11A1. Precaution. Since Freon 12 is practically odorless and nontoxic, it is not necessary to wear a gas mask when servicing equipment that contains it. However, it is essential
that proper protection be afforded the eyes by
the use of goggles or large-lensed spectacles
to eliminate the possibility of liquid Freon 12
coming in contact with the eyes and causing
injury by freezing the tissues of the eyes. This
protection is necessary and should be taken
whenever loosening a connection on a system
in which Freon 12 is confined.
11A2. Remedies. If liquid Freon 12 should
come in contact with the eyes, the person
suffering the injury should be taken at once
to an eye specialist. Avoid rubbing or irritating
the eyes and give the following first-aid treatment immediately:
1. Irrigate the eyes with drops of sterile
mineral oil.
2. If irritation continues, wash the eyes with
weak boric acid solution or sterile salt solution
not exceeding 2 percent sodium chloride (common table salt).
B. MOISTURE, DIRT, AND AIR
11B1. Important. In a refrigerating or air
conditioning system there is no room for any
thing but the refrigerant and oil inside the
compressors, condensers, receivers, and evaporators, or in the tubing, fittings, or valves that
connect the various pieces of apparatus.
The refrigerant used in these systems, Freon
12, is a powerful solvent that readily removes
from the inside of pipes, valves, and fittings,
any dirt, scale, sand, or moisture that has been
allowed to remain in them during installation.
These foreign substances are soon swept along
with the suction gas into the compressor, and
are a distinct hazard to the bearings, pistons,
cylinder walls, valves, and lubricating oil.
Scoring of moving parts frequently occurs
when the compressor is run for the first time,
starting with minor scratches that increase
progressively until they seriously affect the
operation of the compressor, eventually rendering it unfit for further use.
If the system is carefully and properly
installed, excluding all foreign matter, the
compressor operates satisfactorily and gives
many years of service free of trouble.
Most service troubles are caused by lack of
adequate precautions during erection and
installation. It is of extreme importance that
the installation man know the necessity of
keeping the system internally clean, as well as
the use of the proper material for tubing,
joints, and fittings.
The condition of the compressor lubricating
oil, especially its color and appearance, is a
good indication of the degree of contamination
of the system.
The installation of some systems may be
complicated by the many trades involved and
the unavoidable delays that may occur between
the start and the completion of the installation.
Therefore, extraordinary precautions must be
taken to prevent the entrance of foreign matter
into any part of the system. It is most important that all openings in tubing, piping, fittings,
and other parts of the system be promptly
sealed during the time that no work is being
performed on them.
C. INSTALLATION OF UNITS
11C1. Installation of the condensers, evaporators, receivers, and auxiliary equipment.
These major units are generally located or
installed prior to the running of connecting
mains. This part of the installation should
conform to the plans and specifications for the
individual system involved.
CAUTION. All openings on these major
units must remain sealed until the connections
to them are actually made.
81
D. INSTALLATION OF REFRIGERANT MAINS
11D1. Copper tubing and copper pipe specifications. Copper tubing and copper pipe
should conform to the standards of the Navy
specifications. It should be cleaned, deoxidized,
dehydrated, and sealed by the manufacturer
before shipment, and thereafter should remain
sealed at all times. When it becomes necessary
to cut sections of its seal all open ends of the
remaining portions.
11D2. Stock tubing. When stock tubing or
pipe must be used, the following instructions
should be carefully observed.
With a strong blast of dry air, thoroughly
blow out each length or coil of tubing. With
a cloth swab attached to copper wire, pull the
swab back and forth in the tube until it is clean
and shiny, then seal the ends of the tube. A
swab for this purpose is easily made by kinking
the copper wire or coiling it like a corkscrew
and winding a piece of flannel around it tightly
so that it passes through the tube with just
enough friction to clean the tube but not to
become lodged. Do not use waste or other
material that might leave lint.
After each tube or pipe has been thus cleaned,
the two open ends should be sealed against the
entrance of moisture or dirt by covering the
ends with a small piece of canvas taped securely
in place.
11D3. Cutting tubing and pipe. In cutting
copper tubing or pipe, care must be exercised
to prevent filings or cuttings from entering the
pipe. Some effective means should be used to
clean out the small particles of copper that do
enter the tube or pipe. Finely divided copper
that can pass through the suction strainer collects in the compressor crankcase lubricating
oil, where, together with small quantities of
air and moisture, it may promote oil gumming
and sludging and often cause chemical reaction.
These particles may also be carried by the
lubricating oil to the seal, bearings, and cylinder walls, and thus cause seal and bearing
failure, or scoring of the cylinder walls and
pistons.
When cutting copper tubing with a wheel
cutter, it is extremely important to use only
sharp wheels. The soft copper wears the edge
of these wheels more quickly than might be
expected; therefore, the condition of the wheels
must be checked regularly. Always ream the
tube ends to remove the burrs. Even with
sharp wheels, great care must be taken to prevent crushing or denting of the tubing. With
a dull wheel, considerable pressure is necessary to cut the tube; this may result in the
formation of a heavy burr, or neck, at the cut.
Also, the outside of the tubing is upset or
bulged a little at the cut. This must be dressed
with a sharp fine file to permit the tubing to
enter the fitting freely;
When cutting copper tubing with a hacksaw,
it is important to use sharp blades; blades with
32 teeth per inch give the best results. Dull
blades tear the tubing and leave troublesome
burrs. The tubing must be cut square, and all
burrs removed with a sharp fine file from both
inside and outside. Hold the tubing so that the
filings will not drop in the length of tubing
where they cannot be removed.
11D4. Preparing ends of tubing and pipe
joints. When making soldered and brazed
joints, it is necessary to brighten the ends of
the tubing or pipe to make a good bond. This
brightening should be accomplished with a
wire brush or with crocus cloth.
Do not under any circumstances use sand
paper, emery cloth, or steel wool for dressing
the ends of tubing or pipe, as this material is
certain to enter the tubing or pipe and is eventually carried back to the crankcase of the
compressor, where it may be a direct cause of
seal, bearing, cylinder wall, or piston failure.
11D5. Use of flux. Under no consideration
should acid be used in soldering. Care must
be exercised to choose a type of flux having a
residual substance that does not form an acid.
Care must also be exercised while making the
joints to prevent flux from entering and piling
up on the inside of the tubing or pipe, since it
would eventually be washed back to the compressor crankcase. Fittings that are not properly sized and that fit imperfectly are difficult
to solder or braze. Consequently, there is
danger of piling up filler metal as well as flux
inside the tubing or pipe.
11D6. Making soldered or brazed joints. A
soldered joint, as well as a brazed joint, requires
82
a temperature sufficiently high to cause
oxidation within the tubing or pipe, and consequently some means must be provided to
maintain a neutral atmosphere within the tube
or pipe. Oil pumped nitrogen gas should be
blown through the tubing or pipe being soldered or brazed, and continued after the joint
is made until the copper is brought down below
its oxidation temperature.
Copper oxide is one of the substances that,
in combination with air and moisture, produces
gumming and sludging of the lubricating oil
and causes a chemical reaction such as copper
plating of the working parts of the compressor.
If a system has once been charged with
Freon 12 refrigerant and develops a leak, it is
necessary to blow out any traces of the refrigerant vapor and oil from that part of the system
before attempting to repair the leak.
The temperature level necessary in soldering
is sufficient in the presence of copper to cause
the disintegration of Freon 12, creating harmful acids and general contamination of the
system.
Oil pumped nitrogen gas should be used to
blow out the section to be repaired. A small
amount of this gas should be permitted to flow
during the soldering to create an inert atmosphere.
When making the soldered joint between
tubing and valves, especially those of the
diaphragm packless type, it is important to
protect the diaphragm and the composition
seat disk in the lower stem from damage
caused by excessive heat. To provide maximum
protection to internal parts, the following
instructions should be carefully followed. The
time that heat is being applied should be a
matter of seconds.
Preliminary to heating the connection, open
the valve wide by turning the handwheel
counterclockwise until the stem is all the way
back, then turn the handwheel forward clock
wise about 1/4 turn. This moves the lower stem
and disk away from contact with the valve
body and thus minimizes the danger of heat
being transferred to the valve seat. The steps
in the soldering operation are:
1. Thoroughly clean the end of the tubing
and the socket connection in the valve body.
2. Apply a thin coat of properly mixed high
quality noncorrosive flux to the end of the
tubing and the valve body socket.
3. Insert the tubing in the valve socket until
it is tightly seated against the shoulder.
4. To preheat the tubing, apply the torch in
a sweeping, fanning motion. It is necessary to
heat about 2 inches of tubing beyond the
valve port.
5. Following the preheating stage, gradually
fan the torch flame toward the valve port.
6. Quickly fan the flame around the end of
the valve port. This heats the valve port and
the tubing to the desired temperature.
7. After the flux has melted, touch the joint
with the soldering wire. If the joint is hot
enough, the wire melts, flows, and seals the
joint.
8. After the solder has been applied, quickly
apply a wet cloth over the valve body and the
soldered joint.
11D7. Making SAE flare joints. Before preparing the flare, be sure to slip the flare nut
over the tube end. To make a satisfactory flare
joint, the flare must be as full as possible but
small enough to clear the threads of the flare
nut. The flare must be of uniform thickness,
smooth, and free from tool marks, splits,
ridges, high spots, and so forth. To get a full
flare, the tubing must be cut square; to get a
smooth flare, the burrs must be removed and
new filings cleaned out of the inside of the tube.
The flare seat of the fitting connector must
be bright and free from dents or scratches. If
it has been damaged in any way, scrap the
fitting. Do not attempt to correct a damaged
flare seat by filing or sandpapering. The flare
seat of the fitting and the inside of the tubing
flare must be clean and dry when they are
connected.
The SAE flare can best be made by the use
of a swivel-headed flaring tool that remains
stationary and does not tear or scar the face
of the flare in the tubing. Do not use oil as a
lubricant on the face of the flare, either in
making up the flare or in drawing it up. It is
impossible to remove oil from the surface of
the flare by drawing up the flare joint. This
oil would eventually be dissolved by the Freon
12 in the system, causing a leak at this joint.
These joints must be clean and free from
foreign matter.
83
SAE fittings are, shipped and packed with
special protective caps that should not be
removed until making up the joint, otherwise
the faces are easily damaged.
a. Tightening flare joints. When tightening
a flare joint, always use two wrenches: one to
turn the nut, and the other to hold the fitting,
valve, or flange. If only one wrench is used,
the chances are that the connecting tubing, the
joint, the fitting, or the flange will be strained,
resulting in a leak.
The required pull on the wrenches for tightening the various sizes of flare joints is a
matter of experience. The pull necessary for a
5/8-inch joint is obviously too great for a
3/8-inch joint.
11D8. Bending copper tubing or pipe.
CAUTION. Do not use rosin, sand, or any
other type of filler inside a piece of tubing or
pipe in order to make a bend.
Bends can be made by various types of
external forms or tools particularly designed
for this kind of work. These tools may have a
tendency to distort the tubing or pipe at the
point of the bend from a true circular cross
section; however, this slight distortion is not
serious from the standpoint either of appearance or of pressure drop.
11D9. Cleaning copper tubing or pipe. In
the event that the outside of the copper tubing
or pipe is discolored and the specifications call
for brightening such tubing, do not under any
circumstances clean it with an acid bath. Such
tubing or pipe should be installed as it is, and
any brightening or polishing can be done
externally by means of a wire brush or crocus
cloth.
11D10. Securing and handling copper tubing or pipe. In general, the specifications for
the installation call for proper securing, anchoring, or hanging of the suction and liquid
lines. Care must be exercised to permit sufficient flexibility between the compressor and
the first set of hangers or points at which the
lines are secured, to permit a certain amount
of freedom and relieve any possible strain in
the joints of these lines at the compressor.
11D11. Copper tubing and pipe fitting specifications. The special type of copper tube or
copper pipe fitting designed for refrigeration
service differs from the ordinary plumbing
type of fitting in that the tolerances are held
much closer to permit tight capillary joints of
the soldered and brazed type. In the event that
only standard tubing is available, the joint
section should be enlarged or decreased by a
suitable tool.
In all cases, fittings should be of the forged
type, to eliminate porosity. All SAE flared
fittings should be of the forged brass type, as
those machined from ordinary bar stock are
not substantial and eventually succumb to
what is known as season cracking. It must be
remembered that such fittings are under a
considerable load when drawn tight.
11D12. Use of thread compound. The use
of thread compound is not recommended. Any
threaded or screwed joints must be seal welded
or silver brazed.
E. INSTALLATION OF THERMOSTATIC EXPANSION VALVE
11E1. Function of the thermostatic expansion valve. The thermostatic expansion valve
is used to control the flow of liquid Freon 12
refrigerant to the evaporator. This device plays
a most important part because it is absolutely
necessary to control the flow of refrigerant,
not only to obtain the proper amount of refrigeration in each evaporator, but also to prevent
liquid refrigerant from flooding out of the
evaporator and going to the compressor in
liquid form. Liquid refrigerant flowing to the
compressor can cause damage in several ways,
one of which is to bring about a condition
wherein the lubricating oil is forced out of the
compressor crankcase into the system. This
results in the compressor operating without
proper lubrication, damaging the cylinder
walls, pistons, bearings, and seal.
The thermostatic expansion valve consists of
the body housing, the operating mechanism, a
capillary tube, and a thermal bulb. The thermal
bulb is clamped to the suction line adjacent to
the outlet of the evaporator in order to feel
the temperature at this point. The thermal
bulb is filled with a charge of liquid that is
responsive to temperature change. The pressure
84
from the liquid in the bulb actuates the
needle valve controlling the flow of liquid
refrigerant.
11E2. Application of heat for soldered or
brazed joints. Before applying heat to make
up soldered connections, remove the power
assembly and all gaskets. Keep heat away from
all parts except the main body inlet and outlet.
11E3. Attaching the thermal bulb to the
evaporator suction line. It is absolutely necessary that the thermal bulb be clamped tightly
to the suction line from the evaporator in order
to respond quickly to temperature changes at
this point, because it is this feature that causes
the expansion valve to function properly. Special clamps are packed with the thermostatic
expansion valve and must be used to fasten
the thermal bulb. On pipe lines under 7/8-inch
o.d., attach the bulb on top center of the pipe.
On lines 7/8-inch o.d., or larger, attach the bulb
about 45 degrees away from top center.
Clean the pipe or tubing thoroughly before
attaching the remote bulb. Then draw up the
clamp tight so that the bulb makes a firm
positive contact with the suction pipe. It is
also advisable to insulate both bulb and pipe
together for a distance of at least 18 inches.
Do not fasten the bulb on the suction line in
a cold location immediately ahead of the point
where the suction line enters a warm room,
because heat from the warm room will reach
the bulb by conduction and cause faulty
thermo-valve action.
If the thermal bulb is not securely attached
to the suction line with the thermal bulb clamp,
erratic operation results. Liquid maybe flooded
out of the evaporator and returned to the compressor, causing damage.
11E4. Locating the thermal bulb. It is preferable to place the thermal bulb as near the
outlet of the evaporator and as high as possible
on the suction line, using care to avoid placing
it in any trapped portion.
In some cases, certain obstructions cannot
be overcome and it may be necessary to run
the suction line from the evaporator in as
convenient a way as possible, resulting in traps
which must be avoided when attaching the
thermal bulb. Furthermore, the suction line at
this point should be straight. Do not locate
the thermal bulb at a point where the suction
line is bent, as this results in poor contact.
CAUTION. The entire thermostatic expansion valve assembly, including the capillary tube and thermal bulb, must be treated
as a delicate instrument as it will not withstand rough handling.
F. TESTING FOR LEAKS
11F1. Evacuating the system. CAUTION.
Do not under any consideration use the condensing unit for evacuating the system. The
condensing unit leaves the factory with the
compressor absolutely clean and free of foreign
matter. If the compressor were used in the
evacuation process, foreign matter would be
brought back from the evaporators and refrigerant mains and damage the compressor before
it starts on its regular cycle of operation.
Evacuation of the system is accomplished
by the following procedure:
1. It is necessary to use an auxiliary vacuum pump capable of pulling at least 29
inches of vacuum.
2. Connect the suction side of the vacuum
pump to the liquid charging valve, allowing
the pump to discharge to the atmosphere,
3. Open all valves on the system to be
evacuated.
4. Run the vacuum pump until the lowest
vacuum possible is obtained; then stop the
pump, and close the liquid charging valve.
The time required for this preparation varies
with the capacity of the compressor and the
amount of surface to be pumped out, but, in
general, a few hours suffice.
If it is impossible to obtain a 29-inch
vacuum, probably it is because of one of the
following reasons:
a) Presence of excess moisture in the system.
b) Presence of absorbed refrigerant in the
oil in the crankcase.
c) Leakage of air into the system. If there
is a leak in the system, it should be found
and stopped.
After the desired vacuum has been obtained,
allow it to remain overnight. If the system has
not lost more than 2 or 3 inches of vacuum
85
by the next morning, it may be considered
reasonably tight.
11F2. Charging the system with nitrogen
gas and Freon 12 mixture for leak detection.
After the preliminary evacuation, it is recommended that the system be tested for leaks by
introducing sufficient Freon 12 refrigerant to
raise the system pressure to approximately
10 psi; then test for leaks with the halide
torch. If the system is found to be tight at
this pressure, introduce sufficient oil pumped
nitrogen gas to raise the system pressure to
the required test pressure. The nitrogen gas
drum should then have its connection broken
from the system so that no accident may occur
due to the building up of excessive pressure
as a result of a leaky valve at the gas drum.
The system should again be tested for leaks
at the high-pressure level.
11F3. Use of oil. Oil should never be used
in testing for Freon 12 leaks. Oil is unreliable
because of the capacity of the oil for absorbing
Freon 12. If a small leak should exist where
oil has been applied, the Freon 12 is absorbed
by the oil and shows no indication by bubbles
until after the oil is saturated with Freon 12.
Furthermore, if an attempt is made to test a
leaky joint that has been tested previously
with oil, using a halide torch, a false indication
in the halide torch results because Freon 12 is
released from the oil.
11F4. Use of soapsuds. A halide torch is so
sensitive that, if there are any bad leaks, the
atmosphere around the apparatus becomes so
contaminated with Freon 12 that it is impossible to locate the source of the leak with the
aid of the torch. This condition prevails especially if the apparatus is located in a small or
poorly ventilated room. Under such conditions,
the halide torch is of little value in discovering
the exact location of the leak, and soapsuds
must be used.
To prepare soapsuds for testing, use a soap
and water solution of about the consistency of
liquid hand soap, which lathers freely, or work
up a lather on a wet brush by rubbing the
brush on a cake of soap. A few drops of glycerine added to the solution make the lather
remain wet longer. When applying the soap
suds, paint the soap lather on the joint all the
way around and examine the joint thoroughly
for bubbles. When the joint is so located that
a part of it is not visible, use a pocket mirror.
It sometimes takes a full minute or more for
bubbles to appear at a small leak. Questionable
spots should be covered with lather and examined again.
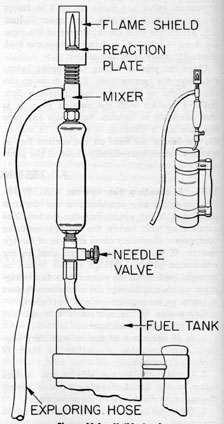
11F5. Use of halide torch. Freon 12 leaks
are detected by a specially designed torch
known as a halide torch. (See Figure 11-1.)
Atmosphere suspected of containing Freon 12
gas is drawn through an exploring hose into
the burner by injector action. The air sample
passes over a copper reactor plate in the burner
chamber which is heated to incandescence by
the flame. When Freon 12 gas is not present,
Figure 11-1. Halide torch.
86
the color of the flame is a faint blue, almost
invisible in the flame shield. If even a minute
trace of Freon 12 is present, the torch flame
changes from its normal faint bluish color to
a dull but unmistakable green as the air sample
comes in contact with the reactor plate.
The shade of green depends upon the relative amount of Freon 12 present, being pale
for small concentrations and deeper for heavier
concentrations. Excessive quantities of Freon
12 color the flame a vivid purple, and may
even extinguish it by crowding out the supply
of oxygen in the air. A number of halide
torches are available on the market, most of
which use acetylene gas or alcohol as a fuel.
The acetylene burning Prest-O-Lite torch
manufactured by the Linde Air Products Company is supplied for most Navy installations.
11F6. Directions for using halide torch. Several precautions must be observed in using the
Prest-O-Lite leak detector to obtain best results. They are:
1. Be sure the reactor plate is in place.
2. Adjust the flame low enough so that it
does not extend beyond the top of the burner
chimney. A small flame is much more sensitive
than a large flame. If difficulty is experienced
in lighting the torch with the small gas flow
necessary, block the end of the exploring hose
until the flame ignites, then gradually open.
3. If the flame persists in burning with a
white or yellow color, the exploring tube is
partially blocked with dirt and should be
cleaned.
4. Try the torch in an atmosphere in which
there is known to be a small amount of Freon
12, to make sure that it is finally working
properly. Check to see that air is being drawn
into the exploring tube, by holding the end of
the tube to the ear from time to time.
5. Hold the exploring tube close to the joint
being tested, to prevent dilution of the sample
by stray air currents.
6. Move the end of the exploring hose slowly
around each joint. There is a definite time lag
between, the instant that the air enters the
exploring hose and the time that it hits the
reactor plate. Leak testing cannot be hurried.
7. If a green tinge is noted in the flame at
any point, repeat the test in the same vicinity
until the source of the Freon 12 is determined.
Use soap bubbles if necessary to find the exact
point at which a leak is occurring.
8. Do not use the torch in an atmosphere
known to be heavy with Freon 12 as this tends
to foul it.
11F7. Finding leaks. Always follow a definite
order in testing for leaks, so that no joints
are missed.
Find every leak. Even the smallest leak is
not to be considered negligible. However
insignificant the leak may seem, it eventually
empties the system of its charge to the point
of faulty operation. Because Freon 12 is practically odorless, the first indication is the loss
of refrigerating effect. The extra time spent in
testing all threaded, flared, soldered, and valve
cap gasket joints made in the field, as well as
the factory fabricated connection, is justified.
The system must never be recharged until
all leaks are discovered and completely repaired.
Upon locating one leak do not assume that it
alone is responsible for the difficulty. Thoroughly retest the complete installation.
11F8. Procedure after system has been
tested for leaks. After the system has been
tested and found to be tight, it should be
evacuated with the vacuum pump to 29 inches
of vacuum, discharging the mixture of Freon
12 and nitrogen to the atmosphere. Make sure
that the ventilating system is in proper operation during this procedure.
G. CLEANING REFRIGERANT MAINS, EVAPORATORS, AND
AUXILIARY EQUIPMENT BEFORE OPERATION
11G1. Operation of compressor before
cleaning the system. The compressor should
not, under any circumstances, be operated
until the system has been thoroughly cleaned
by the special process described here. If it is
necessary for any reason to check the operation
of the motor, the belt guard and the belts
should be removed and the motor operated
alone.
11G2. Necessity for system cleaner. Although every precaution is taken to keep the
system absolutely clean during installation, a
87
certain amount of foreign matter enters it, and
this must be removed before the system is
permitted to operate. Foreign matter can be
successfully removed from the system by
means of the York system cleaner, which is a
special surge drum containing a filter, screen,
and a large body of activated alumina dehydrating agent. The system cleaner is connected
to the suction side of the system by means of
a special adapter assembled in the suction
strainer housing. This permits breaking into
the system at this point without disturbing
any other connection.
11G3. Connecting the York system cleaner.
Connecting lines to and from the York system
cleaner are attached to a special adapter that
is temporarily assembled in the suction strainer
housing. Suitable adapters are available for the
various types and sizes of suction strainer
housings.
The choice of connecting lines between the
system cleaner and the adapter depends upon
local conditions. Use flexible armored tubing
or plain copper tubing. These lines should be
selected as large in diameter as practical,
taking into consideration the size of the openings in each adapter.
The system cleaner should be located as
close as possible to the compressor.
The outlet of the adapter must be connected
to the inlet of the system cleaner and the outlet
of the system cleaner connected to the inlet of
the adapter. For convenience of installation,
the adapter is provided with two outlets. In
addition to this, the adapter can be rotated in
several positions.
The system cleaner may be installed at any
time before final evacuation of the entire system. The suction and discharge stop valves of
the compressor must remain closed up to this
time, isolating both the compressor and the
system cleaner.
11G4. Final evacuation. Before starting the
system cleaner, the entire plant, including the
compressor and system cleaner, should be
evacuated with an auxiliary vacuum pump to
at least 29 inches of vacuum.
11G5. Charging the refrigerant circuit with
Freon 12 for system cleaning. Purge the
flexible charging connection with Freon 12,
then connect it to the charging valve. All
valves on the circuit to be cleaned should be
open, except the purge and drain valves. With
water circulating through the condenser,
charge the weighed amount of liquid Freon 12
into the system. Since the Freon 12 charge is
adequately distilled by the cleaning process
described in the following paragraphs, it should
be allowed to remain in the system for the
normal refrigerating cycle.
11G6. Cleaning procedure. Foreign matter
that usually returns to a compressor is intercepted by the York system cleaner. The return
of this foreign matter is accelerated by actually
flushing Freon 12 in its liquid state through
the evaporators, mains, and auxiliary parts,
back into the cleaner.
All liquid refrigerant and vapor entering the
York system cleaner must pass through a fine
mesh screen, a cloth filter bag, and a relatively
large charge of activated alumina. Therefore,
removal of moisture, as well as other foreign
matter, is effected. Liquid refrigerant passing
through this part of the cleaner collects in the
large sump at the bottom. Only pure dry
refrigerant vapor is pumped from this sump
to the compressor.
11G7. Step by step operation for cleaning.
The compressor is now put in operation for
the first time. Each individual evaporator circuit should be flushed out with liquid Freon 12
by warming the thermal bulb of the expansion
valve and opening the hand bypass valve (if
furnished). If a solenoid valve is in the liquid
control circuit, make sure that its thermostat
holds it open.
If several evaporator circuits are connected
to one compressor, clean each circuit separately. Start work at the evaporator at the greatest distance from the compressor, mean
while isolating the other evaporators. Proceed
progressively toward the compressor with the
cleaning of all the other evaporator circuits,
thereby preventing foreign matter from being
deposited in a cleaned evaporator.
Care must be taken that the level of liquid
refrigerant in the York system cleaner is held
sufficiently low so that it is not drawn into the
compressor. This must be constantly observed
through the sight glasses.
It is necessary to provide heat at the bottom
of the system cleaner by means of an electric
88
hot plate, radiant heater, trip heater, or by
standing the cleaner in a container of warm
water.
In heating, care must be exercised not to
create so violent an evaporation that spilling
over of the liquid to the compressor results.
The proper liquid level to insure that only
vapor returns to the compressor is maintained
by controlling the liquid through the evaporator, by throttling the stop valve on the inlet
to the cleaner, or by controlling the heat
applied to the cleaner.
The oil level in the compressor crankcase
must be carefully watched and maintained at
approximately its original height by the addition of pure clean compressor oil when
necessary.
11G8. Maintenance of the York system
cleaner. The filter cloth and screen should be
cleaned by immersing in approved cleaning
solvent after each complete system cleaning.
Replacement of the charge of activated alumina
depends upon the quantity of moisture removed
from the system.
A certain amount of fine foreign matter and
oil may collect in the bottom of the system
cleaner shell. This should be washed out with
approved cleaning solvent after each cleaning
operation.
Activated alumina must always be kept
tightly sealed to prevent absorption of moisture
from the atmosphere.
The length of time required to clean each
evaporator circuit varies, depending upon such
factors as size and length of lines. The flushing
procedure should be not less than one-half
hour per evaporator circuit.
11G9. Removal of the York system cleaner.
After cleaning the last evaporator circuit in
each system, the compressor suction stop valve
should be closed and the refrigerant remaining
in the sump of the system cleaner should be
pumped out, but not below atmospheric pressure.
The inlet and outlet valves of the system
cleaner are then closed and the adapter is
removed from the suction strainer body.
Finally, the suction strainer cover plate is put
in place.
H. ADDING AND REMOVING FREON 12
11H1. Charging Freon 12. To charge additional Freon 12 in the system, proceed as
follows (NOTE. Observe and practice the
precautions listed under Handling Freon 12 in
Section 11A1):
1. If the Freon 12 charge has been lost,
pump a vacuum on the entire system.
2. Mount the Freon 12 cylinder on a portable platform scale, preferably in an inclined
position with its head lower than its base.
3. Connect the Freon 12 cylinder to the
Freon 12 charging connection.
4. Slightly open the valve on the Freon 12
service cylinder, and test charging connections
for leaks with soapsuds.
5. Open the charging valve and the Freon 12
cylinder valve, and charge in sufficient Freon
12 to create 60 pounds of pressure. In a new
system or one in which there may be leaks, it
is advisable to check all connections with the
halide torch before adding any more Freon 12.
6. Close the liquid valve at the outlet of the
receiver, run the compressor, and charge sufficient
Freon 12 into the system. Be sure that
the compressor suction, discharge stop valves,
and the valve between the condenser and the
receiver are open.
NOTE. When the system includes two
compressors, condensers, and receivers, close
both liquid valves at the outlet of the receivers, and run both compressors with suction
and discharge stop valves open.
7. The liquid charging valve must be closed
sufficiently to provide a pressure at the charging connection lower than the pressure in the
Freon 12 cylinder, so that the Freon 12 will
flow from the cylinder into the line. By observing the change in weight of the cylinder, the
weight of charge added can be obtained.
11H2. Refrigerant charging connections.
The charging valve, which may be of either
the packless angle or globe type, is located
in the liquid line between the receiver and
the dehydrator.
The Freon 12 cylinder is preferably mounted
on scales in an inclined position with the top
89
lower than the base to enable the operator to
determine accurately the amount of refrigerant
charged into the system.
The charging connection consists of a flexible
section with a 6-inch length of 3/8-inch o.d.
copper tubing soldered to each end.
The flexible section is made up of a seamless
bronze bellows tube, reinforced and protected
on the outside by heavy bronze wire braid.
The ends of the bellows tube and bronze wire
braid are fitted with copper ferrules, to which
are soldered the 6-inch lengths of copper
tubing. The outer ends of these tubes are flared
and fitted with standard 3/8-inch SAE flare nuts.
A 3/8-inch male SAE flare to 3/4-inch female
pipe-threaded adapter is furnished for connecting to a standard Freon 12 cylinder valve.
11H3. Removing Freon 12. If a system has
been overcharged with Freon 12 or if the
charge is to be transferred from the system,
proceed in the following manner:
1. Start the compressor and pump down the
evaporator pressure to zero psi, with the liquid
valve out of the receiver closed.
2. Close the discharge stop valve and an
liquid valves at the cooling coils.
3. Connect an empty Freon 12 cylinder to
the liquid charging valve.
NOTE. Be sure that the cylinder is large
enough to prevent danger of overfilling. Before
connecting the cylinder to the Freon 12 system,
set it in an ice-water bath to cool the cylinder
thoroughly.
4. Open the liquid charging valve and the
Freon 12 cylinder valve. Then slowly open the
liquid outlet valve at the receiver. The cooled
Freon 12 cylinder drains Freon 12 from the
system until the pressure in the cylinder is
equal to the pressure in the system. To remove
the remaining Freon 12 from the system, it is
necessary to use a second empty cold cylinder.
The colder the cylinder, the less Freon 12 will
remain in the system.
CAUTION. After disconnecting the Freon
12 cylinder from the system, weigh it to be
certain that is has not been overcharged. The
net and gross weights are stamped on the
cylinder, and include the weight of the cast
iron protecting cap.
I. FINAL ADJUSTMENTS
11I1. Final adjustment of stop valves and
controls. After the system has been thoroughly
cleaned, each evaporator circuit must be
checked to make sure that the expansion valve
thermal bulb is properly located and securely
clamped to the suction line. If hand-operated
bypass valves are furnished, they must be
closed tightly and locked to prevent them
from being opened except in case of emergency,
and then only by authorized operators who
realize the extreme danger of flooding liquid
back to the compressor.
If a solenoid valve is in the liquid control
circuit, make sure that its thermostat holds it
open during the period of adjustment.
The condensing unit is now placed in operation and the suction pressure switch is blocked
in the running position to insure continuous
operation.
On air-cooled condensing units, the compressor discharge pressure should be maintained
at approximately 150 psi during the final
adjustment period, by controlling the air to
the condenser.
During the final adjustment period, the level
of the oil in the compressor crankcase must
be constantly observed as it may be pumped
over to the evaporators faster than it is returned, until final adjustments are made and
normal operating conditions are obtained.
CAUTION. If the oil level should fall
below the bull's-eye, add oil temporarily. It
may be necessary to withdraw some of the oil
thus added when normal conditions prevail.
The condition of the compressor lubricating
oil, especially its color and appearance, is a
good indication of the effectiveness of the
system cleaner. The color can be observed at
the compressor crankcase bull's-eye, or a sample can be drawn off the crankcase drain valve
and compared to new clean oil.
11I2. Adjustment of thermostatic expansion
valves. To obtain full evaporator capacity and
at the same time prevent liquid refrigerant
from returning to the compressor, it is necessary that the proper superheat adjustment be
made on each evaporator circuit. Navy specifications call for 10 degrees of superheat.
90
Superheat means the difference in temperature between the liquid entering the evaporator
circuit and the vapor leaving the evaporator
circuit. This is best determined by the use of
clip-on thermometers located on the tubing
entering the evaporator circuit and the tubing
leaving the evaporator circuit. These clip-on
thermometers, to be effective, must be attached
tightly against a clean bare spot on the tubing.
If the specifications call for insulation of any
lines, this insulation should be applied before
attempting to adjust the expansion valves. If
the thermal bulbs are to be insulated, this also
should be done before valve adjustment.
Thermostatic expansion valves for submarine
installation are factory set for 10 degrees of superheat.
The conditions of some installations may be
such that 10 degrees of superheat are not accurately
produced. Each evaporator circuit should
therefore be separately checked, and if necessary, the expansion valve in the circuit
adjusted. To change the superheat setting,
remove the seal nut and manipulate the
adjusting stem (see Figure 7-10). Turning the
stem clockwise increases the superheat; turning the stem counterclockwise reduces the
superheat.
When making the adjustment, observe the
following precautions:
1. The system must have full charge of
refrigerant.
2. Expansion valve adjustment cannot be
hurried.
3. Allow sufficient time for the valves to
react after each adjustment.
4. Sufficient time must be allowed after each
valve adjustment to allow the thermometers to
register the true temperatures.
5. The compressor must be operating con
tenuously, with a constant discharge pressure.
6. All evaporators must be in operation.
7. Because of the peculiarities of some applications, the system may not respond to the
thermostatic expansion valve adjustment out
lined. Special consideration must be given to
such cases.
NOTE. Under normal conditions, the superheat setting of an expansion valve does
not get out of adjustment. When the equipment is originally installed, the installation
is under the supervision of a refrigerating
engineer. The practice of experimenting with
the superheat setting of the expansion valve
should be discouraged. This setting should
not be changed until all other possible
troubles in the system have been eliminated.