to a minimum by grinding before it spalls off and
hurts someone. See Fig. 38 for the correct shape of the head.
Be careful to chip away from anyone working near, and if necessary,
give a warning to avoid injuries. Watch for the corner of a chisel to
break and fly. Use goggles when chipping.
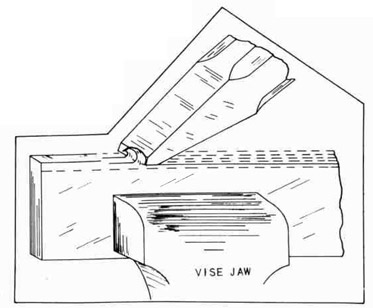
Figure 43 shows how several cuts are taken off the edge of the piece of metal when chipping. The chip curls ahead of the cutting edge. Taking several cuts is much more quickly and easily accomplished than try to do the job with one cut.
Fig. 43
QUESTIONS
1. Explain why a
cold chisel is
not tempered
for the entire
length.
2. What is the
principal difference between a flat
cold chisel
and a cape chisel.
3. What should be done to avoid injury from a mushroomed chisel?
4. What chisel should be used when cutting a narrow groove?
5. Name one necessary safety precaution when chipping.
40
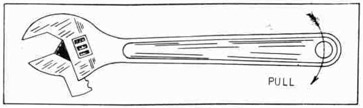
Open End Wrenches
PURPOSE OF OPEN END WRENCHES
The name "open end" means that the wrench opening, which fits the nut
is cut out at the end of the wrench so the wrench may he slipped on the
nut from the side instead of setting the wrench down over the nut as is
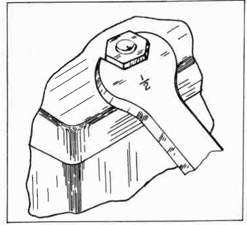
the case with a box type or socket wrench. See Fig. 44.
The wrench may be applied and the nut turned down very rapidly with
an open end wrench, but care must be taken to use a wrench of the correct
size. The size of the opening is usually stamped on the wrench. Open
end wrenches are usually double ended, having different size openings on
each end; and the wrenches come in
sets.
DETERMINING CORRECT SIZE OPENING
In Merchant Marine Work when
figuring the size of the opening
for a snug fit on the nut, the rule
is: Diameter of bolt x 1 1/2 + 1/8".
For example: Diameter of bolt
1/2". Size of opening in wrench
1/2 x 1 1/2 + 1/8" = 7/8".
The U. S. Navy Standard size
of wrench opening is diameter of
bolt x 1 1/2.
Fig. 44
For example: Diameter of bolt is 1/2". Size of opening in wrench
1/2 x 1 1/2 = 3/4 in.
When too large a wrench is used, the corners of the nut are chewed
off, making it difficult to get the nut on or off. Wrench opening sizes
are always measured across the flat of a nut.
CARE OF WRENCHES
Open end wrenches are designed to withstand a pull on the handle
about equal to the same force that the bolt will withstand. Hitting the
wrench handle with a hammer is poor practice. A jolt with the palm of
the hand should be sufficient to tighten the nut, ordinarily. In special
cases a short piece of pipe may be slipped over the wrench to give additional leverage. Be very careful in doing this not to break the wrench,
or sheer the bolt.
Never use a wrench as a hammer. A battered wrench always gives
trouble.
41
Questions
1. What is the advantage of an open end wrench?
2. Explain why the correct size opening for the nut should
always be used.
3. Where is a nut measured to get the size of the wrench
opening?
4. State the rule for finding the size of the wrench opening
from the bolt diameter. Commercial? U. S. Navy?
5. Explain how a wrench should be used to draw a nut down
snugly.
6. Name some of the troubles encountered with a wrench that
has been battered by using the wrench for a hammer.
7. How may the troubles, named in question 6, be avoided?
Drills and Drilling
USE OF TWIST DRILLS
The outside machinist drills many holes through steel shafting, deck
plates, bulkheads, etc. Twist drills are kept in the tool crib for the
purpose of filling the mechanics' needs. As these tools are made of high
carbon or high speed steel, they may be easily broken. Either the cutting
edges may be chipped or the drill may be snapped off short if the workman does not take care to hold the drill steady while drilling.
DRILL FEEDS
The action of forcing the drill into the work is called the "feed".
Too much force applied to the feed, especially with the smaller size
drills, will very likely break the drill.
When drilling at an angle, feed very slowly until the drill is cutting "to size". This means until the drill has entered far enough for
all of the drill point to be below the surface of the work and then the
drill cannot slip, but it can be leaned sidewise and cramped, causing it
to break. Be careful to avoid this.
TYPES OF DRILLS
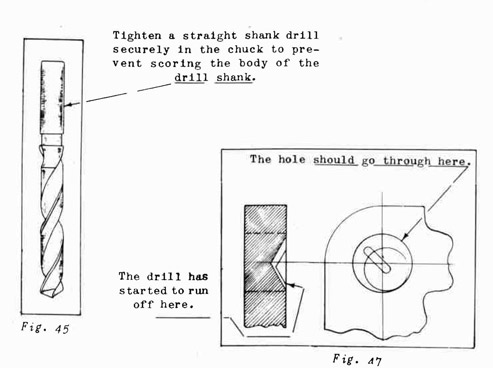
Up to 3/16" in diameter the drill shank is straight. See Fig. 45.
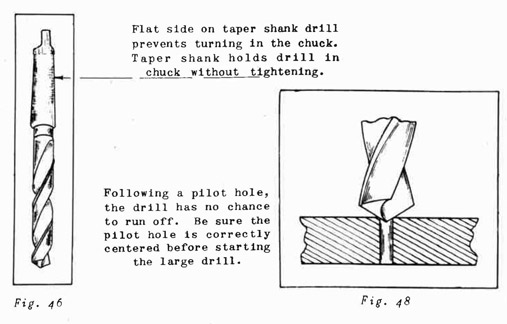
A few drills above 3/16" may be straight, but they are usually tapered.
Tapered shank drills hold better in the drill chuck without slipping
than do straight shank drills. See Fig. 46.
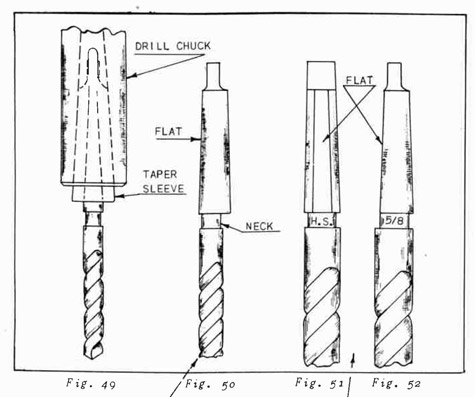
Taper shanks are not all the same size. Larger drills have larger
shanks, and of course provision must be made for the drills to fit the
drill chuck. All tapered shank drills are usable in one drill chuck by
employing taper sleeves in the chuck. The sleeve has a tapered hole
which fits the drill shank taper and the outside of the sleeve fits the
hole in the drill chuck. Both sleeve and drill must be securely inserted to prevent slipping. See Fig. 49.
FLAT SIDE TAPERS
Most shipyard air drilling machines have a flat side in the chuck
taper. There is a corresponding flat-on the taper shank of the drill.
42
There is very little danger that this type of drill will slip in a
chuck. See Figs. 50, 51, and 52.
CAUTION
Wipe the hole in the chuck and the shank of the drill With a rag or
some clean waste before inserting the drill in the chuck. Never allow
dirt or grit to remain on these surfaces. The drill will be thrown out
of line and the tapers scored.
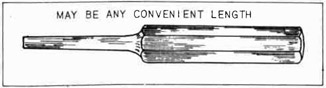
When removing the drill from the chuck, use a drift made for the
purpose. Never strike the drill to loosen it from the chuck or sleeve.
A drift is a piece of steel tapered like a wedge. The drift thickness fits the width of the slot in the chuck spindle or tapered sleeve.
The thin edge of the wedge is inserted in the slot between the end of the
drill shank and the upper end of the slot. As the drift (wedge) is
driven inward, it forces the drill downward. A light blow is sufficient
in most cases.
GRINDING DRILLS
Always examine drills when getting them out of the tool crib. A
dull drill never cuts well and is likely to "burn" (lose its temper)
if used. If the drill is dull, have it ground or exchange it for another at once. If by some accident or mishandling the drill is broken or
chipped while in use, have it replaced or ground immediately. Do not
risk spoiling a job by trying to use a faulty tool. Be sure the tool
crib attendant furnishes the size drills requested when applying at the
tool crib window for drills.
LUBRICATION
When drilling cast iron no lubricant is necessary. Use a light
lubricant for steel. The lubricant acts as a coolant and prevents the
drill from burning. Sometimes a hard spot is encountered in the metal.
Continuous drilling on such a hard spot may ruin the drill point. The
addition of lubricant will not help the situation in most cases. Use
a high speed drill (this does not mean run the drill at high speed) or
chip the hard particle out with a gouge or diamond point chisel. If it
is found that the metal is hard, stop at once. Hardened metal must be
annealed before it can be drilled. An application of heat with an
acetylene torch may help, but the metal should be covered and allowed to
cool slowly before proceeding. In case heat is not available or a part
can not be heated owing to the grade of steel or other parts near by
being affected by the heat, use a little turpentine and grind the drill
often.
When drilling brass use a very light oil, or drilling compound. The
cutting lips of the drill must be ground with a neutral rake to prevent
"hogging in". Hogging is very likely to occur when following a pilot
hole. Be sure the cutting lips of the drill are ground to the same
length.
STARTING A LARGE DRILL
Drills of 1 1/4" and larger do not start very easily in a center punch mark. The best thing to do in this case is to drill a "pilot
hole" first. The size of the pilot hole used is from 3/16" to 1/4". The
43
point of the drill should clean just a little stock out of the pilot
hole as the drilling progresses. See Fig. 48.
There is one thing to watch when drilling the large hole through the
pilot hole. The large drill will "hog in" (catch and break) if the feed
is not eased up at the finish of the drilling. Go carefully on the first
few holes and experience will show just how much to ease up the pressure
towards the end of the drilling.
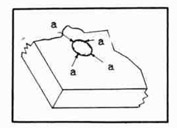
LOCATING A HOLE
All the important holes should be "laid out" before commencing to
drill. This is done by prick punching the exact center at the intersection of two lines. The dividers are then used (See Fig. 35) to lay out
the size of the hole. Chalk the surface before marking the circle. Prick
punch the circle in at least four places. (Large holes need more prick
punch marks.) Prick punch marks should be placed about every 1/2" on the
circle circumference. Sometimes a "witness" circle is scribed around the
hole circle about 1/16" away from the first circle. If the drill begins
to "run" it will be noticed at once.
"DRAWING" A DRILL
When drilling a hole without using a pilot hole, the drill may "run
off". See Fig. 47. The operator should raise the drill from the work
to inspect the cutting location before the drill has gone in far enough
to cut to size. If the hole shows signs of running off, chip a groove
with a gouge chisel on the wide side or the layout. See Fig. 41. This
groove will cause the drill to "bite in" each time the cutting edge hits
the groove. If the drill is still off' after a few more turns, chip the
groove again until the drill is cutting central with the layout. The
instructor will demonstrate the correct procedure.
When drilling a hole following a pilot hole the drill cannot be
drawn over. This means that extra care must be used when drilling the
pilot hole.
DRILL SIZES
Ordinarily, drill sizes are stamped on the shank in fractions of an
inch. Nearly all drills used by the outside machinist are stamped in
exact 64ths. For example: 1/4"; 21/32"; 41/64"; 1-17/64"; 1-1/8";
1-3/16", and many others.
There may be a few cases where it is necessary to use a drill which
is not exact 64ths in size. Then "letter" drill sizes are used. Such
drill sizes are:
D - .246 diameter, a driving fit for 1/4" diameter pin.
N - .302 diameter, a driving fit for 5/16" diameter pin.
U - .368 diameter, a driving fit for 3/8"diameter pin.
There is a drill size for every letter in the alphabet. Some Letter sizes are "even" fractional dimensions, such as:
H drill exactly 17/64" diameter .266
M drill exactly 19/64" diameter .295
T drill exactly 23/64" diameter .358
There are many others. (See page 263, Starrett Catalog, No. 26.)
For special cases where these drills are to be used, see the instructor.
44
CUTTING SPEEDS OF DRILLS
Circumstances control the cutting speed of drills in most cases.
Small drills run much faster than the larger drills. This is a matter
for good judgment. A good rule to follow is:
35' per minute for cast iron
60' per minute for steel
60' per minute for brass
If it is found that the drill will cut well, hold its edge, and do
a good job at a higher rate of speed; step up the speed.
It is better to run a drill slowly and step up the speed rather than
to begin at high speed and possibly burn the drill. Check with the instructor or leader.
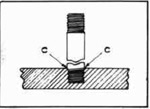
DRILLING A FLAT BOTTOM HOLE
Drill the hole to the correct depth, measuring from the center of
the drilled hole to the surface of the work. Be careful to measure to
the center of the hole. Flat bottom holes are usually drilled in the
shop. The outside machinist drills this kind of hole only when instructed to do so. Ordinarily a hole is drilled a little deeper than usual
to allow a plug tap to reach the bottom and cut enough thread.
Replace the regular drill with a stub drill: One that has been
ground off square on the end. Finish the bottom of the hole flat with
the stub drill. Feed slowly and carefully. Sometimes a reamer, cut like
an end mill, is used for this job. Check with the leader when there is
a job of this kind to do.
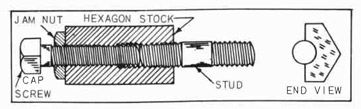
Flat bottom holes are tapped when a cap screw or bolt is used. In
this case no nut is used on the bolt. The threads are in the hole and
the cap screw is turned in with a wrench. Flat bottom holes are also
used for studs (bolts with a thread on both ends and a nut on one end.)
Removing Studs or Broken Bolts, page 67, Fig. 81.
ENLARGING HOLES ALREADY DRILLED
Consider a 1" hole drilled through a hub or a thick plate. Perhaps
it is necessary to enlarge the hole 1/4". The drill will have a tendency
to "hog in" when starting the larger drill in the hole. Run the drill
slowly and feed lightly. The drill will hog into steel or brass more than
it will in cast iron. It may be necessary to grind the "rake" off of
the cutting lips of the drill. Check with the leader in such cases.
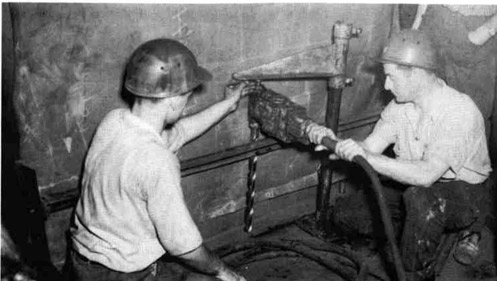
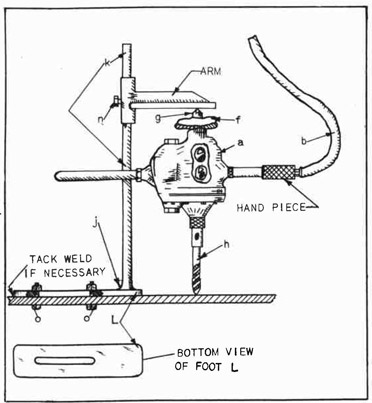
DRILLING COMPARED WITH BORING
Holes larger than two inches are spoken of in the shop as being
"bored". The reason is that the job is done in a boring mill or lathe.
When such a job has to be done in the yard, it is sometimes necessary to
use a drilling post, or "old man", as it is called. This is a device
which may be clamped to the deck or bulkhead, and constant pressure
(feed) is applied by means of a screw.
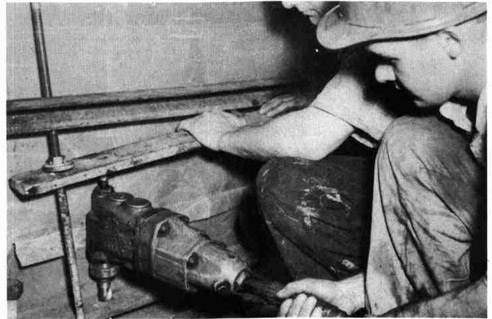
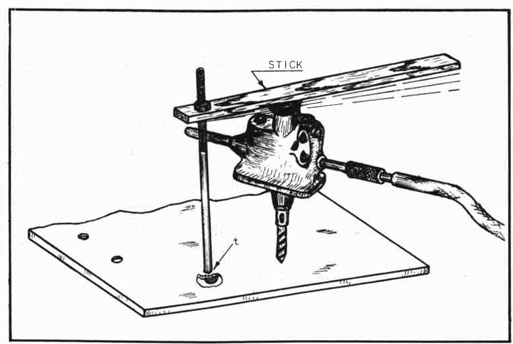
A "drill stick" is also used; it will be explained in the manual
later.
For very large holes the boring is done with the use of a "boring
bar" and a reduction-driven drill or reamer. This operation will be
explained later in another section of the manual.
45
46
Fig. 50, Showing a taper shank drill with the shank larger than the drill.
Care must be taken not to apply too much pressure and snap the drill at the neck. Fig. 51 and 52, Two views of a taper shank twist drill with a flat to prevent turning in the chuck.
Top View Of Chuck, Drill, And Sleeve
The taper sleeve is used
to make up for the difference between the size
of the hole in the chuck
and the taper shank of a
small drill.
Top views of taper shank drill
47
QUESTIONS
1. What is understood by a "drill feed"?
2. Explain the difference between a straight shank and a
taper shank.
3. Why are the taper shank drills flatted off on one side?
4. What is the correct method of removing a drill from the
chuck or sleeve?
5. Explain what is meant by "burning" a drill. What causes it?
6. When is a lubricant on a drill necessary?
7. Explain the action of a lubricant.
8. What is meant by a "pilot hole"?
9. Explain the necessity for a pilot hole.
10. State precautions necessary when following a pilot hole.
11. What is understood by the statement: The drill may
"run off"?
12. How is a drill "drawn" back to center?
13. Name two ways to check the size of a drill.
14. What are letter size drills?
15. Is the cutting speed for brass different from that for
cast iron? How much different?
16. State two ways to drill a flat bottom hole.
17. Explain the difference between "drilling" and "boring".
18. What is the correct procedure when a drill cutting lip
breaks off? State the probable cause.
19. What is a "drift" when mentioned in connection with
drilling?
Reamers and Reaming
PURPOSE OF REAMERS
A drilled hole is never so true to size as a reamed hole. Holes
are drilled before they are reamed. The reason for reaming a hole is to
make a snug, uniform fit for a straight pin, a shaft, a taper pin, a
fitted bolt, and other similar fits.
TYPES OF REAMERS
Some reamers are used in an air drilling machine. Reamers are generally classified as:
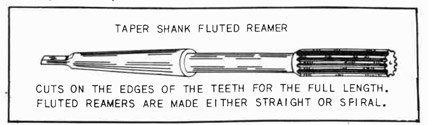
1. Fluted reamer, taper shank
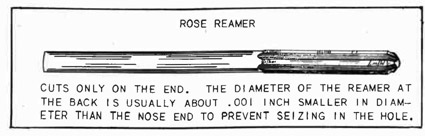
2. Rose reamer, straight or taper shank
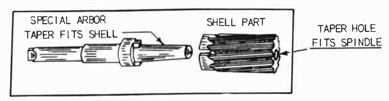
3. Shell reamer, used with a shell-reamer arbor
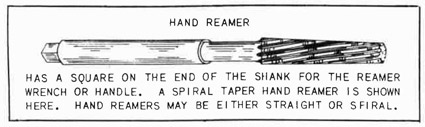
4. Hand reamers:
1. With spiral teeth
2. With regular (straight) teeth
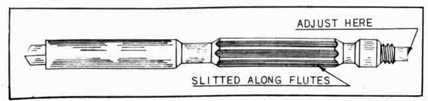
5. Expansion reamer, hand
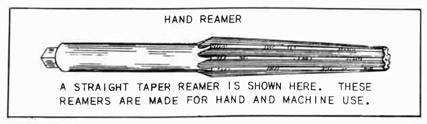
6. Taper reamer, hand
7. Taper reamers, machine
48
USES OF REAMERS
SHELL REAMERS are usually large in diameter, running as much as
8 inches. These reamers are hollow. The inside hole is tapered to fit
the taper of a specially made arbor, the opposite end of which fits the
taper in a drilling machine chuck. Two square driving blocks fit corresponding notches in the shell reamer. Many different sizes of reamers
will fit the same arbor. See Fig. 53.
Shell reamers are made either fluted or rose type, and the cutting
action is exactly the same as for the smaller sizes.
Fig. 53
THE FLUTED REAMER is used where great accuracy is not required. The
teeth are spaced fairly close together and the reamer cuts fast enough for
an ordinary job. The cutting is done along the sides of the teeth,
which are separated by the flutes. See Fig. 54.
Fig. 54
THE ROSE REAMER cuts only on the end. The teeth are shaped to cut
ahead of the body of the reamer. The flutes allow the chips to get out
of the hole and also provide a way for the lubricant to get into the cutting end. The rose reamer is not expected to cut a very smooth hole, and
it is made a few thousandths under-size, so that the hole may be finished
out accurately with a hand reamer. Rose reamers are sometimes used to
make a flat bottom hole for a stud. See Fig. 55.
Fig. 55
49
HAND REAMERS are made to exact sizes and may have either spiral teeth
or straight teeth. The spiral-tooth reamer cuts much more smoothly than
the straight tooth. For a very smooth, accurate job the spiral reamer
is the better one to use. See Fig. 56.
Fig. 56
THE HAND EXPANSION REAMER is made especially for close work. The
reamer has slits along the body and a tapered hole through the center.
A taper plug is closely fitted to the taper hole in the reamer, and by
means of a screw the reamer teeth can be swelled out to a barrel-like
curve, causing the reamer to cut a few thousandths over size. The reason
for the expansion feature of the reamer is to provide for its longer
usefulness. Any wear is taken up by the taper adjustment. See Fig. 57.
Fig. 57
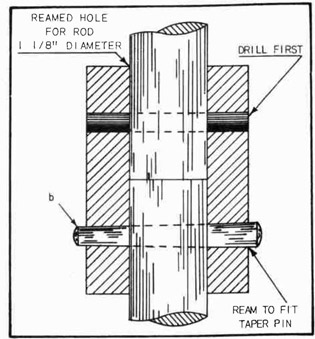
TAPER REAMERS are made for hand and machine use. When hanging brass
operating-rod ends on a deck-stand, the upper and lower collars are secured in the correct location on the rod with taper pins. A taper
reamer is used to ream the hole to the correct size. See Fig. 58.
When two holes do not line up exactly in steel plates that are being
riveted or temporarily bolted together, a machine taper reamer may be
used to cut the opposite edges of the two holes enough to slip a bolt or
rivet through.
Fig. 58
50
CARE OF REAMERS
Throwing reamers around carelessly, using a reamer for a hammer,
leaving a reamer in the drill chuck after using, or anything else that
will allow the reamer teeth to become damaged or broken, is not good
practice.
Reamers are high-grade tools, very expensive, and sometimes hard to
replace. A reamer may be sharpened by grinding in the tool room, but
the nicks and broken places cannot be repaired.
Do not allow reamers to get rusty, and do not return them to the
tool room dirty.
Be careful to use the correct size holder on a hand-reamer square.
If a wrench is used, be sure it fits the square tightly.
Accidents happen with tools. Report broken or damaged tools immediately. This will give the leader a chance to do something about replacements. Do not let the job be held up for lack of planning.
QUESTIONS
1. Name two reasons for reaming a hole.
2. What is the principal difference between hand and machine
reamers?
3. Explain the advantage of a spiral reamer as compared with
a regular reamer.
4. Why are expansion reamers constructed so that the diameters may be adjusted?
5. Where is the cutting edge on a rose reamer?
6. What is meant by a shell-reamer arbor?
7. Name the type of reamer used to ream a hole for a taper pin.
8. State what type of reamer to use and what to do when two
holes are out of line so that a rivet or bolt will not go
through.
9. How may the teeth of reamers be ruined?
10. Name a few items of what to do before returning a reamer
to the tool crib.
11. What should be done in the case of a broken or damaged
reamer?
12. Where is the square on a hand reamer and for what is it
used?
Reaming Through Holes
REAMING BY HAND
Reaming a hole is done to bring the hole to an exact size. For example: When fitting a straight pin to a hole where a snug fit is necessary, first drill the hole 1/64" to 1/32" smaller than the pin, and then
51
use a hand reamer which is the size of the pin. See Fig. 59, "a". An
expansion reamer (Page 47) is often used to ream a straight hole to fit
a pin.
REAMING TAPER HOLES
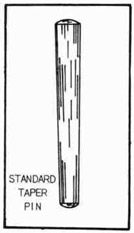
It is always necessary to use a taper reamer to fit a tapered pin.
(Fig. 60). The hole is first drilled about the size of the small end of
the tapered pin and a taper reamer is then used to taper the hole to fit
the pin. Use the same number taper reamer as the pin number. See Fig.
59, "b". Care must be used when reaming with a taper reamer or the hole
will be reamed too large. A taper reamer is not like a straight reamer
in one respect: One turn with a taper reamer can mean the difference between a good fit and a spoiled piece of work. For this reason it is
safer to use a hand reamer on such jobs.
Fig. 59
Fig. 60
Never try to bring a hole to "position" with a hand reamer. The
reamer follows the drilled hole. Trying to change the direction of the
hole by leaning the reamer or applying more pressure on one side will be
useless and may possibly break the reamer.
REAMING BY AIR MACHINE
Great care must be used when reaming very small holes by machine.
The air machine is heavy, and the operator cannot easily get the "feel"
of a small reamer to an extent which will prevent breakage. This is not
so likely to happen with larger reamers. The job may be done much more
quickly by using the air machine. Use a small machine for a small job.
52
KEEPING THE REAMER IN LINE
When reaming with the air machine, keep the reamer "in line". Wobbling around on the start will affect the size of the hole. After the
reamer has entered the hole, it must be kept in line to prevent breaking.
When the depth of the reamed hole is very great, more care must be
taken. Reaming holes for dowel pins, or reaming holes through unit bases
and foundations for fitted bolts calls for careful handling of the air
machine and reamer.
GENERAL PROCEDURE
The general procedure for reaming holes through a base and foundation is as follows:
NOTE: A generator base frequently has 7/8" drilled holes in the
corners when it is delivered by the manufacturer. The other
holes in the base are about 1"
drilled and not reamed, and a
black iron bolt of the proper
size is used to bolt the unit
at these places.
Fig. 61
1. With the proper size drill in the
"corner air drilling machine"
drill the foundation on the corners, using the drilled hole in
the base of the unit as a guide.
See Fig. 61.
NOTE: A corner air drilling machine (Fig. 62) is an air or electric
motor driven device made especially for drilling in close
corners.
2. If the corner hole is 7/8" diameter,
run a 15/16" reamer through, after
drilling the 7/8" hole.
Fig. 62
3. Now run a 1" reamer through, which
will remove 1/32" stock on a side.
4. Mike the hole and order from the machine shop the right number
of fitted bolts, .00025 per inch larger than the hole. This
allows just the right amount for a drive fit.
NOTE: On some heavy installations the corner holes are reamed
to 1.500 diameter, and the bolts are made 1.503" for a
snug fit. In those cases a bushing is placed in the
53
drilled hole in the base and a 3/8" pilot hole is drilled
in the foundation. The bushing acts as a guide in
centering the 3/8" pilot hole. See Fig. 63.
The 3/8" diameter hole is now the center for a
1-7/16" diameter drill, which is run through next, the
drill passing through and enlarging the hole in the unit
base and then following the 3/8" hole through the foundation. See Fig. 64.
A 1.500 reamer is now run through the holes, and the
job is ready for the fitted bolt. See Fig. 65.
Fig. 63
Fig. 64
Drilling a foundation, using
the hole in the base as a
guide and following the pilot
hole in the foundation, Previously drilled through when
the bushing in Fig. 63 was
used as a guide.
Fig. 65
Reaming both holes through
the base and the foundation
with a straight reamer. The
reamer follows the drilled
hole. Keep the reamer vertical.
54
QUESTIONS
1. Explain what is meant by reaming "through holes".
2. State the procedure for drilling and reaming where a
coupling must be prepared to couple two rods or shafts.
3. How is the drill size determined when drilling a hole that
is to be reamed for a taper pin?
4. Compare the uses of a large drilling machine and a small
drilling machine.
5. State which of the following size reamers should be used
in a large drilling machine: 3/8" reamer, 1" reamer, 1/2"
reamer, 1-1/2" reamer, 5/8" reamer, #2 taper reamer.
6. How much stock is allowed in the diameter of a hole for
reaming?
7. Name the correct size drill to use when a hole must be
reamed 15/16" diameter.
8. How is the size of a fitted bolt given to the shop when
ordering a number of fitted bolts?
9. State the size to give the shop for fitted bolts which are
to be used in 1-1/4" reamed holes.
10. If the holes in the pedestal are 1-1/2" diameter, what is
the procedure for drilling the holes in the foundation?
11. What is the purpose of a pilot hole?
12. Explain the reason for using a spiral fluted reamer instead of a straight fluted reamer.
55
Using a Portable Air Drill
Fig. 66 -- Drilling With a Corner Machine
AIR MOTOR
An air motor "a", Fig. 67, maybe used for drilling, boring, reaming, grinding, and other operations that require the use of a portable
rotating tool. One section of the handle is turned to start or stop
the motor. The lead hose "b", (also called a whip), is a six-foot length
of hose with one connection threaded to screw into the motor handle.
On the other end is a universal hose coupling. In some instances the
lead hose is wrapped with wire in order to reduce wear.
DESCRIPTION OF AN AIR HOSE
Air hose is constructed of braided cord and rubber. The rubber
should be tough and oil-resistant. Universal air hose couplings are
combination male and female, and are attached at each hose end. The
air connection manifold is joined to a main air line and has two or
more air hose connections. Each connection has a quarter turn cut-off.
RIGGING AN AIR MOTOR
To rig an air motor, screw the threaded end of the lead hose into
the motor handle, couple the other end of the lead hose to one end of
the air hose, and couple the other end of the air hose to manifold connection.
56
DRILL FEED
The feed wheel
"f" is made on a
long shaft "g", Fig.
67, which is threaded into the body of
the air motor. The
upper end of this
shaft is placed under the arm of an
"old man"; then when
the wheel is turned,
the shaft screws out
of the body of the
motor, forcing the
motor down and thereby putting pressure
on the drill.
The feed wheel
may be turned the
other way far enough
to cause the lower
end of the shaft to
force the taper
drill "h" from its
socket. Care should
be taken that the
feed wheel raises
shaft "g", Fig. 67,
high enough to allow
drill "h" to seat
properly before starting to drill. There should be a small space between the upper end of the drill and the lower end of the shaft "g", Fig. 67.
Fig. 67
USING A DRILLING POST
A drilling post, commonly called "old man" is a tool used to assist
the operator of a drill in forcing the drill through the material. See
"k". Fig. 67.
The foot "L" is slotted lengthwise. A bolt is placed in this slot
to clamp the foot to the material. The post "j" is screwed or welded
into the foot. The arm may be raised and lowered on the post and clamped
at any height or angle around the post by clamp bolt "n". The under side
of the arm has many small counter sunk places to fit the tapered end of
a drill feed post.
57
Fig. 68 Applying the "feed" with a Drilling Stick
USING A DRILLING STICK
Instead of using an "old man", a "stick" is used on many jobs to
apply the feed to an air drill. Fig. 68 shows a stick in use.
The "stick" is made in the carpenter shop and sometimes will serve
for several jobs. It should be laid away for future jobs until after
repeated use it becomes unfit for service. Fig. 69 shows how the bolt
is bent to act as one end of a clamp and placed through a convenient
hole. See Fig. 69 at "t". The rod is put through the hole in the plate
(See Fig. 70) as at "y" and raised to a vertical position as at "2". The
nut is adjusted to the correct height to obtain the maximum pressure.
HOW TO SET UP A PORTABLE AIR DRILL
PROCEDURE (Applicable to most jobs)
1. Place the foot "L" across the hole on top of the plate. See
Fig. 67.
2. Clamp the foot to the plate, using a "C" clamp or other clamping
device. If there is a convenient hole in the plate, use it.
NOTE: Place bolt "o" through the slot in the foot and the hole
in plate and tighten it securely. This clamps the "old
man" to the plate. When a "C" clamp will not reach and
there are no holes which may be used for bolting down,
tack-weld a bolt to the plate for clamping down the foot
of the "old man". See that the weld is removed after
the job is finished.
58
Fig. 69
3. Place the drill in position to drill the hole.
4. Swing the arm around over the top of the drill and fit the tapered end of the feed post into a countersunk hole in the arm.
The arm has many of these and the one that lines up with the
feed post is the correct one. If a hole in the arm does not
line up with the tapered end of the feed post, move the foot
"l" to bring a convenient hole into a vertical line with the
point of the drill. See Fig. 66.
Fig. 70
5. Clamp the arm in position
with clamp bolt "n".
6. Turn the feed wheel and press
the drill firmly into place.
7. Oil the drill point and start
drilling.
8. Turn the feed wheel slowly while the drill turns, until the
hole is drilled. Turn the feed wheel and press drill firmly in
place. Check to see that drill lines square with work.
59
QUESTIONS
1. Explain the reason for using an air drill.
2. State the reason for using an "old man" with an air drill.
3. Name the several parts of an air drill.
4. For what purpose is the foot of the "old man" used?
5. Explain how the feed is applied to the drill when using an
air drilling machine.
6. Is the foot of the "old man" tack welded to the plate or
deck when convenient bolt holes may be used?
7. What is understood by the term "drilling stick"?
8. Explain the difference between a "corner drilling machine"
and an ordinary air drill.
9. Where is a corner drilling machine used? Why?
10. How is the drill secured in the air drill chuck?
11. Why is there a flat surface on the taper shank of a drill?
12. For what purpose is a sleeve used in an air drill chuck?
13. What precautions should be observed when using a small
drill in an air drill?
14. Describe the correct procedure and state what equipment is
used when using a drilling stick and an air drill.
15. State the reasons for applying lubricating oil to the work
when drilling a hole.
* Adapted from "Shipyard Outside Machinist," by State Department
of Education, Alabama.
60
Threading Bolts and Nuts
STANDARD SCREW THREADS
In order that all bolts and nuts may fit other bolts and nuts,
wherever they may be made, a certain number of threads is always cut
on the same diameter bolt or inside the nut. A table of the more commonly used threads for bolts and nuts is given below:
American Standard Screw Threads, N. C.
BOLT
THREADS
SIZE DRILL
SIZE ACROSS
SIZE
PER INCH
FOR HOLE
FLAT OF NUT
1/4
20
13/64
1/2
5/16
18
1/4
19/32
3/8
16
5/16
11/16
7/16
14
23/64
25/32
1/2
13
27/64
7/8
9/16
12
15/32
31/32
5/8
11
17/32
1-1/16
3/4
10
41/64
1-1/4
7/8
9
3/4
1-7/16
1
8
55/64
1-5/8
1-1/8
7
31/32
1-13/16
1-1/4
7
1-3/32
2
1-3/8
6
1-7/32
2-3/16
1-1/2
6
1-11/32
2-3/8
1-5/8
5-1/2
1-27/64
2-9/16
1-3/4
5
1-17/32
2-3/4
1-7/8
5
1-21/32
2-15/16
2
4-1/2
1-49/64
3-1/8
2-1/4
4-1/2
2-1/64
3-1/2
2-1/2
4
2-15/64
3-7/8
2-3/4
4
2-31/64
4-1/4
3
3-1/2
2-11/16
4-5/8
3-1/4
3-1/2
2-15/16
5
3-1/2
3-1/4
3-11/64
5-3/8
3-3/4
3
3-3/8
5-3/4
4
3
3-5/8
6-1/8
4-1/4
2-7/8
3-27/32
6-1/2
4-1/2
2-3/4
4-3/32
6-7/8
4-3/4
2-5/8
4-5/16
7-1/4
5
2-1/2
4-9/16
7-5/8
5-1/4
2-1/2
4-13/16
8
5-1/2
2-3/8
5-1/32
8-3/8
5-3/4
2-3/8
5-9/32
8-3/4
6
2-1/4
5-1/2
9-1/8
NOTE: There are two series of American Standard Screw Threads.
They are National Fine (N. F.) and National Coarse (N. C.). The National
Coarse threads are generally used in Commercial shipyard work. Both
series are derived from the United States Standard. (U. S. S.).The
U. S. Navy uses Navy Standards.
61
SIZE OF WRENCH OPENING FOR NUTS
For Commercial shipyard work the size of the opening in a wrench is
based on the diameter of the bolt multiplied by 1-1/2 plus 1/8 inch. For
example: The size of the wrench opening for a 1/2 inch nut is 1/2 x
1-1/2 3/4. Adding 1/8 inch gives 7/8 inch as the size of the nut across
the flats. The U.S. Navy standard opening in a wrench for a 1/2" nut is
the diameter of the bolt multiplied by 1/2. For example: 1/2 x 1-1/2
3/4. Note that nothing is added after the multiplication 3/4" is the
size of the nut across the flats.
THE TAPER TAP is generally used to tap a hole in a nut or in a piece
of work where the hole goes all the way through the metal. See Fig. 71.
This tap may be used in a very deep "blind" hole. A "through" hole is
drilled completely through, and a "blind" hole is drilled only part way
through. A taper tap will "bottom" in a blind hole before a full thread
is cut. See Fig. 72.
Use a PLUG TAP when tapping a blind hole. Run the tap in as far as ,
possible and back it out. Now use the bottoming tap, which will cut a
thread all the way to the bottom of the hole. See Fig. 73.
CAUTION
Never force a tap. Remember they are hardened and will snap off
Fig. 71
Fig. 72
Fig. 73
easily if forced too hard. Be especially careful when approaching the
bottom of a blind hole. Small taps will snap off much more quickly than
the larger sizes. Getting a broken tap out of a hole is difficult and
wastes a lot of time, sometimes spoiling the hole completely.
THREADING
Bolts and nuts from 1/4" diameter up to 1" diameter may be
threaded by hand. The operation is performed by using a die, held in
62
a stock for the bolts, and a tap, held in a tap holder or wrench for
the nuts. The mechanic ordinarily speaks of "chasing a thread" on a
bolt. This simply means cutting the thread with a die and die stock.
Threading the nut or a hole in a plate is called "tapping" and is done
with a tap and tap wrench.
Bolts and nuts are generally threaded in the machine shop and
come to the job ready to assemble. However, it may be necessary to
"chase" a thread on a damaged bolt. In this case the work is done in
the shipyard, on the job.
CORRECT HANDLING OF THE TAP AND DIE
THE DIE: When starting to chase a thread on a bolt or rod,
slightly taper or chamfer the end of the bolt or rod to give the die a
chance to "start" straight. Better work will result from this practice. The die stock must be held square with the center line of the
bolt or the thread will "run" to one side and make a bad job. The die
will probably "take hold" after a couple of turns, and the bolt should
be lubricated with a little white or red lead.
After the die is on far enough for the end of the bolt to show
through, the die stock should be "backed" slightly to free the cuttings. This is done after every few turns. After the thread has been
cut to the desired depth, reverse the direction of the die and run it
off.
THE TAP: When starting to tap a hole, keep the tap square with
the face of the work, or if the hole is on a slant, keep the tap
square with the center line of the hole. After three or four turns,
check the direction of the tap by "sighting" from front and side. If
satisfactory, go ahead. If the tap "leans", bear slightly on the tap
to bring it back straight. Be careful to bear easy or the tap will
break. When tapping holes, dip the tap in white or red lead. Lead is
heavier than cutting oil and will make a smoother thread. Lard oil is
often used when lead is not available.
TAP SETS
Hand taps are made in sets of three:
Taper--tapered for 5 of 6 threads
Plug--tapered for 3 or 4 threads
Bottoming--corners of leading threads chamfered
PIPE THREADS
Pipe thread taps and dies are entirely different from screw thread
taps and dies. Pipe threads are tapered. When it becomes necessary to
cut pipe threads or to tap holes for pipe fittings, the mechanic should
consult a standard table which may be found in most tool rooms, or foremen's offices.
PROCEDURE
1. Check the size of the tap to be used. The blueprint usually
gives the information. If there is no blueprint, check the
number of threads on the bolt. See Fig. 74 and Fig. 75 for
getting the pitch of the thread. Measure the O.D. of the bolt.
63
2. Get the tap from the
tool crib. Ask for a
set of taps. For example:
1/2"- 13 set of three
taps (tap sets are
never broken.)
NOTE: Be sure to get
a tap wrench to fit
the square shank on
the cap.
Fig. 74
3. Use a few drops of cutting oil or white lead on the tap if the
material is steel.
NOTE: Use a "dry" tap
when tapping cast
iron. A little white
lead on the shank-end of the tap
threads will make the
tap work easier in
the threads already
cut. For brass and
copper use turpentine
and lard oil. For
aluminum use kerosene
and lard oil.
Fig 75
4. Start the tap square with the work.
5. After two or three turns, "sight" the tap for direction. If
satisfactory, proceed.
6. After one or two more turns, back the tap about half a turn and
free the chips. Start ahead again.
7. Repeat step 6 until the tapping is finished.
NOTE: Proceed the same way when tapping a blind hole, except
for the use of two taps: plug and bottoming taps.
DIES
Hand threading dies come in three types:
1. Dies which are round and fit a round socket in the die stock.
The outside diameters of the dies in a set from 1/4" up to 1/2"
are the same. Then the next series from 9/16" up may be a
larger outside diameter. These round dies are adjustable by
means of a screw in the die stock.
2. Dies which are square and in one or two pieces. The two halves
of some dies may be adjusted by means of a screw in the die
64
stock. Other dies are adjusted by means of a screw which is
carried in one die-half and which thrusts against the other
die-half. These square dies run in a series from 1/4" up, in
sets that fit certain series of die stocks.
3. Dies which are square and not adjustable (See Fig. 76) are held
in a square stock by means of a thumb screw. All dies in one
series are the same size outside. The threaded portion of the
die may run from 1/4 - 20 up to 1-1/2 - 6, in series to suit
the capacity of the stock and handle. The larger the diameter
of the bolt, the more the leverage required to turn the die on
the bolt; therefore, longer handles are used on die stocks for
large dies.
ADJUSTING THE DIES
Fig 76
In using any type of die, the operator may thread the bolt to fit
the nut very snugly or very loosely.
This is done by placing a good tap in
the die and adjusting the die (if it
is adjustable) to fit the tap with the
desired clearance. The instructor
will demonstrate how this is done.
NOTE: This type of square die has four
thread chasers inserted. The
chasers are made of high grade
tool steel for long wear. See
Points "a".
QUESTIONS
1. What is meant by the word "standard" when applied to bolt
and nut threads: Commercial? U. S. Navy?
2. State the rule for finding the size across the flat of a
nut.
3. What is the dimension across the flat of a 1/2" nut: Commercial? U. S. Navy?
4. Explain what is meant by "tapping" a hole.
5. What tool is used to "chase" a thread on a bolt?
6. Name the three taps generally found in one set.
7. What is understood by the term "blind hole"?
8. Which tap is used for tapping a "through" hole?
9. Why must the tap be started square with the work?
10. What lubricant is used for tapping cast iron?
11. Why is the tap "sighted" for direction after the first few
turns?
65
12. What is meant by the pitch of the thread?
13. Explain the advantage of using white lead on the shank end
of the tap when tapping cast iron.
14. Give the pitch of a thread which numbers 16 threads per
inch.
15. What is the pitch of a 1" inch diameter bolt, American
Standard thread?
16. What is the difference between standard screw threads
(National Standard) and Pipe threads?
17. Where may the information be found for the size of the
hole to drill for a 3/8" pipe thread?
Tightening a Stud in a Threaded Hole
INFORMATION
Figure 78 shows a stud driver used to tighten a stud (Fig. 77) in a
threaded hole. The stud driver is made by drilling and tapping a piece
of hexagon or square material to fit the stud on one end and to fit a
set screw on the other end.
Installing this stud with a pipe wrench
would offer a possibility of spoiling the
threads or damaging the body of the stud
because the smooth portion between the
threads is so short that the wrench jaws
would overlap too much.
Fig. 77
Fig. 78
Binding the stud fast in a hexagon piece of stock, as shown, by means of
a heavy cap screw, permits the use of a large wrench on the hexagon stock
to run the stud home securely.
66
TOOLS
1. Stud driver
2. Open end wrenches
MATERIALS
Stud bolt
Threaded hole
White lead
TIGHTENING A STUD IN A THREADED HOLE
PROCEDURE
1. Examine the threaded hole
to determine the size and
number of the threads.
If uncertain, check for
number of threads with
the thread gauge.
Fig. 79
NOTE: A thread gauge is a tool which is put up in much the same
form as a thickness gauge except that each leaf is notched
out on one edge to match the thread on some particular
screw. See Fig. 79. A screw, stud, or bolt may be tried
in a threaded hole or in a nut to determine the "pitch"
of the thread. "Pitch" is another name for the spacing
of the threads on a bolt or in a nut.
2. Check carefully to see if the threads in the hole have been battered or mashed. If necessary, retap the hole with the proper
size tap.
3. Dip the hole end of the stud in white lead or other lubricant.
Engine oil is sometimes used, and in specific jobs a mixture of
graphite and oil is used. Lubrication of the threads prevents
corrosion and makes the stud easier to remove when necessary.
4. Screw the stud in the hole hand-tight. Use care that the fingers are not cut on the stud threads.
5. Screw the stud driver up on the stud to a length of about
times the diameter of the thread.
6. Using the open end wrench, tighten the set screw or locking
stud against the stud.
7. With an open end wrench that fits the body of the stud driver,
tighten stud firmly in the threaded hole. Use judgment in
tightening the stud so that it is not broken off due to too
much strain.
NOTE: In removing a stud that is hard to start with a stillson
wrench, two nuts may be tightened together on the end of
a stud. The stud is removed with an open end wrench
placed on the nut nearest to the stud hole.
QUESTIONS
1. Why is a set screw used in a stud driver?
2. To what depth is the stud driver screwed on the stud?
67
3. Why is a lubricant used in placing a stud in a threaded
hole?
4. Explain how a threaded hole is examined for fitting a stud.
5. What two precautions must be taken when placing a stud in
a threaded hole?
6. How is the correct number of threads per inch determined?
Removing Studs or Broken Bolts
HOW STUDS OR BOLTS BECOME BROKEN OFF
Removing old studs or bolts in the course of overhauling various
pieces of equipment is sometimes very difficult. The threads are rusted,
and the stud or bolt may break under the strain of turning it out
of the threaded hole. If the broken portion remaining in the tapped
hole projects far enough, a pipe wrench may sometimes be used and the
broken piece backed out. When the wrench fails, two nuts may be locked
on the threaded end of the stud which projects, and the stud may be
backed out. This is only possible where there is enough thread left on
the stud at the free end.
Where a stud has been broken off flush with a casting and there is
no way of getting a wrench or backing-out stud-nut on stud to screw it
out, it must be drilled out or drilled to be screwed out with a tool
called an "easy-out". After removing the stud, the hole should be
retapped to insure a clean thread.
Fig. 80
Smooth the surface of the broken stud, if
possible. Put prick-punch marks on the
circumference of the stud, as shown at
"a", Fig. 80.
When the stud is broken off above the surface as
shown in Fig. 81, saw or chip the projecting piece
off flush with the surface of the work as at "c".
File smooth and proceed to lay off the center of
the broken stud.
Fig. 81
68
Fig. 82
Place point of divider leg in prick punch
mark and scribe arc as close to center of
broken stud as possible. Take half of the
diameter of the hole for the radius of the
arc. Center punch as shown at "b", Fig. 82.
9. Screw pitch gang
10. Set of taps
11. Tap wrench
12. Easy-out
13. Hacksaw
14. 10" flat bastard file
15. Gouge chisel
Chalk
A part in which stud has been broken
PROCEDURE (When using an easy-out)
1. Locate the center of the stud with the dividers. To do this, chalk over the stud and with the center punch, make four equally divided prick punch marks on line, See Fig. 80, showing the circumference of the hole; placing one divider point successively in these holes, locate center with the other point. Mark the center with the center punch. See Fig. 82.
2. Drill a through hole in this center. The size of the drill should be approximately two-thirds of the diameter of the stud. For example: For a half-inch stud, drill a 5/16" hole.
3. Select an easy-out of the proper size and drive it snugly into the drilled hole. See Fig. 83.
4. Back the broken piece of stud out of the hole. Use a close-fitting wrench on the square of the easy-out.
PROCEDURE(When drilling the broken stud
and re-tapping)
1. Locate the center of the stud with the dividers. To do this, chalk over the stud and with the center punch, make four equally divided prick punch marks on the line (see Fig. 80) showing
Fig. 83
69
circumference of the hole; place one divider point successively in
these holes. Locate the center with the other point. Mark
the center with the center punch. See Fig. 82.
2. Select a drill for this job approximately 1/32" smaller than
the root of the thread of the broken-off stud. This is to
prevent drilling into and ruining threads in the casting. See
Fig. 81.
3. Place the drill in the air motor drill socket. Fasten the
drilling post over the broken-off stud and set the drill in the
motor, central with the center punch mark in the stud. Start
the motor and feed the drill through the stud.
4. To remove the stud shell from the hole, split the shell with
the sharp gouge chisel. Tap the gouge point against the shell
lightly with the hammer until the shell is removed from the
hole.
5. Secure a tap of the same size and number of thread as the removed stud and re-tap the hole by hand. This will remove the
burrs made with the gouge.
QUESTIONS AND ASSIGNMENTS
1. Calculate the size of the drill to use in drilling to remove a 3/4" American Standard thread (U.S.S.)
2. With a coin or round end object draw a circle. Locate
with a compass the center of the circle.
3. How many threads per inch does a 3/4" U. S. S. tap have?
4. Why must unusual care be used in starting the drill central in a broken stud?
Screw Driver
SIZE OF SCREW DRIVER
A 6-inch and a 10-inch screw driver are generally found to be suitable for ordinary jobs. The blades in these two sizes are about 3/16"
and 3/8" wide respectively. A screw driver must fill the slot in the
screw head for the best results. A 3/16" blade should never be used
to do the work of a 3/8" blade. To do so will result in the screw
head's becoming chewed up, making it almost impossible to get a good
grip on the screw slot afterwards. The screw driver will also become
badly chewed up and twisted. Use the right size for the job.
Using a large screw driver and a small screw is possible, but to
do this the blade will have to be dressed down to fit. The screw may
become twisted off because of too much strain applied by the large
screw driver. When the screw driver is used on a large screw after
the blade has been dressed down thin, it will likely snap off.
70
CORRECT BLADE SHAPE
Figure 84 shows how the blade should fit a screw head slot. A
flat mill file may be used to dress the
blade as shown. The head of the screw
will not be chewed up, and less effort
is required to run the screws in and
out. Screw driver shanks and blades
are not hardened and they are easily
bent. A bent shank prevents good work.
CAUTION
Do not use a screw driver as a
cold chisel. Using the screw driver
for a packing tool may not hurt the
screw driver, but it is poor practice.
Use the tool correctly and it will always be ready for use in its proper
place.
Fig 84
QUESTIONS
1. What is the result of using a small screw driver when a
larger one should be used?
2. Explain what is done to the blade of a screw driver to
prevent the blade from slipping out of the slot.
3. State the sizes of two commonly used screw drivers.
Files
PURPOSE OF A FILE
Files have two very important purposes:
a. Smoothing metal surfaces.
b. Changing the size and shape of metal pieces.
Castings and forgings have fins, burrs, and uneven surfaces which
must be filed down smooth before these parts can be used. Appearance
makes a lot of difference, and a good job can be spoiled by poor filing.
Fig. 85
Fig. 86
71
The machinist must file off sharp corners. Fig. 85 shows a chamfered corner. Fig. 86 shows a rounded corner. Burrs on bolt ends, edges
of steel plates, burrs on drilled hole edges, and many other such
smoothing jobs have to be done.
When the machinist is assembling or installing various units and
parts aboard ship, he will have to fit many metal parts into specific
locations. Some of these jobs are: Filing chocks, fitting keys, fitting
stepped operating rods, squaring edges of blocks, and other fitting
jobs.
TYPES AND SIZES OF FILES
There are a great many types and sizes of files available. As the
outside machinist uses comparatively few types and sizes, only these
files will be mentioned here. Fig. 87 shows the cross section of five
files. These cross section dimensions vary in proportion to the length
of the file, but the shape remains the same.
Fig. 87
Fig. 88
The length of a file is taken from heel to point. See Fig. 88.
It will be clear from Fig. 88 that the file tapers from about the
center to the point. The faces of these files are slightly "bellied"..
One reason for this is that it is almost impossible to file a surface
flat if the file is perfectly straight.
Another reason is that all files are made of high carbon steel and
after being "cut" (explained below) they are hardened. The hardening
process sometimes results in a slight "draw" or curve in the length of
the file. If the files were the same thickness throughout the length,
IA is easy to see that a slight curve would make one side rounding and
the opposite side hollow.
FILES
Use file handles at all times. See that the handle fits snugly and
without wobble.
Do not use a split file handle or a file handle without a ferrule.
Pounding on a file handle is poor practice. Avoid it.
72
FILE CUTS AND USES
Files are necessarily rough in order to make them cut. Examining a
file closely with a magnifying glass will reveal many fine teeth on the
surface. These teeth are formed when the file is "cut".
A sharp, chisel-edged, hardened tool in a special machine cuts the
teeth on a file before the file is hardened. Fig. 89 shows highly enlarged surfaces of a bastard file and a second cut file.
Fig. 89
The names of the cuts indicate the spacings of the teeth rows. A
bastard file has teeth spaced farther apart than a second cut. The term
"second cut" means there are two rows of teeth in about the same distance
as one row of teeth an a bastard file. The second cut file is a finer
file than a bastard, but not so fine as a mill file.
Both the files named above are "double cut" which means that there
are two rows of cuts or teeth on the full length of the file. Look at
the point or the heel of a file and it is quickly found whether the file
is "single" or "double" cut. See Fig. 90.
Fig. 90
For a finishing job, a flat mill file is generally found to be excellent. Never use a mill file for a rough job. To do so will ruin the
file for finishing work. A mill file is single cut and the cuts are not
so deep nor so far apart as in a second cut file. The teeth are continuous across the width of a mill file and are more like knives in their
action on the metal than like small points, as in other files. Dulling
these knife-like teeth makes the file useless.
73
Use a bastard file for a roughing job. Use a second cut file for
roughing brass or bronze. Finish file all these metals with a mill file.
Never use a file on steel or iron and then expect to do a good job on
brass or bronze. Keep a file especially for use on brass.
SIZE OF FILES
Files are obtainable in lengths from very short to extremely long.
The outside machinist files are usually 12" long. The width and thickness depend on the length. When asking for files at the tool crib or if
purchasing files say, for example:
12" bastard, flat or half round
14" flat, second cut
14" mill file
CARE OF FILES
Do not throw files around among other tools or on the deck. Stepping on a file just right will break it. Remember files are hardened
and therefore brittle.
Keep the file clean on the job. Oil is of no value on a file. It
prevents cutting, and it "gums" the spaces between the teeth. When a
file "pins" (becomes choked with filings), clean it with a file brush
or a stubby piece of copper wire flattened out like a chisel. Allowing
a file to pin, especially a mill file, will ruin an otherwise good job
by scratches and deep cuts.
Never use another man's file without permission. He may have a
special job to do which requires the use of the file you have borrowed.
QUESTIONS
1. For what purpose or purposes are files used?
2. Name some of the jobs which require the use of files.
3. State the types of files which are usually found to be
satisfactory for the work of the outside machinist.
4. In roughing off burrs or fins, what type of file should be
used?
5. Why does the mechanic keep one or two files especially for
use with brass?
6. Explain the type of job for which a round file would be
used.
7. Name one or two jobs where a half round bastard file would
be very useful.
8. What type of file should be used to finish off the surface
of a 3" x 4" steel block level and smooth?
9. For what purpose is a square file generally used?
10. What are two safety rules to follow when using a file?
11. What effect does oil have on the correct use of a file?
12. Explain the cause of "pinning", the results, and how to
prevent it.
74
Fitting a Key
INFORMATION
The word KEY is the
name given to a piece of
metal, usually steel, which
is employed to lock two
parts of a machine together
as solidly as though the
job was made out of one
piece. Fig. 91 is an end
view of a coupling and a
motor shaft showing how the
keyway is half in the hub
and half in the shaft. Note
carefully that the keyway
position and size are always
given on the blueprint and
must be strictly followed.
Fig. 91
CUTTING KEYWAYS
Keyways are usually cut
in the machine shop. The
parts to be keyed together
are brought to the ship with
the key or keys partly fitted to the job. Keyways can be, and at times
are, cut by hand but this is unusual. In either case the fitting of the
key is about the same.
SHAPE OF A KEY
Keys may be straight or tapered. See Figs. 92 and 93. A tapered
key drives in more tightly and of course is a little easier to fit than
a straight key. Some keys are fitted tightly on all four sides and
others are fitted on three sides. The fitting is done with a mill file. See the
leader for full details.
Fig. 92
Fig. 93
75
SIZE OF KEYS
Keys may be any size from 1/4" up to 1" square in ordinary jobs.
Larger keys are installed in heavy units such as a propeller and propeller shaft.
Some keys have a head as shown in Fig. 93. This makes it easier
to remove the key by driving a drift behind the head and drawing the
key out. This feature is found on many tapered keys.
FITTING THE KEY
1. Remove the sharp corners from the key.
2. Remove any burrs that may be on the edges of the keyway.
3. Try the coupling on the shaft for fit. If' not satisfactory,
check with the leader. If the fit is correct, proceed.
4. Try the key in place to check the fit.
5. Dress high spots on the key, if any.
6. Check with the leader.
7. Apply white lead to the key and keyway when correctly fitted.
8. Check the coupling for correct position on the shaft, endwise.
9. Drive the key home to the correct location. Check with leader.
QUESTIONS
1. To what extent is the keyway prepared to receive the key
when the job is delivered to the yard?
2. What tools are needed to fit ordinary keys?
3. How can the correct fit of a key be determined?
4. Explain the difference between a square key and a taper
key.
5. What is the advantage in using a taper key?
Miscellaneous Hand Tools
OPERATION WITH TOOLS
The mechanic does not use all of his tools on any one job; nor
does he use them all in any one day. The tools should be at hand to use
when necessary. The tools which have been mentioned in the instruction
material so far are probably used more than any others in the tool kit
or tool crib. A few general instructions on how to use various other
tools will be considered in this section.
76
Fig. 94
COMBINATION SQUARE
Figure 94 shows a tool which consists of four parts. The square
head, Fig. 95, may be used with the blade to scribe lines at right
angles with an edge or surface. When the blade is used with the protractor head, Fig. 96, lines may be laid off from a straight edge or
surface at any angle up to 180 degrees. When the blade is used with the
center head, Fig. 97, a line may be scribed exactly across the center
of a piece of round stock like a shaft end.
Fig. 95
Fig. 96
The blade is a scale which may be
used for measuring as with any other
scale. The size of the combination
square depends on the length of the blade.
The heads of the tool are made in proportion to the length of the blade. Combination sets usually have a 12" or 18"
blade. Do not drop the tool, for a fall
or blow will destroy its accuracy.
Fig. 97
HACK SAWS
Hack saw frames are made adjustable to take blades 8, 10, 12,
and 14 inches long. See Fig. 98. Al2" hack saw blade is usually a
77
convenient length for ordinary use. The teeth are spaced either fine or
coarse and are designated according to the number of teeth per inch.
Fig. 98
NOTE: Some hack saw
handles are made with
a "pistol grip".
HACK SAWING
1. Keep the blade under the correct tension. Ask the leader how
the first few times, to avoid breaking the blade. He will
help adjust the tension.
2. Hold the saw straight across the work and make even strokes
from toe to heel. (The instructor will demonstrate this.)
3. Do not saw fast. Fourteen strokes to the minute are plenty.
4. Do not bear down too much. Too much pressure will "strip"
the teeth or "bow" the blade until it breaks.
5. Ease up slightly on the return stroke. The work is done on
the "push" stroke.
6. When sawing thin stock or tubing, use a fine-toothed saw.
7. Coarse-toothed saws are better for soft stock or wide material.
Fine-toothed saws plug up in soft material.
8. Do not allow the saw to "bind" in the cut. Follow a vertical
line when sawing downward. If the saw is not held "easy" in
the cut, it is easily broken.
These are only a few of the many precautions to observe when using
a hack saw.
TIN SNIPS
The tin snip is really a sheet metal worker's tool, but it is very
useful on many outside machinist jobs. See Fig. 99. Some of the
Fig. 99
78
principal uses for tin snips are cutting gasket material, sheet metal templates, soft wire, copper screening, etc.
Never cut hard wire, large nails, or small rods. Tin snips lose
their "shear" when employed on work that is too heavy. The instructor
will explain what is meant by "shear". Hard wire nicks the cutting
edges, making it impossible to cut thin materials satisfactorily. Tin
snips come in several sizes and styles. Use the correct type and size
for the job.
KNIFE
An ordinary pocket knife is a very useful tool for trimming gaskets,
cutting packing, trimming wooden packing sticks, etc. Keep the knife
sharp. A dull tool is a nuisance. See your leader for the best type of
knife to buy.
SCRIBER
Tool steel is necessary for a good scriber. See Fig. 100. The
point must be kept sharp at all times. Using the scriber is like using
a pencil. The difference is that a scriber will make a fine line, no
larger than a hair. A dull scriber is worse than none. Close work can
be done only when a fine line is used to do the marking. The scriber
point is sharpened on an oil stone. Never use an emery wheel. (The
instructor will demonstrate some of the ways to use a scriber.) A
pocket scriber with a reversible point can be carried in the pocket.
Fig. 100
LEVEL
The outside machinist uses a level (See Fig. 101) on many jobs, but
only while the ship is on the ways. Some of the jobs set with a level
are:
Setting deck stands; leveling the "horse" on the after end of the
eye in the stern frame when running a line; and setting overboard discharge castings in correct position on sea chests.
Fig. 101
When the bubble is exactly between the two hair lines on the glass,
the surface upon which the level rests is level. Some levels have three
79
"glasses" and the level may be used to plumb a perpendicular. (The instructor will demonstrate the uses of a level.)
There is a level glass in the square head of a combination square.
The head and blade may be used for a plumb, or the head alone may be
used for a level on short surfaces of a job. Always use the longest
level possible, for accuracy. Levels are made from 6" to 24" long.
PLUMB BOB AND LINE
In long, vertical distances where a point several feet below must
be lined up with a fixed point above, a level is out of the question.
In this case we use a long chalk line, which is a heavy cord, with a
weight on the bottom end to hold the line taut. See Fig. 102. The
weight is called a "bob", and the line is then known as a "plumb line".
As the illustration shows, the plumb bob is pear-shaped with the small
end hanging down. The small end is pointed, and in using the plumb line
there must be no "swing".
The point of the plumb bob will hang directly over
the location when the upper end of the line is held
on the mark at the top side. A location at the top
of the work may be laid off from a point below by means
of the bob, but it is usual to work from the top down.
After the line has been located, it is possible to take
measurements, using the plumb line as a center line and
measuring off in any direction at right angles to the
plumb line. (The instructor will demonstrate the use
of a plumb bob and line.)
Fig. 102
THICKNESS GAUGE (FEELERS)
The thickness gauge is a tool which consists of several very thin
"leaves". The illustration, Fig. 103, shows the ordinary type of thickness gauge group. The leaves ,are very accurately ground and generally
are grouped together, the individual leaves measuring from .0015 up to
.015. The tool is called "feelers" because the small spaces measured
can be "felt" instead of being seen.
The other leaves, of thicknesses in between these two dimensions.
may be used in groups of two, three, or more to make up any desired
thickness, the total amount being the sum
of the thicknesses of the leaves used.
One of the principal uses of the thickness gauge is to check the accuracy of a
chock when fitted between a foundation and
the base of a pump or motor which is being
installed. Another use is the checking of
the clearance between the rotor and stator
of an electric motor. The thickness gauge
may be used to check the clearance between
pump impeller and the housing.
Fig. 103
ADJUSTABLE WRENCH
While the use of an open end wrench is always preferable to that of
an adjustable wrench, very often an adjustable wrench is more convenient
on the job where there is room to use one, (adjustable wrenches are
80
usually thicker than an open end wrench) because the adjustable wrench
may be quickly changed by a thumb nut to fit a half-dozen different
nuts. See Fig. 104.
Fig. 104
One very bad feature of the adjustable wrench is that it will slip
off the nut much more easily than an open end wrench if it is not constantly watched. The adjustable jaw wears in the groove, and then the
jaws do not fit the nut tightly. In putting a strain on the wrench
always pull in the direction shown in the illustration.
Never use an adjustable wrench as a hammer. Keep the adjusting-nut, headless machine screw tight at all times. The screw has a tendency to work loose and when it does, there is nothing to retain the
adjusting nut. The result is a useless wrench. The instructor will
demonstrate the correct way to use the wrench, point out its ordinary
uses, and show how to replace a broken jaw.
STILLSON WRENCH
Stillson wrenches, see Fig. 105, are used almost entirely when
screwing pipes in or out of a coupling or other type of fitting. These
wrenches may also be used to get a grip on any cylindrical piece of
material within the limits of the wrench opening. The jaws of the
wrench have hardened teeth which help grip the piece securely and prevent slipping. The jaws grip tightly only under the pull on the handle.
If the direction of the pull is reversed, the wrench must be turned
around to face the other way. Stillson wrenches are not to be used on
finished surfaces or on a thermowell when installing a thermometer.
Fig. 105
A stillson wrench, because of its sturdy construction and long
handle, may be used to put a slight bend in fairly heavy material, such
as a plate or a flat bar. Always ask the instructor if in doubt as to
where to use this wrench.
MONKEY WRENCH
A monkey wrench is quite similar to a stillson wrench. See Fig.
106. There are no teeth on the jaws, and the wrench may be used to exert
81
pressure in either direction without reversing the wrench on the work.
A monkey wrench always holds to the work better when the direction of
the pull is away from the back of the wrench. Pulling the other way has
a tendency to spring the jaws open and cause the wrench to slip.
Fig. 106
A monkey wrench may be closed up tightly on a steel bar of up to
half inch in thickness and a fairly good right angle bend made in the
stock. This is not possible with any other type of wrench. For certain
light and medium light work, a short piece of pipe may be placed over
the handle of the wrench to get extra leverage.
When a really heavy job has to be done, get a "ouija Bar". There
is no use in destroying a wrench by putting too much strain on it.
(The instructor will demonstrate some ordinary uses of a monkey wrench.)
PLIERS
The usual type of pliers used by the outside machinist are "side
cutting". See Fig. 107. The hardened steel cutting edges are used to
cut soft wire (steel or copper), small nails, screws, and so on. The
flat nose allows the tool to be used in a fairly narrow place to "nip
on" to a wire or other piece of material and pull it out.
Fig. 107
The jaws are usually serrated (finely grooved), and the pliers may
be used to "crimp" thin sheet metal. The serrations keep the jaws from
slipping. (The instructor will demonstrate different ways of using
pliers.)
It is not good practice to use pliers to tighten or loosen nuts.
Use a wrench. Never use the cutters to cut hard wire. When the cutters
are nicked they are useless.
12 POINT ROX WRENCH
The 12 point box wrench is a very important tool to use in cramped
places. See Fig. 108. The illustration shows how the wrench may be
placed on the nut in 6 different positions. A box wrench of this type
may be used to tighten a nut where no other wrench can be used.
82
NOTE: Nuts on some jobs
must be tightened
up very snugly to
prevent any possible loosening. It
is permissible to
put a short piece
of pipe over the
handle of the
wrench and pull
the nut up snugly.
CALKING TOOLS
Calking tools are generally used in an air hammer. The calking
tool has a round shank which fits the air hammer tool holder. Riveted
seams between plates and between angle supports and plates are "calked"
(hammered along the edge) to make an extremely tight joint.
The outside machinist will
not have a great amount of
calking to do, but he should
know how the tool is used.
Very often the mechanic may
save a lot of time by calking a
job at once instead of waiting
for calking crew to do the
work. Fig. 109 shows two types
of calking tools. Some tool
noses are smooth and some are
corrugated. The instructor
will demonstrate the use of the
tool.
Fig. 109
FOX WEDGES
Figure 110 shows a fox wedge. The wedges are usually 3-1/2" long,
3/8" thick at the butt end, and about 1" wide. Very often a hand hole
or an inspection cover has to be removed, or a coupling has to be "broken" (separated at the flanges) without injuring the machined surfaces.
Using a cold chisel, a screw driver, or any other such tool will result
in damage to the job. ALWAYS USE A FOX WEDGE for these jobs.
The thin end of the wedge is dressed to nothing and should be kept
that way. The wedge is made of tool steel and hardened. It should not
be thrown around carelessly, but
should be kept wrapped in a cloth or
otherwise protected from becoming
burred or nicked. The wedges are
usually 3-1/2" long, 3/16" to 3/8"
thick at the butt end, and about 1"
wide.
Fig. 110
83
CHALK LINE
A chalk line is a heavy, woven cotton cord. Keep the chalk line
in the tool box when not in use. Chalk lines are used to line up
pulleys on ice machines, and to "snap" a line on the deck or bulkhead.
In using the line, chalk it well; and holding one end at a certain point,
stretch the line taut. Pick the line up about midway between the two
points and let go sharply. The line will snap to the original position
and leave a chalked line on the surface of the work.
DRIFTS
When two plate edges lap
over each other and have holes
in the edges for rivets or
bolts, the holes are lined up
by sticking a drift through
the holes and working the
drift sidewise until the holes
are drawn into line, so that a rivet or bolt may be pushed through an
adjoining hole. There are many sizes and lengths of drifts. See Fig.
111. Drifts may be used to guide a motor or pump base to the exact location on a foundation by slipping the drift through the hole in the
base and inserting the drift point into the hole in the foundation.
Fig. 111
THE HAND SCRAPER is a flat piece of steel very much like a section
of hand saw blade, but without any teeth. The scraper is from 2" to 4"
wide and 6" long. The edges are perfectly straight and smooth. The
edges are kept to a keen cutting edge by rubbing on an oilstone. The
instructor will demonstrate the use of this scraper for straightening
bearings.
THE FLAT SCRAPER and THE BULL NOSE SCRAPER are made from worn out
files and ground to shape. See Figs. 112 and 113. The edges must be
kept very sharp to do good work. The bull nose is used to scrape
grooves smooth and to clean out bearings. The flat scraper is used for
cleaning joints. The instructor will demonstrate the uses of these
scrapers.
Fig. 112
Fig. 113
THE THREE CORNER SCRAPER is used for scraping the burrs from the
edges of oil grooves, for cleaning out oil grooves, for chamfering
sharp corners on small work, and other similar jobs. See Fig. 114. A
worn out three square file makes a good three corner scraper. If the
84
scraper is bent at a slight curve it may be used to better advantage in
many places. The instructor will demonstrate the use of the three
corner scraper.
THE STRAIGHT SCRAPER is made from a discarded half round file, bent
at a slight curve, and ground. See Fig. 115. This scraper is used for
scraping out bearings while the bearings are being fitted to a shaft.
The scraper is sometimes known as a "spoon" scraper. The edges are
kept sharp by rubbing with an oil stone. The instructor will demonstrate the use of a straight, or spoon, scraper.
Fig. 114
Fig. 115
STRAIGHT PACKING HOOK AND
SCREW PACKING HOOK
A STRAIGHT PACKING HOOK, see Fig. 116, is a very useful tool for
digging packing out of a deep stuffing box. When the packing has become
old and dry, it is very difficult to remove it with a straight hook.
Then the SCREW PACKING HOOK is used. See Fig. 117. The screw hook may
be used the same as a cork screw and the picking pulled out with very
little trouble.
Some straight packing hooks have a bend at the point. See Fig. 118.
This bend forms a foot which may be used to stuff the packing tightly
into the stuffing box. This is a distinct advantage when loose packing
is used. The bend also serves to pull the packing out of a stuffing
box. The instructor will demonstrate the use of these packing hooks.
Fig. 116
Fig. 117
Fig. 118
85
DRIFT PUNCH
When it is necessary to remove a tightly fitted pin from a hole,
never use a center punch to do the job. The point of the center punch
will be ruined if the pin is hardened, and also there is a tendency to
enlarge the end of the pin and thus make removal more difficult. Use a
drift punch. See Fig. 119. A drift punch is made of good steel, not
easily bent, and ground to a square point. The body of the punch is
larger than the punch point.
When driving out a
pin, use a punch that
is only slightly smaller than the pin. If it
is a tapered pin, be
governed by the size of
the small end. Drift
punches are made with
the drift end from 1/8"
up to 3/8" and are long or short to suit the job.
Fig. 119
GOGGLES
Always use an approved type of goggles. These are equipped with
shatter-proof glass and side shields. When the machinist is grinding or
chipping, a good pair of goggles will prevent eye injury. Goggles may
be secured from the tool crib. It is better to be safe than sorry.
Obey safety rules.
OIL STONE
Oil stones are furnished by the tool crib. They are usually fine
on one side and coarse on the other. Use a little light oil on the stone
when wetting a scraper or when sharpening dividers, trammel points,
and scribers. The stone is also used to remove nicks and rust spots.
Small stones are used to smooth gear teeth.
HEXAGON SOCKET WRENCH
These wrenches are sometimes made in the shop by cutting off a
piece of pipe and forming one end to fit a hexagon nut. Holes are
drilled through the other end for a rod, to use as a handle. See
Fig. 120. The length of the wrench makes it possible to reach into
deep places not easily done with another type of wrench. While these
wrenches are very useful, they will not withstand so heavy a strain as
the socket wrenches mentioned in the next paragraph.
This end of the pipe has been heated and formed to shape over a piece of hexagon stock of the correct size.
Fig. 120
86
SOCKET WRENCHES
These wrenches come in sets
of six or more sockets, a ratchet handle, and an extension to
reach into deep places. See
Fig. 121. The wrench sockets
are forged and will withstand a
good, strong pull. The advantage of a socket wrench is that
the nut is not damaged; neither
will the wrench slip off easily.
Never use a hammer on a ratchet
handle.
Fig. 121
HEXAGON BOX WRENCH
This is much the same as a
12 point wrench but has only six
points of contact with the nut. See Fig. 122. In a narrow space, the
hexagon box wrench may be used to better advantage than a socket wrench.
The socket wrench works well in a deep pocket. Allen wrenches are used
where hexagon socket-type set screws are used. A special wrench must be
used for turning this type set screw. See Fig. 123.
Fig. 122
Fig. 123
Fig. 124
TRAMMELS
Trammels are used-in
place of dividers where the
scribing leg must stand at
right angles to the work. See
Fig. 124. There are several
sizes and styles of trammels
which make it possible to get
into many different places
that would ordinarily be hard
to reach.
The beam is a good grade
of steel. The points are tool
steel, hardened and tempered.
The points are kept sharp by
using the oil stone. Large!
unusually shaped trammels are
kept on the job until the work
is finished.
87
Trammels are useful in measuring distances that are pre-determined
by marking the correct distances with prick punch marks. The trammel
legs are then adjusted so that the points register exactly in the prick
punch marks. The measurement thus obtained may be transferred to the
job. These prick punch marks are known as "tram marks".
When fitting chocks, place tram marks on the base and foundation,
directly in line, and as the fitting proceeds, use the trams in the prick
punch marks to check the distance for accuracy. Any difference in the
height of the base from the foundation, all around the job, is quickly
noticeable. One leg trams are used for special jobs. The instructor
will demonstrate many uses of trammels.
STRAIGHT EDGE
While a six-inch scale may be used as a straight edge on small jobs,
there are many times when the scale will be unsuited to the job. A
straight edge is true and level for the entire length. Because much depends on the accuracy of a straight edge, the tool is made of material
that is not likely to spring or change shape. Cast iron, machined very
accurately, has been found quite satisfactory. See Fig. 125.
Never drop a straight edge. Never pile other material on a straight
edge. Keep the machined surfaces oiled to prevent rust.
Fig. 125
Straight edges are usually kept in the tool crib, but some mechanics prefer to keep their own straight edges.
QUESTIONS
1. Explain the difference between the purposes for which dividers and calipers are used.
2. Name two measuring jobs performed with outside calipers.
3. What tool should be used to scribe a line at right angles
to the edge of a steel plate?
4. Name the two types of files which are used mostly on outside machinist jobs.
5. Explain the difference between straight flute and spiral
reamers and point out the principal uses for both reamers.
88
6. What type of wrench is used to the best advantage on general work?
7. For what purpose is a center head and blade used?
8. Explain the use of the tool which is generally employed to
locate a point on the inner bottom of the ship directly
below a point on the weather deck.
9. What is the name of the tool which is used to test a surface that is supposed to be vertical?
10. When the packing in a stuffing box has hardened and will
not come out easily, what type of packing hook may be used
to loosen it up?
11. Explain the advantage of a 12 point box wrench.
12. For what purposes are trammels used?
13. What size wrench opening is required for a 3/4" standard
hexagon nut? Commercial? U. S. Navy?
14. Explain the difference between a stillson wrench and a
monkey wrench.
15. State the way a fox wedge is made and the purpose for
for which it is generally used.
16. What type of socket wrench is made in the shop?

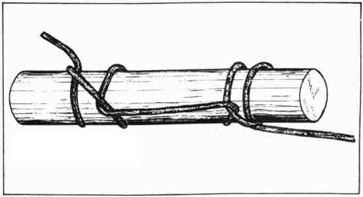
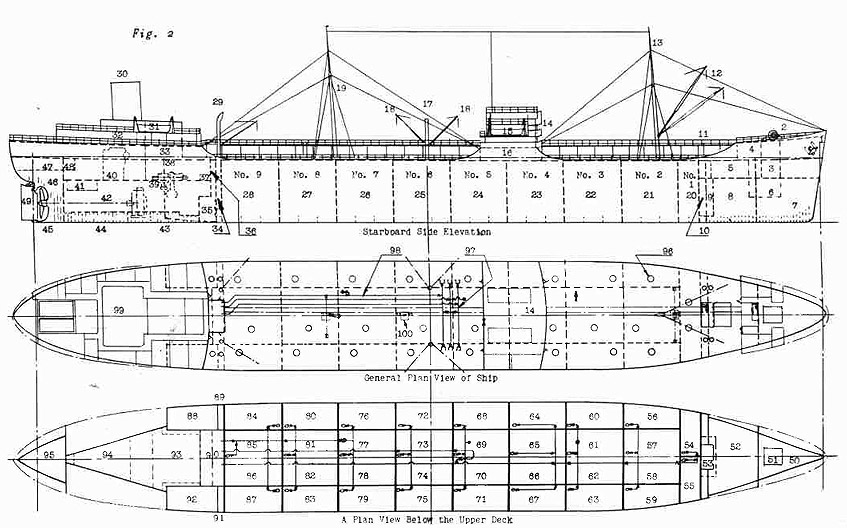
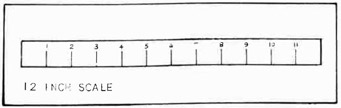
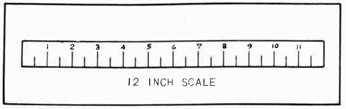
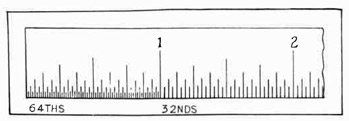
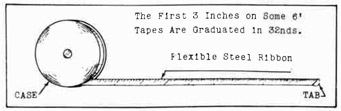
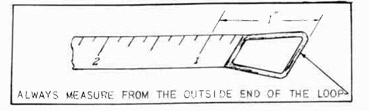
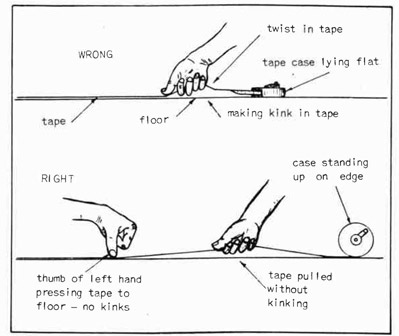
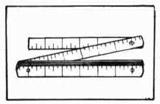
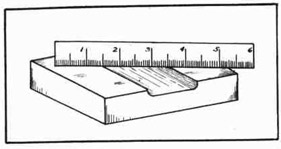
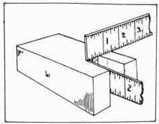
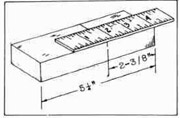
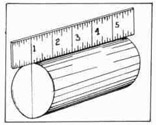
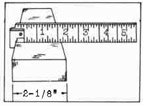
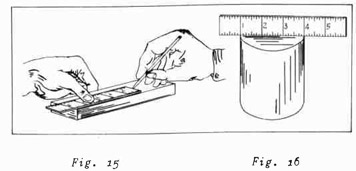
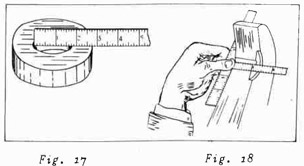
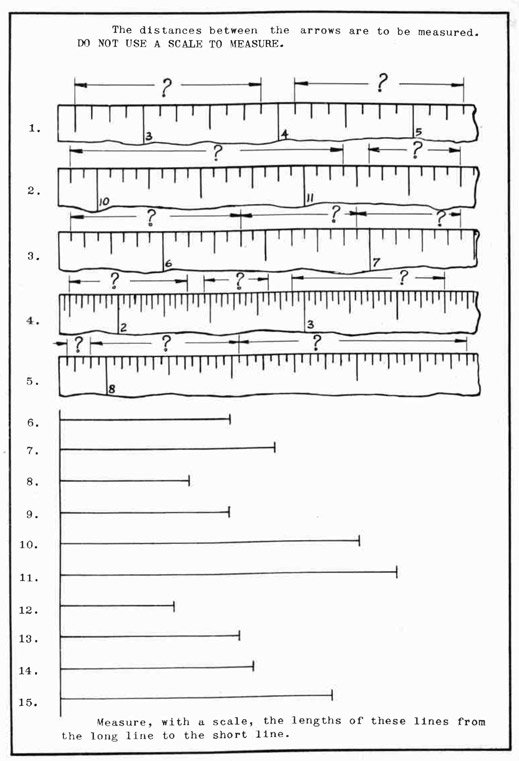
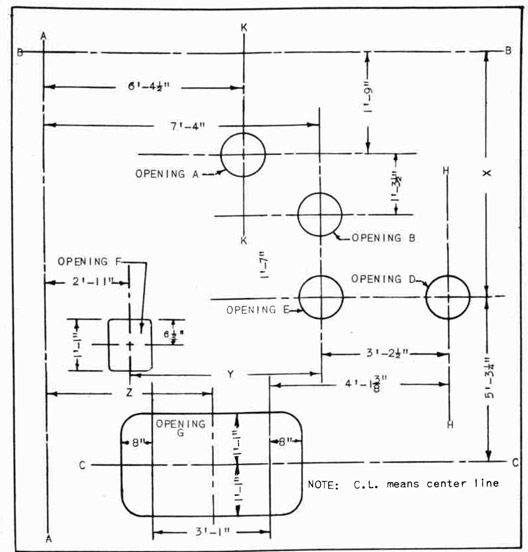
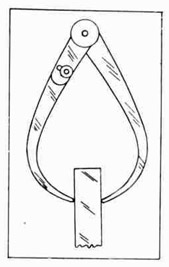
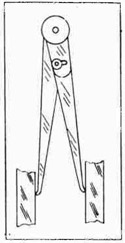
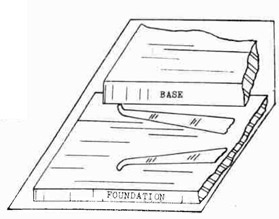
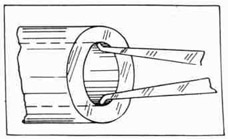
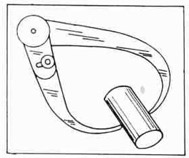
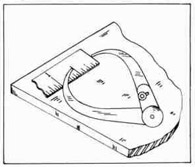
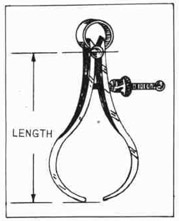
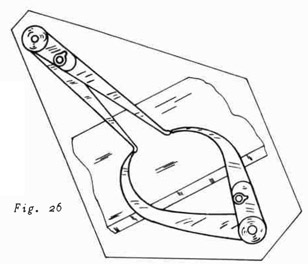 Lay the caliper points flat on a table, plate or bench when setting one to the other. Doing this keeps the points in line for an accurate measurement.
Lay the caliper points flat on a table, plate or bench when setting one to the other. Doing this keeps the points in line for an accurate measurement.