7M1. Description of the focusing knob assembly,
Part II. The focusing knob assembly of the Type
IV periscope is similar to the Types II and III
periscopes except for minor part numbers;
however, their purpose and function are the
same. Refer to Sections 4P1, 2, and 3 for description, disassembly, and reassembly, as shown in
Figure 4-39.
Ill. No.
Drawing Number Type I
Drawing Number Type IV
Num- ber Re- quired
Nomenclature
1
P-1133-1
Same
1
Knob
2
P-1133-7
Same
1
Knob shaft
3
P-1133-8
Same
1
Female coupling section
4
P-1179-194
P-1506-109
1
Knob and shaft taper pin
5
P-1179-195
P-1506-108
1
Knob shaft and female coupling section dowel pin
6
P-1310-39
P-1506-50
1
Diopter ring lockscrew
7
P-1408-2
Same
1
Knob bracket
8
P-1408-2A
Same
2
Knob bracket dowel pins
9
P-1408-6
Same
1
Diopter ring
10
P-1422-9
P-1506-51
4
Knob racket lockscrews
N. RAYFILTER HOUSING AND PLATE ASSEMBLY, PART II
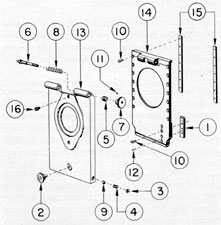
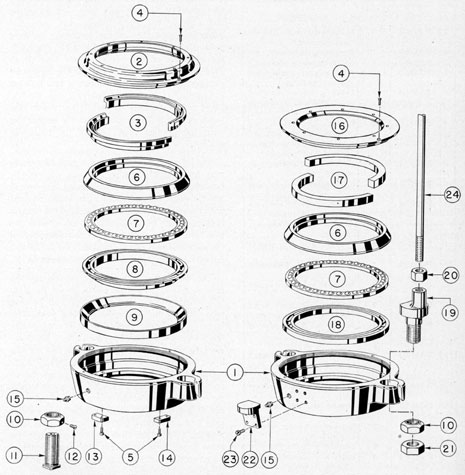
7N1. Description. The rayfilter housing and plate
assembly provides the necessary foundation
when attached to the eyepiece window frame
(7, Figure 4-38) of the eyepiece window assembly for the attachment of the rayfilter,
Figure 7-19. Rayfilter housing and plate assembly.
Ill. No.
Drawing Number
Num- ber Re- quired
Nomenclature
1
P-1412-7
1
Rayfilter drive actuating gear rack
2
P-1413-2
1
Housing knob
3
P-1413-3
2
Friction catch spring retainers
4
P-1413-4
2
Friction catch springs
5
P-1438-2
2
Plunger rod spring bushings
6
P-1438-3
2
Spring actuated plunger rods
7
P-1438-4
2
Spring actuated plunger knobs
8
P-1438-5
2
Plunger rod springs
9
P-1448-2
2
Ball bearing friction catches
10
P-1506-42
18
Rayfilter plate strap and rayfilter drive actuating gear rack lockscrews
11
P-1506-57
2
Spring actuated plunger knob lockscrews
12
P-1506-116
2
Rayfilter drive actuating gear rack dowel pins
13
P-1512-1
1
Rayfilter housing
14
P-1512-2
1
Rayfilter plate
15
P-1512-3
2
Rayfilter plate straps
16
P-1513-5
2
Anchor screw pins
452
eyebuffer and blinder assembly (Figure 7-20),
and the variable density polaroid filter assembly
(Figure 4-41). Figure 7-19 shows the rayfilter
housing and plate assembly. All bubble numbers
in Sections 7N1, 2, and 3 refer to Figure 7-19
unless otherwise specified.
a. Rayfilter plate. The rayfilter plate (14)
is made of cast phosphor-bronze and is rectangular shaped. This plate serves as a foundation
for the rayfilter housing (13). The upper part
is provided with a center male hinge projection
with a reamed hole to accommodate two spring
actuated plunger rods (6) of the two female
hinge projection sections of the rayfilter housing
(13). The upper main inside section has a cast
recess, while the remaining wall has a nominal
thickness, with side shoulders and a narrow
upper shoulder. The side shoulders are provided
with recesses that carry the rayfilter plate straps
(15) on each side. A rayfilter plate strap (15) is
secured to the rayfilter plate (14) on each side
with seven lockscrews each (10).
The lower section of the rayfilter plate (14)
has a cast inside recess, while the remaining
wall has a nominal thickness with side shoulders
and a narrow lower shoulder. The left side of
the inside recess of the lower section when viewed
from the rear is provided with a rectangular
boss section for the rayfilter drive actuating
gear rack (1), secured with four lockscrews
(10), and maintained in alignment with two
dowel pins (12) This gear rack meshes with a
rayfilter drive actuating gear (9, Figure 7-13)
projecting externally from the rayfilter drive
packing gland assembly. The rayfilter drive
actuating ear (9) is synchronized to carry the
rayfilter p fete (14) vertically with the eyepiece
drive mechanism for the focusing movement
of 1 1/2 plus and 2 minus diopters.
The exteriors of the side shoulders of the lower
section are beveled at a 45 degrees angle, with a straight
section having two spotted recesses of 120 degrees
The spotted recesses allow the ball bearing
friction catches (9) to retain the lower swinging
part of the rayfilter housing (13). The lower part
of the straight section corners are beveled at a
45 degrees angle to allow clearance for the milled concave corners of the inside recess of the rayfilter
housing (13). A raised rectangular boss section
on the exterior surface of the wall in the lower
part serves as a stop when the ball bearing
friction catches of the rayfilter housing (13)
are engaged in the spotted recesses.
The main body wall is provided with a 3-inch
opening for light transmission with anti-reflection threads in the inner circumference. This
opening permits free access to the field of the
periscope. The inside recess of the main body
wall is provided with sliding vertical clearance
over the flat flanges of the eyepiece window frame
(7, Figure 4-38). The upper and lower shoulders
of the main section serve as stops to restrict the
vertical movement of the rayfilter plate (14)
which has 1 inch of vertical guided travel over
the eyepiece window frame upper and lower
rectangular section shoulders (7, Figure 4-38).
b. Rayfilter plate straps. The rayfilter
plate straps (15) are 1/8 inch longer than the
rayfilter plate straps (3, Figure 4-40) of the
Types II and III periscope rayfilter assembly.
They are secured to the rayfilter plate (14)
with seven lockscrews (10) in the same manner.
Refer to Section 4Q1.
c. Rayfilter housing. The rayfilter housing
(13) is made of cast phosphor bronze and is
shaped rectangular. This housing serves as an
apron foundation which can be removed readily
during the installation and removal of the
periscope. The upper part is provided with two
female hinge projection sections, a sliding fit over
the center male hinge projection section of the
rayfilter plate (14). Both female hinge projection
sections have an axis reamed hole to carry the
spring actuated plunger rods (6) which are
moved axially against spring tension for removal or reassembly to the center male hinge
projection section of the rayfilter plate (14).
Both female hinge projection sections have a
threaded section located in their outer sides to
carry two plunger rod spring bushings (5).
The internal part when viewed from the rear
has machined recesses allowing a remaining
main body wall of nominal thickness with
side shoulders. The side shoulders are a sliding
fit over the sides of the rayfilter plate (14). The
lower part of the internal lower section of each
side shoulder has a projecting section with a
raised boss section, leaving a narrow lower side
wall. The two projecting sections of the side
shoulders provide sufficient wall area for the
ball bearing friction catch assemblies. The
453
center of each projection is provided with a
90 degrees spotted recess and a tapped section with a
smaller clearance hole. The ball bearing friction
catches (9) fit into the clearance hole and spotted
recess to protrude about 1/32 inch. A friction
catch spring (4) fits loosely in the clearance hole,
and is compressed against the ball bearing
friction catches (9) by friction catch spring
retainers (3). The spring retainer is screwed
into the tapped hole in the side wall section
of the two projecting sections and compresses
the spring (4) to hold the ball bearing snugly,
against the 90 degrees recesses.
When the rayfilter housing (13) is swung
to the closed position, the ball bearing friction
catches (9) engage in the 120 degrees spotted recesses
in each shoulder step of the rayfilter plate (14).
The raised boss section connecting the two
side shoulder projecting sections contacts the
raised rectangular boss section of the rayfilter
plate (14) upon engagement of the two ball
bearing friction catches (9).
The outer face of the main body wall is
provided with a large flat raised boss which has
a bored hole and shallow counterbored section.
The bored hole is provided for light transmission and anti-reflection threads on its inner
circumference. The variable density polaroid
filter assembly (Figure 4-41), is centered in
this shallow counterbored section and rests on
the large flat raised boss. Either of the two assemblies is retained by two inserted anchor
screw pins (16) located with an appropriate
center distance concentric with the bored hole
and counterbored shallow section.
In the lower central part of the outer face
of the main body wall there is a raised boss
with a reamed hole. The inside face of the
reamed hole of the boss, when viewed from
the rear, is countersunk to allow sufficient
space for peening of the pressed in stub shaft
section of the housing, knob (2). The housing
knob furnishes the observer a provision by
which he can pull the lower swinging part of the
rayfilter housing (13) free of its friction catch
engagement with the rayfilter plate (14).
d. Anchor screw pins. The two anchor
screw pins (16) are similar to the anchor screw
pins (6, Figure 4-40) of the Types II and III
rayfilter assembly. Refer to Section 4Q1.
e. Spring actuated plunger rods and
plunger rod springs. The two spring actuated
plunger rods (6) and the two plunger rod springs
(8) are identical to the spring actuated plunger
rods (23, Figure 4-40) and plunger rod springs
(25) used in the Types II and III periscopes.
Refer to Section 4Q1.
f. Plunger rod spring bushings. The two
plunger rod spring bushings (5) are identical
to the plunger rod spring bushings (22, Figure
4-40) used in the Types II and III periscopes.
Refer to Section 4Q1.
g. Spring actuated plunger knobs. The
two spring actuated plunger knobs (7) with
their lockscrews (11) are identical to the spring
actuated plunger knobs (24, Figure 4-40)
used in the Types II and III periscopes. Refer
to Section 4Q1.
7N2. Disassembly. The rayfilter housing and
plate assembly is disassembled in the following
manner:
1. Lift the lower swinging part of the rayfilter
housing (13) by grasping the housing knob
(2) and pulling it clear of its engagement in
the friction catch spotted recesses in the rayfilter
plate (14).
2. Grasp the two spring actuated plunger
knobs (7), pulling them outward as far as
possible, thus removing the rayfilter housing
(13) from the rayfilter plate (14).
3. Remove the rayfilter plate (14) by removing
the seven lockscrews (10) and the two rayfilter
plate straps (15) from each side. Remove the
rayfilter plate (14) and straps (15) from the
eyepiece window frame (7, Figure 4-38).
4. Remove the two lockscrews (11), unscrewing them from the hubs of the spring actuated
plunger knobs (7).
5. Wrap a piece of emery cloth around the
extended part of each spring actuated plunger
rod (6). Holding the emery cloth and plunger rod
firmly with a pair of parallel pliers, unscrew each
spring actuated plunger knob (7) from the
threaded periphery of the spring actuated
plunger rods (6) one by one.
6. Remove the spring actuated plunger rods
(6) and the plunger rod springs (8) one by one
454
from the reamed holes in the rayfilter housing
(13) two female hinge projection sections.
7. Remove the two friction catch spring
retainers (3) unscrewing them from the outer
two lower sides of the rayfilter housing (13),
removing the two friction catch springs (4)
and the two ball bearing friction catches (9).
8. Remove the four lockscrews (10) from the
front lower right side of the rayfilter plate (14),
unscrewing these lockscrews from the tapped
holes in the rayfilter drive actuating gear rack
(1). Remove the rayfilter drive actuating gear
rack with its two dowel pins (12).
7N3. Reassembly. The rayfilter housing and
plate assembly is reassembled in the following
manner:
1. Place the rayfilter drive actuating gear
rack (1) with its two dowel pins (12) on the
lower left inner raised boss face of the rayfilter
plate (14), when viewed from the rear. Secure
the gear rack with our lockscrews (10). These
lockscrews are inserted in countersunk clearance
holes in the rayfilter plate front lower right
side and screwed into tapped holes in the gear
rack.
2. Focus the eyepiece prism to the center
of the eyepiece window frame (7, Figure 4-38)
making certain that the rayfilter drive actuating
gear (9, Figure 7-13) is on the projecting
square section of the rayfilter drive actuating
shaft (8, Figure 7-13) of the rayfilter drive
packing gland assembly. This central position
is necessary for full focusing travel.
3. The rayfilter plate (14) is mounted only
when the eyepiece lens (33, Figure 7-11) is in
the center of the eyepiece window frame (7,
Figure 4-38) to establish full synchronized
movement. Place the rayfilter plate (14) over
the flat sides of the eyepiece window frame
(7, Figure 4-38). Check the rayfilter drive
actuating gear rack (1) to ascertain its engagement with the rayfilter drive actuating gear
(9, Figure 7-13).
4. With the rayfilter plate (14) properly
centered and the gear rack in mesh with the
rayfilter drive actuating gear, place both rayfilter plate straps (15) in each side shoulder
recess of the rayfilter plate in the recess groove
section of the eyepiece window frame (7, Figure
4-38). Secure the straps with seven lockscrews
(10). These lockscrews are inserted in countersunk clearance holes in the rayfilter plate (14)
and screwed into tapped holes in the straps.
5. Place both ball bearing friction catches
(9) in clearance holes in the rayfilter housing
side shoulders (13) of the lower section with both
friction catch springs (4), securing them with
both friction catch spring retainers (3).
6. Place the two plunger rod spring bushings
(5) in the outer threaded parts of the opposite
female hinge projection sections of the rayfilter
housing (13). Secure them with a screwdriver.
7. Place the plunger rod springs (8) on the
spring actuated plunger rods (6). Insert the
spring and plunger rod in the reamed axis hole
in each female hinge projection section, carrying
them in from the center milled out section.
8. Place a piece of fine emery cloth around
the stub section of the spring actuated plunger
rod; grasp the emery cloth and stub section
with a pair of parallel pliers. Compress the
spring and attach the spring actuated plunger
knobs (7), one by one, screwing them on the
threaded part of the plunger rods (6). Secure
the knobs when the shoulder section of each
plunger rod is flush with the inner face of each
female hinge projection section.
9. Insert the two lockscrews (11) in the hub
section of each spring actuated plunger rod
knob (7), securing the knobs on the two spring
actuated plunger rods (6).
10. Grasp both spring actuated plunger knobs
(7) and pull them outward as far as possible,
and assemble the rayfilter housing female
hinge projection sections (13) to the center male
hinge projection section of the rayfilter plate
(14). Release the outward tension of the spring
actuated plunger knobs, as the springs will
allow the plunger rods to snap into the reamed
axis hole in opposite sides of the center male
hinge projection section of the rayfilter plate.
Push the lower part of the rayfilter housing
down on the rectangular raised boss stop of the
rayfilter plate (14); the ball bearing friction
catches (9) will engage the spotted recesses
of the shoulder stops in the rayfilter plate in this
closed position.
455
O. RAYFILTER, EYE BUFFER, AND BLINDER, AND STOWAGE CASE
ASSEMBLIES, PART II
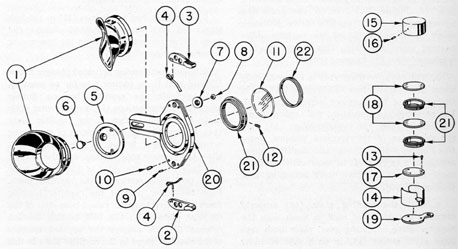
7O1. Description. These assemblies are described
in the following manner: The rayfilter, eye buffer,
and blinder assembly is provided for attachment
to the eyepiece end of the periscope. It is so
designed as not to restrict the field of the
periscope to the observer. The rayfilter plates
are of the following colors: red, green, yellow,
and polarizer. Each mounted rayfilter plate can
be mounted in the base plate individually.
The polaroid filter plates are carried in a separate
assembly. Refer to Section 4R of the variable
density polaroid filter assembly (Figure 4-41).
The rayfilter and eye buffer and blinder
assembly are external to the hermetically sealed
part of the periscope, as is also the rayfilter
stowage case assembly. The stowage case
assembly is secured to the eyepiece box bottom
flange plate (13, Figure 7-12) and carries the
mounted rayfilters.
Refer to Section 4S1 for the description of
the eye buffer and blinder assembly. Figure
7-20 shows the rayfilter, eye buffer, blinder,
and stowage case assemblies. All bubble numbers
in Sections 7O1, 2, and 3, refer to Figure 7-20
unless otherwise specified.
Ill. No.
Drawing Number
Num- ber Re- quired
Nomenclature
1
P-1134-9
2
Rubber eyeguards
2
P-1414-3
1
Right finger grip lever
3
P-1414-4
1
Left finger grip lever
4
P-1414-5
2
Finger grip lever springs
5
P-1414-6
1
Blinder plate
6
P-1414-7
1
Blinder adjusting screw
7
P-1414-8
1
Blinder adjusting screw nut
8
P-1414-9
1
Blinder adjusting screw nut lockscrew
9
P-1416-5
2
Finger grip lever thrust stop screw pins
10
P-1416-6
2
Finger grip lever pivot screw pins
11
P-1475-13
3
Rayfilters, red, green, and yellow
12
P-1506-34
3
Rayfilter clamp ring lockscrews
13
P-1506-62
3
Stowage case body and base plate lockscrews
14
P-1511-5
1
Stowage case body
15
P-1511-6
1
Stowage case cap
16
P-1511-6A
1
Stowage case cap rivet
17
P-1511-7
1
Stowage case lower felt washer
18
P-1511-9
2
Felt separation washers
19
P-1511-10
1
Stowage case base plate
20
P-1513-2
1
Base plate
21
P-1513-3
3
Rayfilter mounts
22
P-1513-4
3
Rayfilter clamp rings
Figure 7-20. Rayfilter, eye buffer, blinder, and stowage case assemblies.
456
a. Rubber eyeguards. The two rubber
eyeguards (1) are identical to the two rubber
eyeguards (1, Figure 4-42) described under
Section 4S1.
b. Base plate. The base plate (20) is almost
identical to the base plate (2, Figure 4-42)
described under Section 4S1. It differs in the
center axis bored hole, and has no cylindrical
raised boss on the lower face. The lower part of
the base plate is counterbored and threaded
with a coarse thread to carry the threaded
periphery of the rayfilter mounts (21) against its
counterbored seat. This counterbored threaded
section carries any of the three assembled
rayfilter mounts desired by the observer.
c. Finger grip levers. The right and left
finger grip levers (2 and 3) are identical to
the right and left finger grip levers (1 and 2,
Figure 4-41) described under Section 4R1
They serve the same purpose and function
along with the following parts: two finger grip
lever springs (4), two finger grip lever pivot
screw pins (10), and two finger grip lever thrust
stop screw ins (9).
d. Blinder plate. The blinder plate (5) is
identical to the blinder plate (6, Figure 4-42),
described under Section 4S1.
e. Blinder adjusting screw. The blinder
adjusting screw (6) is identical to the blinder
adjusting screw (7, Figure 4-42) described
under Section 4S1.
f. Blinder adjusting screw. The blinder
adjusting screw nut (7) together with the
blinder adjusting screw nut lockscrew (8)
is identical, to the blinder adjusting screw nut
(8, Figure 4-42), and lockscrew (7) described
under Section 4S1.
g. Rayfilters. The three rayfilters (11) consist simply of cylindrical colored filter glass
with parallel surfaces. Three shades are used;
red, green, and yellow, which are provided for
various conditions of observation. Each rayfilter
is mounted in an individual rayfilter mount (21)
and secured with a clamp ring (22) which is
secured with a lockscrew (12).
h. Rayfilter mounts. The rayfilter mounts
(21) are provided for each of the three shades
of rayfilters. The rayfilter (11) is carried in the
counterbored section against its counterbored
seat. The outer part of the counterbored section
is threaded to receive the threaded periphery
of the clamp ring (22) which secures the rayfilter
snugly and is secured with a lockscrew (12).
The external surface of the mount consists
of an undercut shoulder with a threaded periphery to engage into the internal threaded
section in the base plate (20) with a 3/4 turn. The
shoulder section contacts the base plate when
in position and has ample clearance in the bored
hole of the rayfilter housing (13, Figure 7-19).
The outer beveled surface of the shoulder
section has a straight knurl to provide a rough
surface, and offers a firm grip for the removal
or replacement of any shade of the three mounted
rayfilters (11).
i. Rayfilter clamp rings. The three rayfilter
clamp rings (22) are cylindrical, and of nominal
width. The clamp ring is bored for light transmission and has a nominal remaining wall
thickness. The periphery is threaded to engage
into the internal threaded section in each rayfilter -mount, and is secured with a lockscrew
(12) after clamping the rayfilter (11) sufficiently
to prevent it from unscrewing from the mount.
Each mounted rayfilter (11) is carried in the
rayfilter stowage case assembly (31, Figure
7-12) attached to the eyepiece box bottom
flange plate (13, Figure 7-12). The outer face
of each clamp ring is provided with opposite
slots for the insertion of a special wrench.
j. Stowage case base plate. The stowage
case base plate (19) is made of 1/8-inch brass and
is 3 1/32 inches in length. The main section is
1 15/16 inch in diameter and forms a concave
junction on opposite sides with an arm 7/8 inch
in diameter. The arm has a clearance hole in its
center axis for attachment to the eyepiece box
bottom flange plate (13, Figure 7-12) upon
which it rests.
The main section carries the stowage case
body (14) secured with three lockscrew (13)
which are inserted in clearance holes in the
stowage case body (14) and screwed into tapped
holes in the stowage case base plate (19).
k. Stowage case body. The stowage case
body (14) is made of sheet brass of nominal
thickness and is shaped cylindrical. The
457
periphery coincides with the periphery of the
stowage case base plate main section (19)
and is secured to it with three lockscrew (13).
Two opposite slots of large area having a depth
of 13/16 inch are provided for rapid removal
of any of the extra mounted rayfilters (11).
The corners of the opposite slots are rounded.
Each remaining wall directly opposite has a
circumferential slot to receive the projecting
rivet (16) attached in the stowage case cap
(15) for its securement.
The inner face of the stowage case body wall
has a felt washer (17) glued to it. The felt washer
has three clearance holes for the lockscrew
heads (13) which are inserted into three clearance holes in the lower wall of the stowage case
body and screwed into tapped holes in the stowage case base plate (19) for the securement
of the stowage case body.
1. Stowage case cap. The stowage case cap
(15) is made of sheet brass of nominal thickness.
The cap is a sliding fit over the stowage case
body wall (14). A rivet (16) is secured at an
appropriate location in the outer wall of the
cap so that its inward projecting part engages
in the circumferential slot in the stowage case
body wall. The cap when assembled covers the
large opposite slotted sections of the stowage
case body and the mounted rayfilters (11) to
prevent breakage and foreign matter from
entering. The assembly, provides an adequate
stowage case to prevent the mounted rayfilters
from becoming lost.
m. Felt separation washers. The two felt
separation washers (18) are made of 1/32-inch
felt, having a diameter of 1 3/4 inch. One felt
washer is centered and glued in the inner face
of the upper wall of the stowage case cap (15), while the other is used to separate the mounted
rayfilters in the stowage case body (14). On
the outer face of the cap are the engraved letters
rayfilters filled with, white monofil to be clearly
visible to the observer.
7O2. Disassembly of the rayfilter, eye buffer, and
blinder assembly: The rayfilter, eye buffer, and
blinder assembly is disassembled in the following
manner:
1. Unscrew the mounted rayfilter (11) from
the inner face of the base plate (20) (should
any one of the three shades of mounted rayfilters
be assembled in the base plate).
2. By pulling outward with two fingers (one
on each hand) placed inside near the base
of the eyeguard, remove both eyeguards (1),
one from the blinder plate (5) and the other
from the base plate (20).
3. Using a small screwdriver, remove the two
finger grip lever thrust stop screw pins (9)
and the two finger grip lever pivot screw pins
(10). Unscrew these four screw pins from the
lower slotted walls of the base plate (20). Remove the right and left finger grip levers (2
and 3) and their two tension springs (4).
4. Remove the blinder screw nut lockscrew
(8), unscrewing it from the tapped hole in the
center axis in the blinder adjusting screw (6)
and the counterbored recess in the blinder
adjusting screw nut (7).
5. Remove the blinder adjusting screw nut
(7), unscrewing it from the threaded stub
section of the blinder adjusting screw (6).
6. Remove the blinder plate (5) with blinder
adjusting screw (6). Remove the blinder adjusting screw (6).from the blinder plate (5).
7O3. Reassembly of the rayfilter, eye buffer, and
blander assembly. The rayfilter, eye buffer, and
blinder assembly is reassembled in the following
manner:
1. Place the blinder adjusting screw (6) in the
offset counterbored clearance hole in the blinder
plate (5). Line up the flat shoulders of the
adjusting screw with the flat shoulders of
the blinder plate small projection by turning the adjusting screw.
2. Press the left thumb against the blinder
adjusting screw thread (6), and place the raised
projection pant of the blinder plate (5) in the
wide shallow keyway in the base plate projection
boss (20) and the protruding part of the adjusting
screw into its elongated axial hole. Check to
ascertain that the offset hole in the blinder
plate is located outward.
3. Screw the blinder adjusting screw nut (7)
on the threaded stub section of the blinder
adjusting screw (6), turning it clockwise until
tight. The counterbored section side should
face inward.
458
4. Insert the blinder adjusting screw nut
lockscrew (8) in the threaded axis in the blinder
adjusting screw (6). The head of the lockscrew
will contact the lower face of the blinder adjusting screw while the lockscrew head enters the
blinder adjusting screw nut counterbored section (7). Sufficient distance of this counterbored section remains to allow the nut to be
released 1/4 turn for the interpupillary adjustment of the blinder plate (5).
5. Insert the right and left finger grip levers
(2 and 3) with their two tension springs (4)
in the upper and lower slotted sections in the
base plate (20). Compress the tension springs
(4) sufficiently to line up the outer pivot hole
in each finger grip lever with the pivot hole
in the base plate for the insertion of the two
finger grip lever pivot screw pins (10) one by one.
Secure each screw pin in the tapped holes in
the lower slotted base plate walls.
6. Grasp both finger grip levers (2 and 3) and
compress them together, until near the limit
of their travel. Insert the two finger grip lever
thrust stop screw pins (9), and screw them into
the tapped holes of the lower slotted base plate
walls (20) one by one.
7. Reassemble the two eyeguards (1), one to
the blinder plate (5), and the other to the base
plate (20). Rotate the two lower portions of the
outer flared out sections of the eyeguards so that
they line up centrally.
Clean all three shades of the mounted rayfilters (11) and place them in the rayfilter stowage case assembly (31, Figure 7-12) attached to
the eyepiece box bottom flange plate (13).
P. VARIABLE DENSITY POLAROID FILTER ASSEMBLY, PART II
7P1. Description. The variable density polaroid
filter assembly (Figure 4-41) is identical to the
variable density Polaroid filter assembly used in
the Types II and III periscopes. Refer to Section R of Chapter 4. Follow Sections 4R1, 2, and
3 for description, disassembly, and reassembly.
Q. TRAINING HANDLE ASSEMBLIES, PART II
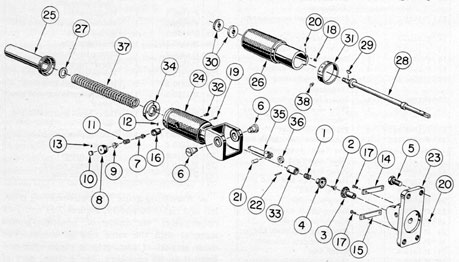
7Q1. General description of the left and right
training handles. The left and right training
handles are described in the following manner:
Two handles of rugged design for training the
periscope in azimuth and for operation of the
prism tilt mechanism and the change of power
Figure 7-21. Left training handle assembly.
459
are secured to the eyepiece box. Each training
handle interconnects with a separate training
handle packing gland assembly in each side of
the eyepiece box by means of a clutch. The hinges
for the handles are located below the level of the
center of the eyepiece. When pulled downward
the handles project from the periscope horizontally. The handles are held in the extended position by a set of plunger rollers under heavy
spring tension resting on the hinge cam periphery
beyond the high point of the cams. As each
handle is raised, the heavy tension on the rollers
will return the handle to the folded position after
the rollers pass the high point of the cams.
Ill. No.
Drawing Number
Num- ber Re- quired
Nomenclature
1
P-1069-15
1
Outer bevel gear clutch spring
2
P-1069-16
1
Outer bevel gear clutch retaining screw
3
P-1157-5
1
Inner bevel gear clutch
4
P-1157-6
1
Outer bevel gear clutch
5
P-1161-7
4
Hinge bracket bolts
6
P-1171-6
2
Pivot screws
7
P-1420-6
1
Detent plunger
8
P-1420-8
1
Detent plunger release knob
9
P-1421-1
1
Detent plunger spring retaining bushing
10
P-1421-2
1
Detent plunger retaining cap
11
P-1421-3
1
Detent plunger spring
12
P-1421-5
1
Detent plunger release knob lockscrew
13
P-1421-6
1
Detent plunger retaining cap lockscrew
14
P-1486-3
1
Upper leather cushion
15
P-1486-4
1
Lower leather cushion
16
P-1505-9
1
Detent plunger housing
17
P-1506-21
4
Leather cushion lockscrews
18
P-1506-30
2
Segment adjusting screw lockscrews
19
P-1506-55
1
Spring barrel lockscrew
20
P-1506-56
4
Pivot screw lockscrews, and segment adjusting screws
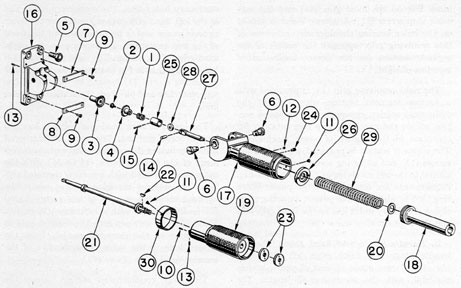
a. Revolving grips. The two revolving grips,
left and right (26 and 19, Figures 7-21 and 7-22
respectively) are made of phosphor-bronze
material with the same over-all length. The
outer section of each grip is rough diamond
knurled on its periphery. The internal part of
this outer section is counterbored with a wall
460
Figure 7-22. Right training handle assembly.
hub section located a short distance from the
outer end. The axis of each wall hub section has
a reamed hole with a keyseat to carry the stub
section of each revolving grip shaft (28 and 21,
Figures 7-21 and 7-22 respectively) with an inserted key each (29 and. 22). The shoulder section of each revolving grip shaft is secured to
the inner face off the wall hub section with two
lock nuts each (30 and 23) on the outer face of
the wall hub section. The lock nut engage on
the threaded section of the revolving grip shaft
to secure the revolving grip.
Both grips have a short undercut shoulder next
to the inner art of the knurled section. The
graduated index ring (31, Figure 7-21) is a sliding
fit on the shoulder section of the left revolving
grip (26) and is carried by the inserted actuating
screw (28) placed through the elongated slot and
in the tapped hole in the shoulder section. The
power index ring (30, Figure 7-22) is a sliding fit
on the shoulder section of the right revolving
grip (19) and is secured with a power indicating
screw (11).
Both grips are provided with bearing shoulder
sections which are a sliding fit in the inner fixed
grips of the training handle hinges (24 or 17).
The inside of each grip is bored and has two
counterbored sections with a 30 degrees chamfered section near the center part. The bore provides
clearance over the spring barrel (25 or 18). The
inner end of each grip is provided with a segment section which stops the revolving grip
(26 or 19) when in contact with a segment stop
screw (32 or 24) of the fixed grips and training
handle hinges (24 or 17).
The segment section of the left revolving grip
(26) consists of a narrow section with 275 degrees of the
cylindrical shoulder wall section removed. The
removed section allows the revolving grip free
rotation for operation of the prism tilt mechanism. The segment section is provided with two
tapped holes to carry the headless adjusting
screws (20) and two perpendicular tapped holes
in the face of the segment for the adjusting
screw lockscrews (18). These lockscrews are
headless screws, which secure the adjusting
screws and maintain the adjustment. The adjusting screws project into the cutaway section
sufficiently to permit the revolving grip to be
adjusted. Adjustments are made to set the
graduated index ring (31) to 10 degrees depression and
45 degrees elevation, with the coinciding stationary
461
index line on the fixed grip (24) and the segment stop screw (32). A detent V-slot is placed
on the inner bearing shoulder circumference of
this revolving grip, opposite the center of the
segment section for the detent indication of
zero line of sight.
The right revolving grip (19) is provided with
a narrow segment section with 117 degrees of the
cylindrical section removed. The removed section allows the revolving grip free rotation for
operation of the change of power mechanism.
The segment section is provided with adjusting
screws (13) and adjusting screw lockscrews (10)
similar to the left revolving grip (19, Figure 7-21).
Adjustments are made to set the power index
ring (30) to high and low power, with the coinciding stationary index line on the fixed grip (17)
and the segment stop screw (24).
b. Handle hinge and fixed grips. The two
handle hinge and fixed grips deft and right
(24 and 17) are made of cast phosphor-bronze
material, with the same over-all length. The
outer parts of both are rough diamond knurled,
and when in the extended position provide the
revolving grip sufficient length for leverage to
turn the periscope through azimuth. The inner
part of each fixed grip has a cast filleted section
between the grip and the hinge sections. The
hinge section is shaped similarly to an apron,
with the contour of the main wall uniform with
the inner circumference wall of 150 degrees. The side
walls of each hinge angle section have projecting
bosses on the inner and outer faces, with a
reamed hole through the center axis of each boss,
offset from the main centerline of the fixed grip
section. The inner bosses of each are a sliding
fit over the side walls of the cam projection section of the hinge brackets (23 or 16). The
reamed holes of each side wall of the hinge section carry, a pivot screw (6), thus serving as
hinge pivots to carry the fixed grip and its hinge
through 90 degrees of rotation.
Both fixed grip sections, have two narrow
undercut shoulder sections on their outer part.
The small shoulder of the left fixed grip (24)
carries half of the graduated index ring (31), a
drag fit on this half, while on the right fixed grip
(17) it carries half of the power index ring (30),
a sliding fit on this half. The next larger shoulders
of both fixed grips are each provided with a
stationary index line. The stationary index line
of the left fixed grip (24) is located on the outer
circumference and is perpendicular to the front
of the top centerline. Its location on the right
fixed grip (17) is similar. The right fixed grip (17)
has a tapped hole for the insertion of a power
indicating screw (11) located to the rear of the
top centerline and 90 degrees from the stationary index
line.
The inside of both fixed grip sections has two
counterbored sections. The small counterbored
section provides clearance for the vertical movement of the bearing plate (34 or 26) with the
outer part provided with a narrow threaded section. The internal threaded section carries the
external threaded section of the spring barrel
(25 or 18), secured with a lockscrew (19 or 12).
The lockscrew extends into the tapped hole in
the center of the threaded section from the
tapped hole in the outer circumference of the
knurled fixed grips (24 or 17).
The large counterbored section carries the
inner moving part of the revolving grip shoulder
bearing sections (26 or 19). In the bottom of
each knurled fixed grip a clearance hole with a
tapped section is provided near the inner depth
of the large counterbored section for the revolving grip segment stop screws (32 or 24). The
left fixed grip (24) is provided with a tapped
hole near the center of the knurled section for a
spring detent assembly to hold the line of sight
at zero degree, and is located in the front centerline. Refer to the spring detent assembly of the
Type II periscope,
The inside of the inner hinge section, from the
small counterbored section, is provided with
three equally spaced reamed holes. One is in the
center axis to carry the stem section of the revolving grip shaft (28 or 21), while the other two
reamed hole of the same size are located on
opposite sides of the center reamed hole and are
parallel. The two outer reamed holes are located
in a perpendicular plane to the inner face of the
projecting bosses of the side walls of the hinge
section. Each outer reamed hole is counterbored a sufficient depth from the hinge section
to carry the shoulder section of each plunger
(35 or 27). The center reamed hole is counterbored sufficiently in the inside 150 degrees radius of
the apron wall section to allow a flat surface for
462
the assembly and the bearing contact of the
outer bevel gear clutch collars (33 or 25). A
clearance hole is provided in the apron wall of
the bottom of each hinge section, to allow the
gear clutch collar taper pins (22 or 15) to be
removed for disassembly of the outer bevel gear
clutch collars (33 or 25).
c. Index ring. The index ring (31, Figure
7-21) is made of brass tubing material of nominal
wall thickness. The bore is a sliding fit over the
shoulder section of the revolving grip (26) and
is a drag fit over the shoulder section of the
fixed grip shoulder section (24). The periphery
is engraved after assembly to indicate specifically 10 degree depression, 0 degree line of sight, 45 degree elevation, and individual 1 degree graduations between the
designed limits. A plus and minus indication is
engraved above and below the 0 degree graduation.
It is provided with a circumferential slot, located
for the insertion of an actuating screw (38) in
the tapped hole in the center of the shoulder section of the revolving grip. The circumferential
slot has 3/32-inch angular movement to coordinate with the correction made with the adjusting
screws (13) in the segment section of the revolving grip.
d. Power index ring. The power index ring
(30, Figure 7-22) is made of brass tubing material of nominal wall thickness. The bore is a
sliding fit over the shoulder, section of both the
revolving grip (19) and lie fixed grip (17). The
periphery has index marks: and the engraved
letters of hp and lp above each index mark,
located at assembly. The power index ring is
secured to the shoulder section of the revolving
grip (19) with a power indicating screw (11).
e. Hinge brackets. The two hinge brackets
(23 and 16, (Figures 7-21 and 7-22 respectively)
are made of cast phosphor-bronze material of
duplicate design, with the base flange section
shaped rectangular. A cam section projects upward from each base flange section. Both of these
sections form the fixed half of the training handle
hinge. Four raised bosses are provided in each
corner of each base flange section, and each boss
has a clearance hole in which the hinge bracket
bolts (5) are inserted. The bolts extend into the
tapped holes in each side of the eyepiece box to
retain each hinge bracket. The lower face of each
base flange section is provided with a counterbored
section and a reamed hole, offset from
the horizontal centerline. The reamed hole
serves as a bearing for the inner bevel gear
clutches (3) while the counterbored section provides clearance over the training handle stuffing
box bodies (7, Figures 7-15 and 7-16 respectively)
assembled in the eyepiece box. Two holes with
body clearance and a tapped section are provided in the inner face of the counterbored section for two pivot screw lockscrews (20 and 13,
Figures 7-21 and 7-22 respectively) to secure the
pivot screws (6) when assembled in the side
walls of each cam section.
The center cored section of each cam section
is provided with a cylindrical raised boss, to
carry the shoulder of the inner bevel gear
clutches (3). Sufficient radius clearance is provided for assembly and removal of the inner and
outer bevel gear clutches (3 and 4) and clearance
inside the side walls for the 90 degrees rotation of the
outer bevel gear clutch collar (33 or 25, Figures
7-21 and 7-22 respectively). The concave recesses
are located for the folded position only, with the
heavy tension on the set of plunger rollers retaining the handle beyond the high point of the cam.
In the folded position, the spring pressure is at a
minimum, and with the handle hinge swung
downward in the extended position, the tension
is increased, with the maximum tension reached
at the highest point of the cams. Each set of
rollers rides on the cams constantly because of
heavy spring tension. When they pass the high
point of the cam, the handle hinge and fixed
grip of each will be returned to the folded position by the heavy recoil of the spring. The upper
and lower part of the outer face of the base
flange section is provided with leather cushions
(14 and 15, Figure 7-21) or (7 and 8, Figure 7-22)
secured with two lockscrews (17 or 9, Figures
7-21 and 7-22 respectively). The outer face of
each cam section side wall is a snug fit between
the apron side wall bosses of the hinge section
of each handle hinge and fixed grip. Two tapped
holes located in each side wall and in the main
horizontal centerline are offset slightly, and
carry hinge bracket pivot screws (6).
f. Training handle and hinge recoil principle. This recoil is provided as a safety device
to return each training handle to the folded position when lowering the periscope in the well of
the submarine. It also prevents damage to each
463
handle when elevating the periscope. With
training handles of the friction holding device
type used in Types II and III periscopes, instances have occurred where the handles did not
remain in the folded position and caught on the
sides of the periscope well when the periscope
was raised.
g. Leather cushions. The two leather cushions (14 and 15, Figure 7-21) or (7 and 8, Figure
7-22) are attached on the upper and lower part
of the outer base flange section of the hinge
brackets (23 or 16, Figures 7-21 or 7-22 respectively) next to the cam section. Two lockscrews
(17 or 9) secure each leather cushion to its hinge
bracket. They provide a cushion to absorb the
heavy shock of the spring recoil of the hinge
when in the folded and extended positions.
h. Pivot screws. The two pivot screws (6,
Figures 7-21 and 7-22) are made of phosphor-bronze rod material. They form hinge pins on
which the hinge section of the fixed grip can be
swung through 90 degrees of rotation. Each screw has a
head section, with the main body section a snug
sliding fit in each of the hinge section pivot holes
in each handle hinge and fixed grips (24 or 17,
Figures 7-21 or 7-22, respectively). The stub
section is threaded and engages into a tapped
hole in each side wall of each set of cam sections. The lockscrews (20 or 13, Figures 7-21 or
7-22 respectively) prevent the threaded section
of each pivot screw from unscrewing.
i. Spring barrels. The two spring, barrels
(25 or 13, Figures 7-21 or 7-22 respectively) are
made of brass rod material. They consist of an
enclosed cylinder with a uniform wall thickness,
and a reamed clearance hole in the load end
shoulder center axis for the revolving grip shafts
(28 or 21). The opposite end has a threaded
flange section with uniform wall thickness. The
coil plunger spring (37 or 29) is stabilized by the
side walls of each spring barrel. The threaded
flange section of each engages into the small
counterbored threaded section in the handle
hinge and fixed grips (24 or 17, Figures 7-21 or
7-22 respectively), after compressing 2 inches of
coil plunger spring. It is secured with a lock
Screw (19 or 12). Two opposite holes are provided
in the outer load shoulder part of each spring
barrel for the insertion of a special wrench to
tighten the spring barrel against the heavy
tension of the coil plunger spring.
j. Coil plunger springs. The two coil
plunger springs (37 or 29, Figures 7-21 or 7-22
respectively) are made of chrome-silicon manganese alloy steel material, and fit over the
revolving grip shafts (28 or 21). Both load ends
of the spring are ground, with one load end
having tension against a spacer washer (27 or 20),
and the other load end against the counterbored
section seat in the bearing plates (34 or 26). The
spacer washer offers a smooth surface to the load
shoulder of the spring barrel when loading the
spring. The spring when compressed places a
90-pound pressure on the high point of the cam.
The pressure is decreased gradually as the handle
hinge comes to the folded position. Each bearing
plate in turn is distributing the same pressure
on the assembled plungers and rollers (35 and 36,
Figure 7-21) or (27 and 28, Figure 7-22).
k. Bearing plates. The two bearing plates
(34 or 26, Figures 7-21 or 7-22 respectively) are
made of phosphor-bronze rod material. They
consist of a cylindrical plate with a clearance
hole in the center axis that moves axially over
the revolving shaft (28 or 21). Under spring
tension each plate distributes equal pressure to
their plungers (35 or 27). Two square broached
holes are provided in the outer body for the
square stub section of the plungers. The square
section of the plungers and the square broached
holes in the bearing plate maintain proper alignment for the plungers and rollers (35 and 36,
Figure 7-21) or (27 and 28, Figure 7-22), preventing angular movement. The counterbored
recess in each bearing plate centers the plunger
springs (37 or 29) at the lower load end.
l. Plungers. The two plungers (35 or 27,
Figures 7-21 or 7-22 respectively), are made of
corrosion-resisting steel material. Both the main
body sections are a close axial sliding fit in both
reamed holes in the handle hinge and fixed grips
(24 or 17). The hub section is slotted to carry a
plunger roller (36 or 28) with a reamed hole perpendicular to the slotted section to carry each
plunger roller pin (21 or 14). The pin provides
a bearing for the plunger rollers and is riveted
over at assembly. The large section of each
plunger is milled on one side sufficiently to allow
it to clear the inside boss of the hinge section
side wall of each handle hinge and fixed grip.
The square section of the plunger is cut parallel
with the pivot pin hole and the slotted section.
464
Each plunger roller is cylindrical with a reamed
hole through its center axis for a plunger roller
pin (21 or 14), and is a snug fit in the slotted
part of the hub section. The plunger rollers roll
on the hinge cams of the hinge bracket, and
pass the high point of the cam against the
tension of the plunger springs (37 or 29).
m. Revolving grip shafts. The two revolving grip shafts (28 or 21, Figures 7-21 or 7-22
respectively) are made of corrosion-resisting
steel material. The shaft forms the connection
between each revolving grip (26 or 19) through
the spring barrels (25 or 18), plunger springs
(37 or 29), bearing plates (34 or 26), handle
hinge, and fixed grips (24 or 17) to connect with
the outer bevel gear clutch collars (33 or 25)
and each outer bevel gear clutch (4) at the
opposite end. The outer bevel gear clutch collars (33 or 25) are secured to the stem section
of each shaft with a taper pin (22 or 15) in the
hinge section of the fixed grips. The square section of each shaft carries each outer bevel gear
clutch (4) against the spring tension of each
gear clutch spring (1) by means of each retaining
screw (2). The retaining screw extends into a
tapped hole in the square section of each shaft.
n. Outer bevel gear clutch collars. The
outer bevel gear clutch collars (33 or 25, Figures
7-21 or 7-22 respectively) are made of phosphor-bronze material of short length. They provide a
container in which each gear clutch spring (1)
is carried. The collar has a reamed hole in its
center axis with a counterbored section, and
is secured to the stem section of each revolving
grip shaft with a taper pin (22 or 15). Each
gear clutch spring (1) is carried over part of
the stem section and the square section of the
revolving grip shafts (28 or 21). The spring
places a constant pressure against the hub face
of each outer bevel gear clutch (4).
o. Inner and outer bevel gear clutches.
The two sets of inner and outer bevel gear
clutches (3 and 4, Figures 7-21 and 7-22 respectively) are made of phosphor-bronze material.
Both the bevel gear sections have the same
diameter and number of teeth. Each is provided
with a square broached hole. The square
broached hole and the hub sections of the outer
bevel gear clutch (4) move axially in the gear
clutch collar (33 or 25) against each gear clutch
spring (1) on the square section of each revolving
grip shaft (28 or 21).
The hub section of the inner bevel gear clutch
fits in the reamed hole in each hinge bracket
(23 or 16), and further extends on the square
section of the right and left training handle actuating shafts (8 or 4, Figures 7-15 or 7-16, respectively) of the training handle packing gland
assemblies. It extends simultaneously over the
square section of the shaft and in the counterbored recess in each packing retainer (6 or 8).
Each set of inner and outer portion bevel
gear clutches is in mesh in either the folded or
extended position by means of each gear clutch
spring (1). In the folded position both sets of
bevel gears are in relation to each other at 90 degrees,
with both 45 degrees pitch cone line angles. In the extended position both sets of bevel gears act as
universal jaw clutches with all teeth engaged for
the operation of the prism tilt or the change of
power mechanisms.
p. Detent plunger housing. The detent
plunger housing (16, Figure 7-21) is made of
brass-rod material, with an over-all length of
0.812-inch. It differs from the Type II periscope
detent plunger housing (34, Figure 4-43) in
several ways. It is 3/16 inch longer in order to
provide a sufficient shoulder section. The
shoulder section is provided with a square
broached hole to accommodate the square section of the detent plunger (7, Figure 7-21).
In the Type II periscope, this square hole provision was made in the training handle hinge
(28, Figure 4-43).
7O2. Disassembly. The left or right training
handle assembly is disassembled in the following
manner:
1. Remove the two pivot screw lockscrews
(20 or 13, Figures 7-21 or 7-22 respectively)
from the counterbored section seat in the hinge
bracket (23 or 16). These lockscrews are unscrewed from tapped holes in the base of the
hinge bracket.
2. Place either training handle in the folded
position before removing the two training handle
pivot screws (6). This prevents damage to the
outer bevel gear clutch (4) and reduces the
spring pressure. The spring pressure in the folded
position is at a minimum.
465
3. Remove the two training handle pivot
screws (6) from the handle hinge (24 or 17).
The pivot screws are unscrewed from the tapped
holes in the cam walls of the hinge bracket.
Remove the handle hinge from its hinge bracket
by tilting it upward to allow the outer bevel gear
clutch teeth (4) to be removed from the inner
clutch clearance recesses of the two cam side
walls of the hinge bracket (23 or 16).
4. Remove the inner bevel gear clutch . (3)
from the hinge bracket (23 or 16). It will slide
out easily from the outer side.
5. Remove the detent plunger retaining
bushing lockscrew (13, Figure 7-21) from the
detent plunger retaining bushing (10). This lock
screw is unscrewed from a tapped hole in the
detent plunger retaining bushing and spotted
recess in the detent plunger (7).
6. Remove the detent plunger retaining
bushing (10) from the detent plunger (7).
7. Remove the plunger release knob (8)
from the detent plunger housing (16) and detent
plunger (7).
8. Remove the detent plunger retaining
spring bushing (9) using a special wrench, unscrewing it from the internal threaded section in
the detent plunger housing (16).
9. Remove the detent plunger spring (11)
and the detent plunger (7) from the detent
plunger housing (16).
10. Remove the two revolving grip lock nuts
(30 or 23) from the outer part of the revolving
grip (26 or 19). Unscrew the first lock nut using
a special wrench (Figure 7-23), then unscrew
the second lock nut from the threaded periphery
of the revolving grip shaft (28 or 21).
11. Remove the revolving grip (26 or 19)
from the handle hinge and fixed grip (24 or 17)
and the revolving grip shaft (28 or 21). Remove
the graduated index ring (31) or power index
ring (30) with the revolving grip (26 or 19).
The two segment adjusting screws (20 or 13)
and the segment adjusting screw lockscrews (18
or 13) should not be removed unless they are
damaged.
Figure 7-23. Special revolving grip shaft locknut wrench.
466
12. Remove the index ring actuating screw
(38, Figure 7-21), unscrewing it from the tapped
hole in the revolving grip (26) and carrying it
out of the radial slot in the graduated index
ring (31). Remove the graduated index ring.
Remove the power indicating screw (11, Figure
7-22), unscrewing it from the tapped hole in
the revolving grip (19) and power index ring.
Remove the power index ring.
13. Remove either of the gear clutch retaining screws (2) from either of the outer portion bevel gear clutches (4) and the revolving
grip shafts (28 or 21). The retaining screw is
unscrewed from a tapped hole in either revolving
grip shaft.
14. Remove either of the outer bevel gear
clutches (4) and the gear clutch springs (1).
Check either of the outer bevel gear clutches
for reference marks with the square section of
the revolving grip shafts (28 or 21). Should
observations indicate that there are no reference
marks, the repairman should mark the parts as
they are disassembled for proper reassembly
alignment.
15. Remove the taper pins (22 or 15) after
rotating the revolving grip shaft (28 or 21) until
the small end of the taper pin (22 or 15) is lined
up with a drift clearance hole in its respective
wall of the handle hinge and fixed grip (24 or 17).
16. Place a drift punch of suitable size in
either small clearance hole in the fixed grip and
handle hinge (24 or 17).
17. Drive either taper pin (22 or 15) from its
gear clutch collar (33 or 25) and the revolving
grip shaft (28 or 21).
18. Remove the bevel gear clutch collar
(33 or 25) from the evolving grip shaft (28 or 21).
19. Remove the revolving grip shaft (28 or 21)
with its inserted key (29 or 22) from the handle
hinge and fixed grip (24, or 17).
20. Remove the spring barrel lockscrew (19
or 12) from the fixed grip of the handle hinge
(24 or 17) and from its contact with the spring
barrel (25 or 18). This lock screw is unscrewed
from the tapped hole is the handle hinge and
fixed grip.
21. Remove the revolving grip segment stop
screw (32 or 24) from the fixed grip of the handle
hinge (24 or 17). The stop screw is unscrewed
from the tapped hole in the fixed grip of the
handle hinge.
22. Remove the spring barrel (25 or 18) from
the fixed grip of the handle hinge (24 or 17).
Unscrew the spring barrel from the fixed grip
of the handle hinge, using a special guide bushing
and wrench in the load end. Figure 7-24 shows
the guide bushing while Figure 7-25 shows the
spring barrel wrench. Remove the spring barrel
(25 or 18) coil plunger spring (37 or 29), and
spring barrel washer (27 or 20).
23. Remove the two assembled plungers (35
or 27) consisting of the plungers, plunger rollers
(36 or 28) and plunger roller pins (21 or 14) from
the lower reamed holes in the handle hinge
and fixed grip (24 or 17). Check reference marks
of both plungers to insure proper reassembly
alignment. Should observations indicate that
there are no factory reference marks, the repairman should make reference marks at appropriate
places at disassembly to provide for proper
reassembly alignment.
24. It is not necessary to disassemble the
plunger roller pins (21 or 14) and rollers (36 or
28).
25. Remove the bearing plate (34 or 26) from
the fixed grip of the handle hinge (24 or 17).
26. It is not necessary to remove the detent
plunger housing (16, Figure 7-21), and the detent
plunger release knob lockscrew (12) from the
inner grip of the handle hinge (24).
27. It is not necessary to remove the leather
cushions (14 and 15) or (7 and 8) and lockscrews
(17 or 9) from the hinge bracket (23 or 16).
7Q3. Reassembly. The left or right training
handle assembly is reassembled in the following
manner:
1. Check the factory reference marks on each
plunger (35 or 27). The plunger should be replaced in the proper reamed hole in the handle
hinge (24 or 17).
2. Reassemble the bearing plate (34 or 26)
into the fixed grip of the handle hinge (24 or 17).
Place the shallow counterbored section seat
facing the plunger spring (37 or 29). Align the
bearing plate so that its square broached holes
fit on the square section of the plungers (35 or
27). The plungers should move freely with the
bearing plate, as any tendency of tightening
467
Figure 7-24. Spring barrel wrench guide bushing.
Figure 7-25. Spring barrel wrench.
468
would not insure positive spring action to the
handle hinge, and would restrict the handle
from returning to its folded position.
3. Reassemble the spring barrel washer (27 or
20) into the bottom of the spring barrel (25 or
18) and place the coil plunger spring (37 or 29)
on its spring barrel washer.
4. Reassemble the spring barrel (25 or 18)
in the fixed grip of the handle hinge (24 or 17).
The plunger spring should be compressed sufficiently for the spring barrel to engage into the
internal threaded part of the fixed grip of the
handle hinge. Screw the spring barrel in until it
rests on the shoulder of the fixed grip of the
handle hinge, using a special guide bushing and
wrench (Figures 7-24 and 7-25). The plunger
spring is compressed approximately 1 1/8 inch.
5. Insert the spring barrel lockscrew (19 or
12), screwing it into a tapped hole in the fixed
grip of the handle hinge (24 or 17) and further
into the threads in the spring barrel (25 or 18).
6. Insert the revolving grip segment stop
screw (32 or 24) into the fixed grip of the handle
hinge (24 or 17). The segment stop screw extends into a tapped hole in the fixed grip of the
handle hinge and projects further to allow the
adjusting screws of the revolving grip segment
to contact it for full elevation and depression
as a stop screw and for high and low power
magnification.
7. Reassemble the revolving grip shaft (28 or
21), with its inserted hey (29 or 22) into the
spring barrel, (25 or 18), spring barrel washer
(27 or 20), coil plunger spring (37 or 29), bearing
plate (34 or 26), and handle hinge aid fixed
grip (24 or 17).
8. Check the large taper pin hole in the revolving grip shaft (28 or 21) and the outer bevel
gear clutch collar (33 or 25) for proper assembly
of the collar on the shaft. Tap the collar on the
revolving grip shaft (28 or 21) and insert a taper
pin (22 or 15). The taper pin should not be
drive into the collar and shaft excessively, as
it will spread them.
9. Reassemble the outer bevel gear clutch
spring (1) over the square section end of the
revolving grip shaft (28 or 21) acid assemble the
outer bevel gear clutch. (4) compressing the gear
clutch spring. Insert the outer bevel gear clutch
retaining screw (2) into a tapped hole in the
inner end of the revolving grip shaft (28 or 21).
10. Reassemble the graduated index ring (31,
Figure 7-21) on the inner shoulder of the revolving grip (26). Align the elongated circumferential slot over the tapped hole in the
revolving grip.
11. Insert the index ring actuating screw (38)
through the elongated circumferential slot in
the graduated index ring (31) and screw it into
a tapped hole in the revolving grip (26).
12. Reassemble the power index ring (30,
Figure 7-22) on the inner end shoulder of the
revolving grip (19). Align the tapped holes in
the power index ring and the revolving grip
and insert the power indicating screw (11) for
the securement of the power index ring.
13. The segment adjusting screws (20 or 13)
and the segment adjusting screw lockscrews
(18 or 10) were not removed during disassembly.
Therefore, it may be necessary to release the
segment adjusting screw lockscrews (18 or 10)
and make fine adjustments with the segment
adjusting screws (20 or 13) to permit full elevation and depression of the head prism, the necessary slack allowance, and a positive engagement
of the change of power mechanism.
14. Reassemble the revolving grip (26 or 19)
with the assembled graduated index ring (31)
or the power index ring (30) and the index ring
actuating screw (38) or the power indicating
screw (11) over the spring barrel (25 or 18) and
the revolving grip shaft (28 or 21). Align the
inserted key (29 or 22) in the revolving shaft
with the keyseat in the revolving grip. Carry the
revolving grip into the fixed grip of the handle
hinge (24 or 17).
15. Reassemble both revolving grip lock nuts
(30 or 23) on the threaded part of the revolving
grip shaft (28 or 21). Secure each lock nut in
turn with the special wrench (Figure 7-23).
16. Rotate the revolving grip (26, Figure 7-21)
to carry the graduated index ring (31) so that the
full elevation and depression position index lines
coincide with a stationary index line on the
fixed grip of the handle hinge (25). Insufficient or
over-travel of the index ring can be corrected by
the segment adjusting screws (20). The front adjusting screw provides correction for elevation
469
while the rear adjusting screw provides correction for depression.
17. Rotate the revolving grip (19, Figure 7-22)
to carry the power index ring (30) so that the
high- and low-power index lines coincide with
the stationary index line on the fixed grip of the
handle hinge (17). Insufficient or excessive travel
of the power index ring is described in Steps 7,
8, and 9 of Section 7V4.
18. Reassemble the detent plunger (7, Figure
7-21) into the square hole in the detent plunger
housing (16). Check the detent plunger for
proper reference marks so that the plunger 90 degrees
angle point is placed in proper mesh to engage
into a 90 degrees groove on the inner shoulder of the
revolving grip (26).
19. Reassemble the detent plunger spring (11)
and the detent plunger spring bushing (9) over
the detent plunger shaft (7) and place them in
the detent plunger housing (16). Using a special
wrench, screw the detent plunger spring bushing
into the internal threaded section in the detent
plunger housing down to the shoulder. Check
the detent plunger to insure that it moves freely.
20. Reassemble the plunger release knob (8)
over the detent plunger shaft (7) and the detent
plunger housing (16).
21. Reassemble the detent plunger retaining
bushing (10) on the detent plunger shaft (7)
and secure the above plunger retaining bushing
with a lockscrew (13).
22. Reassemble the inner bevel gear clutch (3)
into the reamed hole in the hinge bracket (23
or 16).
23. Reassemble the handle hinge (24 or 17)
over the side walls of the hinge section of the
hinge bracket (23 or 16). Carry the handle hinge
in a sufficiently tilted position to allow the outer
bevel gear clutch (4) to slide into the center
clearance recesses in the inner hinge section
walls of the hinge bracket. Carry the handle
in the folded position, and check the inner and
outer bevel gear clutch teeth (3 and 4) to make
sure that their reference teeth engage properly.
24. The hinge bracket (23 or 16) should be
held in a vise to enable the repairman to apply
sufficient pressure on the two plungers (35 or
27) and the coil plunger spring (37 or 29). Reassemble both pivot screws (6) into the walls of
the hinge section. The pivot screws extend into
the tapped holes in the walls of the hinge bracket
hinge section (23 or 16).
25. Reassemble the two lockscrews (20 or 13)
into the counterbored section seat in the base
of the hinge bracket (23 or 16). The lockscrews
extend into the body clearance holes and tapped
holes in the counterbored section seat in the base
of the hinge bracket (23 or 16).
26. Rotate the knurled plunger release knob
(8, Figure 7-21) to the observing position.
27. Turn the revolving grip (26) slowly to
observe the detent action. The detent should
engage at 0 degree elevation.
28. Insufficient or over travel of the zero
graduation can be corrected by the two adjusting screws located in the segment section of the
revolving grip (26).
29. To make the necessary adjustments to
either training handle assembly requires the
disassembly of both revolving grip locknuts
(30 or 23) and the removal of the revolving grip
(26 or 19).
30. The correction of the detent of the left
training handle assembly cannot be made
until its graduated index ring (31, Figure 7-21)
has been corrected for elevation and depression.
31. Both training handle assemblies are adjusted during the procedure outlined in Section 7V4.
R. HOISTING YOKE ASSEMBLY (ELECTRIC AND HYDRAULIC)
7R1. Description. A hydraulic hoist has been designed to ensure the operational security of a
submarine. It permits silent operation plus split
second timing for the vertical travel of the periscope to and from the observing position.
The alteration of the hoisting yoke used with
the electric hoisting system for use in the
hydraulic hoisting system is easily accomplished.
It necessitates the removal of various parts consisting of the phosphor-bronze locating collar (9,
Figure 7-26), lower ball bearing race (8), split
ring (3), cover ring (2), and wire rope sleeves
(11). Suitable replacements consisting of a new
lower ball bearing race (18), split ring (17), cover
ring (16), and various additions such as two
470
bracket connectors (19), limit stop (22), and
two locknuts (21) constitute the hydraulic
hoisting yoke.
The electric and hydraulic hoisting yoke assemblies are described in the sections discussing
their use. Figure 7-26 shows the electric and
hydraulic hoisting yoke assemblies. All bubble
numbers in Section 7R1 refer to Figure 7-26
unless otherwise specified.
Ill. No.
Drawing Number
Num- ber Re- quired
Nomenclature
1
P-1326-1
1
Hoisting yoke body (electric and hydraulic)
2
P-1326-2
1
Cover ring (electric)
3
P-1326-3
2
Split ring halves (electric)
4
P-1326-4
3
Cover ring lockscrews (electric and hydraulic)
5
P-1326-5
4
Spherical movement and guide stop lockscrews (electric)
6
P-1327-1
2
a. Upper ball bearing race (electric and hydraulic)
7
P-1327-1
2
b. Ball bearings by retainer (electric and hydraulic)
8
P-1327-1
1
c. Lower ball bearing race (electric)
9
P-1327-1
1
d. Phosphor-bronze locating collar (electric)
10
P-1327-2
2
Adjusting nuts for wire rope and hydraulic bracket connectors (electric and by hydraulic
11
P-1327-3
2
7/16 inch wire rope sleeves (electric).
12
P-1327-4
2
Adjusting nut lockscrews (electric)
13
P-1327-5
2
Spherical movement guide stops (electric).
14
P-1327-6
2
Spherical movement stops (electric)
15
P-1448-7
1
Zerk grease fitting (electric and hydraulic)
16
P-1519-1
1
Cover ring (hydraulic)
17
P-1519-2
2
Split ring halves (hydraulic)
18
P-1519-3
1
Lower ball bearing race (hydraulic)
19
P-1520-1
2
Bracket connectors (hydraulic)
20
P-1520-2
2
Plunger rod locknuts (hydraulic)
21
P-1520-3
2
Bracket 11 connector locknuts (hydraulic)
22
P-1520-4
1
Limit stop (hydraulic)
23
P-1520-5
4
Limit stop lockscrews (hydraulic)
24
P-0-0
2
Plunger rods (hydraulic)
a. Hoisting yoke body. The hoisting yoke
body (1) is made of corrosion-resisting steel
material and is utilized for both the electric and
hydraulic hoists. It is cylindrical in shape with
two cable projections located 180 degrees apart. The outer body tapers inward from its large diameter
with rounded corners, thus offering a smooth
surface for safety to personnel when lowering
the periscope in the well of the submarine. Two
cable projections are bored tapered with the
lower face of each having a spherical counterbored seat. The spherical seat accommodates
the spherical face of each wire rope adjusting
nut (10) or the hydraulic bracket connector
adjusting nuts (10) of the hydraulic hoisting
yoke. Each cable projection has a 15 degrees angle slot
for assembly of the 7/16-inch wire rope. Both
cable projections are utilized for the hydraulic
plunger rods by the attachment of two bracket
connectors (19) thus transferring the electric
cable center distance to the greater center distance of the bracket connectors for connection
with the plunger rods (24) of the hydraulic
system.
The internal part is bored with sufficient clearance for assembly around the body tube of the
periscope. The lower face is beveled outward at
30 degrees to allow the spherical movement required
with the self-aligning thrust bearing of the electric
hoisting yoke. Four equally spaced recesses are
provided in the bottom face for assembly of
the spherical movement and guide stops (14 and
13) with each stop secured with two lockscrews (5).
The small counterbored section carries the
phosphor-bronze locating collar (9) for the electric hoisting yoke, and the lower ball bearing
race (18) for the hydraulic hoisting yoke. The
large counterbored Section area directly above
the small counterbored section, serves as clearance to allow the lower spherical face of the
lower ball bearing race sufficient spherical alignment. The lower face of the large counterbored
section is beveled at a 45 degrees angle, to permit sufficient clearance for the electric hoisting yoke
thrust bearing. This large counterbored section
area has no special purpose for the hydraulic
hoisting yoke other than serving to utilize the
same hoisting yoke body. The small counterbored section and the large counterbored section
area carry the upper ball bearing race (6), ball
bearings and retainer (7), lower ball bearing,
471
spherical race (8) and phosphor-bronze locating
collar (9) called the self-aligning thrust bearing.
For the hydraulic hoisting yoke it carries the
upper ball bearing race (6), ball bearings and
retainer (7), and lower ball bearing race (18) of
the thrust bearing.
The small counterbored and threaded section
above the large counterbored section area provides a sufficient threaded section to carry the
cover ring (2) of the electric hoisting yoke. The
outer tapered wall of the hoisting yoke body
is provided with four tapped holes for the assembly of a limit stop (22) for the hydraulic hoisting
yoke. The centerline of the stop is located 72 degrees
from the cable projection, and is secured with
four lockscrews (23).
The upper face is provided with two tapped
holes spotted at assembly to carry the cover
ring lock-screws (4).
The outer wall is provided with a drilled clearance hole and a larger tapped hole section for the
insertion of a Zerk grease fitting (15).
Figure 7-26. Hoisting yoke (electric and hydraulic).
472
b. Self-aligning thrust bearing. The self-aligning thrust bearing for the electric hoisting
yoke consists of four parts divided in the following manner: upper ball bearing race (6), 38 half inch ball bearings and retainer (7), lower ball
bearing race (8), and phosphor-bronze locating
collar (9).
It is subdivided for description in the
following manner:
1. Upper ball bearing race. The upper ball
bearing race (6) is one part of four component
parts which constitute the self-aligning thrust
bearing. It is made of SAE 52100 steel material,
hardened and ground. (Refer to the factory detail drawing.) This race is cylindrical in shape,
with a bored hole and counterbored section.
The bored hole has nominal clearance over the
outer tube (2, Figures 4-15, 6-2, and 7-2).
The periphery is beveled at a 35 degrees angle
to allow sufficient clearance inside the yoke for
self-alignment, with a narrow shoulder section
of the periphery remaining to maintain sufficient wall strength. The counterbored section
carries both halves of the assembled split ring
(3) which fits in the undercut groove in the
lower part of the outer tube body. The lower
face of the race has a cylindrical concave groove
1/16 inch deep and a pitch diameter of 8.470
inches. All sharp corners are stoned off to prevent cracking and chipping the cylindrical
concave groove in its lower face rests on the
38 half-inch ball bearings in the retainer (7).
2. 38 half-inch ball bearings and retainer.
The 38 half-inch ball bearings and retainer (7)
are a part of the self-aligning thrust bearing
made of stainless steel material and are located
in a bronze retainer with 38 equally spaced
ground spherical seats. The ball bearings roll between the cylindrical concave grooves in both
the upper and lower ball bearing races (6 and 8)
in the electric hoisting yoke, to carry the weight
of the periscope. The bronze retainer is cylindrical with a bored hole. It has a nominal clearance over the outer tube, and a nominal wall
thickness, with all sharp corners beveled.
3. Lower ball bearing race. The lower ball
bearing race (8) is a part of the self-aligning
thrust bearing and is made of the same material
as the upper race. It is shaped cylindrically with
a spherical convex face.
It is bored with nominal wall thickness over
the outer tube. The lower face and the periphery
have narrow shoulder sections to provide sufficient wall strength. The upper face has a cylindrical concave groove of the same design as the
upper race. All sharp corners are stoned off to
prevent cracking and chipping. The spherical
convex face rests in the spherical seat of the
phosphor-bronze locating collar.
4. Phosphor-bronze locating collar. The
phosphor-bronze locating collar (9) is a part of
the self-aligning thrust bearing. It is cylindrical
in shape and is bored with sufficient clearance to
allow approximately 3/8 inch self-alignment on
each side. The periphery is a sliding fit in the
small counterbored section in the hoisting yoke
body (1). The collar has a spherical concave seat
to carry the thrust bearing parts (6, 7, and 8).
The self-aligning thrust bearing assembled in
the hoisting yoke body serves to carry the weight
of the periscope plus the downward force created
by the water pressure acting on the periscope.
It also allows the periscope to turn easily through
azimuth. The self-alignment principle serves to
provide a means for equalizing any difference of
the wire rope cable lengths which would otherwise result in the binding of the thrust bearing.
The self-alignment bearing and clearance provided allow for a shortening or lengthening of
each cable of 0.218 inch or a cable differential
of 0.437 inch.
c. Thrust bearing. The thrust bearing of
the hydraulic hoisting yoke is similar to the
self-alignment thrust bearing, as it utilizes the
upper ball bearing race (6) and 38 half inch ball bearings and retainer (7). The
lower ball bearing race (8) and phosphor-bronze locating collar (9) are omitted. A new
lower ball bearing race (18) is made of
the same material as the upper race (6). The
race is cylindrical, with a bored hole having
sufficient wall thickness to carry the weight of
the periscope. All corners are chamfered to
strengthen the race, thus preventing it from
cracking as a result of the shock created by the
hydraulic hoist system. The upper face is provided with a cylindrical concave groove similar
to the lower face of the upper ball bearing race
(6). This race fits into the small counterbored
473
section in the hoisting yoke body (1) with side
clearance.
d. Split ring. The split ring (3) for the
electric hoisting yoke is made of phosphor-bronze material. It is shaped cylindrically, with
the flange section undercut a tap fit in the
counterbored section in the upper ball bearing
race. The bore conforms to the undercut diameter of the outer tube undercut groove, with the
width of the inner shoulder a tap fit in the above
groove.
The flange section is counterbored with a
spherical concave seat with an additional filleted cylindrical recess. The spherical concave
seat allows the split ring sufficient clearance
inside of the counterbored spherical overlapping
guide section of the cover ring (2). The split
ring carries the weight of the periscope in the
counterbored section in the upper ball bearing
race (6).
e. Split ring. The split ring (17) for the
hydraulic hoisting yoke is made of phosphor-bronze material of nominal wall thickness. It is
made cylindrical with the bore conforming to
the undercut diameter of the outer tube undercut groove, and the width of the split ring a tap fit
in the above groove. The ring is slotted through its
center axis, for assembly to the outer tube. Both
halves of the split ring serve the same purpose
as the split ring (3) of the electric hoisting yoke,
that of carrying the weight of the periscope.
The counterbored section of the upper ball bearing race (6) is a tap fir over both assembled halves
of the split ring.
f. Cover ring. The cove ring (2) for the
electric hoisting yoke is made of phosphor-bronze
material add is shaped cylindrically. The periphery is provided with a narrow flange section
in which two clearance holes are countersunk
for the lockscrews (4). These lockscrews secure
the cover ring after adjustments have been
made for the proper clearance. The undercut
threaded, section of the cover ring engages in
the internal threaded section in the hoisting
yoke body (1) the upper part has a raised
overlapping guide section bored with sufficient
clearance around the outer tube for self-alignment. The inside is counterbored at an angle of
16 degrees to the depth of the filleted section, with an
additional counterbored section beveled at 37 degrees.
Both beveled sections allow the thrust bearing
sufficient clearance for self-adjustment.
The spherical overlapping guide section is
provided with a spherical convex shoulder that
rests snugly on the spherical flange section of
the split ring (3). The upper face is provided
with eight equally spaced holes of shallow depth
on an 8 1/2-inch diameter circle for the insertion
of projecting pins of a spanner wrench used in
the assembly or removal of the cover ring. The
cover ring secures the hoisting yoke together,
thus retaining the thrust bearing against the
split ring halves with sufficient clearance for
free rotation.
g. Cover ring. The cover ring (16) for the
hydraulic hoisting yoke is made of phosphor-bronze material and is shaped cylindrical. The
periphery is provided with a flange section with
an undercut threaded section. The threaded
section engages into the internal threaded section in the hoisting yoke body (1). The ring is
bored with sufficient clearance over the outer
tube, with a counterbored section to allow sufficient wall thickness. A small cylindrical shoulder
is provided for the adjustment of the thrust
bearing, so that it has sufficient free rotation.
The upper face is beveled at a 45 degrees angle toward
its bore, allowing a narrow shoulder section.
The upper face of the ring has eight equally
spaced holes of shallow depth for the projecting
pins of a spanner wrench, to assemble or remove
the cover ring.
h. 7/16-inch wire rope sleeve. The two
7/16-inch wire rope sleeves (11) are made of corrosion-resisting steel material. The body section
of each has the periphery threaded to carry
adjusting nuts (10). Two opposite vertical slots
are provided 180 degrees apart in the threaded section,
the entire length and are cut to a depth below
the root of the threads. The recess slot on each
side receives the inserted adjusting nut lockscrew (12) which extends inward from the adjusting nut. Each half turn for adjustment of the
adjusting nut can be secured by the lockscrew
to maintain its adjustment.
The square section located in the lower part
provides a means for attaching a wrench, thus
restricting the sleeve from turning while taking
up the adjusting nut, and preventing any twist
in the wire rope. A narrow undercut radius
474
groove next to the square section allows the
adjusting nut to be carried to the square section for full travel on its threaded periphery of
the sleeve.
The center axis of each has a reamed guide
hole of short length for the wire rope, with the
lower part tapered. The wire rope is inserted
through the reamed hole and extends a sufficient length for spreading. The strands are back
spliced, and separated after splicing, to provide
an enlargement in the tapered section. The wire
rope is now carried back with the built-up section in the tapered part of the sleeve. The sleeve
is heated and filled with molten lead, which adheres to the separated wire rope strands and
fills up the tapered section. It also adheres to
the bored tapered walls of the sleeve. The lead
prevents the wire rope strands from unraveling
and provides a positive means of supporting
the weight of the periscope. The sleeves are
assembled in the cable projections of the hoisting
yoke body (1) with the weight of the periscope
carried on the convex face of the adjusting
nuts in contact with the lower concave seat in
each opposite cable projection.
i. Adjusting nuts. The two adjusting nuts
(10) are made of corrosion-resisting steel material of hexagon design. The upper face of each
nut is provided with a convex face and fits into
the lower seat in each cable projection of the
hoisting yoke body (1). The center axis is provided with a bored and tapped hole, and engages
on the threaded periphery of the 7/16-inch wire
rope sleeves (11). The adjusting nut provides
the adjustment to the wire rope with a tapped
hole in one of the hexagon flats for the
insertion of an adjusting nut lockscrew (12).
This lockscrew maintains each half turn of
adjustment, thus preventing slack in the wire
rope. The adjusting nuts are used for the hydraulic brackets by not using the lockscrews
(12) but using two additional locknuts (21).
j. Spherical movement guide stops. The
two spherical guide stops (13) are made of corrosion-resisting steel material of nominal thickness, width, and length. Two clearance holes with
counterbored recesses are provided for lockscrews
(5). Two corners of the stop are rounded for
assembly in recesses 180 degrees apart in the lower face
of the hoisting yoke body (1). The guide stops
project inward to the center axis of the hoisting
yoke, and are provided with sufficient clearance
over the outer tube of the periscope to guide
the self-aligning bearing and restrict its movement in two directions.
k. Spherical movement stops. The two
spherical movement stops (14) are similar to the
spherical movement guide stops (13) in length
and thickness. The clearance holes and counterbored recesses are similar, and are attached to
the recesses 180 degrees apart and perpendicular to the
recesses for the spherical movement guide stops
(13). The movement stops are narrower in
width, and are provided with a concave seat
conforming to the contour of the outer tube.
The spherical movement stops when assembled
project inward toward the axis of the outer tube
of the periscope to restrict the self-alignment of
the thrust bearing to 3/8-inch movement.
l. Bracket connectors. The two bracket
connectors (19) for the hydraulic hoisting yoke
are made of corrosion-resisting steel material.
Each bracket connector has an offset section for
connection to the plunger rods of the hydraulic
hoist. By utilizing the electric hoisting yoke
body (1) and using both cable projections, it
was necessary to design an offset bracket to
accommodate the greater center distance of
both hydraulic hoist plunger rods (24).
The large flange section of the bracket connector is concentric with the part attached to
the cable projections of the hoisting yoke body
(1). The large flange section is sufficiently thick
with the connector section offset from the center
axis a distance of 5/8-inch. The offset connector
section is cylindrical, with a tapped hole in its
axis of sufficient depth to carry the threaded
part of the plunger rods (24) of the hydraulic
hoist. The large flange section rests on the face
of the cable projection, with a concave section
of the shoulder removed to allow sufficient
clearance for the removal of the cover ring (16).
The removed section is located opposite the
offset connector section, and has a concave seat
to conform to the contour of the cover ring.
The taper section below the large flange section fits in the tapered hole in each cable projection of the hoisting yoke body (1) with a
threaded section that carries an adjusting nut
(10) and a locknut (21). The plunger rods (24)
475
of the hydraulic hoist are secured in the offset
section of each bracket connector with a locknut (20).
m. Limit stop. The limit stop (22) for the
hydraulic hoisting yoke (1) is made of phosphor-bronze material. The stop is made from a section
of a large cylindrical ring having a flange section. The ring is bored and counterbored with
a 14 degrees 2' wall to conform to the periphery
of the hoisting yoke. The counterbored section
has a stepped shoulder that rests on the upper
face of the hoisting yoke body. Four clearance
holes are provided in the wall to secure the stop
to the periphery of the hoisting yoke body, by
means of four tapped holes spotted at assembly
for lockscrews (23). Refer to the hoisting yoke
body plan for the correct location of the limit
stop. The cylindrical ring will produce 21 full
limit stop pieces which are cut at approximately
an angle of 16 degrees 28' width. The flange section is
finished with a 7-inch radius located from a
12.250-inch diameter circle.
The limit stop of the hoisting yoke body serves
to restrict the elevation of the periscope at the
observing position. When the periscope is elevated to the observing position by means of the
TO RAISE position of the ship's hydraulic system control valve, the limit stop contacts the
operating linkage of the control valve. The linkage shifts the control valve to the NEUTRAL
position, closing the supply and return ports.
The trapped oil in the lower part of the plunger
pistons in the cylinders will hold the periscope
in the elevated position.
7R2. Operation of hydraulic control valve of the
hydraulic hoist system. The control valve of this
system has three positions, namely: TO RAISE,
NEUTRAL, and TO LOWER.
1. The NEUTRAL position of the control
valve allows the supply and return ports to
remain closed.
2. The TO RAISE position of the control
valve allows the supply port to open to the
high-pressure side of the ship's hydraulic system.
The high-pressure system supplies sufficient oil
volume below the plunger pistons for elevation.
This volume of oil below the pistons is under an
approximate pressure of 600 psi.
3. The TO LOWER position of the control
valve closes the supply port, and the return
port is open to the low-pressure side of the hydraulic system. The weight of the periscope
action on the volume of oil below the plunger
pistons allows the periscope to be lowered into
the well against the oil in the cylinders at a
slightly faster rate of speed than for elevation.
There is no limit stop in the well to restrict
the lowering of the periscope. The bumper is the
only stop and when contacting the bumper,
the periscope has an approximate bounce of
3/8-inch. Elevation of the periscope is accomplished in approximately eleven seconds, while
it is lowered in approximately seven seconds.
The pressure on the return side of the hydraulic system, plus whatever friction exists in
the return piping, is the resistance pressure on
which the plunger pistons allow the periscope
to be lowered of its own weight.
S. OPTICAL SYSTEM
7S1. Principles of periscope systems. The principles
discussed in Section 4U1 apply equally well to
the Type IV periscope except as noted below:
a. Magnifying power. While both, powers
are the same as those of the Type II or Type III,
the arrangement of telescopes in the Type IV
for obtaining the 6X and 1.5X magnifications is
different; therefore, omit the list of component
telescopes in Section 4U1, 2 and substitute the
following list:
Low Power
High Power
Galilean telescope
1/4 X
out
Upper main telescope
1/3.56 X
1/3.56 X
Lower main telescope
21.2 X
21.2 X
(Combined product)
1.5 X
6 X
b. Field of view. Same as Type III.
c. Image brightness.
476
1. Absorption-reflection losses. In respect .
to transmission efficiency, the Type IV is practically the same as the Type III. See Section 6S1, 3a.
Type IV Periscope
Low Power
High Power
Total of axial thicknesses
248 mm
233 mm
No. of air-crown surfaces
15
14
No. of air-flint surfaces
11
8
No. of silvered-glass surfaces
2
2
Sources of loss and the transmission resulting
therefrom are:
Absorption, by glass
73.20%
76.70%
Reflection, by glass-air
28.31%
35.09%
Reflection, silver-glass
88.36%
88.36%
Theoretical TRANSMISSION (not coated)
18.8%
23.8%
No figures are available for actual measurements of the Type IV with optics uncoated and
coated; however, approximately double the
above percentages of incident light would be
transmitted if the optical elements have the
magnesium fluoride coating.
2. Effect of pupillary size. In respect to the
effect of pupillary size, see Section 4U4, b. The
Type IV periscope is designed for night use and,
consequently, differs from the preceding two
types in that it has an exit pupil of 7-mm diameter, whereas the exit pupil of the two day
periscopes is 4 mm in diameter. If the same
amount of light were to enter, for example, the
Type II and the Type IV, the latter would permit about 3 times as much light (49/16) to
emerge because of the larger area of it exit pupil.
It must bet remembered, however, that at night
there is usually a great deal less light at the
target.
Also, the exit pupil of the Type IV is not quite
a full circle inasmuch as the two main objectives
have a minor chord segment ground off each
to permit space in the instrument for the waveguide. The area then of the actual exit pupil
is only 99.5 percent of what it would be if the
two objectives were full circles. Actually, the,
deformity of the exit pupil is not apparent at
the eye point.
3. Central and oblique brightness. This
is essentially the same as that in the Type II.
See Section 4U4-c. The portion of oblique raybundles that are lost because of the cut-off
segments of the two main telescope objectives
is small compared to the total amount of light
that is transmitted.
d. Head prism. The head prism is identical
to that in the Type III, except that it is larger,
thus allowing a 42-mm entrance pupil.
7S2. Principles of target ranging devices. For principles of the telemeter, refer to Section 4U7-a.
Omit Section 4U7, b, because the Type IV
periscope is not equipped with a lower (split)
objective lens or stadimeter.
The ranging in the Type IV is accomplished
by means of an ST electronic device, which is
attached to the base of the periscope.
7S3. Optical maintenance.a. Arrangement of
optical elements. See Figure 7-27, page 378.
b. Method of tracing rays. This section is
similar to the Type III. See Figure 7-27, page
378.
c. Method of removing parallax caused
by gas pressure. This section is identical to the
Type III except for the distances the various
lenses must be shifted:
1. For all the lenses following the telemeter
lens, the periscope eyepiece lens, before gassing,
must be shifted toward the lower objective lens
an amount equal to 1.25 mm. This is accomplished by setting the eyepiece lens to -0.25
diopters. Then, after the instrument is gassed
and the eyepiece shifted back to its zero setting,
it will be found that there is no parallax in that
part of the system following the telemeter lens.
2. To compensate 1for lenses preceding the
telemeter lens, the following target distances
are used:
Type IV Periscope
Target Distance
Periscope in high power
4,800 feet
Periscope in low power
62 feet
The setting of the image-forming optics must
first be performed for the system in high power.
This setting of the upper-main-telescope eyepiece lens must not be disturbed when the low power compensation is undertaken.
477
T. REASSEMBLY OF THE UPPER AND LOWER TELESCOPE SYSTEMS AND
GALILEAN TELESCOPE SYSTEM
7T1. Reassembly of the upper and lower telescope
systems and skeleton head assembly. This procedure is performed in the following manner:
1. Reassembly of the upper telescope system
Part I together with Part II. Reassemble the
upper part of the sixth inner tube section upper
end coupling (4, Figure 7-7), in the lower part
of the seventh inner tube section (79, Figure
7-6). Check reference marks of both the sixth
inner tube section upper end coupling and the
seventh inner tube section for proper reassembly
alignment. Secure them together by the insertion of 24 lockscrews (87). These lockscrews are
inserted in countersunk clearance holes in the
lower part of the seventh inner tube section
and screwed into tapped holes in the upper
alignment section of the sixth inner tube section upper end coupling.
2. Reassembly of the lower telescope
system Part I together with the upper telescope system Part II. Reassemble the upper
part of the third inner tube section (1, Figure
7-10) on the lower part of the fourth inner tube
section lower end coupling (40, Figure 7-7).
Check reference marks in similar manner to
Step 1. Secure them together by the insertion
of 24 lockscrews (10, Figure 7-10). These lockscrews are inserted in countersunk clearance
holes in the upper part of the third inner tube
section an screwed into the tapped holes in
the lower alignment support section of the fourth
inner tube section lower end coupling.
3. Reassembly of the lower, telescope
system Part II eyepiece skeleton assembly
together with the lower telescope system
Part I. Reassemble the eyepiece skeleton (42,
Figure 77-11) to the lower flange of the first inner
tube section Figure 7-10). The alignment
dowel pin (37, Figure 7-10) in the lower flange
of the first inner tube section engages in a reamed
hole in the upper small shoulder flange of the
eyepiece skeleton to reestablish the factory
alignment. Secure both flanges together by the
insertion of seven lockscrews (40, Figure 7-11).
These lockscrews are inserted in clearance holes
in the upper flange of the eyepiece skeleton
and screwed into the tapped holes in the lower
flange of the first inner tube section.
4. Reassembly of the head prism drive
shaft section and its continuations. Reassemble the head prism drive shaft section
(61, Figure 7-6) and its continuations (4 and
15, Figure 7-10) to the connection point located
at the upper part of the first inner tube section
(31). The shaft section continuations are carried
upward through various clearance holes in the
coupling flanges and the head prism drive shaft
guides which are attached to or part of the
second, third, fourth, fifth, sixth, seventh, and
eighth inner tube sections. The head prism drive
shaft noise eliminators are reassembled to the
head prism drive shaft section and its continuation at the second, fourth, fifth, sixth, and
eighth inner tube sections. The head prism drive
shaft section and its continuations can be reassembled at the lower part of the first reduced
tube section as the connection point and then
carried downward; however, in this manner it
is carried through in the inverse order to that
used with the upward method.
5. Reassembly of the head prism drive
shaft and its continuations. Reassemble the
head prism drive shaft (33, Figure 7-10) and its
continuation (48, Figure 7-11) with the assembled head prism drive shaft universal coupling
(34, Figure 7-10) to the connection point located
at the upper part of the first inner tube section.
The lower stub end of the shaft continuation
(48, Figure, 7-11) with the inserted woodruff key
(46) is carried downward through the elongated
holes in the lower flange of the first inner tube
section (31, Figure 7-10) and the small and large
flanges of the eyepiece skeleton (42, Figure 7-11).
Check the alignment of the inside keyway of the
universal coupling, turning the shaft continuation for proper engagement of the inserted
woodruff key.
6. Reassembly of the lower end of the
long head prism drive shaft section to head
prism drive shaft universal coupling. The
stub end of the head prism drive shaft section
continuation (15, Figure 7-10) should be slid
clear of the upper flange of the first inner tube
section to allow the upper part of the head
prism drive shaft universal coupling (34) to
swing next to the wall of the first inner tube
478
section. Check the taper pin holes of both the stub
end of the shaft continuation and the universal
coupling before assembly. Insert the taper pin
(36) in the lined up holes of the assembled
universal coupling and the shaft continuation
(15).
7. Reassembly of the assembled head
prism drive shaft sections. Reassemble the
assembled head prism drive shaft section (21,
Figure 7-6) and its shaft continuation (30) with
the attached spherical bushing (49) and head
prism drive shaft universal coupling (45). The
lower half of this assembly is attached to the
head prism drive shaft section (43), the attached
spherical bushing (58), its shaft continuation
(52) with the attached head prism drive shaft
universal coupling (54). Carry the above assembled arts to the connection point located at the
lower part of the first reduced tube section (51)
and place them through the flange clearance
holes in the 1st, 2nd, 3rd, and 4th reduced tube
sections (51, 42, 28, and 20).
8. Reassembly of the upper end of the
long head prism drive shaft section to the
head prism drive shaft universal coupling.
Check the taper pin holes in the lower part of
the head prism drive shaft universal coupling
(54, Figure 7-6), and the stub section of the head
prism drive shaft section (61). After alignment,
reassemble the stub section of the shaft in the
lower part of the coupling and insert the taper
pin (56).
9. Follow the procure of Step 1 in Section
7F4 to clean the fifth reduced tube section (1)
and the upper eyepiece lens mount (18) and
its clamp ring (6).
10. Follow the procedure of Step 10 in Section
7F4 to clean the upper eyepiece lens (2).
11. Reassembly of the fifth reduced tube
section. Place the upper eyepiece lens (2) in
the upper eyepiece lens mount (18) with its
flint element resting in the shoulder seat of the
mount.
a. Screw the upper eyepiece lens clamp ring
(6) into the internal threaded section in the
upper eyepiece lens mount (18) against the
crown element of the upper eyepiece lens (2).
The lockscrew holes of the mount and clamp
ring should coincide when the upper eyepiece
lens is tightened sufficiently.
b. Insert and secure the upper eyepiece lens
clamp ring (6) with its lockscrew (12). Insert
the lockscrew in a countersunk clearance hole
in the mount and screw it into the tapped hole
in the clamp ring.
c. Place the assembled upper eyepiece lens
mount (18) in the lower part of the fifth reduced tube section (1), and ascertain that the
clamp ring faces downward.
d. Insert the upper eyepiece lens mount axial
alignment screw (9) in the axial slot in the fifth
reduced tube section (1), and screw it in the
tapped hole in the upper eyepiece lens mount
(18).
(12. Reassembly of the fifth reduced tube
section to the fourth reduced tube section. Reassemble the lower flange of the
fifth reduced tube section to the upper flange of
the fourth reduced tube section. The head prism
drive shaft universal coupling (23) is carried
through a clearance hole in the upper flange of
the fourth reduced tube section as is the alignment dowel pin (15) to engage in a reamed hole
in the same flange. The dowel pin reestablishes
the factory alignment. The alignment projection of the lower flange of the fifth reduced tube
section extends into the upper part of the fourth
reduced tube section. The lower part of the head
prism drive shaft universal coupling (23) is
reassembled to the stub section of the upper part
of the head prism drive shaft section (21) as the
fifth reduced tube section is reassembled, checking the alignment of the taper pin holes of the
coupling and the shaft.
a. Secure the fifth reduced tube section (1) to
the fourth reduced tube section (20) by the
insertion of six lockscrew (10). These lockscrews
are inserted in clearance holes in the lower flange
of the fifth reduced tube section and screwed
into tapped holes in the upper flange face of the
fourth reduced tube section.
b. Secure together the lower part of the head
prism drive shaft universal coupling (23) and
the stub section of the head prism drive shaft
section (21) by the insertion of a taper pin (26).
13. Reassembly of the skeleton head assembly to the upper flange of the fifth
479
reduced tube section. Reassembly of the skeleton
head assembly (Figure 7-5) to the upper flange
of the fifth reduced tube section (1, Figure 7-6)
proceeds in the following manner: Depress the
head prism (1, Figure 7-5) to full depression and
turn the quadruple screw shaft (16, Figure 7-6)
carrying the quadruple screw follower (3) to
the position used for disassembly of the skeleton
head, which is the full elevated position.
a. Reassemble the head prism actuating rack
(65, Figure 7-6) and engage its dowel pins (56)
in the reamed dowel pin holes in the quadruple
screw follower (3, Figure 7-6). Reassemble the
skeleton head assembly to the upper flange of
the fifth reduced tube section (1). As the skeleton
head reamed alignment dowel pin hole engages
on the dowel pin (15) projection of the fifth
reduced tube section, it reestablishes factory
alignment. The head prism is slowly shifted to
full elevation. When the flange faces of both the
skeleton head and the fifth reduced tube section
are in contact, the quadruple screw shaft (16)
is turned to depress the head prism (1) sufficiently to relieve any strain in its mechanism in
the full elevated position.
b. Support the skeleton head assembly while
insetting the six lockscrews (10). These lockscrews are inserted in clearance holes in the upper
flange of the fifth reduced tube section and
screwed into the tapped holes in the base of the
skeleton head.
c. Insert the three lockscrews (41, Figure 7-5)
in the clearance holes in the head prism actuating
rack (65). These lockscrews are screwed into
tapped holes in the quadruple screw follower
(3, Figure 7-6), securing the head prism actuating
rack to the quadruple screw follower.
d. The assembled inner tube sections of the
periscope are now ready for the procedure of
collimation.
U. FINAL COLLIMATION
7U1. Collimation of upper and lower telescope
system in high power. 1. Check the height of the
Sperry-Kollmorgen collimator by using the boresight and grooved crossline disks having a diameter of 6.875 inches in similar manner to that
shown in Figure 4-72, for the assembled inner
tube section offset optical axis. It is 0.125 inch
higher than its mechanical axis. Refer to the
procedure described under Section 4V10 for the
setting of the azimuth disk plate (6, Figure 4-69)
to 90 degrees.
2. Loosen the wedge lock bolt (11) and wedge
lock (10) sufficiently to swing the index line of
the collimator base plate (7) into coincidence with, the 0 degree numeral graduation on the azimuth
disk plate (6). Secure the wedge lock (10)
with the wedge lock bolt (11). Check the collimator reticle. It should be located at the
infinity setting (Figure 4-71),
3. Place the inner tube sections assembled
in the V-blocks of the collimated optical I-beam
bench, or adjustable optical benches of a tender,
in a horizontal position. The head prism should
be placed at 0 degree line of sight and centered in the
field of the collimator.
4. Rotate the inner tube in the V-blocks to a
position for vertical collimation, with the eyepiece end of the periscope facing upward.
5. Remove the eyepiece lens mount (78,
Figure 7-11) with the assembled eyepiece lens
(33), eyepiece lens clamp ring (15), and its
lockscrew (70) by unscrewing the eyepiece dens
mount from the eyepiece prism front retaining
plate (22).
6. Place the threaded periphery of the eyepiece alignment jig (Figure 4-50) in the internal
threaded section in the eyepiece prism front
retaining plate (22, Figure 7-11) of the eyepiece
skeleton assembly. Screw the jig into the
retaining plate until the shoulder of the jig is a
metal-to-metal contact with the shoulder of the
retaining plate.
7. The parallel position of the outer face
of the alignment jig is determined with the use
of a dial indicator attached to a surface gage.
8. The surface gage is used on the face of the
I-beam bench, with the dial indicator set with
sufficient tension on the outer face of the alignment jig.
480
9. Keep a firm pressure on the base of the
surface gage while checking each side of the
outer face of the alignment jig, (Figures 4-58
and 4-59).
10. Rotate the inner tube on the V-blocks until both outer faces opposite the bored hole
in the jig indicate equal height, as determined
by the dial indicator pointer. This places the
centerline of the emerging rays of light in
the vertical direction and the light rays enter
the head prism in the same direction.
11. Secure the V-block clamps by turning the
adjusting knobs of the clamp brackets (Figures
4-58 and 4-59). Check the face of the alignment
jig again to detect any variation and make
corrections in the same manner as before.
12. When the eyepiece alignment jig is in a
true parallel plane and well clamped, collimation
of the instrument commences.
13. Remove the eyepiece alignment jig and
replace the assembled eyepiece lens mount which
was removed in Step 5, by screwing it into the
eyepiece prism front retaining plate (22, Figure
7-11). Check the inner surface of the eyepiece
lens and eyepiece prism front surface for cleanliness before reassembly of the eyepiece lens
mount (78) in the eyepiece prism front retaining
plate.
14. The position of the lower objective lens
mount (5, Figure 7-10) a the third inner tube
section (1) and the upper objective lens mount
(82, Figure 7-6) in the seventh inner
tube section
(79) should remain in their original factory
settings Mess a lens is replaced because of
damage. A renewal of any one or both lenses
requires a resetting of the lockscrew holes of
both mounts in their respective inner tube
sections.
15. The telemeter lens of the upper telescope
system is used as a target for collimation of
the lower telescope system.
16. To determine the correct position of the
lower objective lens, the mechanical eyepiece
prism travel of 0.920 inch or 23.85 mm is adjusted to allow a variance of travel for plus or
minus to arrive at 0 diopter reading at atmospheric pressure.
17. The mechanical travel is measured by the
assembled counterweight halves (37 and 39,
Figure 7-11) from its upper and lower positions.
The zero diopter reading at atmospheric pressure is determined by a measurement of 0.571-inch distance between the lower stop of the
assembled counterweight and the lower face
of counterweight for minus diopters. The remaining distance from the upper face of the counterweight to its upper stop screw heads should
measure 0.349 inch for plus diopters. The zero
diopter reading at atmospheric pressure is now
compensated at 1.25 mm minus for the introduction of gas.
18. Set the assembled upper objective lens
mount (82, Figure 7-6), 1/4-inch from the lower
end of its travel temporarily. The assembled
lower objective lens mount (5, Figure 7-10) is
now moved axially until sharp definition is
detected on the telemeter lens. Secure the lower
objective lens mount with four lockscrews (9)
after obtaining sharp definition on the telemeter
lens.
19. The collimation of the lower telescope
system is accomplished by the axial movement
of the upper objective lens mount. This brings
the eyepiece prism mount arrangement into
focus with the telemeter lens within the prescribed limits of -3 and +1 1/2 diopters.
20. In checking the essential travel of the
assembled eyepiece prism mount (18, Figure
7-11) which should be 25 mm, diopter lenses are
used. Minus and plus lenses must be inserted
in the auxiliary telescope adapter (Figure 4-57)
to obtain the minus and plus diopter settings.
21. Insert a -1 1/2 diopter lens in the auxiliary
telescope adapter, owing the counterweight
up to its stop for full travel; the stop is the
opposite screw heads of two lockscrews (40,
Figure 7-11) in the small flange of the eyepiece
skeleton. This causes the eyepiece prism mount
to move downward. Check the definition of the
telemeter lens to ascertain that it will fade
slightly at the end of the prism travel. It is
necessary to move the upper objective lens
axially to make this definition check.
22. Insert the +3 diopter lens in the auxiliary
telescope adapter, and bring the counterweight
to its lower stop. The two lockscrews (40)
481
opposite each other 180 degrees in the large flange of
the eyepiece skeleton have washers below their
heads, and are the same size as the screws used to
secure the eyepiece box to the eyepiece skeleton.
The downward movement of the counterweight
carries the assembled eyepiece prism mount
to its upward position. Check the definition
of the telemeter lens to be sure that it will
fade slightly at the end of the prism travel. It
may be necessary to move the upper objective
lens axially to make this definition check also.
23. Continue the procedure of Steps 21
and 22 until a slight overtravel is observed
at both -3 and +1 1/2 diopters.
24. Upon completion of the collimation of
the lower telescope system, secure the upper
objective lens mount (82, Figure 7-6) to the
seventh inner tube section (79) with four
lockscrews (86).
25. Move the assembled upper eyepiece
lens mount axially until a clear, well-defined
image is apparent. The upper eyepiece lens
mount is not secured until the completion of the
orientation of the telemeter lens and collimation
for parallax elimination on the distance target
of the collimator reticle set to 4800 feet.
7U2. Orientation of the telemeter lens. The telemeter lens is oriented in the following manner:
1. Loosen the wedge lock bolt (11, Figure
4-69) and the wedge lock (10) sufficiently to
allow the Sperry-Kollmorgen collimator; base
plate (7) to swing through, azimuth for an
elevation of 45 degrees and depression of 10 degrees.
2. Check the position of the in tier tube sections in the V-blocks to ascertain that the head
prism is spotted centrally oven the collimator
axis.
3. Check the Galilean telescope system to
ascertain that the instrument is in high power.
4. The telemeter lens line is oriented or
squared to the vertical crossline of the collimator
reticle.
5. Loosen the angular alignment screw (35,
Figure 7-6) to allow free angular movement
of the telemeter lens mount (31).
6. Rotate the telemeter lens mount, tapping
the angular alignment screw (35) lightly while
observing the orientation procedure. The repairman should direct his helper for the amount of
angular movement required until the telemeter
lens line is parallel with the vertical crossline
of the collimator reticle. Secure the telemeter
lens mount (31) temporarily with the angular
alignment screw (35).
7. Check the parallelism of the telemeter
lens line with the vertical crossline of the
collimator reticle after temporary securement
and make any corrections that are necessary.
8. Elevate and depress the head prism and
Sperry-Kollmorgen collimator through azimuth
for an elevation of 45 degrees and depression of 10 degrees.
Check the parallelism of the telemeter lens line
with the vertical crossline of the collimator
reticle in the above degrees of azimuth. It
should remain properly oriented.
9. Recheck the telemeter lens line after
securing, to detect any change which may have
taken place during the securement of the two
telemeter lens mount lockscrews (38).
7U3. Collimation of the high power system free of
parallax on the Kollmorgen distance collimator function at atmospheric pressure. This operation is
carried out in the following manner:
1. Check the Sperry-Kollmorgen collimator
index line on its base plate (7, Figure 4-69)
to ascertain that it is in coincidence with the 0 degrees
graduation of the azimuth disk plate (6).
Secure the wedge lock (10) with the wedge lock
bolt (11).
2. Release the lock ring (51) and turn the
reticle lens mount actuating sleeve (53) clockwise six graduations as indicated by the micrometer graduation and the micrometer vernier
arm (57), securing the lock ring (51) snugly
against the reticle lens mount end bushing
(52). This places the reticle lens (60) and its
mount (42) at the 4800-foot distance target
position. Figure 7-28 shows the correct position
of the reticle lens mount actuating sleeve in
relation to the micrometer vernier arm and the
range table in Section 4V8, under the first
function for the proper position of the reticle
lens at this 4800-foot distance.
3. Place the auxiliary telescope at the eyepiece
lens of the periscope. Set the diopter reading of
482
the auxiliary telescope at infinity for the observer. Focus the periscope to zero setting at
atmospheric pressure or minus 1/4 diopter.
4. The upper eyepiece lens mount (18, Figure
7-6) is moved axially upward approximately
0.3 mm until the image of the collimator reticle
is apparent on the telemeter lens. The upper
eyepiece lens mount focuses the upper eyepiece
lens (2) on the collimator reticle.
5. At this setting, the auxiliary telescope
is focused from plus diopter to the observer's
diopter reading, to-make sure that the telemeter
lens and the collimator reticle are in sharp
definition. At this reading no parallax should
be apparent on the telemeter lens.
6. Secure the upper eyepiece lens mount (18)
with the axial alignment screw (9) and two
lockscrews (11).
7. Check the procedure of Step 5, after
securing the upper eyepiece lens mount, to
detect any apparent change which may have
taken place.
7U4. Collimation of the Galilean telescope system
to the high power system, and free of parallax on
the Kollmorgen distance collimator function at
atmospheric pressure. This operation is performed
in the following manner:
1. Follow the procedure described under
Steps 1 and 3 of Section 7U3.
2. Using the 4800-foot distance target setting
of the collimator, move the Galilean eyepiece
lens mount (7, Figure 7-5) in the internal threads
in the housing (6) until the image of the target
is apparent on the telemeter lens. At this
setting the auxiliary telescope is focused from
plus diopter to the observer's diopter leading
to check that the telemeter lens and the collimator, reticle are in sharp definition. At this
reading no parallax should be apparent on the
telemeter lens. Secure the Galilean eyepiece
lens mount (7) temporarily with the lockscrew
(50).
3. The Galilean telescope system lenses
operate through 90 degrees for change of power and,
therefore, must be collimated to the fixed
high power magnification series of telescope
systems.
Figure 7-28. Collimator reticle lens set at 4800-foot
target distance.
4. The Galilean eyepiece lens mount housing
(6) is provided with two elongated holes to
permit adjustment and to correct its mechanical
axis by means of an optical axis movement of the
Galilean eyepiece lens (2).
5. Loosen the three lockscrews (9) sufficiently
to adjust the. Galilean eyepiece lens mount
housing (6). The optical axis of the Galilean
telescope system is collimated to the optical
axis of the high power system with a minimum
of vertical and horizontal displacement tolerance allowance.
6. The horizontal displacement of the collimator reticle crossline image of low power
is collimated to superimpose with the telemeter
lens line of high power to within a tolerance of
2 minutes of arc. The collimator reticle crossline
is superimposed with the telemeter lens line
in high power; therefore, the change of power is
necessary for determining the proper relationship of the low power system with the securement of the three lockscrews (9) each time.
7. The vertical displacement of the centerline of sight of low power is collimated to
superimpose with the centerline of sight of high
power within a tolerance of 30 minutes of arc.
Use the horizontal crossline of the collimator
reticle as a reference for the change of power to
determine the proper relationship of the low
power system with the securement of the three
lockscrews (9) each time.
8. After the periscope has been used extensively, the V-grooves in the right side faces
of the Galilean eyepiece lens and the objective
lens cubes may become worn. The hardened
483
Figure 7-29. Collimator reticle lens set at 62-foot
target distance.
pawls, working in the V-grooves, cause the
edges of the V-grooves to become rounded. This
excessive wear will cause a decided displacement
of a horizontal target as well as a pronounced
general aberration.
9. Follow the procedure described under
Section 4F3, Step 25, for checking the Galilean
eyepiece lens and objective lens cubes (4 and 5).
10. Release the lock ring (51, Figure 4-69),
and turn the reticle lens mount actuating sleeve
(53) clockwise from infinity 14 complete turns
and 25 graduations, as indicated by the micrometer
0 degrees graduation of the actuating sleeve (53)
and the micrometer vernier arm (57). Secure
the lock ring (51) snugly against the reticle
lens mount end bushing (52). This places the
reticle lens (60) and its mount (42) at the 62-foot
distance target position. Figure 7-29 shows the
correct position of the reticle lens mount
actuating sleeve in relation to the micrometer
vernier arm and the range table in Section 4V8
under the first function for the proper relation
of the reticle lens at this 62-foot distance.
11. Loosen the lockscrew (50, Figure 7-5)
and focus the Galilean eyepiece lens mount (7)
in the internal threads in the Galilean eyepiece
lens mount housing (6), screwing out the mount
with the Galilean eyepiece lens (2) until
the image of the collimator reticle is apparent
on the telemeter lens.
12. At this setting, the auxiliary telescope
is focused from plus diopter to the observer's
diopter reading, as a check that the telemeter
lens and the collimator reticle are in sharp
definition. At this reading, no parallax should
be apparent on the telemeter lens.
13. Secure the Galilean eyepiece lens mount
(7) with its lockscrew (50).
V. FINAL ASSEMBLIES AND CHECKING
7V1. Soldering precautions of antenna array and
waveguide. In the silver-soldered butt joint between the waveguide attached to the antenna
array and the long length extending to the bottom plug assembly, the following precautionary
measures are recommended:
1. Singe the important surface to be kept
clean and free from gobs of solder is the inside
surface of the tubing, this surface, should be
coated with powdered whiting or powdered
chalk before starting the soldering operation.
2. The contact surfaces should be smooth and
clean before soldering.
3. A major consideration is the avoiding of
any deformity or warping in the tubing, and
for this reason it is advisable to localize the
heat to as small a length of the tubing as possible, but at the same time heating the joint
uniformly. It is also desirable to make the soldering operation as brief as possible, so that a
larger torch than would ordinarily be used for
material of this size should be selected in
order to obtain an intense localized heat.
4. Experience has indicated that the warping
problem presented by the silver-soldering of the
thin-walled waveguide is one which can be coped
with only through practice. In view of the high
tolerance (+-.005 inch) which must be maintained on the original shape and the inside
dimensions of the tubing, it is recommended
that short pieces of waveguide be used for
experimental joints until confidence is obtained
in the ability to maintain the shape and dimensions of the tubing, and in the ability to produce
a neat joint on the inside of the waveguide,
free from gobs of solder or other discontinuity.
7V2. Cleaning and assembly of waveguide and
reassembly of power shifting tapes.a. Cleaning of
antenna array and waveguide. 1. Place
the antenna array and waveguide on two
supports, allowing both ends to be raised, while
484
the center will sag to the deck about 4 feet.
The perforated section of the antenna array
is placed upward.
2. Attach the funnel spout (Figure 7-30)
in the lower end of the waveguide.
3. Fill the waveguide with approximately
1 gallon of carbon tetrachloride.
4. Lower the antenna array end over a deep
pan and at the same time raise the lower end
of the waveguide as high as possible.
5. Rotate the antenna array and waveguide
180 degrees while in the raised position, allowing the
carbon tetrachloride to be drained into the deep
pan.
6. Attach the air hose adapter (Figure 7-31)
sliding it over the antenna array and securing
it in place with an additional clip at its lower
end.
7. Attach the air hose to the cylindrical
air line projections of the air hose adapter
alternately and blow out the carbon tetra
chloride until the antenna array and waveguide
are dry.
8. Precaution: The fumes of carbon tetrachloride are dangerous to personnel and the
flushing with this chemical must be done in the
open air.
9. Filter the carbon tetrachloride and carry
out the above procedure twice.
Figure 7-30. Waveguide funnel.
485
10. After flushing the antenna array and
waveguide with carbon tetrachloride twice,
it should be flushed with alcohol and blown out
with air in similar manner. (Use clear alcohol.)
11. When the antenna array and waveguide
are dry, the perforated sections of the antenna
array and the lower end of the waveguide are
sealed off with masking tape, thus preventing
the entrance of foreign matter.
b. Reassembly of waveguide. 1. Place
the waveguide clamp plate (71, Figure 7-6)
with its inserted dowel pins (72) in the waveguide clamp bracket (73) located on the lower
part of the eighth inner tube section (60).
2. Place the two waveguide clamp plates
(10, Figure 7-7) with their inserted dowel pins
(11) in their respective waveguide clamp
brackets (12) located on the upper and lower
parts of the sixth inner tube section (1).
3. Place the two waveguide clamp plates
(28) with their inserted dowel pins (29) in their
respective waveguide clamp brackets (30) located
on the upper and lower parts of the fifth inner
tube section (19).
4. Place the two waveguide clamp plates
(47) with their inserted dowel pins (48) in
their respective waveguide clamp brackets (49)
located on the upper and lower parts of the
fourth inner tube section (37).
5. Place the waveguide clamp plate (23,
Figure, 7-10) with its inserted dowel pins (24)
on its waveguide clamp bracket (25) located on
the upper part of the second inner tube section
(14).
6. Reassemble the antenna array and waveguide to their respective rectangular slotted
sections in the reduced tube and the inner tube
sections and coupling flanges, also the flanges
in the eyepiece skeleton.
7. Line up the holes of the antenna array
end plate bracket (64, Figure 7-5) with the
tapped holes in the skeleton head. Insert the
two lockscrews (49) into the lined up holes in
the end plate bracket and screw them into the
tapped holes in the skeleton head.
Figure 7-31. Air hose adapter for antenna array.
486
8. Reassemble the antenna array taper
section bracket (66) over the taper section at
the lower part of the skeleton head. Insert
and secure the two lockscrews (54) after lining
up the clearance holes in the bracket with the
tapped holes in the skeleton head.
9. Press the waveguide down into the rectangular slotted sections of each reduced tube
and inner tube sections and coupling flanges.
Maintain a tension on each waveguide clamp
plate against the waveguide by tightening each
set of waveguide clamp plate adjustment screws
and maintaining the tension by securing the
waveguide clamp plate adjusting screw locknuts. The waveguide clamp plates force the
waveguide against the left side of the rectangular slotted section. The tension maintained
should be sufficient to secure the waveguide
without placing any undue strain on its material,
thus preventing any change in its internal
dimensions.
10. Refer to Steps 1 to 5, inclusive, of this
section for the securement of the eight waveguide clamp plates.
11. Insert a 3/8-inch straight dowel in the
reamed hole section of the centering screw opening in the base of the eyepiece skeleton (42,
Figure 7-11) with a sufficient portion projecting
outward for a measurement check of the waveguide position.
12. The inner side of the waveguide should
measure 2 5/32 inch to the 3/8-inch straight
dowel so that the waveguide is properly centered
for its entry in the rectangular broached hole
in the bottom plug assembly.
13. The lower ends of the waveguide should
be located 32 mm upward from the lower face
of the eyepiece box-base. This measurement
allows a 0.060-inch gap at the end of the waveguide with the shoulder of the bottom plug
housing, thus having the end of the waveguide
at the optimum point, and still having a differential allowance of +0.020 inch.
c. Reassembly 9 power shifting wire
tape. 1. Reassemble both lengths of the power
shifting wire tape (35, Figure 7-11) through the
various soldered tape straps of the inner tube
sections. Carry the tape through the tape straps
from the first inner tube section end. The phosphor-bronze
wire extension of each shifting wire
tape is carried into the axis hole in the shifting
wire clamp nuts (3) and through the shifting
wire spindle assemblies of the eyepiece skeleton.
2. Remove the three lockscrews (42, Figure
7-5) from the left cube shifting rack (36), removing the clamp block (26). Attach the left
power shifting wire tape (35, Figure 7-11)
to the left cube shifting rack. (36, Figure 7-5)
and replace the clamp block (26) tape spacer
(27) and lockscrews (42).
3. Remove the three lockscrews (43) from
the right cube shifting rack (34) removing the
clamp block (26). Attach the right power
shifting wire tape (35, Figure 7-11) to the right
cube shifting rack (34, Figure 7-5) tape spacer
(28) and replace the clamp block (26) and lockscrews (43).
4. Pull the phosphor-bronze wire extensions
of each power shifting wire tape tight and secure
each wire with the shifting wire clamp nuts
(3, Figure 7-11).
7V3. Eyepiece box assembly with miscellaneous
external assemblies and air line sections. 1. Remove
the assembled eyepiece lens mount (78, Figure
7-11), eyepiece lens (33), eyepiece lens clamp
ring (15), and its lockscrews (70) by unscrewing
the eyepiece lens mount from the eyepiece
prism front retaining plate (22).
2. Reassembly of the eyepiece box (11,
Figure 7-12) of the lower telescope system,
Part II over the eyepiece skeleton assembly
proceeds as follows: Reassemble the outer tube
and eyepiece box rubber gasket (22) on the upper
cylindrical body of the eyepiece box, against
the sealing shoulder. Check the eyepiece box to
ascertain the elimination of all inward projecting
assemblies so that nothing restricts its assembly.
Reassemble the eyepiece box to the large
shoulder flange of the eyepiece skeleton, carrying
it over the eyepiece skeleton slowly and carefully.
It is carried on the small shoulder section of the
large shoulder flange, where two downward
projecting dowel pins in the large shoulder
flange of the eyepiece skeleton engage into the
reamed alignment holes in the face of the eyepiece box. Secure both together by insertion of
seven lockscrews (40, Figure 7-11). These
lockscrews are inserted into clearance holes in
487
the eyepiece skeleton and screwed into tapped
holes in the upper face of the eyepiece box.
Place the original washers below the heads of
the two lockscrews directly opposite, as the
washers under these lockscrew heads provide
the necessary projection to serve as a counterweight stop for the minus position.
3. Reassemble the assembled eyepiece lens
mount (78) into the internal threads in the
eyepiece prism front retaining plate (22).
Screw the eyepiece lens mount in the eyepiece
prism front retaining plate until the shoulder
of the lens mount is a metal-to-metal contact
with the shoulder of the retaining plate.
4. Reassemble the eyepiece skeleton centering screw lead washer (2, Figure 7-12) on the
shoulder of the centering screw (24), inserting
the centering screw in the base of the eyepiece
box. The centering screw extends into the reamed
hole in the base of the eyepiece skeleton and
engages in the threaded section in the eyepiece
box base.
5. Place the assembled counterweight of
the eyepiece skeleton assembly at the extreme
upper end of its travel (the plus position).
6. Check the +1 1/2 diopter setting with the
stationary reference line of the focusing knob
bracket (7, Figure 4-39). The +1 1/2 diopter
setting should be turned until a slight overtravel of the stationary reference line on the
focusing knob bracket exists:
7. Check the reference marks of the eyepiece
drive actuating shaft (4, Figure 7-14) of the
eyepiece drive packing gland assembly and
the reference mark of the female coupling
section (3, Figure 4-39) of the focusing knob
assembly for proper alignment and assemble
together.
8. Place the eyepiece drive stuffing, box
body rubber gasket (3 Figure 7-14) in the
counterbored section, seat in the eyepiece box
(11, Figure 7-12) for the eyepiece drive packing
gland assembly and line up the holes of the
gasket with the tapped holes in the counterbored
section seat.
9. Place the eyepiece drive packing gland
assembly with the assembled focusing knob
assembly in the opening of the eyepiece box
on the rubber gasket of Step 8. Align the
rectangular base of the focusing knob bracket
(7, Figure 4-39) with its recess face on the
eyepiece box.
10. The eyepiece drive mechanism bevel gear
(1, Figure 7-14) attached to the eyepiece
drive actuating shaft (4) should drop into mesh
correctly with the eyepiece prism shift bevel
gear (41, Figure 7-11) of the eyepiece skeleton
assembly.
11. Remove the focusing knob assembly (Figure 4-39) from the eyepiece drive packing
gland assembly.
12. Rotate the eyepiece drive stuffing box
body (8, Figure 7-14) so that its reference
numerals coincide with similar reference numerals on the recess face of the eyepiece box.
13. Secure the eyepiece drive packing gland
assembly by the insertion of six lockscrews (10).
These lockscrews are inserted in counterbored
recess clearance holes in the stuffing box body
flange (8) and screwed into tapped holes in the
counterbored section seat in the eyepiece box.
14. Reassemble the focusing knob assembly
(Figure 4-39) checking its reference marks as
indicated in Step 7 of this section and place
the female coupling section (3) over the square
section of the eyepiece drive actuating shaft
(4, Figure 7-14).
15. The dowel pins (8, Figure 4-39) of the
focusing knob bracket (7) are pushed into
place and the bracket is secured to the eyepiece
box with our lockscrews (10). These lockscrews
are inserted in counterbored recess clearance
holes in the bracket and screwed into the tapped
holes in the face of the eyepiece box flat rectangular recess.
16. Rotate the focusing knob (1) and check
the overtravel by the +1 1/2 and -3 diopter
graduations inscribed on the diopter ring (9)
with the stationary reference line on the focusing
knob bracket (7) to ascertain the correct focusing
travel.
17. Reassemble the rayfilter drive stuffing
box body rubber gasket (3, Figure 7-13) on the
rectangular recess seat in the front of the eyepiece box.
488
18. Check the reference marks on the rayfilter
drive female coupling section (1) with its corresponding reference mark on the male coupling
half section (25, Figure 7-11) of the eyepiece
skeleton assembly for proper alignment. Check
the stamped numeral on the rayfilter drive
stuffing box body (6, Figure 7-13) to see that
it coincides with the stamped numeral on the
eyepiece box. It may be necessary to rotate
the female coupling section (1) for both corresponding reference marks. Place the rayfilter
drive packing gland assembly in the bored hole
and on the rubber gasket (3) in the rectangular
recess seat in the eyepiece box. Remove the
rayfilter drive actuating gear (9) if necessary,
from the square section of the rayfilter drive
actuating shaft (8) for the application of a
wrench to juggle the female coupling section
(1) for its proper engagement.
19. Secure the rayfilter drive packing gland
assembly with four lockscrews (11). These
lockscrews are inserted in counterbored recess
clearance holes in the stuffing box body (6)
and screwed into tapped holes in the rectangular
recess seat in the eyepiece box.
20. Reassemble the left and right training
handle stuffing box body rubber gaskets (3,
Figures 7-15 and 7-16 respectively) over the
right and left training handle stuffing box
bodies (7) up to their large flange section
shoulders.
21. Check the reference marks of the right
training handle female coupling section (1,
Figure 7-16) with its corresponding reference
mark on the male coupling section in the training
handle rack gear and shaft (24, Figure 7-11),
for proper reassembly.
22. Reassemble the right training handle
stuffing box body (7, Figure 7-16) with its
assembled rubber gasket (3), in the bored hole
and counterbored section seat in the right side
of the eyepiece box.
23. Rotate the right training handle stuffing
box body (7) until its Stamped numerals coincide
with corresponding stamped numerals on the eye
piece box. Line up the clearance holes in the
stuffing box body with the tapped holes in the
counterbored section seat and insert the six
lockscrews (10).
24. Check the reference marks of the left
training handle female coupling section (1,
Figure 7-15), with its corresponding reference
mark on the male coupling section of the spiral
bull gear shaft (45, Figure 7-11) for proper
reassembly.
25. Reassemble the left training handle stuffing box body (7, Figure 7-15) with its assembled
rubber gasket (3), in the bored hole and counterbored section seat in the left side of the eyepiece
box.
26. Rotate the left training handle stuffing
box body (7) until its stamped numerals coincide
with corresponding stamped numerals on the
eyepiece box. Line up the clearance holes of
the stuffing box body with the tapped holes in
the counterbored section seat in the eyepiece
box and insert the six lockscrews (10).
27. Check the face of the eyepiece lens (33,
Figure 7-11) for cleanliness before reassembly
of the eyepiece window assembly (Figure 4-38).
28. Check the cleanliness of the inner face
of the eyepiece window assembly. Assemble
the eyepiece window frame rubber gasket (8)
to its counterbored section seat in the front
of the eyepiece box. Line up the holes of the
gasket with the tapped holes in the counterbored
section seat.
29. Reassemble the eyepiece window assembly
on the rubber gasket of Step 28, and check the
reference numerals on the eyepiece window
frame (7) and the eyepiece box for proper
assembly.
30. Secure the eyepiece window frame (7)
with four short and eight long lockscrews (2
and 3). These lockscrews are inserted in counterbored clearance holes in the frame and screwed
into tapped holes in the counterbored section
seat in the front of the eyepiece box.
31. Remove the masking tape from the lower
end of the waveguide section continuation, and
check the distance measurement of 32 mm from
the lower end of the waveguide to the bottom
face of the eyepiece box base for the optimum
point of the waveguide and the bottom plug
assembly.
32. Reassemble the bottom plug housing
rubber gasket (3, Figure 7-17) over the medium
489
Range section of the bottom plug housing (1)
up to its large flange section shoulder. Line
up the holes of the rubber gasket with clearance
holes in the bottom plug housing large flange
section shoulder.
33. Check the position of the rectangular
slot in the bottom plug housing for proper
alignment over the lower end of the waveguide.
Reassemble the bottom plug assembly with its
rubber gasket over the end of the waveguide
and into the bored hole on the counterbored
section seat in the base of the eyepiece box.
34. Secure the bottom plug assembly by the
insertion of 12 lockscrews (7). These lockscrews
are inserted in counterbored recess clearance
holes in the bottom plug housing (1) and
screwed into tapped holes in the counterbored
section seat in the base of the eyepiece box.
The lower face of the bottom plug housing
extends into the counterbored section a short
distance below the base of the eyepiece box,
thus allowing the eyepiece box bottom flange
plate (13, Figure 7-12) to contact the base
of the eyepiece box.
35. Reassemble the left and right training
handle assemblies (Figure 7-21 and 7-22)
to the left and right sides of the eyepiece box.
Check reference marks of each inner bevel
gear clutch (3) with the corresponding reference
marks on each square section of the right and
left training handle packing gland actuating shafts (23 and 16, Figures 7-21 and 7-22
respectively).
36. Secure each hinge bracket of the left
and right training handle assemblies with four
bolts (5) each. The hinge bracket bolts are
inserted in clearance holes in the hinge brackets
(23 and 16, Figures 7-21 and 7-22 respectively)
and screwed into tapped holes in the left and
right sides of the eyepiece box.
7V4. Reassembly of air line sections to the reduced
tube and inner tube sections. This procedure is
performed in the following manner:
1. Reassemble the lower air line section (34,
Figure 7-7) and its continuations (53, 13, 29,
and 39, Figure 7-10) with the soldered air line
couplings (40) to the connection point located
at the lower part of the fifth inner tube section
(19, Figure 7-7). Slide this air line section downward
through four soldered air line straps
(52) of the fourth inner tube section (37),
the clearance holes in its lower end coupling
(40), the clearance holes in the bearing flanges
in the third inner tube section (1, Figure 7-10),
and one soldered air line strap (30) of the second
inner tube section (14). This air line section
slides further through clearance holes in the
reducing coupling (18), first inner tube section
flanges (31), and the eyepiece skeleton flanges
(42, Figure 7-11).
2. Reassemble the center air line section
(16, Figure 7-7), with its soldered coupling (17)
at its upper end and its air line continuation
(34) with its soldered air line coupling (35)
at its lower end, to the connection point located
at the lower part of the fifth inner tube section
(19). This air line section and its continuation
slides upward through three soldered air line
straps (33) of the fifth inner tube section (19),
the clearance hole in the fourth inner tube section
upper end coupling (40), and three soldered air
line straps (15) of the sixth inner tube section
(1). Connect the upper part of the lower air
line section (34) to the soldered coupling (35)
at the lower end of the center air line section
continuations (34).
3. Reassemble the upper air line section (19,
Figure 7-6) and its continuations (27, 41, 50,
59, 77, 90) and (16, Figure 7-7), to the connection
point located at the upper part of the sixth
inner tube section (1). Slide the upper air line
section upward through one soldered air line
strap (15) of the sixth inner tube section, the
clearance holes in the bearing flanges of the
seventh inner tube section (79, Figure 7-6),
two soldered air line straps (76) of the eighth
inner tube section (60), and the clearance holes
in the flanges of the first, second, third, fourth,
and fifth reduced tube sections and into the
skeleton head (10, Figure 7-5). Connect the
lower end of the upper air line section continuation (16, Figure 7-7) to the soldered air line
coupling (17) at the upper end of the center air
line section (16). It will be necessary to pull the
upper air line section outward from the first
reduced tube section (51, Figure 7-6) to connect
the coupling in the lower end of the air line
section continuation.
7V5. Orientation check of head prism travel. This
procedure is performed in the following manner
490
1. The head prism is allowed 46 degrees elevation
and 11 degree depression, thus leaving a 1 degrees tolerance
at the limits of travel for correction by the
adjustment screws.
2. Rotate the revolving grip (26, Figure 7-21)
to carry the index ring (31) with its graduated
line of 45 degrees to the elevated position. Swing the
Sperry-Kollmorgen collimator index line to
the 45 degrees graduation as indicated by the azimuth
disk plate and check the graduated line of
the index ring for coincidence with the stationary
line on the fixed grip (24). An overtravel of the
index ring, checked with the line of sight of a
slight overtravel, should be compensated by
screwing out the segment adjusting screw
(20) and maintaining the adjustment with
the segment adjusting screw lockscrew (18).
3. Rotate the revolving grip (26) to carry
the index ring (31) with its graduated line of
10 degrees to the full depression position. Swing the
Sperry-Kollmorgen collimator index line to the
10 degrees graduation as indicated by the azimuth
disk plate, and check the graduated line of the
index ring for coincidence with the stationary
line on the fixed grip (24). An overtravel of the
index ring, checked with the line of sight of a
slight overtravel, should be compensated by
screwing out, the opposite segment adjusting
screw (20) and maintaining the adjustment
with the segment adjusting screw lockscrew (18).
4. Swing the Sperry-Kollmorgen collimator
to zero line of sight and rotate the revolving
grip (26) elevating the head prism, to check
the center line of sight with the horizontal
line of the collimator reticle.
5. The zero degree groove in the revolving
grip inner shoulder (26) is made at the factory
in the following manner. The detent plunger
release knob is now rotated to the IN position,
and a rawhide hammer is used to tap the detent
plunger retaining bushing (10). The tapping
on the bushing causes the detent plunger to
make an impression on the inner bearing shoulder
of the revolving grip. The V-slot is now cut
on the inner bearing shoulder by following the
disassembly procedure of Steps 11 and 12 of
Section 7Q2.
6. The prism tilt mechanism should elevate
and depress the line of sight of the periscope
without change in azimuth of more than 10
minutes of arc between an elevation of 10 degrees
and a depression of 10 degrees of the line of sight.
7. Check the movement of the revolving grip
(19, Figure 7-22) of the right training handle
assembly. Correct the insufficient or excessive
travel of the power index ring index lines by
means of the two segment adjusting screws
(13). The front adjusting screw corrects for low
power, while the rear adjusting screw corrects
for high power.
8. Make the correct adjustment of the low
power index line on the power index ring (30)
with the stationary index line on the fixed grip
(17) by shifting to low and then to high power.
With an ear to the periscope, note the positive engagement click of the change-of-power
mechanism in the skeleton head. The adjustment
should be made so that the adjusting screw has
sufficient clearance to allow the index line
on the power index ring (30) carried by the
revolving grip (19) to come into coincidence
with the stationary index line on the fixed
grip (17). The coincidence of these index lines
should occur immediately after the change-of-power click is heard. This clearance should carry
the adjusting screw (13) against the revolving
grip segment stop screw (24) located in the fixed
grip (17) after the positive engagement click
is heard. The high-power adjustment is produced
in similar manner. Any necessary adjustments
to the adjusting screws (13) for the low- and
high-power index lines require the disassembly
of the two revolving grip locknuts (23) and
the removal of the revolving grip (19).
9. While making the change-of-power adjustment, it may be found that there is not a positive
engagement at high and low power. Correct
this by means of the shifting wire spindle
adjusting nuts (4, Figure 7-11).
7V6. Reassembly of inner tube in the outer tube.
1. Check the head prism and the Galilean
eyepiece and objective lenses for cleanliness.
Clean all lenses and the head prism surfaces with
clean lens tissue. Remove surface dust with a
clean camel's-hair brush or vacuum brush used
with ether.
2. Check the left training handle, setting
it to zero line of sight.
491
3. Place the outer tube in the V-blocks
on the optical I-beam bench, properly located
for the assembly of the inner tube sections.
4. Place the special outer tube alignment
guide (Figure 4-7) on the outer tube over the
undercut section. Secure it temporarily by the
use of a socket wrench so that the reference
line of the guide is lined up with the front vertical
azimuth line on the outer tube. Place the eyepiece
box alignment guide (Figure 4-7) over the two
side flat sections of the eyepiece box, resting it
on its flat front section. Assemble the eyepiece
box radius clamp from the rear side of the
eyepiece box and insert two wing bolts into
the tapped holes in the two projections of the
eyepiece box alignment guide. The purpose of
this outer tube and eyepiece box alignment
guide is to insure correct entry and guidance
for the assembly of the inserted key (17, Figure
7-12) of the eyepiece box with the inside keyway
in the lower end of the outer tube (2, Figure
7-2).
5. Place the main coupling (12) on the lower
end of the outer tube threads and give it a full
turn.
6. Assemble the special hinged clamp (Figure
4-12) over the outer circumference of the second
eccentric bearing flange of the third inner tube
section (1, Figure 7-10).
7. Attach a special steel lifting plate (Figure
4-9) to the base of the eyepiece box insert
the four special bolt's into the clearance holes in
the lifting plate and screw them into the tapped
holes in the base of the eyepiece box.
8. Connect a lifting spreader bar (similar to
Figure 4-13, but shorter in length) to the hinged
clamp lifting projection. Thus projection slides
between the center slot section of the upper
part of the spreader bar and a bolt is placed
through the clearance holes in the projection
and the spreader bar. The lifting plate projection
slides into the center slot section of e spreader
bar at the lower part and is held in similar
manner to the upper part. Place the hook of
the chain hoist in the center pad of the spreader
bar (Figure 4-11).
9. Take a light strain with the chain hoist
in the center pad of the spreader bar.
10. Assemble the special hinged clamp over
the outer circumference of the third eccentric
bearing flange of the seventh inner tube section
(79, Figure 7-6).
11. Attach a shackle to the hinged clamp
projection on the seventh inner tube section.
Place the hook of the chain hoist in the shackle
and take up any slack in the chain (as shown
in Figure 4-14).
12. Lift the assembled inner tube sections
with both chain hoists and transport them
to the lower end of the outer tube. Center
the skeleton head in the outer tube, and check
the lower end of the inner tube sections to
make sure that they are parallel with the outer
tube. Check the skeleton head lenses and head
prism for cleanliness.
13. The skeleton head, reduced and inner
tube sections are slowly carried in the outer
tube, guiding them parallel and properly
centered in the outer tube.
14. When the first and second eccentric
bearing flanges of the seventh inner tube section
(79, Figure 7-6) have entered the attached
main coupling, the movement of the inner tube
sections is halted temporarily.
15. Remove the hook of the chain hoist and
special hinged clamp from the seventh inner
tube section.
16. Slowly resume the movement of the inner
tube sections in the outer tube, until the first
eccentric bearing flange of the third inner tube
section (1, Figure 7-10) has entered the attached
main coupling. The movement of the inner tube
sections is again halted. Place the roller stand
under the eyepiece box (Figure 4-11) adjusting
it until the rollers touch the eyepiece box, and
release the load of the chain hoist to the roller
stand.
17. Remove the spreader bar and hinged
clamp and attach a shackle to the lifting plate
projection. Insert the hook of the chain hoist
into the shackle (Figure 4-10), and remove the
strain of the overhanging inner tube sections
and the eyepiece box from the roller stand.
18. Slowly resume the movement of the inner
tube sections in the outer tube, until the projecting arm of the outer tube guide and the
492
projecting arm of the eyepiece box alignment
guide are near contact (Figure 4-8). Check
to see that both their projecting arms will come
into contact, and that they remain so for the
remainder of the assembly of the inner tube
sections in the outer tube, resuming the movement slowly.
19. When the upper part of the eyepiece box
comes into coincidence with the attached main
coupling, unscrew the coupling from the outer
tube and slide it on the upper part of the eyepiece box against its threaded periphery and
continue the movement slowly. Check the position of the outer tube and the eyepiece box to
ascertain that the inserted key (17, Figure
7-12) and the outer tube inside keyway will
come into proper engagement.
20. When the main coupling comes in contact
with the outer tube, continue the movement
slowly until the coupling can be turned clockwise.
21. Use a spanner wrench, insert its tooth
prongs in the twin holes in the main coupling
(22) and turn it clockwise. Before turning the
main coupling, scribe a reference line from
each lockscrew hole to the outer edge of the coupling and make a similar reference line on the
outer tube for the spotted recesses. Thus a
reference line is established to enable the repairman to obtain a visual determination as to
when the main coupling reference line and the
outer tube reference line are in coincidence for
proper insertion of lockscrews (21). Thus coincidence of both tapped lockscrew holes in the main
coupling with the spotted recesses in the outer
tube is easily determined. The lockscrews, when
inserted, should not project beyond the periphery
of the main coupling.
22. Remove the hook of the chain hoist from
the shackle, and remove the special bolts and
the lifting plate.
23. Remove the left and right training handle
hinge bracket bolts (5, Figures 7-21 and 7-22)
removing the left and right training handle
assemblies from the eyepiece box.
24. Remove the four lockscrews (10, Figure
4-39) from the focusing knob assembly, removing
the focusing knob assembly from the eyepiece
box.
25. Remove the eyepiece box and outer tube
alignment guides from the eyepiece box and
outer tube.
26. Locate the periscope in the V-blocks
on the optical I-beam bench to check the
telemeter lens line in high power. It will first be
necessary to follow the procedure of Section
4V10 for alignment of the Sperry-Kollmorgen
collimator to the optical I-beam bench for the
axis of the outer tube, which is 0.125 inch higher
than the axes of the Types II and III periscopes.
Center the head prism in the axis of the collimator. The collimator is set at infinity (Figure
4-71) and the collimator base plate index line
(7, Figure 4-69) is in coincidence with the 0 degree
graduation on the azimuth disk plate (6). Shift
the Galilean telescope system to the IN position
and check the vertical and horizontal displacement of the line of sight.
27. Should the horizontal and vertical displacement of the line of sight indicate that it
is out of collimation, it will be necessary to
make the adjustments as indicated in Steps
6 and 7 in Section 7U4. It is necessary to remove
the inner tube sections to make this adjustment.
28. Reassemble the eyepiece box pressure
gage assembly rubber gasket (1, Figure 7-12),
in the rectangular recess seat in the right side
of the eyepiece box. Reassemble the pressure
gage assembly (10) on the rubber gasket (1)
and secure it with 10 lockscrews (18). These
lockscrews are inserted into countersunk clearance holes in the pressure gage assembly and
screwed into tapped holes in the rectangular
recess seat in the eyepiece box.
7V7. Pressure testing and cycling. The periscope is
pressure tested and cycled in the following
manner:
1. Follow the procedure of Section 4W6 and
the cross references.
2. Use an air hose to blow off all water
around the bottom plug assembly.
3. Attach a special bottom plug cycling cup
(Figure 7-32) over the bottom plug assembly
and secure it with a strongback, using two of
the eyepiece box bottom flange plate bolts (16,
Figure 7-12) to secure the strongback for the
securement of the bottom plug cycling cup.
493
The bolts are inserted in clearance holes in the
strongback and screwed into tapped holes in
the base of the eyepiece box.
4. Attach the vacuum gage rubber hose
to one of the bottom plug cycling cup fittings,
and the Hyvac pump rubber hose to the other
fitting.
5. Apply apiezon wax around the periphery
of the bottom plug cycling cup connection and
around the joints of the vacuum gage and
Hyvac pump hose.
6. Lower the pressure from the area of the
bottom plug cycling cup with the Hyvac pump,
thus boiling out all moisture in this area.
7. A vacuum of 1 or 2 mm absolute pressure
should be obtained and held for several hours.
8. Remove hose connections. Remove the two
bolts (16, Figure 7-12), removing the strongback
and the bottom plug cycling cup. After removal
of the bolts, immediately apply masking tape
to the bottom plug assembly to prevent any
moisture from entering around the assembly.
7V8. Optical tests of the periscope in the tower.
This procedure is performed in the following
manner:
1. Secure a suitable hoisting clamp around
the outer tube at least 12 inches below the joint
between the outer tube and outer taper section.
Line up the clamp with emery cloth placed with
Figure 7-32. Bottom plug cycling cup.
494
its smooth side against the outer tube. Use special
steel bolts and nuts for securing the clamp halves
together (Figure 2-34).
2. Secure a safety clamp above the hoisting
clamp (Figure 2-34).
3. Lift the periscope with two chain hoist
hooks placed in the thimble ends of the canvas
covered slings wrapped once around the outer
tube.
4. Transport the periscope from the V-blocks,
lowering it to within 10 inches of the assembly
floor for attachment of the hinge carriage
(Figure 2-39).
5. Remove the toggle bolt and open the
clamp cap of the hinge carriage and line the
clamp cap and clamp section of the hinge
carriage with emery cloth placed with its
smooth side against the outer tube. Secure the
clamp cap and clamp section of the hinge carriage to the outer tube with two special bolts
and nuts over the emery cloth. Insert the toggle
bolt in the lined up holes of the supporting
arm and clearance wall periphery projection
of the hinge carriage after the clamp is secured.
6. Follow the procedure described under
Steps 36, 38, 39, 40, and 41 of Section 4W4,
in the inverse order, for transporting the periscope to the tower.
7. Reassemble the housing yoke assembly by
following the procedure described under Section 4V19.
8. Slowly lower the periscope onto the
hoisting yoke cable suspension adjusting nuts.
This places the load of the periscope on the
hoisting yoke and cables suspended from the
lower platform in the tower. Remove the two
shackles and hoisting slings from the hoisting
clamp.
9. Reassemble the focusing knob assembly
to the eyepiece box. Align the corresponding
reference marks of the female coupling section
(3, Figure 4-39) and the eyepiece drive actuating
shaft (4, Figure 7-14) of the eyepiece drive
packing gland assembly. Secure the knob
bracket (7, Figure 4-39) after proper engagement of dowel pins (8) with the four lockscrews (10).
10. Reassemble the left and right training
handle assemblies to their respective sides
of the eyepiece box. Check the reference marks
of the connecting couplings for proper alignment. Secure both training handle assemblies
with four hinge bracket bolts each (5, Figures
7-21 and 7-22).
11. Check the zero reading of the diopter
index ring (9, Figure 4-39). Place the auxiliary
telescope at the eyepiece end of the periscope.
Focus the eyepiece prism mount until sharp
definition of the telemeter lens is apparent on an
infinity target or infinity collimator.
12. Check the high- and low-power system
on an infinity target or infinity collimator.
No parallax should be apparent on the telemeter
lens in either power.
13. Check the periscope in high and low
power for cleanliness. If particles of dirt are
present, they will show clearly on the telemeter
lens which lies in the focal plane of the instrument, in which case it is necessary to remove
the inner tube sections, and further disassemble
for cleaning purposes.
14. Check the vertical and horizontal displacement of the line of sight of the Galilean
telescope system in the IN and OUT positions.
Use a church steeple, flagstaff, chimney or
infinity collimator for checking the prescribed
displacement tolerances.
15. Check the field; it must be free of fog.
16. Check the operation of the left and right
training handle assemblies, noting particularly
their limit of travel stops by corresponding
stationary index lines.
17. After inspection, the periscope is returned
to the assembly floor by first following the
procedure describes under Section 7B, Steps
5, 6, and 9 for the disassembly of the left and
right training handle assemblies, focusing knob
assembly, and hoisting yoke assembly. Follow
the procedure described under this section,
Steps 1 to 6 inclusive, in the inverse order, for
the return of the periscope in the V-blocks
on the optical I-beam bench and the reassembly
of the external projections.
18. Reassemble all external projections of
Section 7B, Steps 3 to 7 inclusive, to the eyepiece
box in the inverse order.
495
19. The periscope is now ready for the electronic engineer for the prescribed electronic
tests.
20. After the prescribed electronic tests of
Section 7V8, the eyepiece box bottom flange
plate (13, Figure 7-12) is reassembled to the
base of the eyepiece box (11) and is secured with
five bolts (16). The inserted rubber gasket
side of the flange plate is placed next to the
base of the eyepiece box.
21. Cover the opening in the eyepiece box
bottom flange plate with masking tape to
prevent moisture from entering the open area
of the flange plate and around the bottom
plug assembly.
7V9. Electronic testing procedure. (For electronic
engineer only.) a. Modifications to equipment. 1. The following modifications of the
TS-12/AP and TS-13/AP test sets are necessary to adapt them for testing the ST antenna
assemblies:
a) Supply matched load CG-88/U without
connector and so constructed that it will have
a voltage standing wave ratio of 1.03 or lower
at wavelengths of 3.36 cm and 3.44 cm. Engrave
a line around the matched load, 0.537 inch
0.005 inch from the open end.
b) Supply standing wave machine CG-87/U
with the round cover flange replaced with a
choke flange AN type UG-52/U.
c) Revise the carrying case for TS-12/AP
(Unit 2) to fit the modified standing wave
machine.
d) The Model 53 wavemeter supplied with
the TS-13/AP cannot be calibrated for the ST
frequency band because several revolutions
of the wavemeter dial are required to cover
the entire band. Replace the Model 53 wavemeter assembly with a General Electronics
Industries wavemeter Model 1510 modified
in the following manner:
1) Drill and tap holes in, the wavemeter
flange for mounting it on the TS-13/AP coupling flange.
2) Enlarge the wavemeter coupling hole to
19/64 inch. After enlarging the hole, the wavemeter should be disassembled by removing the
six screws holding the micrometer head support
in place. The wavemeter should be thoroughly
cleaned and burrs removed from the edges of
the enlarged hole. Reassemble the wavemeter
with micrometer engraving 90 degrees counterclockwise
from plane of mounting flange, so that readings
may be taken from above when the meter is in
position in the TS-13/AP. The TS-13/AP must
be taken out of the case in order to read the
wavemeter unless further modification can be
suggested.
e) Drill a 5/8-inch hole in the panel of the
TS-13/AP to accommodate the micrometer
head of the wavemeter.
b. Instructions for testing ST antenna
assembly and plug on submarine tenders
and at advanced bases. 1. Introduction.
Standing wave ratio measurements are made
on the ST antenna assembly and the bottom
plug alone by the TS-12/AP and TS-13/AP test
sets. The TS-13/AP is a source of a square
wave modulated radio-frequency signal variable
in frequency. The TS-12/AP test set detects
the signal with a CG-87/U standing wave
machine and a linear amplifier which is provided
with a meter which indicates voltage standing
wave ratio directly.
2. Operation of TS-13/AP signal generator.
a) Connect the line cord to a source of 115
volts, 60-800 cycle power, and operate the
POWER switch to ON.
b) Allow 3 minutes for the equipment to
warm up.
c) The following switches should be in the
indicated positions:
Switch
Position
SYNC/SELF SYNC
SYNC
CALIBRATE/USE
USE
PULSE/SQUARE WAVE
PULSE
INPUT SEL.
+ TRIG
d) Adjust REFLECTOR control for minimum meter deflection.
e) Vary ZERO SET control until meter
reads zero.
f) Operate CALIBRATE/USE switch to
CALIBRATE.
g) Vary REFLECTOR control throughout
its range. Select the point which gives maximum
496
deflection. Vary ADJUST OUTPUT control
to keep meter reading on scale.
h) Throw the following switches to the
indicated positions:
Switch
Position
SYNC/SELF SYNC
SYNC
CALIBRATE/USE
USE
PULSE/SQUARE WAVE
SQUARE WAVE
i) Measure frequency by very slowly turning
FREQUENCY micrometer head while carefully
watching the meter. The signal generator
frequency is indicated by a sharp dip in the
meter reading.
j) Tune the signal generator to the proper
frequency by varying the TUNING control.
Clockwise rotation of the TUNING control
decreases the frequency (increases the wavelength). Adjust REFLECTOR control for maximum meter reading after each adjustment of
the tuning control and before measuring the
frequency.
k) Rotate the ATTENUATOR control to
the maximum clockwise position.
l) The equipment is now ready for use.
c. Operation of TS-12/AP standing wave
indicator-amplifier. 1. Connect the line cord
to a source of 115 volts, 60-800 cycle power and
operate POWER switch to ON.
2. Connect the probe cable to either input
jack and throw the INPUT selector switch
to the corresponding position, NO. 1 or NO. 2,
3. The METER switch, should be at AMP.
and the BOL/XTAL switch in the XTAL
position.
4. Adjust MASTER and appropriate INPUT
gain controls for a meter reading near lull scale.
d. Procedure for standing wave ratio
measurements. 1. Set up test equipment
as shown in Figure 7-33.
2. To test the periscope assembly attach the
square flange connector of the standing wave
machine: CG-87/U to the periscope eyepiece
box by means of the four tapped holes provided
in the bottom plug housing clamp ring (2,
Figure 7-17), being sure to dine up the waveguide
opening with the corresponding dimensions of the
opening in the bottom plug. Measure the
standing wave ratio at frequencies corresponding to
wavemeter readings of 355, 356, 357, 358, 359,
443, 444, 445, 446, 447.
To test the bottom plug alone, attach the
square flange connector of the standing wave
machine to the face of the bottom plug housing
clamp ring as before. Insert the open end of the
matched load CG-88/U into the other end of
the bottom plug until the engraved line on the
matched load is flush with the surface of the plug.
If the matched load fits too tightly into the
plug to allow easy insertion, the outside surfaces
of the matched load may be filed down slightly
where necessary, provided that the filings are
entirely removed with an air hose (inside and
outside) before the matched load is reused.
Measure the standing wave ratio at frequencies
corresponding to wavemeter readings of 355
and 447.
3. Place test equipment in operation as
indicated in b and c.
4. Tune the traveling probe for maximum
deflection on the meter by turning the knurled
nut on the probe assembly. Do not make any
other adjustment on the probe. Tune the probe
every time the operating frequency is changed.
5. Run the probe along the slotted line until
the meter shows maximum deflection. Adjust
the INPUT gain control until the meter reads
exactly 1.0 on the upper scale. Then move the
probe to the point of minimum deflection and
read the voltage standing wave ratio on the
upper scale of the meter.
e. Performance specifications. The voltage standing wave ratio of the assembled
periscope must be 1.33 or less over the entire
frequency band of the antenna.
If the specified performance is not obtained
on the assembled periscope, the bottom plug
assembly should be removed and tested alone for
its standing wave ratio. If the voltage standing
wave ratio is lower than 1.26 at both frequencies
the plug is satisfactory and the long length of
waveguide should be recleaned, and if necessary, replaced. If the voltage standing wave
ratio of the plug is equal to or higher than 1.26
at either frequency, another bottom plug
assembly should be tested and, if satisfactory,
497
Figure 7-33. Electronic diagram.
used in place of the first bottom plug assembly
in a second assembly test.
A is the component to be measured.
1. Periscope test. Attach the standing
wave machine CG-87/U, to the periscope eyepiece box by means of the four tapped holes in
the bottom plug housing clamp ring. (2, Figure
7-17). Be sure to line up the long dimension of
the waveguide and the corresponding dimension
of the opening in the bottom plug.
2. Bottom plug test. Attach the standing
wave machine to the bottom plug assembly as
before. Insert the open end of the matched
load CG-88/U into the other end of the bottom
plug until the engraved line on the matched load
is flush with the surface of the plug.